ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу получения формовочного порошка политетрафторэтилена и способу получения агломерированного продукта в результате агломерирования формовочного порошка политетрафторэтилена.
УРОВЕНЬ ТЕХНИКИ
В качестве способа получения политетрафторэтилена (ниже в настоящем документе также обозначаемого как «ПТФЭ») в результате полимеризации тетрафторэтилена (ниже в настоящем документе также обозначаемого как «ТФЭ») в водной среде доступными являются эмульсионная полимеризация и суспензионная полимеризация.
Эмульсионную полимеризацию обычно проводят при использовании фторированного эмульгатора совместно со стабилизатором, таким как парафиновый воск, фторсодержащее масло или силиконовое масло, в мягких условиях перемешивания. В таком случае используют количество фторированного эмульгатора, достаточное для демонстрации получаемыми частицами полимера ПТФЭ размера частиц в диапазоне приблизительно от 0,1 до 0,4 мкм и их стабильного диспергирования в водной среде. По завершении эмульсионной полимеризации частицы коагулируют в целях их превращения во влажный порошок, характеризующийся размером частиц, составляющим приблизительно несколько сотен мкм, с последующим высушиванием влажного порошка для получения порошка - так называемого мелкого порошка.
С другой стороны, суспензионную полимеризацию проводят в жестких условиях перемешивания без использования стабилизатора, такого как парафиновый воск, фторсодержащее масло и силиконовое масло, и обычно без использования фторированного эмульгатора. Полимер ПТФЭ, полученный в результате проведения суспензионной полимеризации, представляет собой гранулированные полимерные частицы, имеющие форму усов и длину в несколько см. Таким образом, такие гранулированные полимерные частицы промывают с последующим размалыванием до достижения размера частиц в диапазоне приблизительно от 1 до 100 мкм для получения порошка - так называемого формовочного порошка.
Полученный таким образом полимер ПТФЭ характеризуется чрезвычайно высокой вязкостью расплава, является неформуемым из расплава и, тем самым, не может быть сформован при использовании способа формования, применяемого для обычных термопластических смол, например, экструзионного формования или литьевого формования.
В соответствии с этим, в случае необходимости формования мелкого порошка полимера ПТФЭ, полученного в результате проведения эмульсионной полимеризации, используют такой способ, когда сначала мелкий порошок перемешивают с лигроином и подвергают предварительному формованию, а после этого полученную пасту подвергают экструзионному формованию для получения формованного продукта, имеющего желательную форму. Формованный продукт может, например, представлять собой материал изолирующего покрытия, такой как в случае трубы, шланга или электрического кабеля. Кроме того, в результате проведения обработки растяжением может быть получена пористая пленка для различных областей применения.
С другой стороны, в случае необходимости формования формовочного порошка из полимера ПТФЭ, полученного в результате проведения суспензионной полимеризации, сначала формовочный порошок набивают в пресс-форму при комнатной температуре и подвергают прямому прессованию с последующим нагреванием, по меньшей мере, до температуры плавления для полимера ПТФЭ и спеканием в целях получения желательного продукта. После этого формованный продукт подвергают машинной переработке, такой как резка, в целях переработки для получения желательной формы. Формованный продукт может представлять собой, например, элемент промышленной конструкции, такой как уплотнение, прокладка или изолирующая пленка, или резервуар, который принимает сильную кислоту или сильную щелочь в полупроводниковой промышленности.
В соответствии с представленным выше описанием в качестве способа полимеризации для получения полимера ПТФЭ обычно используют эмульсионную полимеризацию и суспензионную полимеризацию и при проведении суспензионной полимеризации эмульгатор обычно не используют, однако, описана и методика, такая, когда при проведении суспензионной полимеризации используют небольшое количество эмульгатора.
Например, в патентных документах 1 и 2 описываются такие методики, в которых при использовании очень небольшого количества эмульгатора, относящегося к типу специфической фторированной карбоновой кислоты, такого как перфтороктаноат аммония (ниже в настоящем документе также обозначаемый как «ПФОА»), можно увеличить площадь удельной поверхности гранулированных полимерных частиц, полученных в результате проведения суспензионной полимеризации.
Кроме того, в патентном документе 3 описывается такая методика, в которой в результате проведения суспензионной полимеризации при использовании очень небольшого количества эмульгатора, относящегося к типу специфической фторированной сульфоновой кислоты, можно уменьшить отложение гранулированных полимерных частиц во внутреннем пространстве полимеризационной емкости.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: JP-B-S40-25911
Патентный документ 2: JP-А-S60-188408
Патентный документ 3: JP-B-S62-34767
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
В случае увеличения площади удельной поверхности гранулированных полимерных частиц, полученных в результате проведения суспензионной полимеризации, объемная плотность для формовочного порошка, получаемого в результате размалывания гранулированных полимерных частиц, станет большой. В соответствии с этим, степень сжатия во время набивания формовочного порошка в пресс-форму и сжатия его в ней может быть сделана небольшой, и, тем самым, можно ожидать достижение эффективности формования, такой как в отношении улучшения производительности по формованному продукту или уменьшения размеров пресс-формы.
Кроме того, уменьшение отложений в полимеризационной емкости приводит к предотвращению забивания технологической линии, улучшению эффективности теплоотвода и увеличению выхода извлечения гранулированных полимерных частиц.
Однако обычно использующиеся эмульгаторы, относящиеся к типу перфторкарбоновой кислоты, такие как соединение ПФОА, не существуют в природе и являются трудно разлагаемыми, и их биологическое накопление велико. Кроме того, возросла проблема токсичности эмульгаторов, относящихся к типу перфторсульфоновой кислоты. Таким образом, имела место тенденция к наложению ограничений на такие эмульгаторы.
Одна цель настоящего изобретения заключается в получении гранулированных полимерных частиц в результате проведения суспензионной полимеризации в присутствии специфического перфторэмульгатора, который свободен от проблем биологического накопления и токсичности, и в получении формовочного порошка из полимера ПТФЭ, характеризующегося высокой объемной плотностью, в результате размалывания гранулированных полимерных частиц. Кроме того, одна цель настоящего изобретения заключается в получении агломерированного продукта из полимера ПТФЭ в результате агломерирования формовочного порошка полимера ПТФЭ.
РАЗРЕШЕНИЕ ПРОБЛЕМЫ
Настоящее изобретение включает следующие далее воплощения.
(1) Способ получения формовочного порошка политетрафторэтилена, который включает стадию суспензионной полимеризации мономера, включающего, по меньшей мере, 99,8% (масс.) тетрафторэтилена, в водной среде для получения гранулированных полимерных частиц и стадию размалывания гранулированных полимерных частиц, где водная среда содержит соединение, описывающееся следующей далее формулой (1), с концентрацией в диапазоне от 0,5 до 2000 ч/млн:
RF(OCF(X1)CF2)k-1OCF(X2)COO-M+, (1)
где RF представляет собой перфторированную С1-10 одновалентную органическую группу, каждый из Х1 и Х2, которые не зависят друг от друга, представляет собой атом фтора или трифторметильную группу, k представляет собой целое число, составляющее, по меньшей мере, 1, а М+ представляет собой ион водорода, ион аммония, ион алкилзамещенного аммония или ион щелочного металла.
(2) Способ получения формовочного порошка политетрафторэтилена, соответствующий представленной выше позиции (1), где концентрация соединения, описывающегося формулой (1), в водной среде находится в диапазоне от 0,5 до 50 ч/млн.
(3) Способ получения формовочного порошка политетрафторэтилена, соответствующий представленной выше позиции (1), где концентрация соединения, описывающегося формулой (1), в водной среде находится в диапазоне от 100 до 2000 ч/млн.
(4) Способ получения формовочного порошка политетрафторэтилена, соответствующий любой одной из представленных выше позиций от (1) до (3), где формовочный порошок политетрафторэтилена характеризуется средним размером частиц в диапазоне от 20 до 60 мкм.
(5) Способ получения формовочного порошка политетрафторэтилена, соответствующий любой одной из представленных выше позиций от (1) до (4), где RF в формуле (1) представляет собой -CF2CF3 или -CF2CF2CF3.
(6) Способ получения формовочного порошка из политетрафторэтилена, соответствующий любой одной из представленных выше позиций от (1) до (5), где как Х1, так и Х2 в формуле (1) представляют собой атомы фтора.
(7) Способ получения формовочного порошка политетрафторэтилена, соответствующий любой одной из представленных выше позиций от (1) до (6), где k в формуле (1) составляет 2 или 3.
(8) Способ получения формовочного порошка политетрафторэтилена, соответствующий любой одной из представленных выше позиций от (1) до (7), где соединением, описывающимся формулой (1), является соединение, описывающееся следующей далее формулой (1-3):
CF3CF2OCF2CF2OCF2COO-(NH4)+ (1-3)
(9) Способ получения формовочного порошка политетрафторэтилена, соответствующий любой одной из представленных выше позиций от (1) до (8), где водная среда характеризуется значением рН в диапазоне от 8 до 10.
(10) Способ получения формовочного порошка политетрафторэтилена, соответствующий любой одной из представленных выше позиций от (1) до (9), где стадию размалывания гранулированных полимерных частиц проводят при использовании режущей мельницы и/или струйной мельницы.
(11) Способ получения формовочного порошка политетрафторэтилена, соответствующий любой одной из представленных выше позиций от (1) до (10), где формовочный порошок из политетрафторэтилена характеризуется объемной плотностью в диапазоне от 0,35 до 0,50 г/мл.
(12) Способ получения агломерированного продукта из политетрафторэтилена, который включает стадию агломерирования формовочного порошка политетрафторэтилена, полученного при использовании способа, определенного в любой одной из представленных выше позиций от (1) до (11).
(13) Способ получения агломерированного продукта из политетрафторэтилена, соответствующий представленной выше позиции (12), где стадию агломерирования формовочного порошка политетрафторэтилена проводят при использовании способа влажного агломерирования в двухфазной жидкой среде, включающей воду и органическую среду.
(14) Способ получения агломерированного продукта из политетрафторэтилена, соответствующий представленным выше позициям (12) или (13), где агломерированный продукт из политетрафторэтилена характеризуется средним размером частиц в диапазоне от 300 до 500 мкм.
ВЫГОДНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
В соответствии со способом получения настоящего изобретения гранулированные полимерные частицы могут быть получены в результате проведения суспензионной полимеризации без использования эмульгатора, демонстрирующего характеристики биологического накопления, токсичность и тому подобное. Кроме того, в результате размалывания гранулированных полимерных частиц может быть получен формовочный порошок полимера ПТФЭ, характеризующийся высокой объемной плотностью, который свободен от проблем, таких как биологическое накопление и токсичность. Кроме того, в соответствии со способом получения настоящего изобретения в результате агломерирования формовочного порошка полимера ПТФЭ может быть получен агломерированный продукт из полимера ПТФЭ, который свободен от проблем, таких как биологическое накопление и токсичность.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
Фигура 1 представляет собой пояснительный чертеж, предназначенный для разъяснения способа оценки текучести порошка из агломерированного продукта.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Способ получения формовочного порошка полимера ПТФЭ
Способ получения формовочного порошка полимера ПТФЭ настоящего изобретения включает стадию суспензионной полимеризации мономера, включающего, по меньшей мере, 99,8% (масс.) соединения ТФЭ, в водной среде для получения гранулированных полимерных частиц (ниже в настоящем документе также обозначаемую как «стадия суспензионной полимеризации») и стадию размалывания гранулированных полимерных частиц, полученных на упомянутой стадии, (ниже в настоящем документе также обозначаемую как «стадия размалывания»).
В данном случае «формовочный порошок полимера ПТФЭ», полученный в настоящем изобретении, является тем порошком, который не нагревают, по меньшей мере, при его температуре плавления после стадии суспензионной полимеризации.
Стадия суспензионной полимеризации
На стадии суспензионной полимеризации настоящего изобретения полимеризуют мономер, включающий, по меньшей мере, 99,8% (масс.) соединения ТФЭ. Полимер ПТФЭ, полученный из мономера, включающего, по меньшей мере, 99,8% (масс.) соединения ТФЭ, характеризуется очень высокой вязкостью расплава и демонстрирует отсутствие формуемости из расплава таким образом, что полимер ПТФЭ не может быть сформован при использовании способов формования для обычных термопластических смол, таких как экструзионное формование или литьевое формование. Таким образом, несмотря на наличие подробного описания в дальнейшем изложении в случае необходимости формования формовочного порошка полимера ПТФЭ, полученного при использовании способа получения настоящего изобретения, будут использовать способ и тому подобное, такие, когда по мере надобности формовочный порошок полимера ПТФЭ агломерируют для получения агломерированного продукта, а после этого агломерированный продукт набивают в пресс-форму и подвергают в ней прямому прессованию с последующим нагреванием до температуры, составляющей, по меньшей мере, температуру плавления полимера ПТФЭ, для спекания.
В 100% (масс.) мономера может быть включен мономер (сомономер), отличный от соединения ТФЭ, в диапазоне, составляющем, самое большее, 0,2% (масс.). Мономер, отличный от соединения ТФЭ, может представлять собой, например, простой перфтор(алкилвиниловый эфир) (ППФАВЭ), перфтор(2,2-диметил-1,3-диоксол), перфтор(4-метокси-1,3-диоксол), хлортрифторэтилен или перфторалкилэтилен. В качестве мономера, отличного от соединения ТФЭ, могут быть использованы один или несколько типов. При использовании мономера, отличного от соединения ТФЭ, в пределах диапазона, составляющего, самое большее, 0,2% (масс.), в определенной степени может быть подавлена кристаллизация полимера ПТФЭ, и будут улучшены предел прочности при растяжении, относительное удлинение при растяжении, сопротивление электрическому пробою, сопротивление ползучести и тому подобное для полимера ПТФЭ.
На стадии эмульсионной полимеризации вышеупомянутый мономер подвергают суспензионной полимеризации в водной среде, содержащей соединение, описывающееся следующей далее формулой (1), (ниже в настоящем документе также обозначаемое как «соединение (1)») в качестве эмульгатора с концентрацией в диапазоне от 0,5 до 2000 ч/млн.
RF(OCF(X1)CF2)k-1OCF(X2)COO-M+ (1)
В формуле RF представляет собой перфторированную С1-10 одновалентную органическую группу, каждый из Х1 и Х2, которые не зависят друг от друга, представляет собой атом фтора или трифторметильную группу, и k представляет собой целое число, составляющее, по меньшей мере, 1. М+ представляет собой ион водорода, ион аммония, ион алкилзамещенного аммония или ион щелочного металла.
Соединение, описывающееся представленной выше формулой (1), свободно от проблем, таких как биологическое накопление и токсичность.
С1-10 перфторированная одновалентная органическая группа может быть, например, С1-10 перфторалкильной группой или С2-10 перфторалкильной группой, содержащей атом кислорода простого эфира.
Количество атомов углерода в RF предпочтительно находится в диапазоне от 1 до 5, более предпочтительно от 2 до 4, кроме того, предпочтительно составляет 2 или 3.
RF может быть линейным, разветвленным или представлять собой кольцо. RF предпочтительно является линейным, поскольку, тем самым, будут превосходными характеристики уменьшения поверхностного натяжения.
Говоря конкретно, RF может представлять собой, например, перфторалкильную группу, такую как -CF3, -CF2CF3, -CF2CF2CF3, -CF2CF2CF2CF3, -CF(CF3)2, -CF2CF(CF3)2, -CF(CF3)CF2CF3 или -C(CF3)3; или перфторалкильную группу, содержащую атом кислорода простого эфира, такую как -CF(CF3)[OCF2CF(CF3)]bOCF2CF2CF3 (b представляет собой целое число, составляющее, по меньшей мере, 1, предпочтительно целое число в диапазоне от 1 до 5) или -(CF2)dOCF3 (d представляет собой целое число, составляющее, по меньшей мере, 1, предпочтительно целое число в диапазоне от 1 до 8). RF в особенности предпочтительно представляет собой -CF2CF3 или -CF2CF2CF3.
Каждый из Х1 и Х2, которые не зависят друг от друга, представляет собой атом фтора или трифторметильную группу. В настоящем изобретении Х1 и Х2 предпочтительно являются идентичными, и как Х1, так и Х2 в особенности предпочтительно представляют собой атомы фтора.
k представляет собой целое число, составляющее, по меньшей мере, 1, предпочтительно целое число, находящееся в диапазоне от 1 до 6, более предпочтительно целое число, находящееся в диапазоне от 1 до 4, кроме того, предпочтительно составляющее 2 или 3.
М+ представляет собой ион водорода, ион аммония, ион алкилзамещенного аммония или ион щелочного металла, а, говоря конкретно, могут быть упомянуты, например, Н+, Li+, Na+, K+ или NH4+. В их числе предпочтительными являются M+ или NH4+, поскольку, тем самым, будет превосходной растворимость соединения (1) в воде, и соединение (1) не будет содержать какого-либо иона металла, вследствие чего ионы металлов не будут оставаться в качестве примесей в формовочном порошке полимера ПТФЭ в качестве примесей.
Совокупное количество атомов углерода в соединении (1) предпочтительно находится в диапазоне от 5 до 10, более предпочтительно от 5 до 8, кроме того, предпочтительно от 5 до 6.
В качестве конкретных предпочтительных примеров соединения (1) могут быть упомянуты следующие далее соединения в диапазоне от (1-1) до (1-7).
В их числе предпочтительным является соединение (1-3) вследствие хорошей стабильности полимеризации ПТФЭ.
Соединение (1-3) может быть получено в результате фторирования сложного эфира соответствующего нефторированного соединения или частично фторированного соединения при использовании обычного способа фторирования, такого как способ жидкофазного фторирования, где реакцию со фтором проводят в жидкой фазе, способ фторирования, использующий фторированный кобальт, или способ электрохимического фторирования, с последующими гидролизом полученной фторированной сложноэфирной связи, очисткой, а после этого нейтрализацией аммиаком.
Концентрация соединения (1) в водной среде на стадии суспензионной полимеризации находится в диапазоне от 0,5 до 2000 ч/млн, предпочтительно от 0,5 до 1500 ч/млн, более предпочтительно от 0,5 до 1200 ч/млн.
В случае концентрации соединения (1), соответствующей, по меньшей мере, нижнему пределу вышеупомянутого диапазона, в результате размалывания гранулированных полимерных частиц, получаемых на стадии суспензионной полимеризации, может быть получен формовочный порошок полимера ПТФЭ, характеризующийся высокой объемной плотностью. Формовочный порошок полимера ПТФЭ, характеризующийся высокой объемной плотностью, является превосходным с точки зрения эффективности формования такой, как в отношении улучшения производительности по формованному продукту или уменьшения размеров пресс-формы, поскольку степень сжатия во время набивания формовочного порошка в пресс-форму и сжатия его в ней делается небольшой. Кроме того, в случае формовочного порошка полимера ПТФЭ, характеризующегося высокой объемной плотностью, количество захваченного воздуха во время прямого прессования будет небольшим, вследствие чего будут превосходными характеристики дегазации, и будут хорошими характеристики сплавления между частицами. В соответствии с этим, изолирующая пленка (состроганная пленка), полученная в результате прямого прессования формовочного порошка полимера ПТФЭ и спекания его для получения формованного продукта для состроганной пленки и спирального снятия слоя с формованного продукта, является однородной, превосходной с точки зрения изолирующих характеристик и превосходной с точки зрения напряжения пробоя. Кроме того, легко может быть получен агломерированный продукт, характеризующийся высокой объемной плотностью.
С другой стороны, в случае концентрации соединения (1), соответствующей, самое большее, верхнему пределу вышеупомянутого диапазона, может быть уменьшено остаточное количество соединения (1) в гранулированных полимерных частицах, получаемых на стадии суспензионной полимеризации, может быть сохранено в хорошем состоянии окрашивание полимера ПТФЭ, и могут быть уменьшены стоимость самого соединения (1) и стоимость извлечения соединения (1).
Концентрацию соединения (1) в водной среде предпочтительно можно контролируемо выдерживать в пределах вышеупомянутого диапазона в зависимости от областей применения полимера ПТФЭ.
Например, концентрация соединения (1) в водной среде предпочтительно будет находиться в диапазоне от 0,5 до 50 ч/млн, кроме того, предпочтительно от 0,5 до 30 ч/млн, более предпочтительно от 0,5 до 10 ч/млн, в случае, если формовочный порошок полимера ПТФЭ, полученный при использовании способа получения по настоящему изобретению, предпочтительно агломерируют с последующими прямым прессованием и спеканием для получения элемента промышленной конструкции, такого как уплотнение или прокладка; резервуара, который принимает сильную кислоту или сильную щелочь в полупроводниковой промышленности; или формованного продукта для переработки строганием в целях вырезания в основном стереоформного продукта, такого как кассета для полупроводниковых пластин. В случае концентрации соединения (1), соответствующей, самое большее, верхнему пределу вышеупомянутого диапазона, превосходным будет эффект улучшения объемной плотности в результате агломерирования, а степень сжатия во время набивания полученного формовочного порошка в пресс-форму и сжатия его в ней делается меньшей. Кроме того, пресс-форма может быть уменьшена по размеру. В случае концентрации соединения (1), соответствующей, по меньшей мере, нижнему пределу вышеупомянутого диапазона, могут быть получены эффекты от добавления соединения (1).
С другой стороны, в случае прямого прессования и спекания формовочного порошка полимера ПТФЭ, полученного при использовании способа получения по настоящему изобретению, для получения формованного продукта для состроганной пленки концентрация соединения (1) в водной среде предпочтительно будет находиться в диапазоне от 100 до 2000 ч/млн, более предпочтительно от 100 до 1200 ч/млн, наиболее предпочтительно от 100 до 1000 ч/млн. В случае концентрации соединения (1), соответствующей, по меньшей мере, нижнему пределу вышеупомянутого диапазона, может быть получен формовочный порошок, характеризующийся повышенной объемной плотностью, и перерабатываемость которого будет превосходной, вследствие чего легко может быть получена однородная изолирующая пленка. Кроме того, в случае концентрации, соответствующей, самое большее, верхнему пределу вышеупомянутого диапазона, может быть подавлено остаточное количество соединения (1) в гранулированных полимерных частицах, полученных на стадии суспензионной полимеризации, может быть сохранено в хорошем состоянии окрашивание полимера ПТФЭ, и могут быть уменьшены стоимость самого соединения (1) и стоимость извлечения соединения (1).
На стадии суспензионной полимеризации мономер подвергают суспензионной полимеризации в водной среде в присутствии соединения (1) и инициатора радикальной полимеризации в атмосфере инертного газа. Говоря конкретно, например, соединение (1) и воду загружают в полимеризационную емкость, такую как автоклав, полимеризационную емкость дегазируют, а после этого в полимеризационную емкость вводят инертный газ. Затем в полимеризационную емкость вводят газообразную смесь мономеров и для инициирования реакции нагнетают водный раствор инициатора радикальной полимеризации. Реакцию проводят при перемешивании. По мере прохождения реакции мономер расходуется, и, тем самым, давление в системе становится низким. Таким образом, в целях поддерживания давления в системе постоянным реакцию полимеризации проводят при одновременном непрерывном введении мономера. После введения предварительно определенного количества мономера реакцию обрывают и мономер выпускают во внешнее пространство полимеризационной емкости из внутреннего пространства полимеризационной емкости.
Температура полимеризации на стадии суспензионной полимеризации предпочтительно находится в диапазоне от 10 до 90°С, более предпочтительно от 60 до 90°С.
Давление полимеризации на стадии суспензионной полимеризации предпочтительно выдерживают на уровне в диапазоне от 0,5 до 2,0 МПа при использовании мономера и инертного газа, более предпочтительно от 0,5 до 1,5 МПа. В пределах вышеупомянутого диапазона превосходным будет баланс между скоростью полимеризации и теплоотводом, и превосходной будет производительность. На начальной ступени полимеризации парциальное давление мономера предпочтительно находится в диапазоне от 40 до 90% (об.), более предпочтительно от 50 до 80% (об.). Кроме того, инертный газ представляет собой газообразное вещество, инертное по отношению к мономеру и веществам, которые присутствуют в реакционной системе. В результате проведения суспензионной полимеризации в атмосфере инертного газа можно сделать возможным прохождение реакции при одновременном надлежащем контролируемом выдерживании скорости реакции. В пределах данного диапазона превосходным будет баланс между безопасностью и производительностью. В качестве инертного газа могут быть упомянуты гелий, диоксид углерода или азот, и с точки зрения доступности в промышленности предпочтительным является азот.
Время полимеризации на стадии суспензионной полимеризации предпочтительно находится в диапазоне от 40 до 200 минут, более предпочтительно от 60 до 180 минут. В пределах данного диапазона производительность будет превосходной.
В качестве инициатора радикальной полимеризации могут быть упомянуты персульфат, такой как персульфат аммония или персульфат щелочного металла, или ионный радикальный инициатор, такой как перманганат. Кроме того, такой инициатор радикальной полимеризации в качестве окисляющего компонента может быть объединен с восстанавливающим компонентом, таким как гидразин, диимин, сульфат железа (II) или оксалат, для получения окислительно-восстановительного инициатора. В случае комбинирования для такого окислительно-восстановительного инициатора предпочитается, чтобы в полимеризационную емкость предварительно загружали бы любой один компонент из пары, а после этого при одновременном проведении полимеризации периодически или непрерывно добавляли бы другой компонент.
Количество используемого инициатора радикальной полимеризации регулируют таким образом, чтобы контролируемо выдерживать скорость реакции надлежащим образом. Например, в случае персульфата аммония количество инициатора радикальной полимеризации предпочтительно будет находиться в диапазоне от 1 до 100 ч/млн, более предпочтительно от 1 до 50 ч/млн, наиболее предпочтительно от 1 до 10 ч/млн, при расчете на водную среду. В случае количества используемого персульфата аммония, соответствующего, самое большее, верхнему пределу вышеупомянутого диапазона, может быть подавлено сохранение персульфата аммония в гранулированных полимерных частицах, получаемых на стадии суспензионной полимеризации, и может быть надлежащим образом сохранено окрашивание полимера ПТФЭ. С другой стороны, в случае количества используемого персульфата аммония, соответствующего, по меньшей мере, нижнему пределу вышеупомянутого диапазона, может быть получена достаточная скорость реакции, вследствие чего может быть надлежащим образом сохранена производительность, и может быть предотвращено образование отложения гранулированных полимерных частиц во внутреннем пространстве полимеризационной емкости вследствие чрезмерно продолжительного времени реакции.
Значение рН водной среды на стадии суспензионной полимеризации предпочтительно находится в щелочном диапазоне более чем 7. В случае попадания значения рН в кислотный диапазон менее чем 7, полимер ПТФЭ может быть окрашенным вследствие элюирования ионов металлов в полимеризационной емкости, образования фтористо-водородной кислоты и тому подобного. Кроме того, в случае попадания значения рН в щелочной диапазон можно будет контролируемо выдерживать скорость реакции, и можно будет надлежащим образом проводить теплоотвод во время реакции полимеризации.
Для поддержания значения рН в щелочном диапазоне может быть использован буфер. Буфер может представлять собой, например, биборат аммония, карбонат аммония, бикарбонат аммония или гидроксид аммония. Значение рН во время полимеризации предпочтительно контролируемо поддерживают в диапазоне от 8 до 10, более предпочтительно от 8,5 до 9,5.
В случае обычной суспензионной полимеризации, которую обычно проводят без использования соединения (1), получаемые гранулированные полимерные частицы являются жесткими и имеют форму усов, в то время как гранулированные полимерные частицы, получаемые на стадии суспензионной полимеризации настоящего изобретения, становятся частицами, которые близки по форме к сферам, не имеющим какой-либо угловатости, при увеличении количества используемого соединения (1). Причина, как считается, такова, что при использовании соединения (1) на начальной ступени полимеризации на стадии суспензионной полимеризации образуются диспергированные мелкие частицы (полимерные частицы), которые имеют субмикронный порядок подобно частицам, наблюдаемым при эмульсионной полимеризации, и ходу прохождения полимеризации диспергированные частицы агрегируются, вследствие чего образуются описанные выше частицы, которые по форме подобны сферам.
Стадия размалывания
На стадии размалывания после промывания гранулированных полимерных частиц, полученных на стадии суспензионной полимеризации, например, гранулированные полимерные частицы размалывают при использовании мельницы, такой как режущая мельница, молотковая мельница, штифтовая мельница или струйная мельница. Таким образом, может быть получен формовочный порошок полимера ПТФЭ.
На стадии размалывания для использования можно сочетать несколько мельниц. Например, можно сочетать режущую мельницу, которая представляет собой мельницу для сырья, имеющую острую вращающуюся лопасть и фиксированную лопасть для непрерывного проведения размалывания в результате сдвига, и которую используют для размалывания волокнистого материала, пластичного материала и тому подобного во многих случаях, и струйную мельницу, которая является превосходной с точки зрения относительно небольшой величины увеличения температуры вследствие размалывания и малости загрязнения. В таком случае сначала гранулированные полимерные частицы, полученные на стадии суспензионной полимеризации, размалывают, например, до достижения размера частиц в диапазоне от 100 до 1000 мкм при использовании режущей мельницы и воды и тому подобного в качестве среды. После этого такие размолотые частицы сырья выпускают через сито и высушивают при использовании способа нагревания в диапазоне от 50 до 150°С или способа, использующего воздушную струю, с последующей подачей в струйную мельницу, снабженную классификатором. В струйной мельнице испускается воздух высокого давления, который ударяется о полимеры в виде струи сверхвысокой скорости в результате выдувания воздуха высокого давления из форсунки для того, чтобы полимеры измельчались бы друг о друга, вследствие чего полимеры тонко размалываются, например, до достижения среднего размера частиц в диапазоне от 1 до 100 мкм.
Полученный таким образом формовочный порошок полимера ПТФЭ представляет собой полимер, полученный в результате полимеризации мономера, включающего, по меньшей мере, 99,8% (масс.) соединения ТФЭ, и не может быть подвергнут формованию из расплава в отличие от термопластических смол и термоплавких смол. В соответствии с этим, в случае формования такого формовочного порошка полимера ПТФЭ будут использовать способ, когда по мере необходимости формовочный порошок полимера ПТФЭ агломерируют при использовании вышеупомянутого способа, а после этого набивают в пресс-форму и подвергают прямому прессованию с последующим спеканием в результате нагревания до температуры, составляющей, по меньшей мере, температуру плавления полимера ПТФЭ, для получения формованного продукта. Таким образом, от формовочного порошка полимера ПТФЭ требуется демонстрация повышенной насыпной плотности в пресс-форме, а именно, повышенной объемной плотности, с точки зрения производительности и уменьшения размера пресс-формы.
В общем случае поверхность формовочного порошка полимера ПТФЭ становится шероховатой вследствие размалывания и приобретает неправильную форму. Таким образом, между частицами формовочного порошка полимера ПТФЭ друг по отношению к другу образуются свободные пространства, и чем меньшим будет размер частиц, тем относительно большей будет доля свободного пространства, вследствие чего имеет место тенденция к затруднительности плотного набивания формовочного порошка полимера ПТФЭ, и имеет место тенденция к получению низкой эффективности формования. С другой стороны, если размер частиц формовочного порошка полимера ПТФЭ станет большим будет иметь место тенденция к ухудшению напряжения диэлектрического пробоя, которое представляет собой показатель изолирующей характеристики, предела прочности при растяжении и относительного удлинения изолирующей пленки, полученной в результате спирального снятия слоя с формованного продукта, получаемого из формовочного порошка полимера ПТФЭ. Таким образом, с учетом данных положений средний размер частиц для формовочного порошка полимера ПТФЭ, полученного на стадии размалывания, предпочтительно находится в диапазоне от 1 до 100 мкм, более предпочтительно от 10 до 80 мкм, кроме того, предпочтительно от 20 до 60 мкм.
В случае попадания среднего размера частиц для формовочного порошка полимера ПТФЭ в пределы вышеупомянутого диапазона объемная плотность формовочного порошка полимера ПТФЭ предпочтительно будет находиться в диапазоне от 0,35 до 0,50 г/мл, более предпочтительно от 0,35 до 0,45 г/мл, вследствие чего превосходной будет эффективность формования. Кроме того, превосходными являются напряжение диэлектрического пробоя, предел прочности при растяжении и процентная величина относительного удлинения для изолирующей пленки, полученной в результате спирального снятия слоя с формованного продукта.
Кроме того, площадь удельной поверхности для формовочного порошка полимера ПТФЭ предпочтительно находится в диапазоне от 1,0 до 5,0 м2/г, более предпочтительно от 1,5 до 4,0 м2/г. В пределах данного диапазона большой является объемная плотность для порошка, и превосходными являются предел прочности при растяжении и относительное удлинение.
Формовочный порошок полимера ПТФЭ, полученный таким образом, может быть использован в том виде, как есть, для получения формованного продукта, или в соответствии с приведенным ниже описанием формовочный порошок из полимера ПТФЭ может быть использован для получения формованного продукта после агломерирования в целях улучшения текучести и объемной плотности.
В случае получения формованного продукта для состроганной пленки при использовании формовочного порошка полимера ПТФЭ в том виде, как есть, без агломерирования и при спиральном снятии слоя с формованного продукта для состроганной пленки в целях получения изолирующей пленки такая изолирующая пленка будет демонстрировать хорошие характеристики сплавления между частицами и превосходные изолирующие характеристики. В соответствии с этим в случае получения изолирующей пленки формованный продукт для состроганной пленки предпочтительно будут получать без агломерирования формовочного порошка полимера ПТФЭ.
Кроме того, формовочный порошок полимера ПТФЭ по настоящему изобретению может быть подвергнут облучению при использовании пучка электронов или гамма-излучения, нагреванию в условиях высокой влажности или подвергнут воздействию другой обработки для получения низкомолекулярного порошка. Такой низкомолекулярный порошок используют в том виде, как есть, или по мере необходимости размалывают до достижения среднего размера частиц в диапазоне от приблизительно 1 до 20 мкм, вследствие чего получают порошок низкомолекулярного полимера ПТФЭ - так называемое смазочное масло. Такое смазочное масло используют в качестве добавки для пластмассы, каучука, материала покрытия, типографской краски, консистентной смазки и тому подобного в целях уменьшения сопротивления истиранию на поверхности, улучшения характеристики отсутствия клейкости или придания водоотталкивающей способности.
Способ получения агломерированного продукта из политетрафторэтилена
После размалывания формовочного порошка полимера ПТФЭ, полученного при использовании способа получения формовочного порошка полимера ПТФЭ по настоящему изобретению на стадии размалывания, формовочный порошок полимера ПТФЭ имеет неправильную форму и, тем самым, характеризуется недостаточной текучестью. В соответствии с этим, в целях улучшения текучести и дополнительного улучшения объемной плотности формовочный порошок полимера ПТФЭ предпочтительно агломерируют для получения агломерированного продукта из полимера ПТФЭ. Чем большей будет объемная плотность агломерируемого формовочного порошка полимера ПТФЭ, тем большей будет тенденция к получению большей объемной плотности агломерированного продукта из полимера ПТФЭ, получаемого в результате агломерирования.
Средний размер частиц для агломерируемого формовочного порошка полимера ПТФЭ предпочтительно находится в диапазоне от 20 до 60 мкм, более предпочтительно от 20 до 50 мкм, наиболее предпочтительно от 20 до 40 мкм. В случае попадания среднего размера частиц в пределы вышеупомянутого диапазона объемная плотность получаемого агломерированного продукта на основе формовочного порошка полимера ПТФЭ станет достаточно высокой. Таким образом, в получаемом формованном продукте остается малое количество пустот, и однородность формованного продукта улучшается.
Способ агломерирования предпочтительно представляет собой влажное агломерирование, где формовочный порошок полимера ПТФЭ смачивают жидкостью, такой как вода или органический растворитель, с последующим высушиванием жидкости для агломерирования. В качестве влажного агломерирования доступными, говоря конкретно, являются (i) способ, использующий только органическую среду в качестве среды; (ii) способ, использующий дисперсию в воде; (iii) способ, проводящийся в двухфазной жидкой среде из воды и органической среды; и тому подобное. С точки зрения объемной плотности и относительной плотности для получаемого агломерированного продукта полимера ПТФЭ предпочтительным является способ (iii), где проводят агломерирование в двухфазной жидкой среде.
Органическим растворителем предпочтительно является органический растворитель, относящийся к фторсодержащему типу, который не растворяется в воде и характеризуется поверхностным натяжением, составляющим, самое большее, 25 дин/см при 25°С, и температурой кипения в диапазоне от 30 до 100°С. В случае попадания поверхностного натяжения в пределы вышеупомянутого диапазона, формовочный порошок полимера ПТФЭ может быть смочен в достаточной степени. В случае попадания температуры кипения в пределы вышеупомянутого диапазона температура во время выпаривания органического растворителя для извлечения может быть уменьшена, вследствие чего может быть получен мягкий формовочный порошок полимера ПТФЭ.
В качестве конкретных примеров органического растворителя могут быть упомянуты фторуглеводород (ниже в настоящем документе также обозначаемый как «ФУВ»), простой (полифторалкил)алкиловый эфир (ниже в настоящем документе также обозначаемый как «ППФАЭ»), простой гидрофторалкиловый эфир (ниже в настоящем документе также обозначаемый как «ПГФЭ») и тому подобное.
Количество атомов углерода в соединении ФУВ находится в диапазоне от 4 до 10 (при том условии, что 1 ≤ количество атомов водорода ≤ количество атомов фтора). В случае попадания количества атомов углерода в пределы вышеупомянутого диапазона надлежащей будет температура кипения для органического растворителя, и эффективно может быть получен агломерированный продукт из полимера ПТФЭ, характеризующийся надлежащей мягкостью. Температура кипения для соединения ФУВ предпочтительно находится в диапазоне от 40 до 130°С.
Соединение ФУВ содержит атомы водорода и, тем самым, характеризуется небольшим коэффициентом глобального потепления. Кроме того, соединение ФУВ содержит больше атомов водорода, чем атомов фтора, вследствие чего поверхностное натяжение является небольшим, и формовочный порошок полимера ПТФЭ может быть смоченным в достаточной степени.
В качестве конкретных примеров соединения ФУВ могут быть упомянуты C4H2F8 (например, H(CF2)4H), C4H4F6 (например, F(CHF)4F), C4H5F5 (например, CF3CH2CF2CH3), C5HF11 (например, (CF3)2CFCF2CF2H), C5H2F10 (например, CF3CF(CHF2)CF2CHF2), C6HF13 (например, H(CF2)6F), C6H5F9 (например, F(CF2)4CH2CH3), C7HF15, C8HF17 (например, H(CF2)8F), C9HF19 и 1,1,2,2,3,3,4,4,5,6-декафторциклогексан, 1,1,2,2,3,3,4,5,5,6-декафторциклогексан и 1-трифторметил-1,2,2,3,3,4,4,5,5,6-декафторциклогексан и тому подобное. Предпочтительным является, по меньшей мере, одно соединение ФУВ, выбираемое из группы, состоящей из вышеупомянутых соединений.
Соединение ППФАЭ описывается следующей далее формулой (2).
R1-O-R2, (2)
где R1 представляет собой С2-6 полифторалкильную группу, а R2 представляет собой С1-2 алкильную группу. Диапазон температуры кипения для соединения ППФАЭ предпочтительно заключен в пределах от 25 до 80°С.
R1 предпочтительно представляет собой перфторалкильную группу. R1 может обладать линейной структурой или разветвленной структурой.
В качестве конкретных примеров соединения ППФАЭ могут быть упомянуты CF3CF2CF2CF2OCH3, CF3CF2CF2CF2OCH2CH3, CF3CF2CF2OCH3, (CF3)2CFOCH3 и тому подобное. Предпочтительным является, по меньшей мере, один тип соединения ППФАЭ, выбираемый из группы, состоящей из вышеупомянутых соединений.
Соединение ПГФЭ описывается следующей далее формулой (3).
Ra-O-Rb, (3)
где Ra и Rb представляют собой перфторалкильные группы, по меньшей мере, один из Ra и Rb содержит атом водорода, и совокупное количество атомов углерода для Ra и Rb находится в диапазоне от 3 до 8.
Температура кипения для соединения ПГФЭ предпочтительно находится в диапазоне от 25 до 60°С, более предпочтительно от 40 до 60°С, кроме того, предпочтительно от 45 до 60°С. В случае температуры кипения для соединения ПГФЭ, соответствующей, самое большее, верхнему пределу вышеупомянутого диапазона, нет необходимости избыточно увеличивать температуру во время удаления соединения ПГФЭ из агломерированного продукта из полимера ПТФЭ. Таким образом, внутреннее пространство агломерированного продукта из полимера ПТФЭ будет свободным от затвердевания, и могут быть надлежащим образом сохранены предел прочности при растяжении и процентная величина относительного удлинения для получаемого формованного продукта. С другой стороны, в случае температуры кипения для соединения ПГФЭ, соответствующей, по меньшей мере, нижнему пределу вышеупомянутого диапазона, формовочный порошок из полимера ПТФЭ будет агрегировать в достаточной степени, и получаемый агломерированный продукт из полимера ПТФЭ будет превосходным с точки зрения прочности и трудно разрушающимся под действием внешней силы.
В качестве конкретных примеров соединения ПГФЭ могут быть упомянуты CF3CH2OCF2CHF2 (температура кипения: 56°С), CF3CF2CH2OCHF2 (температура кипения: 46°С) и тому подобное. Предпочтительным является, по меньшей мере, один тип соединения ПГФЭ из вышеупомянутых соединений.
В способе агломерирования (iii) соотношение вода/органический растворитель/формовочный порошок предпочтительно находится в диапазоне от 2 до 20/от 0,2 до 2/1, при выражении через массовое соотношение.
Кроме того, во время агломерирования может быть агломерирована композиция полимера ПТФЭ, где к формовочному порошку полимера ПТФЭ примешивают необязательные компоненты, такие как порошкообразный наполнитель, такой как стеклянное волокно, углеродное волокно, бронза или графит; другая формуемая в расплаве фторированная смола; или термостойкая смола. В таком случае формовочный порошок полимера ПТФЭ и необязательные компоненты, такие как наполнитель или фторированная смола, однородно перемешивают при использовании способа высушивания для получения композиции полимера ПТФЭ, и композицию полимера ПТФЭ смешивают при перемешивании в среде, такой как двухфазная жидкая среда.
В случае примешивания наполнителя может быть примешана коллоидальная дисперсия, полученная в результате эмульсионной полимеризации для полимера ПТФЭ, характеризующегося средним размером частиц в диапазоне от 0,1 до 0,5 мкм. Примешивание коллоидальной дисперсии полимера ПТФЭ будет эффективным, в частности, в случае большой примешанной доли наполнителя.
Количество примешиваемой коллоидальной дисперсии полимера ПТФЭ предпочтительно находится в диапазоне от 1 до 5 массовых частей в виде полимера ПТФЭ, превращенного в твердое содержимое, при расчете на 100 массовых частей формовочного порошка полимера ПТФЭ, используемого для агломерирования.
Термостойкая смола может представлять собой, например, полиимид, полиэфиримид на основе простого эфира, полиамидоимид, полиэфироэфиркетон на основе простого эфира или полифениленсульфит.
Средний размер частиц для агломерированного продукта из полимера ПТФЭ предпочтительно находится в диапазоне от 300 до 500 мкм, более предпочтительно от 350 до 500 мкм. Средний размер частиц для агломерированного продукта из полимера ПТФЭ предпочтительно, по меньшей мере, в 5 раз превышает средний размер частиц для формовочного порошка полимера ПТФЭ. В случае хранения агломерированного продукта из полимера ПТФЭ в пределах данного диапазона превосходным будет предотвращение комкования агломерированного продукта из полимера ПТФЭ. Кроме того, объемная плотность для агломерированного продукта из полимера ПТФЭ предпочтительно находится в диапазоне от 0,80 до 1,00 г/мл, более предпочтительно от 0,80 до 0,95 г/мл. В пределах данного диапазона превосходными являются характеристики набивания в пресс-форму агломерированного продукта из полимера ПТФЭ. Кроме того, текучесть порошка, измеренная при использовании метода измерения из описанного ниже раздела «(G) Текучесть порошка для агломерированного продукта», предпочтительно находится в диапазоне от 5 до 15 мм, более предпочтительно от 5 до 10 мм. В пределах данного диапазона превосходной является производительность по агломерированному продукту из полимера ПТФЭ при автоформовании.
Агломерированный продукт из полимера ПТФЭ характеризуется высокой объемной плотностью, является превосходным с точки зрения текучести и относительно мягким, вследствие чего хорошей является возможность передачи воздействия давления во время прямого прессования. В соответствии с этим, при использовании агломерированного продукта из полимера ПТФЭ эффективность формования во время получения формованного продукта улучшается. Кроме того, полученный формованный продукт является превосходным с точки зрения предела прочности при растяжении и процентной величины относительного удлинения и является плотным, так что проникновение водяного пара будет небольшим.
Формованный продукт из политетрафторэтилена
Формовочный порошок полимера ПТФЭ и агломерированный продукт из полимера ПТФЭ, полученные при использовании способа получения настоящего изобретения, характеризуются высокой вязкостью расплава на уровне в диапазоне от 1010 до 1012 Па×сек даже при 380°С и, тем самым, не могут быть подвергнуты формованию при использовании обычных способов формования, то есть, экструзионного формования и литьевого формования для термопластической смолы.
В соответствии с этим, в случае получения формованного продукта при использовании формовочного порошка полимера ПТФЭ или агломерированного продукта из полимера ПТФЭ сначала формовочный порошок полимера ПТФЭ или агломерированный продукт из полимера ПТФЭ набивают в пресс-форму при комнатной температуре, подвергают прямому прессованию при давлении в диапазоне от 10 до 35 МПа, а после этого спеканию в результате нагревания, по меньшей мере, до температуры плавления полимера ПТФЭ в диапазоне от 360 до 390°С в печи для спекания в целях получения формованного продукта. Кроме того, во время охлаждения формованного продукта, в частности, в случае формованного продукта большого размера, скорость охлаждения предпочтительно будет небольшой в целях предотвращения коробления или растрескивания формованного продукта, и температуру будут осторожно понижать, затрачивая на это достаточный период времени.
После этого полученный формованный продукт подвергают переработке для получения предварительно определенной формы в результате проведения механической переработки, такой как переработка резкой. Продуктом, получаемым в результате проведения механической переработки, могут быть, например, стереоформный продукт, такой как элемент промышленной конструкции, такой как уплотнение или прокладка, резервуар, который принимает сильную кислоту или сильную щелочь в полупроводниковой промышленности, или кассета для полупроводниковых пластин; или листовидный продукт, такой как изолирующая пленка.
ПРИМЕРЫ
Теперь настоящее изобретение будет описываться подробно при обращении к примерам, но необходимо понимать то, что настоящее изобретение такими примерами никоим образом не ограничивается.
Соответствующие свойства измеряли при использовании следующих далее методов в примерах.
Метод измерения
(А) Средний размер частиц для формовочного порошка полимера ПТФЭ (единица измерения: мкм): средний размер частиц измеряли при использовании лазерного дифракционного анализатора гранулометрического состава частиц (торговое наименование «LA-920», производство компании HORIBA, LTD.) и с применением изопропилового спирта в качестве растворителя, формирующего структуру.
(В) Объемная плотность для формовочного порошка полимера ПТФЭ (единица измерения: г/мл): объемную плотность измеряли в соответствии с документом JIS K6891. В мерный стакан из нержавеющей стали, имеющий внутренний объем 100 мл, вываливали образец из воронки, расположенной в верхней части, и образец, возвышающийся из мерного стакана, отбрасывали при использовании плоской пластины, после чего массу образца, остающегося в мерном стакане, разделяли на внутренний объем мерного стакана для получения величины, которую принимали за объемную плотность образца.
(С) Стандартная относительная плотность (ниже в настоящем документе также обозначаемая как «СОП») для формовочного порошка полимера ПТФЭ: значение СОП измеряли в соответствии с документом ASTM D4894-98a. Отвешивали 12,0 г образца, что выдерживали в течение двух минут при 34,5 МПа в цилиндрической пресс-форме, имеющей внутренний диаметр 28,6 мм. Все это вместе располагали в печи при 290°С и нагревали со скоростью 120°С/час. После выдерживания при 380°С в течение 30 минут проводили охлаждение со скоростью 60°С/час и выдерживание при 294°С в течение 24 минут. После этого проводили выдерживание в эксикаторе при 23°С в течение 12 часов, а затем измеряли значение относительной плотности для формованного продукта по отношению к воде при 23°С, что принимали за стандартную относительную плотность.
Кроме того, значение СОП представляет собой показатель молекулярной массы формовочного порошка полимера ПТФЭ. Чем большим будет значение СОП, тем меньшей будет молекулярная масса.
(D) Напряжение диэлектрического пробоя (единица измерения: кВ/0,1 мм) для пленки: формовочный порошок полимера ПТФЭ набивали в пресс-форму и подвергали прямому прессованию при 25°С и 15,7 МПа⋅с последующим спеканием в результате нагревания при 370°С в течение 4 часов для получения формованного продукта (обожженного колоночного блока). После этого формованный продукт подвергали воздействию испытания на напряжение диэлектрического пробоя в соответствии с документом JIS K6891. То есть, в результате спирального срезания слоя с формованного продукта получали состроганную пленку, имеющую толщину 0,1 мм. Состроганную пленку размещали в сэндвичевой конструкции между электродами и напряжение постоянно увеличивали от 0 В со скоростью 1 кВ/сек на воздухе для измерения напряжения пробоя (кВ/0,1 мм).
(Е) Средний размер частиц (единица измерения: мкм) для агломерированного продукта: средний размер частиц измеряли в соответствии с документом JIS K6891. Последовательно сверху вниз укладывали в стопку стандартные сита в 20, 30, 40, 45 и 60 меш и образец размещали на сите в 20 меш и проводили просеивание, после чего получали массу образца, остающегося на каждом сите. Исходя из данной массы, рассчитывали 50%-ный размер частиц при использовании логарифмической вероятностной бумаги, что принимали за средний размер частиц.
(F) Объемная плотность (единица измерения: г/мл) для агломерированного продукта: объемную плотность измеряли при использовании того же самого метода, что и представленный выше метод (В).
(G) Текучесть порошка (единица измерения: мм) для агломерированного продукта: текучесть порошка измеряют при использовании устройства, проиллюстрированного на фигуре 1, в помещении для измерения, контролируемо выдерживаемом при 25 ± 2°С. Сначала 100 г образца, который отсеяли при использовании размера сита 9 меш (отверстие 2000 мкм), располагают в первом бункере. В результате мгновенного открытия нижней дверцы 2 первого бункера 1 образцом заполняется второй бункер 3, имеющий часть в виде отверстия 4 и размещенный в положении на расстоянии Н1 (60 мм) от части в виде отверстия в низу первого бункера 1.
Второй бункер 3 имеет высоту Н2 92 мм. Второй бункер 3 имеет первую пластину 3а, наклоненную под углом 30° к вертикальному направлению, и вторую пластину 3b, наклоненную под углом 30° к вертикальному направлению в направлении, противоположном первой пластине 3а, и угол между первой пластиной 3а и второй пластиной 3b составляет 60°. Кроме того, второй бункер 3 имеет переднюю пластину (не проиллюстрирована) и заднюю пластину (не проиллюстрирована), скомпонованную параллельно передней пластине, краевую часть первой пластины 3а и второй пластины 3b на передней стороне фигуры закрывает передняя пластина, а краевую часть первой пластины 3а и второй пластины 3b на задней стороне фигуры закрывает задняя пластина. Кроме того, вторая пластина 3b является подвижной, и вторая пластина 3b может быть смещена в результате перемещения соединительного стержня 7, соединенного со второй пластиной 3b, в направлениях, указанных стрелкой на фигуре. Говоря конкретно, в результате перемещения соединительного стержня 7 снизу вверх по стрелке на фигуре вторая пластина 3b смещается, вследствие чего открывается щелевая часть 5 в низу второго бункера 3.
После заполнения второго бункера 3 образцом соединительный стержень 7 перемещают снизу вверх по стрелке со скоростью 12 мм/мин для открытия щелевой части 5 второго бункера 3, и, тем самым, образец вываливали в сборную емкость 8. После этого при вываливании 50 г образца в сборную емкость 8 измеряют значение (раскрытие части в виде отверстия), отображаемое на шкале 6, которое демонстрирует ширину отверстия щелевой части 5. Данное значение представляет собой показатель текучести порошка.
Чем меньшим будет значение, указанное на шкале 6, тем лучшим будет текучесть порошка.
Кроме того, часть в виде отверстия в низу первого бункера 1 имеет длину 58 мм в горизонтальном направлении на фигуре и длину 22 в направлении снаружи вовнутрь на фигуре (58 мм × 22 мм).
Кроме того, часть в виде отверстия 4 на верхнем краю второго бункера 3 имеет длину 104 мм в горизонтальном направлении на фигуре и длину 63 в направлении снаружи вовнутрь на фигуре (104 мм × 63 мм).
(Н) Предел прочности при растяжении (единица измерения: МПа) и процентная величина относительного удлинения (единица измерения: %) для формованного продукта: предел прочности при растяжении и процентную величину относительного удлинения измеряли в соответствии с документом JIS K6891. Образец получали в соответствии с представленным ниже описанием. 1700 г агломерированного продукта подвергали прямому прессованию при давлении 31,4 МПа и обжигу при 370°С в течение 4 часов с последующим охлаждением со скоростью охлаждения 70°С/час для получения листа, имеющего толщину 2 мм. Из листа высекали образец, относящийся к типу двойной лопатки № 3.
(I) Площадь удельной поверхности: площадь удельной поверхности измеряли при использовании метода БЭТ с применением анализатора поверхности (S-1000, производство компании Shibata Scientific Technology, Ltd.). В качестве газообразного носителя использовали чистый газообразный азот (степень чистоты, составляющая, по меньшей мере, 99,9995%) и при использовании жидкого азота проводили охлаждение.
ПРИМЕР 1
В автоклав из нержавеющей стали на 100 л, снабженный пластинчатыми перегородками и перемешивающим устройством, имеющим вал, оснащенный двумя турбинными лопастями, скомпонованными в верхней части и нижней части, загружали 234 мг вышеупомянутого соединения (1-3) и 63,1 л деионизированной воды. Автоклав дегазировали, вводили азот вплоть до достижения давления 0,15 МПа и при одновременном перемешивании при 150 об./мин температуру внутреннего объема увеличивали до 75°С. В течение приблизительно 20 минут в газофазную часть непрерывно вдували азот для увеличения давления до 0,44 МПа. После этого вводили соединение ТФЭ вплоть до увеличения давления до 1,10 МПа и при одновременном перемешивании при 500 об./мин нагнетали 130 мг персульфата аммония, растворенного в горячей воде при приблизительно 70°С, и 2,23 г карбоната аммония. По истечении приблизительно 4 минут внутреннее давление сбрасывали до 1,08 МПа. После этого проводили полимеризацию при одновременном добавлении соединения ТФЭ в целях поддержания внутреннего давления в автоклаве на уровне 1,13 МПа.
При достижении добавленного количества соединения ТФЭ 9,35 кг реакцию обрывали и соединение ТФЭ в автоклаве высвобождали в атмосферный воздух. Время полимеризации составляло 77 минут. Соединение (1-3) присутствовало на уровне 3,6 ч/млн в воде (водной среде), использующейся при полимеризации.
Полученный гранулированный полимер ПТФЭ (гранулированные полимерные частицы) обезвоживали при использовании сита и промывали деонизированной водой.
Количество полученного гранулированного полимера ПТФЭ, образовавшего отложения в полимеризационной емкости, продемонстрировано в таблице 1. Кроме того, количество отложений представляет собой массовую долю продукта отложения при расчете на 100% (масс.) совокупного количества полимера, и массу продукта отложения получали в результате соскабливания продукта отложения в полимеризационной емкости и измерения его массы.
После этого гранулированный полимер ПТФЭ размалывали для получения размера частиц, составляющего приблизительно несколько сотен микрометров, при использовании режущей мельницы и после высушивания при 150°С гранулированный полимер ПТФЭ размалывали для получения среднего размера частиц 41 мкм при использовании струйной мельницы в целях получения формовочного порошка полимера ПТФЭ.
В таблице 1 продемонстрированы средний размер частиц, объемная плотность, площадь удельной поверхности и значение СОП для полученного формовочного порошка полимера ПТФЭ и напряжение диэлектрического пробоя для пленки.
ПРИМЕР 2
Реакцию проводили тем же самым образом, что и в примере 1, за исключением изменения количества используемого соединения (1-3) на 325 мг. После этого тем же самым образом, что и в примере 1, проводили размалывание.
В таблице 1 продемонстрированы концентрация соединения (1-3) в воде (водной среде), использующейся при полимеризации, совокупное добавленное количество соединения ТФЭ, время полимеризации, количество полученного гранулированного полимера ПТФЭ, образующего отложения в полимеризационной емкости; средний размер частиц, объемная плотность, площадь удельной поверхности и значение СОП для полученного формовочного порошка полимера ПТФЭ; и напряжение диэлектрического пробоя для пленки.
ПРИМЕР 3
Реакцию проводили тем же самым образом, что и в примере 1, за исключением изменения количества используемого соединения (1-3) на 117 мг. После этого тем же самым образом, что и в примере 1, проводили размалывание.
В таблице 1 продемонстрированы концентрация соединения (1-3) в воде (водной среде), использующейся при полимеризации, совокупное добавленное количество соединения ТФЭ, время полимеризации, количество полученного гранулированного полимера ПТФЭ, образующего отложения в полимеризационной емкости; средний размер частиц, объемная плотность, площадь удельной поверхности и значение СОП для полученного формовочного порошка полимера ПТФЭ; и напряжение диэлектрического пробоя для пленки.
ПРИМЕР 4
Реакцию проводили тем же самым образом, что и в примере 1, за исключением изменения количества используемого соединения (1-3) на 59 мг. После этого тем же самым образом, что и в примере 1, проводили размалывание.
В таблице 1 продемонстрированы концентрация соединения (1-3) в воде (водной среде), использующейся при полимеризации, совокупное добавленное количество соединения ТФЭ, время полимеризации, количество полученного гранулированного полимера ПТФЭ, образующего отложения в полимеризационной емкости; средний размер частиц, объемная плотность, площадь удельной поверхности и значение СОП для полученного формовочного порошка полимера ПТФЭ; и напряжение диэлектрического пробоя для пленки.
ПРИМЕР 5
Реакцию проводили тем же самым образом, что и в примере 1, за исключением изменения количества используемого соединения (1-3) на 1,95 г. После этого тем же самым образом, что и в примере 1, проводили размалывание.
В таблице 1 продемонстрированы концентрация соединения (1-3) в воде (водной среде), использующейся при полимеризации, совокупное добавленное количество соединения ТФЭ, время полимеризации, количество полученного гранулированного полимера ПТФЭ, образующего отложения в полимеризационной емкости; средний размер частиц, объемная плотность, площадь удельной поверхности и значение СОП для полученного формовочного порошка полимера ПТФЭ; и напряжение диэлектрического пробоя для пленки.
ПРИМЕР 6
Автоклав, использующийся в примере 1, дегазировали, вводили азот вплоть до достижения давления 0,15 МПа и при одновременном перемешивании при 150 об./мин температуру внутреннего объема увеличивали до 65°С.
В течение приблизительно 20 минут в газофазную часть непрерывно вдували азот для увеличения давления до 0,44 МПа. После этого вводили соединение ТФЭ вплоть до увеличения давления до 1,10 МПа и при одновременном перемешивании при 500 об./мин растворяли в горячей воде при приблизительно 70°С и нагнетали 9,79 г соединения (1-3), 132 мг персульфата аммония и 9,77 г карбоната аммония. По истечении приблизительно 7 минут внутреннее давление сбрасывали до 1,08 МПа. После этого проводили полимеризацию при одновременном добавлении соединения ТФЭ в целях поддержания внутреннего давления автоклава на уровне 1,13 МПа.
При достижении добавленного количества соединения ТФЭ 16,18 кг реакцию обрывали и соединение ТФЭ в автоклаве высвобождали в атмосферный воздух. Время полимеризации составляло 169 часов. Соединение (1-3) присутствовало на уровне 150 ч/млн в воде (водной среде), использующейся при полимеризации.
Полученный гранулированный полимер ПТФЭ (гранулированные полимерные частицы) обезвоживали при использовании сита и промывали деонизированной водой.
Количество полученного гранулированного полимера ПТФЭ, образовавшего отложения в полимеризационной емкости, продемонстрировано в таблице 1.
После этого проводили размалывание тем же самым образом, что и в примере 1, для получения формовочного порошка полимера ПТФЭ.
В таблице 1 продемонстрированы средний размер частиц, объемная плотность, площадь удельной поверхности и значение СОП для полученного формовочного порошка полимера ПТФЭ и напряжение диэлектрического пробоя для пленки.
ПРИМЕР 7
Реакцию проводили тем же самым образом, что и в примере 6, за исключением изменения количества используемого соединения (1-3) на 14,7 г. После этого тем же самым образом, что и в примере 1, проводили размалывание.
В таблице 1 продемонстрированы концентрация соединения (1-3) в воде (водной среде), использующейся при полимеризации, совокупное добавленное количество соединения ТФЭ, время полимеризации, количество полученного гранулированного полимера ПТФЭ, образующего отложения в полимеризационной емкости; средний размер частиц, объемная плотность, площадь удельной поверхности и значение СОП для полученного формовочного порошка полимера ПТФЭ; и напряжение диэлектрического пробоя для пленки.
ПРИМЕР 8
Реакцию проводили тем же самым образом, что и в примере 6, за исключением изменения количества используемого соединения (1-3) на 78,3 г. После этого тем же самым образом, что и в примере 1, проводили размалывание.
В таблице 1 продемонстрированы концентрация соединения (1-3) в воде (водной среде), использующейся при полимеризации, совокупное добавленное количество соединения ТФЭ, время полимеризации, количество полученного гранулированного полимера ПТФЭ, образующего отложения в полимеризационной емкости; средний размер частиц, объемная плотность, площадь удельной поверхности и значение СОП для полученного формовочного порошка полимера ПТФЭ; и напряжение диэлектрического пробоя для пленки.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 1
В автоклав, использующийся в примере 1, загружали 63,1 л деионизированной воды. Автоклав дегазировали, вводили азот вплоть до достижения давления 0,11 МПа и при одновременном перемешивании при 150 об./мин температуру внутреннего объема увеличивали до 78°С. В течение приблизительно 20 минут в газофазную часть непрерывно вдували азот для увеличения давления до 0,13 МПа. После этого вводили соединение ТФЭ вплоть до увеличения давления до 0,85 МПа и при одновременном перемешивании при 500 об./мин нагнетали 51 мг персульфата аммония, растворенного в горячей воде при приблизительно 70°С, и 11,6 мл аммиачной воды. По истечении приблизительно 2 минут внутреннее давление сбрасывали до 0,83 МПа. После этого проводили полимеризацию при одновременном добавлении соединения ТФЭ в целях поддержания внутреннего давления автоклава на уровне 0,88 МПа. По ходу прохождения полимеризации температуру внутреннего объема сбрасывали до 75°С от 84°С.
При достижении добавленного количества соединения ТФЭ 9,35 кг реакцию обрывали и соединение ТФЭ в автоклаве высвобождали в атмосферный воздух. Время полимеризации составляло 54 минут.
Полученный гранулированный полимер ПТФЭ (гранулированные полимерные частицы) обезвоживали при использовании сита и промывали деонизированной водой.
Количество полученного гранулированного полимера ПТФЭ, образовавшего отложения в полимеризационной емкости, продемонстрировано в таблице 1.
После этого проводили размалывание тем же самым образом, что и в примере 1, для получения формовочного порошка полимера ПТФЭ.
В таблице 1 продемонстрированы средний размер частиц, объемная плотность, площадь удельной поверхности и значение СОП для полученного формовочного порошка полимера ПТФЭ и напряжение диэлектрического пробоя для пленки.
1
2
3
4
5
6
7
8
Исходя из таблицы 1 с очевидностью следует то, что в случае размалывания гранулированного полимера ПТФЭ, полученного в результате проведения суспензионной полимеризации при использовании соединения (1-3) в количестве в диапазоне от 0,5 до 2000 ч/млн в каждом примере, мог бы быть получен формовочный порошок полимера ПТФЭ, характеризующийся высокой объемной плотностью. В случае использования формовочного порошка из полимера ПТФЭ, характеризующегося высокой объемной плотностью, могут быть небольшими степень сжатия во время набивания формовочного порошка в пресс-форму и сжатия формовочного порошка, и будет ожидаться эффективность формования, такая как в отношении улучшения производительности по формованному продукту и уменьшения размеров пресс-формы. Кроме того, формовочные порошки из полимера ПТФЭ из примеров от 6 до 8, полученные в условиях относительно высокой концентрации соединения (1-3), характеризовались повышенной объемной плотностью.
Кроме того, предполагается то, что значение СОП для формовочного порошка из полимера ПТФЭ, полученного в каждом примере, не является чрезмерно большим, молекулярная масса считается надлежащей, и, тем самым, прочность и тому подобное для формованного продукта, полученного в результате формования формовочного порошка из полимера ПТФЭ, не представляют собой какой-либо проблемы. Кроме того, хорошими были изолирующие характеристики для пленки, полученной при использовании формовочного порошка из полимера ПТФЭ, полученного в каждом примере.
ПРИМЕР 9
В цилиндрическую агломерационную емкость (объем 135 л), изготовленную из нержавеющей стали и снабженную четырьмя пластинчатыми перегородками, имеющими по своему центру перемешивающее устройство, оснащенное в каждой позиции, выбираемой из верхней и нижней позиций, шестью плоскими лопастями, добавляли 79 кг воды, 11,2 кг органической среды (температура кипения: 55°С), описывающейся следующей далее формулой (4), и 16,2 кг формовочного порошка полимера ПТФЭ, характеризующегося средним размером частиц 41 мкм и объемной плотностью 0,41 г/мл и полученного в тех же самых условиях, что и в примере 1.
CF3CHFCHFCF2CF3 (4)
После этого температуру в емкости контролируемо поддерживали на уровне 28°С и перемешивание продолжали при частоте вращения 600 об./мин в течение 45 минут. Затем частоту вращения изменяли на 340 об./мин и при одновременном увеличении температуры в емкости до температуры кипения для органической среды проводили перемешивание в течение 36 минут. После этого частоту вращения изменяли на 340 об./мин и при одновременном поддержании температуры в емкости на уровне температуры кипения для органической среды извлекали пары органического растворителя, затрачивая на это 10 минут. Таким образом, из агломерационной емкости выпускали часть использованного органического растворителя. После этого частоту вращения изменяли на 130 об./мин и в состоянии поддержания температуры в емкости на уровне температуры кипения для органической среды давление в емкости уменьшали до 0,023 МПа (абсолютное давление), затрачивая 10 минут на испарительное извлечение органической среды.
Температуру в емкости понижали до комнатной температуры, суспензию, включающую агломерированный продукт, диспергированный в воде, извлекали и агломерированный продукт просеивали при использовании сетчатого фильтра, имеющего отверстия 200 мкм. После сита агломерированный продукт высушивали при 300°С в течение 9 часов для получения агломерированного продукта из полимера ПТФЭ.
В таблице 2 продемонстрированы средний размер частиц, объемная плотность, текучесть порошка для полученного агломерированного продукта из полимера ПТФЭ и предел прочности при растяжении и процентная величина относительного удлинения для формованного продукта.
ПРИМЕР 10
Агломерированный продукт из полимера ПТФЭ получали тем же самым образом, что и в примере 9, за исключением использования в качестве формовочного порошка полимера ПТФЭ, применяемого для агломерирования, порошка (средний размер частиц 35 мкм и объемная плотность 0,45 г/мл), получаемого в условиях из примера 7, вместо порошка, получаемого в условиях из примера 1.
В таблице 2 продемонстрированы средний размер частиц, объемная плотность, текучесть порошка для полученного агломерированного продукта из полимера ПТФЭ и предел прочности при растяжении и процентная величина относительного удлинения для формованного продукта.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 2
Агломерированный продукт из полимера ПТФЭ получали тем же самым образом, что и в примере 9, за исключением использования в качестве формовочного порошка полимера ПТФЭ, применяемого для агломерирования, порошка (средний размер частиц 39 мкм и объемная плотность 0,34 г/мл), получаемого в условиях из сравнительного примера 1, вместо порошка, получаемого в условиях из примера 1.
В таблице 2 продемонстрированы средний размер частиц, объемная плотность, текучесть порошка для полученного агломерированного продукта из полимера ПТФЭ и предел прочности при растяжении и процентная величина относительного удлинения для формованного продукта.
(получен в условиях из примера 1)
(получен в условиях из примера 7)
(получен в условиях из сравнительного примера 1)
Как это с очевидностью следует исходя из таблицы 2, агломерированные продукты из полимера ПТФЭ, характеризующиеся высокой объемной плотностью, получали из формовочных порошков полимера ПТФЭ, характеризующихся высокой объемной плотностью, которые получали в условиях из примера 1 или примера 7. Кроме того, как это с очевидностью следует исходя из сопоставления примера 9 и примера 10, более значительным было увеличение объемной плотности до и после агломерирования в примере 9, и превосходным был эффект улучшения объемной плотности, поскольку в примере 9 использовали формовочный порошок полимера ПТФЭ из примера 1, полученный в условиях, когда количество используемого соединения (1-3) было небольшим. Кроме того, хорошей была текучесть порошка для агломерированных продуктов из полимера ПТФЭ, полученных в примере 9 и примере 10, и формованные продукты, полученные для таких агломерированных продуктов, были превосходными с точки зрения предела прочности при растяжении и процентной величины относительного удлинения.
ПРИМЕНИМОСТЬ В ПРОМЫШЛЕННОСТИ
В соответствии с настоящим изобретением при использовании эмульгатора, демонстрирующего отсутствие какого-либо потенциала биологического накопления и какой-либо токсичности, в результате проведения суспензионной полимеризации могут быть получены гранулированные полимерные частицы, а в результате размалывания гранулированных полимерных частиц может быть получен формовочный порошок из полимера ПТФЭ, характеризующийся высокой объемной плотностью. Кроме того, в результате агломерирования формовочного порошка из полимера ПТФЭ может быть получен агломерированный продукт из полимера ПТФЭ, характеризующийся высокой объемной плотностью.
Формовочный порошок из полимера ПТФЭ и агломерированный продукт из полимера ПТФЭ, полученные с применением способа получения настоящего изобретения, являются подходящими для использования при получении элемента промышленной конструкции, такого как уплотнение, прокладка или изолирующая пленка; резервуара, который принимает сильную кислоту или сильную щелочь в полупроводниковой промышленности, или кассеты для полупроводниковых пластин.
Полное описание японской патентной заявки № 2013-020696, поданной 5 февраля 2013 года, включая описание изобретения, формулу изобретения, чертежи и сущность изобретения, посредством ссылки во всей своей полноте включается в настоящий документ.
ССЫЛОЧНЫЕ ПОЗИЦИИ
1: Первый бункер
2: Нижняя дверца
3: Второй бункер
4: Часть в виде отверстия
5: Щелевая часть
6: Шкала
7: Соединительный стержень
8: Контейнер

Настоящее изобретение относится к способу получения формовочного порошка политетрафторэтилена, а также к способу получения агломерированного продукта из политетрафторэтилена. Способ получения формовочного порошка политетрафторэтилена включает стадию суспензионной полимеризации мономера, включающего по меньшей мере 99,8 мас.% тетрафторэтилена, в водной среде для получения гранулированных полимерных частиц и стадию размалывания гранулированных полимерных частиц. Водная среда содержит от 0,5 до 2000 ч/млн соединения, описываемого формулой RF(OCF(X1)CF2)k-1OCF(X2)COO-M+, где RF представляет собой перфторированную С1-10 одновалентную органическую группу, Х1 и Х2 представляют собой атомы фтора или трифторметильную группу и М+ представляет собой ион аммония, ион водорода, ион алкилзамещенного аммония или ион щелочного металла. Способ получения агломерированного продукта включает стадию агломерирования указанного формовочного порошка политетрафторэтилена. Полученный формовочный порошок политетрафторэтилена обладает высокой объемной плотностью и получен из гранулированных полимерных частиц без использования эмульгатора, обнаруживающего проблемы с биологическим накоплением и токсичностью. 2 н. и 12 з.п. ф-лы, 1 ил., 2 табл., 10 пр. 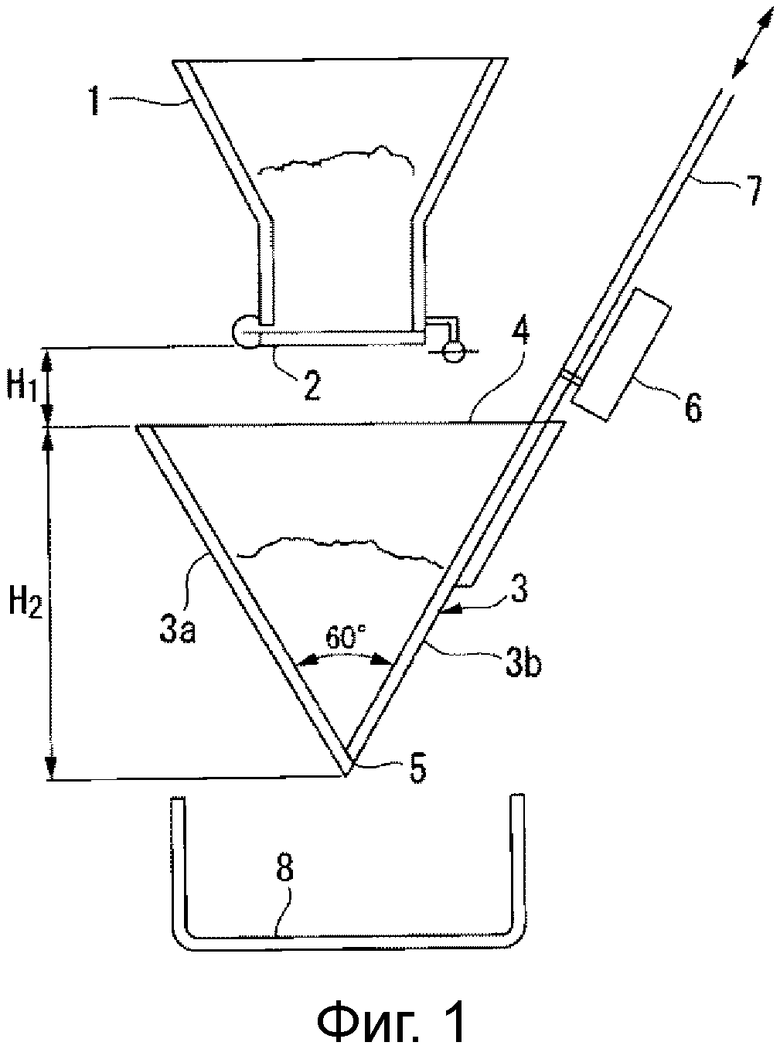
1. Способ получения формовочного порошка политетрафторэтилена, который включает стадию суспензионной полимеризации мономера, включающего по меньшей мере 99,8 мас.% тетрафторэтилена, в водной среде с получением гранулированных полимерных частиц и стадию размалывания гранулированных полимерных частиц, где водная среда содержит соединение, описываемое следующей далее формулой (1), с концентрацией в диапазоне от 0,5 до 2000 ч/млн

где RF представляет собой перфторированную C1-10 одновалентную органическую группу, каждый из X1 и X2, которые не зависят друг от друга, представляет собой атом фтора или трифторметильную группу, k представляет собой целое число, составляющее по меньшей мере 1, а М+ представляет собой ион водорода, ион аммония, ион алкилзамещенного аммония или ион щелочного металла.
2. Способ получения формовочного порошка политетрафторэтилена по п. 1, где концентрация соединения, описываемого формулой (1), в водной среде находится в диапазоне от 0,5 до 50 ч/млн.
3. Способ получения формовочного порошка политетрафторэтилена по п. 1, где концентрация соединения, описываемого формулой (1), в водной среде находится в диапазоне от 100 до 2000 ч/млн.
4. Способ получения формовочного порошка политетрафторэтилена по любому одному из пп. 1-3, где формовочный порошок политетрафторэтилена характеризуется средним размером частиц в диапазоне от 20 до 60 мкм.
5. Способ получения формовочного порошка политетрафторэтилена по любому одному из пп. 1-3, где RF в формуле (1) представляет собой -CF2CF3 или -CF2CF2CF3.
6. Способ получения формовочного порошка политетрафторэтилена по любому одному из пп. 1-3, где как X1, так и X2 в формуле (1) представляют собой атомы фтора.
7. Способ получения формовочного порошка политетрафторэтилена по любому одному из пп. 1-3, где k в формуле (1) составляет 2 или 3.
8. Способ получения формовочного порошка политетрафторэтилена по любому одному из пп. 1-3, где соединением, описываемым формулой (1), является соединение, описываемое следующей формулой (1-3):

9. Способ получения формовочного порошка политетрафторэтилена по любому одному из пп. 1-3, где водная среда характеризуется значением рН в диапазоне от 8 до 10.
10. Способ получения формовочного порошка политетрафторэтилена по любому одному из пп. 1-3, где стадию размалывания гранулированных полимерных частиц проводят с использованием режущей мельницы и/или струйной мельницы.
11. Способ получения формовочного порошка политетрафторэтилена по любому одному из пп. 1-3, где формовочный порошок политетрафторэтилена характеризуется объемной плотностью в диапазоне от 0,35 до 0,50 г/мл.
12. Способ получения агломерированного продукта из политетрафторэтилена, который включает стадию агломерирования формовочного порошка политетрафторэтилена, полученного с использованием способа по любому одному из пп. 1-11.
13. Способ получения агломерированного продукта из политетрафторэтилена по п. 12, где стадию агломерирования формовочного порошка политетрафторэтилена проводят с использованием способа влажного агломерирования в двухфазной жидкой среде, включающей воду и органическую среду.
14. Способ получения агломерированного продукта из политетрафторэтилена по п. 12 или 13, где агломерированный продукт из политетрафторэтилена характеризуется средним размером частиц в диапазоне от 300 до 500 мкм.
| ФТОРСОДЕРЖАЩИЙ ПОЛИМЕР С НИЗКИМ ОСТАТОЧНЫМ СОДЕРЖАНИЕМ ФТОРИРОВАННОГО ЭМУЛЬГАТОРА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2409592C2 |
| НЕСЫПУЧИЕ ФОРМОВАННЫЕ ПОРОШКИ ИЗ МОДИФИЦИРОВАННЫХ ПОЛИТЕТРАФТОРЭТИЛЕНОВ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 1996 |
|
RU2179562C2 |
| US 20110021728 A1, 27.01.2011 | |||
| US 20110040054 A1, 17.02.2011. | |||

