Изобретение относится к кузнечно-прессовому машиностроению, а именно к винтовым прессам для деформирования пульсирующим нагружением.
Известен винтовой пресс, который содержит ползун, имеющий возможность неравномерного перемещения относительно станины, обусловленного вращательным движением винта относительно гайки [1].
Пресс имеет недостаточные возможности деформирования, не обеспечивает воздействие пульсирующей нагрузкой.
Известен винтовой пресс для деформирования пульсирующим нагружением, содержащий станину с направляющими, гайку, установленную на станине с возможностью вращения от привода ее вращения, кинематически связанный с гайкой винт, установленный с возможностью поворота от привода на ползуне, который расположен в направляющих станины с возможностью последовательного осуществления рабочих ходов [2].
Конструкция данного известного пресса не обеспечивает достаточную эффективность его работы вследствие значительных энергозатрат.
Энергозатраты обусловлены тем, что деформирующее перемещение ползуна осуществляется преимущественно за счет перемещения гайки. Силы трения в шарнире гайки действуют на большом радиусе, определяют большой момент сопротивления и значительные потери энергии.
Задачей изобретения является повышение эффективности работы винтового пресса.
Поставленная задача достигается тем, что в винтовом прессе для деформирования пульсирующим нагруженном, содержащем станину с направляющими, гайку, установленную на станине с возможностью вращения от привода ее вращения, кинематически связанный с гайкой винт, установленный с возможностью поворота от привода на ползуне, который расположен в направляющих станины с возможностью последовательного осуществления рабочих ходов, гайка установлена на станине неподвижно в осевом направлении и с возможностью однонаправленного вращения, а ползун расположен с возможностью осуществления рабочих ходов путем поворота винта в прямом и обратном направлениях и одновременного однонаправленного вращения гайки со скоростью, которая меньше скорости поворота винта.
Гайка установлена с возможностью однонаправленного вращения циклами, а время каждого цикла, включающего поворот гайки и выстой, равно времени поворота винта в обратном и прямом направлениях.
Время выстоя гайки равно времени поворота винта в прямом направлении.
Время выстоя гайки превышает время поворота винта в прямом направлении.
Гайка установлена с возможностью однонаправленного вращения с регулируемой скоростью.
Изобретение поясняется чертежами, где
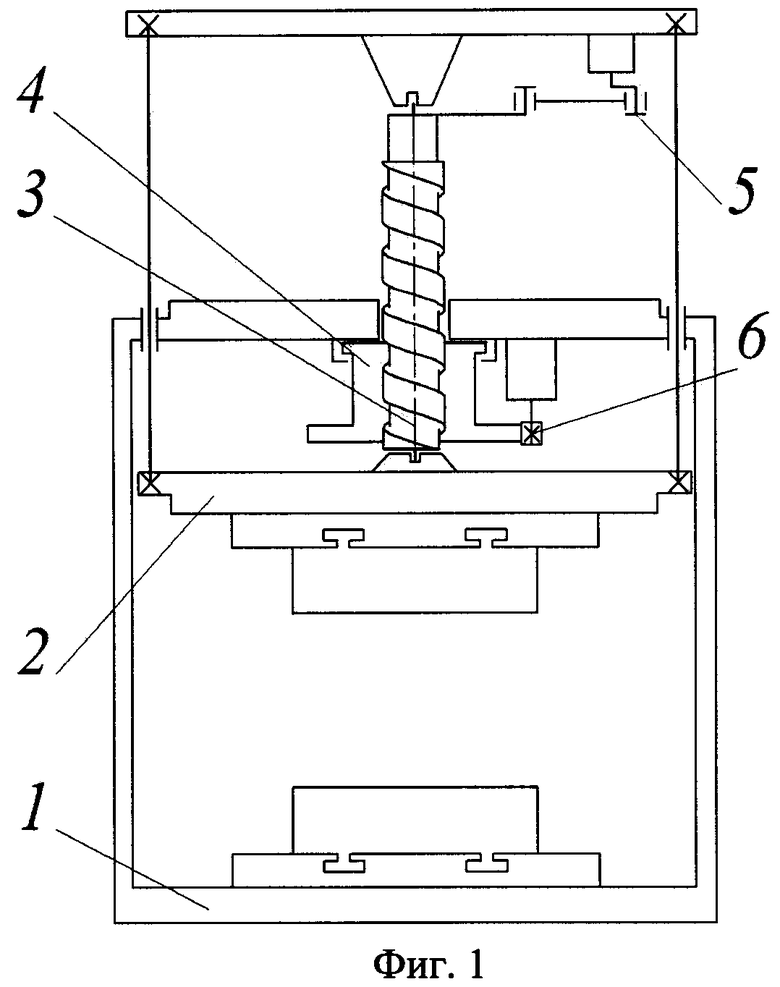
на фиг.1 изображен винтовой пресс;
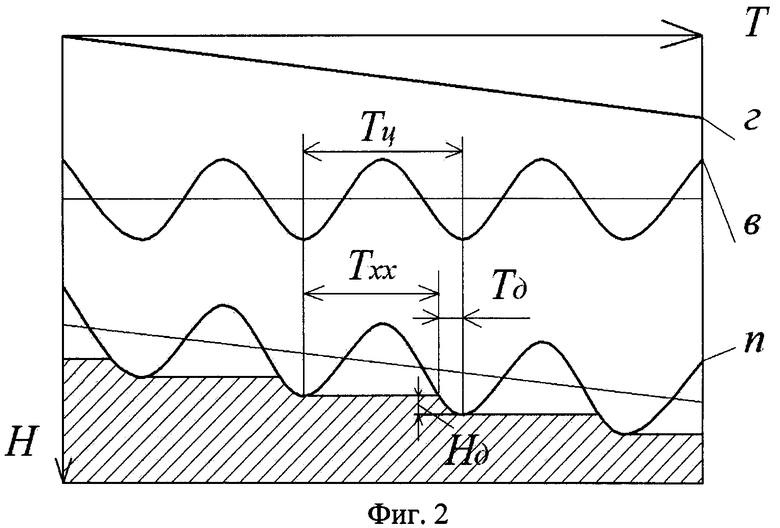
на фиг.2, 3, 4 и 5 приведены графики перемещений винта, гайки и ползуна пресса.
Винтовой пресс для деформирования пульсирующим нагружением (см. фиг.1) содержит кинематически связанные между собой: станину 1, ползун 2, винт 3, гайку 4, привод поворота винта 5 и привод вращения гайки 6. Ползун 2 установлен в прямолинейных направляющих станины 1. Винт 3 установлен на ползуне 2 неподвижно в осевом направлении и с возможностью поворота в прямом и обратном направлениях от привода 5, неподвижно установленного в ползуне 2. Гайка 4 установлена на станине 1 неподвижно в осевом направлении и с возможностью вращения от привода 6, неподвижно установленного на станине 1.
Последовательность рабочих ходов (пульсов) реализуется как сумма поворотов винта в прямом и обратном направлениях при работе привода 5 и однонаправленного вращения гайки при работе привода 6.
Перемещение ползуна на фиг.2 отображено графиком «n» в координатах ход ползуна Н - время Т. Перемещение «n» обусловлено одновременным линейным перемещением «в» от поворотного перемещения винта относительно станины и перемещением «г» от вращения гайки относительно станины. Перемещение ползуна «n» характеризуется временем цикла деформирования Тц. Оно состоит из времени деформирования Тд и времени холостого хода Тхх. За время деформирования Тд ползун совершает рабочий ход (пульс), равный высотной деформации заготовки Нд. Единичный ход или пульс ползуна за время деформирования (участок графика «n» между линиями отрезка Тд) осуществляется при одновременном прямом повороте винта (на графике «в») и одновременном вращении гайки (на графике «г»). Скорость вращения гайки меньше скорости вращения винта.
ПРИМЕР 1.
В прессе с технологической силой 100 кН винт и гайка могут быть выполнены с однозаходной резьбой, шаг которой - 36 мм, средний радиус - 18 мм. Средний радиус торцевого подшипника винта составляет 11 мм. Средний радиус опорной поверхности гайки равен 55 мм.
Один рабочий ход деформирования (пульс) осуществляется при обратном повороте винта и следующем за ним прямом повороте на 30°. Осевое перемещение винтовой поверхности винта относительно станины за один пульс составляет в прямом и обратном направлениях 2,5 мм. Скорость вращательного движения гайки меньше средней скорости поворота винта. Ее осевое перемещение относительно станины за счет своего вращения за время пульса составляет 2 мм. Ход деформирования при этом равен 2 мм.
На ходе деформирования в 2 мм доля осевого перемещения винта пропорциональна его скорости и составляет 1,43 мм, доля перемещения гайки пропорциональна ее скорости и составляет 0,57 мм.
На ходе деформирования винт поворачивается относительно станины на угол 17,2°, гайка поворачивается относительно станины на угол 6,8°, поворот винта относительно гайки составляет 24°.
При технологической силе деформирования 100 кН, коэффициенте трения 0,05 потери энергии на работу сил трения составляют:
в торцевом подшипнике винта

на винтовой поверхности контакта винта и гайки

на опорной поверхности гайки

сумма потерь A∑=86,8 Дж,
где Р - сила деформирования;
f - коэффициент трения;
Sв, Sвг, Sг - путь действия силы трения соответственно в подшипнике винта, на контакте винта и гайки и на подшипнике гайки;
Rв, Rвг; Rг - соответственные средние радиусы подшипников;
αв, αвг, αг - соответственные углы поворота винта и гайки на ходе деформирования.
При работе известного винтового пресса /1/, когда угол поворота гайки равен 17,2° и угол поворота винта равен 6,8°, потери составляют:
в торцевом подшипнике винта:

на винтовой поверхности контакта винта и гайки:

на опорной поверхности гайки:

сумма потерь А∑=126,6 Дж.
Как видно на примере, изобретение позволяет значительно (в 1,46 раза) уменьшить потери энергии на работу трения в подшипниках винтового пресса, воспринимающих силу деформирования.
Гайка может быть установлена с возможностью однонаправленного вращения циклами, при этом время каждого цикла, включающего поворот гайки и выстой, равно времени поворота винта в обратном и прямом направлениях, а время выстоя гайки равно времени поворота винта в прямом направлении.
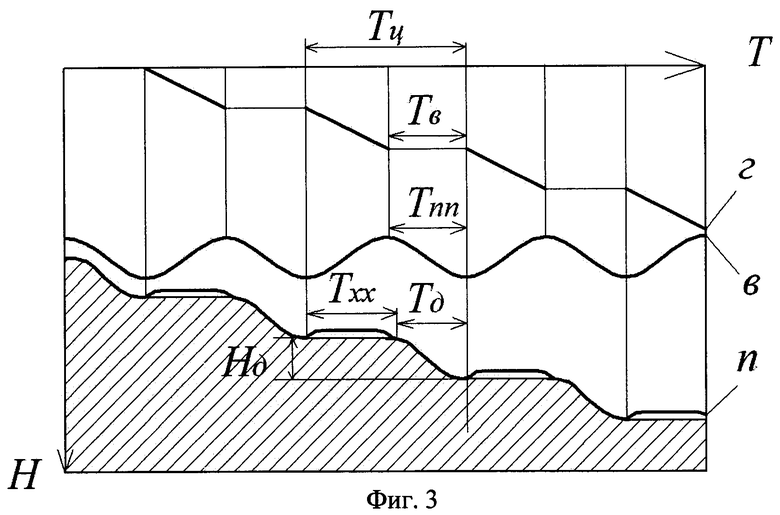
Перемещение ползуна при таком выполнении винтового пресса показано на фиг.3 графиком «n» в координатах ход ползуна Н - время T.
Перемещение «n» обусловлено одновременным линейным перемещением «в» от поворотного перемещения винта относительно станины и перемещением «г» от вращения гайки относительно станины.
Чередующиеся режимы поворота и выстоя на графике перемещения гайки «г» представлены наклонными и горизонтальными участками. Наклонный и прилегающий горизонтальный участки образуют цикл. Время цикла перемещения гайки равно времени поворотов винта и времени цикла деформирования ползуна Тц. Время выстоя гайки Тв равно времени поворота винта в прямом направлении Тпп.
Скорость поворота гайки незначительно меньше средней скорости поворота винта, что определяет близкий к горизонтальной линии участок выстоя на графике перемещения ползуна «n».
Время цикла деформирования Тц состоит из времени холостого хода Тхх и времени деформирования Тд. За время деформирования ползун совершает рабочий ход (пульс), равный высотной деформации заготовки Нд.
Единичный ход или пульс ползуна за время деформирования (участок Тд графика «n») осуществляется при прямом повороте винта (участок Тпп графика «в») и неподвижной гайке (участок Тв на графике «г»).
ПРИМЕР 2.
В прессе с технологической силой 100 кН винт и гайка выполнены с однозаходной резьбой, шаг которой - 36 мм, средний радиус - 18 мм. Средний радиус торцевого подшипника винта составляет 11 мм. Средний радиус опорной поверхности гайки равен 55 мм.
Ход деформирования составляет 2,5 мм. Гайка при этом неподвижна, а угол поворота винта относительно станины и относительно гайки равен 30°.
Потери энергии на работу сил трения составляют:
в торцевом подшипнике винта

на винтовой поверхности контакта винта и гайки

сумма потерь A∑=72,8 Дж.
Обеспечивается рабочий ход деформирования при неподвижной гайке. На опорной поверхности гайки отсутствуют потери на трение, что обеспечивает повышение эффективности пресса.
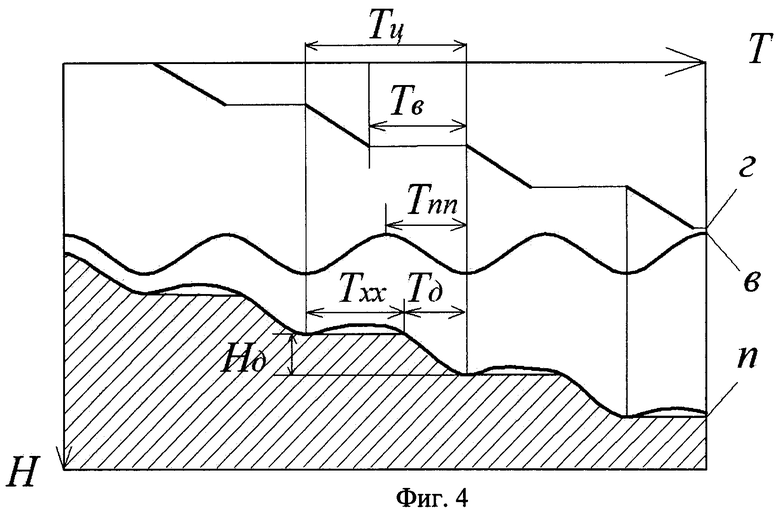
Перемещение ползуна пресса, в котором время выстоя гайки превышает время поворота винта в прямом направлении, показано на фиг.4 графиком «n» в координатах ход ползуна Н - время Т.
Перемещение «n» обусловлено одновременным линейным перемещением «в» от поворотного перемещения винта относительно станины и перемещением «г» от вращения гайки относительно станины.
Чередующиеся режимы поворота и выстоя на графике перемещения гайки «г» представлены наклонными и горизонтальными участками. Наклонный и прилегающий горизонтальный участки образуют цикл. Время цикла перемещения гайки равно времени поворотов винта и времени цикла деформирования ползуна Тц. Время выстоя гайки Тв больше времени поворота винта в прямом направлении Тпп.
Время цикла деформирования Тц состоит из времени холостого хода Тхх и времени деформирования Тд. За время деформирования ползун совершает рабочий ход (пульс), равный высотной деформации заготовки Нд.
Единичный ход или пульс ползуна за время деформирования (участок графика «n» между линиями отрезка Тд) осуществляется при прямом повороте винта (участок Тпп графика «в») и неподвижной гайке (участок выстоя Тв на графике «г»).
ПРИМЕР 3.
В прессе с технологической силой 100 кН винт и гайка выполнены с однозаходной резьбой, шаг которой - 36 мм, средний радиус - 18 мм. Средний радиус торцевого подшипника винта составляет 11 мм. Средний радиус опорной поверхности гайки равен 55 мм. Ход деформирования 2 мм. Гайка при этом неподвижна, а угол поворота винта относительно станины и относительно гайки равен 24°.
Потери энергии на работу сил трения составляют:
в торцевом подшипнике винта

на винтовой поверхности контакта винта и гайки

сумма потерь A∑=58,3 Дж.
На опорной поверхности гайки отсутствуют потери на трение.
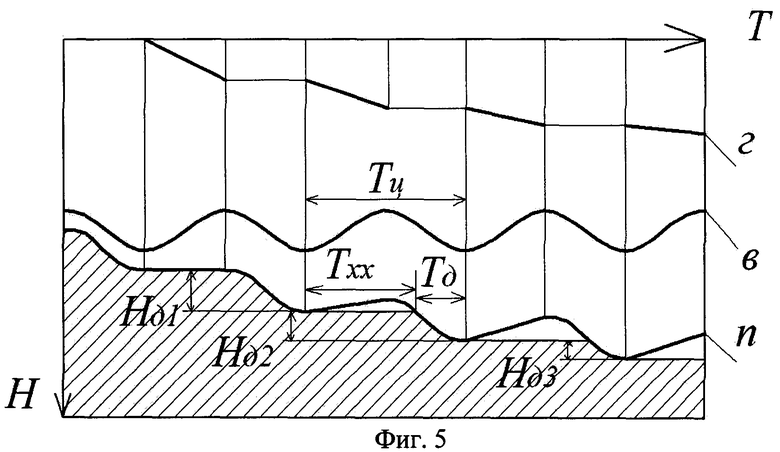
Перемещение ползуна, когда время выстоя гайки равно времени поворота винта в прямом направлении, а поворот гайки осуществляют с регулируемой скоростью, показано на фиг.5 графиком «n» в координатах ход ползуна Н - время Т.
Перемещение «n» обусловлено одновременным линейным перемещением «в» от поворотного перемещения винта относительно станины и перемещением «г» от вращения гайки относительно станины.
Чередующиеся режимы поворота и выстоя на графике перемещения гайки «г» представлены наклонными и горизонтальными участками. Наклонный и прилегающий горизонтальный участки образуют цикл. Время цикла перемещения гайки равно времени поворота винта и времени цикла деформирования ползуна Тц. Время выстоя гайки Тв больше времени поворота винта в прямом направлении Тпп. Скорость поворота гайки регулируется, в начале деформирования скорость больше, на последующих пульсах скорость уменьшается. Это приводит к тому, что на последующих пульсах ход деформирования уменьшается и пресс может развивать большую технологическую силу.
Время цикла деформирования Тц состоит из времени холостого хода Тхх и времени деформирования Тд. За время деформирования ползун совершает рабочий ход (пульс), равный высотной деформации заготовки Нд. Вначале время деформирования и высотная деформация больше, на последующих пульсах эти параметры уменьшаются: Нд1>Нд2>Нд3.
Рабочий ход деформирования происходит при неподвижной гайке. На опорной поверхности гайки отсутствуют потери на трение.
Источники информации
1. Живов Л.И., Овчинников А.Г., Складчиков Е.Н., Кузнечно-штамповочное оборудование. Учебник для вузов. Под ред. Живова Л.И., Москва, МГТУ им. Н.Э.Баумана, 2006, с.336-338.
2. SU 1276520 A1, B30B 1/18, 15.12.1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВОЙ ПРЕСС | 2008 |
|
RU2393959C2 |
| Винтовой пресс | 1987 |
|
SU1497043A1 |
| Винтовой пресс для штамповки обкатыванием | 1987 |
|
SU1555141A1 |
| Винтовой пресс | 1989 |
|
SU1646892A1 |
| Винтовой пресс двойного действия | 1981 |
|
SU1027056A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1973 |
|
SU375206A1 |
| Винтовой пресс | 1983 |
|
SU1172745A1 |
| ВИНТОВОЙ ПРЕСС С МУФТОВЫМ ПРИВОДОМ | 2005 |
|
RU2312768C2 |
| Винтовой пресс двойного действия | 1979 |
|
SU854740A1 |
| Винтовой пресс | 1989 |
|
SU1662868A1 |
Изобретение относится к винтовому прессу для деформирования пульсирующим нагруженном. Пресс содержит станину с направляющими, в которых с возможностью последовательного осуществления рабочих ходов установлен ползун. На станине неподвижно в осевом направлении установлена гайка, которая имеет возможность однонаправленного вращения от привода. С гайкой кинематически связан винт, смонтированный на ползуне с возможностью поворота от привода. Рабочие ходы ползуна обеспечиваются путем поворота винта в прямом и обратном направлениях и одновременного однонаправленного вращения гайки. Скорость вращения гайки меньше скорости поворота винта. В результате обеспечивается повышение эффективности пресса. 4 з.п. ф-лы, 5 ил.
1. Винтовой пресс для деформирования пульсирующим нагружением, содержащий станину с направляющими, гайку, установленную на станине с возможностью вращения от привода ее вращения, кинематически связанный с гайкой винт, установленный с возможностью поворота от привода на ползуне, который расположен в направляющих станины с возможностью последовательного осуществления рабочих ходов, отличающийся тем, что гайка установлена на станине неподвижно в осевом направлении и с возможностью однонаправленного вращения, а ползун расположен с возможностью осуществления рабочих ходов путем поворота винта в прямом и обратном направлениях и одновременного однонаправленного вращения гайки со скоростью, которая меньше скорости поворота винта.
2. Пресс по п.1, отличающийся тем, что гайка установлена с возможностью однонаправленного вращения циклами, а время каждого цикла, включающего поворот гайки и выстой, равно времени поворота винта в обратном и прямом направлениях.
3. Пресс по п.2, отличающийся тем, что время выстоя гайки равно времени поворота винта в прямом направлении.
4. Пресс по п.2, отличающийся тем, что время выстоя гайки превышает время поворота винта в прямом направлении.
5. Пресс по любому из пп.1-4, отличающийся тем, что гайка установлена с возможностью однонаправленного вращения с регулируемой скоростью.
| Винтовой пресс для штамповки пульсирующей нагрузкой | 1985 |
|
SU1276520A1 |
| Пресс для штамповки пульсирующей нагрузкой | 1985 |
|
SU1258704A1 |
| Пресс для пульсирующей вытяжки | 1981 |
|
SU1016205A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 3871225 A, 18.03.1975. | |||

