Изобретение относится к области машиностроения, а именно к технологическим операциям комплектования изделий типа подшипников качения, шариковых винтовых передач и др.
Известен способ комплектования деталей для сборки изделий, заключающийся в том, что детали перемещают через измерительные позиции комплектующего устройства, размещают их на позициях комплектования и позиции возврата и подбирают детали с помощью вычислительной техники путем последовательного перекрестного опроса размеров деталей, размещенных на комплектовочных позициях. Комплектование осуществляют по группам размеров, на которые они предварительно рассортированы, неукомплектованные группы деталей после их прохождения через комплектовочные позиции направляют на позиции возврата, где они находятся в ожидании соответствующей комплектной группы деталей.
Недостатками данного способа являются низкая производительность, так как на комплектовочных позициях находятся детали, вероятность комплектования которых мала, и поэтому снижается пропускная способность комплектовочных позиций и повышенный объем незавершенного производства, так как не используется возможность сборки деталей одной размерной группы с деталями соседних размерных групп, хотя это может обеспечить заданную точность.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является способ комплектования деталей для сборки изделий, содержащих тела качения, заключающийся в том, что перед началом и в процессе комплектования осуществляют статистический анализ размеров деталей, а подбор комплектов этих деталей с телами качения осуществляют по их фактическим размерам. Детали перемещают через измерительные позиции комплектующего устройства, размещают их на позициях комплектования и позиции возврата и подбирают детали с помощью вычислительной техники путем последовательного перекрестного опроса размеров деталей, размещенных на комплектовочных позициях, перед началом и в процессе комплектования осуществляют статистический анализ размеров деталей, размеры, которые не соответствуют заданной вероятности, подают сразу после измерения на позиции возврата, на позиции комплектования подают детали, размеры которых соответствуют заданной вероятности комплектования, при этом подбор комплектов деталей на позиции комплектования осуществляют по их фактическим размерам.
Недостатком способа-прототипа является отсутствие учета реальных погрешностей расположения рабочих элементов комплектуемых деталей, что приводит к низкой работоспособности многозвенных изделий типа двухрядных шариковых подшипников и особенно шариковых винтовых передач, так как из-за погрешности расстояния между звеньями (погрешности шага) в контакте с телами качения будет находиться только одно конкретное звено, а остальные звенья внешнюю нагрузку воспринимать не будут.
Задачей изобретения является повышение работоспособности многозвенных изделий.
Поставленная задача решается тем, что в известном способе комплектования деталей для сборки изделий, содержащих тела качения, заключающемся в том, что перед началом и в процессе комплектования осуществляют статистический анализ размеров деталей, а подбор комплектов этих деталей с телами качения осуществляют по их фактическим размерам, в процессе статистического анализа выявляют систематические погрешности деталей, а тела качения при комплектовании берут разноразмерными в пределах суммарной систематической погрешности деталей.
Новое, обнаруженное авторами, свойство состоит в том, что в процессе статистического анализа выявляют систематические погрешности деталей, а тела качения при комплектовании берут разноразмерными в пределах суммарной систематической погрешности деталей. За счет этого появляется возможность контакта тел качения одновременно в двух или трех звеньях и возможность перехода пятен контакта с одного звена на другое, что снижает нагрузку на звенья, обеспечивает их равномерный износ и, как следствие, повышает работоспособность многозвенных изделий.
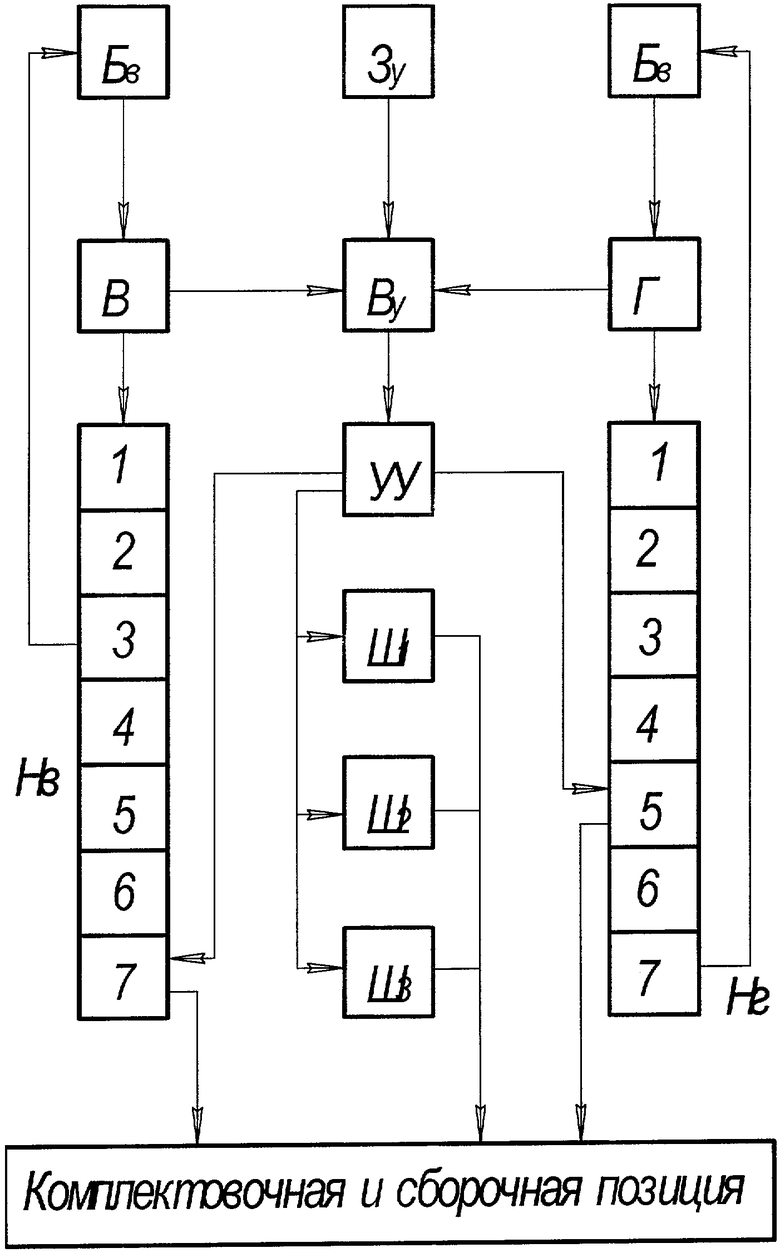
На чертеже изображена схема осуществления способа.
На основе предварительного статистического анализа определяют пределы колебания диаметров и шага витков винта и гайки шариковой винтовой передачи и вычисляют потребный средний размер шариков и требуемые границы колебания их размеров. В задающее устройство Зу вводят исходные данные, необходимые для комплектования деталей: требуемый угол контакта, геометрические параметры профиля дорожек качения, допуски на все геометрические параметры дорожек качения, шаг винта и гайки, допуски на шаг винта и гайки и др. Шарики требуемых размеров делят на три группы d1, d2, d3 и засыпают в специальные бункеры Ш1, Ш2 и Ш3. В бункеры Бв и Бг подают винты и гайки. Из бункеров Бв и Бг винты и гайки перемещают на измерительные позиции В и Г, где у каждого винта и у каждой гайки замеряют случайную и систематическую погрешность шага витков и их диаметров. Данные измерения вводят в вычислительное устройство Ву.
Из измерительных позиций В и Г винты и гайки попадают в накопитель винтов Нв и накопитель гаек Нг. Из числа имеющихся в накопителях Нв и Нг деталей вычислительное устройство Ву с учетом данных задающего устройства Зу определяет, к какой паре винта и гайки подходят размеры имеющихся в бункерах Ш1, Ш2 и Ш3 шариков, а исходя из систематической погрешности шага витков винта и гайки вычисляет требуемую разноразмерность шариков. От вычислительного устройства Ву подается команда на управляющее устройство УУ, с помощью которого эти детали из накопителя Нв (позиция 7) и из накопителя Нг (позиция 5) и шарики из бункеров Ш1, Ш2 и Ш3 в нужной пропорции подаются на комплектовочную и сборочную позицию. На освободившиеся в накопителях Нв и Нг места поступают очередные винт и гайка. Если после полного заполнения накопителей Нв и Нг отсутствует пара винта и гайки, которые могут быть скомплектованы с имеющимися в бункерах Ш1, Ш2 и Ш3 шариками, то винт и гайка, которые раньше других попали в накопители, из накопителей удаляются и вновь подаются в бункеры винтов Бв и бункеры гаек Бг, а их место заполняется новой парой деталей.
Пример конкретного выполнения: изделие - винтовая передача качения. Диаметр расположения шариков Do=50 мм, средний диаметр шариков ds=10 мм, число шариков в передаче z=150, угол контакта шариков с поверхностями винта и гайки β=30°, число витков гайки n=5.
Для осуществления сборки шариковой винтовой передачи используем 5 бункеров, в которых диаметры шариков отличаются на 0,01 мм.: в Ш1 ds=9,98 мм; в Ш2 ds=9,99 мм; в Ш3 ds=10,00 мм; в Ш4 ds=10,01 мм; в Ш5 ds=10,02 мм.
На сборку поступил комплект винта и гайки. Систематическая погрешность шага винта eν=-0,002 мм/шаг, систематическая погрешность шага витков гайки eq=0,003 мм/шаг. Знак величины погрешности шага означает направление изменения шага. Как видно, у гайки шаг витков увеличивается от первого к последнему, у винта, наоборот, шаг винтовой линии уменьшается от первого соответствующему гайки витка к последнему. Разность между величинами систематических погрешностей гайки и винта является суммарной погрешностью шага винтовой передачи:
es=eν-eq=0,005 мм.
Накопленная погрешность шага на пяти витках:
en=es·n=0,005·5=0,025 мм.
Принимаем для сборки 3 группы шариков, разноразмерность которых равна или меньше величине en, а средний диаметр всех этих шариков равен среднему диаметру шариков в передаче ds=10. Поэтому данную пару винта и гайки комплектуем шариками из бункеров Ш2 с ds=9,99 мм в количестве 50 шт., из бункера Ш3 с ds=10,00 мм в количестве 50 шт. и из бункера Ш4 с ds=10,01 мм в количестве 50 шт.
Если бы погрешность шага передачи была бы равна нулю es=0, то все 150 шариков воспринимали бы одинаково внешнюю нагрузку и работоспособность передачи была бы высокой. Наличие суммарной систематической погрешности винтовой передачи приводит к уменьшению числа шариков, контактирующих с рабочими поверхностями винта и гайки, и к повышению нагрузки в точках контакта.
В стандартных винтовых передачах размеры шариков при сборке стараются обеспечить одинаковыми. Но это приводит к тому, что под действием внешней нагрузки в контакт вступает сначала всего один шарик и только при дальнейшем увеличении нагрузки за счет упругой деформации контактирующих поверхностей в контакт вступают еще несколько шариков. При этом точки контакта нагружены неодинаково, и первый вступивший в контакт шарик оказывается наиболее нагруженным. Кроме того, область наиболее нагруженной поверхности контакта гайки все время ее работы остается постоянной - это первый или последний ее виток в зависимости от знака суммарной погрешности шага передачи, что способствует ее повышенному износу. Все это приводит к уменьшению работоспособности винтовой передачи.
Предлагаемый способ применим не только для сборки шариковых винтовых передач, но и других многозвенных шариковых соединений, например, многорядных подшипников.
Технико-экономическая эффективность предложенного способа обработки заключается в возможности:
1. Повышения работоспособности шариковых винтовых передач и других многозвенных шариковых соединений.
2. Снижения затрат на их изготовление за счет снижения требований к точности изготовления деталей.
Источники информации:
1. Спришевский А.И. Подшипники качения. - М: Машиностроение, 1968. С.398-402.
2. Патент РФ №2127836 С1, МПК6 F16C 43/04 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЛЕКТОВАНИЯ ПОДШИПНИКОВ | 1996 |
|
RU2127836C1 |
| Способ комплектования шарикоподшипников | 2016 |
|
RU2626800C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СЕЛЕКТИВНОГО КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ДЛЯ СБОРКИ ПОДШИПНИКОВ КАЧЕНИЯ | 1991 |
|
RU2025594C1 |
| УСТРОЙСТВО ДЛЯ КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ДЛЯ СБОРКИ ДВУХРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1997 |
|
RU2148738C1 |
| Способ комплектования деталей для сборки шарикоподшипников | 1979 |
|
SU855269A1 |
| ШАРИКОВАЯ ВТУЛКА | 2016 |
|
RU2626432C1 |
| ШАРИКОПОДШИПНИК | 2022 |
|
RU2814937C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ДВУХРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ПОДШИПНИКОВ | 1996 |
|
RU2124150C1 |
| АВТОМАТ ДЛЯ СБОРКИ КОМПЛЕКТОВ РАДИАЛЬНЫХ ПОДШИПНИКОВ КАЧЕНИЯ | 1970 |
|
SU261155A1 |
| СПОСОБ КОНТРОЛЯ СМЕЩЕНИЯ ТОЧКИ КОНТАКТА ОТНОСИТЕЛЬНО НОМИНАЛЬНОГО ПОЛОЖЕНИЯ НА ДОРОЖКЕ КАЧЕНИЯ КОЛЕЦ ДВУХРЯДНЫХ И ОДНОРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2187785C2 |
Изобретение относится к машиностроению, а именно к технологическим операциям комплектования изделий типа подшипников качения, шариковых винтовых передач и др. Способ комплектования деталей для сборки изделий, содержащих тела качения, заключается в том, что перед началом и в процессе комплектования осуществляют статистический анализ размеров деталей. Подбор комплектов этих деталей с телами качения осуществляют по их фактическим размерам. В процессе статистического анализа выявляют систематические и случайные погрешности деталей. Тела качения при комплектовании берут разноразмерными в пределах суммарной систематической погрешности деталей. Технический результат: повышение работоспособности изделий. 1 ил.
Способ комплектования деталей для сборки изделий, содержащих тела качения, заключающийся в том, что перед началом и в процессе комплектования осуществляют статистический анализ размеров деталей, а подбор комплектов этих деталей с телами качения осуществляют по их фактическим размерам, отличающийся тем, что в процессе статистического анализа выявляют систематические и случайные погрешности деталей, а тела качения при комплектовании берут разноразмерными в пределах суммарной систематической погрешности деталей.
| СПОСОБ КОМПЛЕКТОВАНИЯ ПОДШИПНИКОВ | 1996 |
|
RU2127836C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СЕЛЕКТИВНОГО КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ДЛЯ СБОРКИ ПОДШИПНИКОВ КАЧЕНИЯ | 1991 |
|
RU2025594C1 |
| СПОСОБ СБОРКИ ДВУХРЯДНЫХ ПОДШИПНИКОВ КАЧЕНИЯ | 1993 |
|
RU2064616C1 |
| Способ кселективного комплектования деталей для сборки подшипников качения | 1974 |
|
SU570729A1 |
| US 4441239 A, 10.04.1984. | |||

