Изобретение относится к порошковой металлургии и может быть использовано при изготовлении материалов в виде плит пеноалюминия увеличенной длины, требуемых в машиностроении, в частности в таких его отраслях, как гражданское и производственное строительство, авиация, судостроение, атомное машиностроение и других отраслях.
От подобных материалов требуется сочетание таких свойств, как легкость, плавучесть, высокая звукоизоляция, сдерживание электромагнитных волн, высокая стойкость к коррозии и температуре.
Известен способ, принятый в качестве аналога, получения пористых полуфабрикатов ("пеноалюминия") и готовых изделий из порошков алюминиевых сплавов (см., например, патент RU 2154548 от 2000.08.20), где смешивают порошки алюминиевых сплавов с порофорами с температурой разложения, превышающей температуру солидус-ликвидуса порошка алюминиевого сплава. Засыпают полученную смесь в емкость из алюминиевого сплава, нагревают емкость со смесью порошков. Затем осуществляют горячее прессование, повторный нагрев, горячую деформацию прессованной заготовки, ее охлаждение и последующую высокотемпературную обработку в форме, повторное охлаждение. При этом смесь порошков алюминиевых сплавов с порофорами предварительно уплотняют. Нагрев емкости с уплотненной смесью порошков перед горячим прессованием и нагрев прессованной заготовки перед горячей деформацией осуществляют до температуры солидуса самой легкой составляющей алюминиевого сплава. Высокотемпературную термообработку ведут подвергая заготовку всестороннему равномерному нагреву до температуры на 40-70°C выше температуры фазового перехода твердое - жидкое. Кроме того, согласно второму варианту способа горячую деформацию прессованной заготовки осуществляют прокаткой, придавая ей форму листа, а перед высокотемпературной термообработкой ее нагревают до 350-450°C и выдерживают при этой температуре с последующим приданием ей формы готового изделия.
В способе заслуживает внимание второй вариант, где прессованную заготовку, перед высокотемпературной обработкой вспениванием, подвергают горячей прокатке.
Известный способ имеет следующие недостатки:
- большие энергозатраты за счет дополнительного нагрева;
- ориентация на поштучную малопроизводительную прокатку;
- невозможность производства плит из пеноалюминия большой толщины (50-100 мм и выше) и длины (как, например, в предлагаемой линии до 5000 мм и более).
Известна технологическая линия, принятая в качестве аналога, производства пористых и непористых металлических листов (патент 10324904 A, B22F 3/18, B22F 3/11, H01M 4/8, от 27.02.1998 г., Япония), характеризующаяся тем, что содержит бункер с металлическим порошком вертикального исполнения, при горизонтальном исполнении: ленточного конвейера, клети холодной прокатки, нагревательной печи вспенивания холоднокатаных листов, транспортного рольганга, клети горячей прокатки и моталки для смотки горячекатаных листов, при этом ленточный конвейер выполнен принимающим металлический порошок из бункера, проходящим вместе с ним через очаг деформации клети холодной прокатки и транспортирующим холоднокатаный лист в нагревательной печи вспенивания.
К недостаткам известной линии относится наличие относительно высоких энергозатрат при производстве толстых полос вследствие необходимости очень больших усилий прокатки и низкое качество металлических связей как по местам контактов с чистой поверхностью, так и по местам контактов через металлизированную окисную пленку, из-за малой эффективности.
Известен способ и технологическая линия, принятые в качестве прототипа, реализующие производство пористых полуфабрикатов из порошков алюминиевых сплавов (патент RU №2200647, B22F 3/11, C22C 1/08, от 20.03.2003 г.), которые включают дозатор порошковой смеси, проходную нагревательную печь с проходящим через нее ленточным транспортером для приема холодной порошковой смеси, транспортировки нагреваемой порошковой смеси и выдачи нагретой порошковой смеси в желоб вертикального исполнения, оборудованного подогревательным и виброуплотняющим порошковую смесь устройствами, бункер - проводку и прокатную клеть горячего компактирования порошковой смеси в горизонтальном исполнении, ножницы поперечной резки на мерные длины горячекомпактированной листовой заготовки и устройства высокотемпературной обработки для вспенивания горячекомпактированной листовой заготовки.
Способ и линия позволяют производить горячее компактирование с достаточно высокими деформациями, однако прототип имеет следующие недостатки:
- неравномерность механических свойств по ширине компактированной листовой заготовки;
- большие энергозатраты за счет двух нагревов, дополнительного подогрева и производства компактирования порошковой смеси при значительной теплоотдачи валкам;
- вертикальное исполнение технологической линии, требующее специализированного производственного здания и осложняющее сочетание надежного управления процессом с обеспечением взрывопожарной безопасности, а также необходимостью защиты для экологической чистоты.
Технический результат, на который направлен способ и линия, состоит в повышении эффективности горячего компактирования заготовки в закрытом калибре прокатных валков и, как следствие, в равномерности свойств получаемых листов пеноалюминия по ширине и длине.
Технический результат достигается исключением замедления движения гранул в центральной части оболочки с порошковой смесью в зоне, предшествующей очагу деформации ("выпор", по книге В.П.Северденко, Н.В.Шепельский, В.З.Жилкин "Обработка давлением гранул алюминиевых сплавов". М., "Металлургия", 1980 год, стр.150, 153-154), при обеспечении перед горячим компактированием прокатной заготовки в закрытом калибре прокатных валков предварительного уплотнения прокатной заготовки на величину от 10% и более от толщины, которое гарантирует при принятых температурах образование на гранулах участков их спекания, а также при отношении длины дуги очага уплотнения к толщине уплотняемой заготовки более 1,5, обеспечивающего процесс уплотнения по всему сечению заготовки. В результате порошковая смесь становится еще рыхлой, но уже монолитной массой, что и обеспечивает при последующем обжатии прокатной заготовки в прокатной клети высокую эффективность компактирования в очаге деформации как по ширине, так и по длине.
Реализующая этот способ линия производства листов пеноалюминия, содержащая устройство подачи порошковой смеси на нагрев, проходную нагревательную печь, клеть горячего компактирования прокатной заготовки из порошковой смеси, ножницы поперечной резки компактированной прокатной заготовки на листовые заготовки мерной длины, отводящий рольганг и печь для вспенивания листовых заготовок, отличается тем, что дополнена механизмом предварительного уплотнения, установленным перед клетью горячего компактирования. При этом при производстве листов пеноалюминия толщиной до 15-20 мм механизм предварительного уплотнения выполнен в виде уплотнительной клети с диаметром рабочих валков порядка 300…600 мм, а при производстве листов пеноалюминия толщиной более 20 мм механизм предварительного уплотнения выполнен в виде пресс-штемпеля с возвратно-поступательным движением, обеспечивающим "шаговое" уплотнение.
Такое конструктивное исполнение линии производства листов пеноалюминия позволяет:
- получить равномерность механических свойств и геометрических размеров листов пеноалюминия по ширине и длине вследствие повышения эффективности компактирования в очаге деформации за счет отсутствия "выпора";
- уменьшить энергозатраты за счет отсутствия дополнительного нагрева;
- создать условия для максимально возможной механизации и автоматизации процесса производства листов пеноалюминия вследствие стабилизации работы каждого механизма линии во времени;
- получать панели достаточно больших габаритов;
- сократить производственные площади за счет законченности технологического процесса в одной линии производства от подачи порошковой смеси до получения готового изделия.
Предложенные способ и линия производства листов пеноалюминия изображены на чертежах, где на:
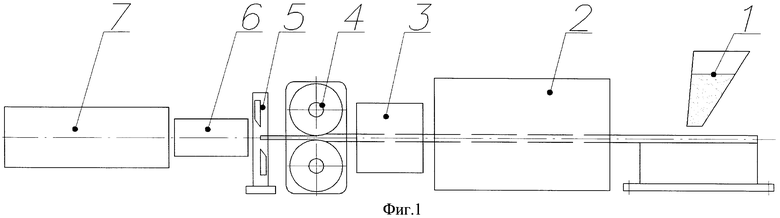
фиг.1 приведена линия производства листов пеноалюминия;
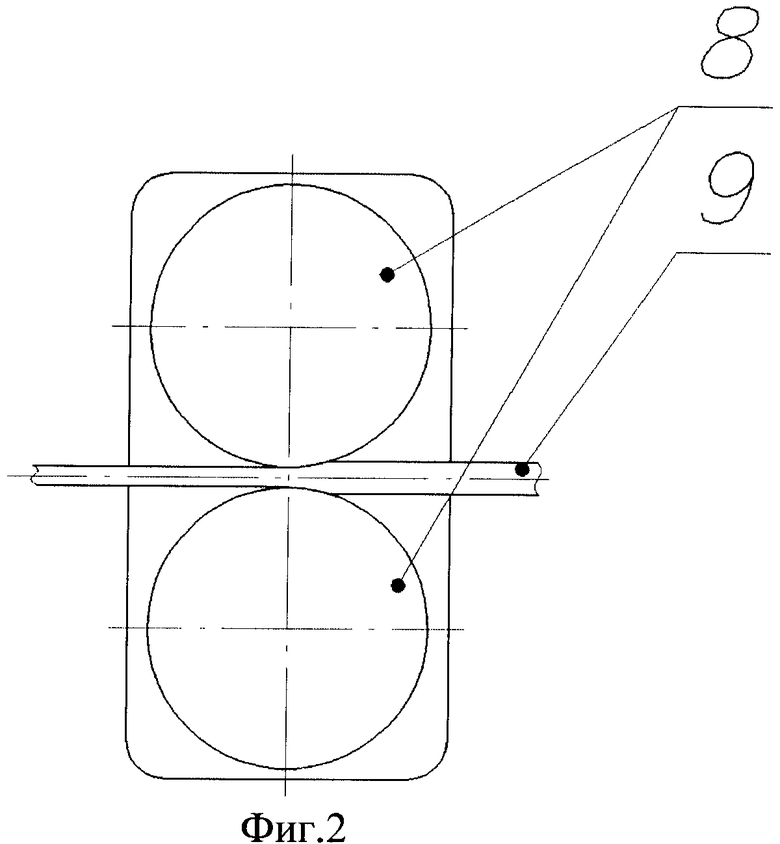
фиг.2 показана схема реализации механизма предварительного уплотнения посредством уплотнительной клети;
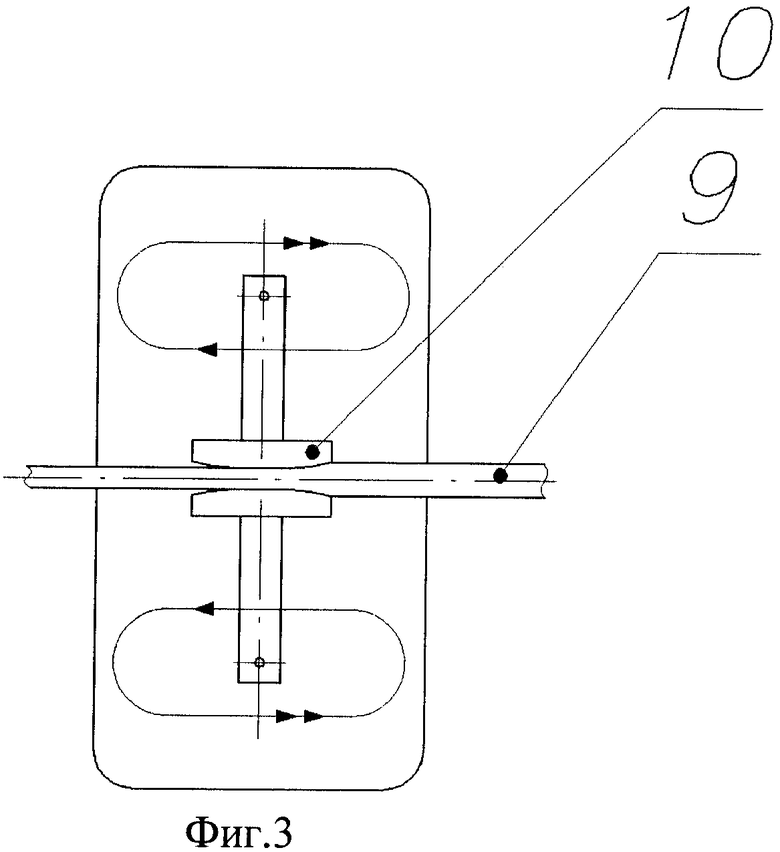
фиг.3 показана схема реализации механизма предварительного уплотнения посредством пресс-штемпеля.
Предлагаемая линия производства листов пеноалюминия, приведенная на фиг.1, содержит участок засыпки порошковой смеси в оболочку, изготовленную из стали или алюминиевых сплавов 1; проходную печь 2, на которой производится нагревание прокатной заготовки из порошковой смеси в оболочке до температуры не ниже 500°C; механизм предварительного уплотнения прокатной заготовки 3; участок горячего компактирования прокатной заготовки в закрытом калибре прокатных валков 4; участок порезки компактированной прокатной заготовки на листовые заготовки мерной длины 5; участок помещения листовых заготовок в форму 6; участок высокотемпературной обработки для осуществления процесса 7.
Работа предложенной линии производится следующим образом. В оболочку, изготовленную из стали или алюминиевых сплавов, на участке 1 производится засыпка порошковой смеси. В проходной печи 2 выполняют нагрев заготовки до температуры не ниже 500°C. Механизм предварительного уплотнения прокатной заготовки 3 обеспечивает предварительное уплотнение прокатной заготовки на величину от 10% и более от толщины, при отношении длины дуги очага уплотнения к толщине уплотняемой заготовки более 1,5. При этом механизм предварительного уплотнения 3 при производстве листов пеноалюминия толщиной до 15-20 мм в виду целесообразности, исходя из рационального веса оборудования, выполнен в виде уплотнительной клети, показанной на фиг.2, с диаметром рабочих валков 8 порядка 300...600 мм, осуществляющими предварительное уплотнение прокатной заготовки 9, и включающей в себя традиционный состав оборудования рабочей клети, а при производстве листов пеноалюминия толщиной более 20 мм механизм предварительного уплотнения выполнен в виде пресс-штемпеля 10, показанного на фиг.3, осуществляющего рабочий ход уплотнения в процессе его поступательного движения со скоростью, идентичной скорости движения прокатной заготовки 9, раскрытие с возвратным ходом в исходное положение на скорости на порядок выше рабочей, обеспечивающим шаговое уплотнение. Далее уплотненная прокатная заготовка компактируется в закрытом калибре прокатных валков участка 4 с последующей порезкой на листовые заготовки мерной длины на участке порезки 5. Листовые заготовки мерной длины помещаются в форму на участке 6 и вспениваются при высокотемпературной обработке при температуре ликвидуса порошкового сплава на участке 7.
Таким образом выполнение предварительного уплотнения перед горячим компактированием на величину 10% и более от толщины при отношении длины дуги очага уплотнения к толщине уплотняемой заготовки более 1,5 и реализация предлагаемого способа в линии производства листов пеноалюминия в виде установки перед участком горячего компактирования прокатной заготовки механизма предварительного уплотнения с выполнением его при производстве листов пеноалюминия толщиной до 15-20 мм в виде уплотнительной клети с диаметром рабочих валков порядка 300…600 мм, а при производстве листов пеноалюминия толщиной более 20 мм выполнением его в виде пресс-штемпеля с возвратно-поступательным движением, обеспечивающим шаговое уплотнение, позволяет:
- повысить качество листов пеноалюминия,
- уменьшить энергозатраты,
- повысить механизацию и автоматизацию процесса,
- получать панели достаточно больших габаритов,
- сократить производственные площади.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 2019 |
|
RU2710751C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАНЕЛЕЙ ИЗ ПЕНОАЛЮМИНИЯ | 2012 |
|
RU2479383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОЙ ПОРОШКОВОЙ СМЕСИ | 2009 |
|
RU2426624C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ СЛОИСТОГО КОМПОЗИТА НА ОСНОВЕ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2444416C2 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ ПЛИТ ИЗ ПЕНОАЛЮМИНИЯ | 2008 |
|
RU2393061C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2528926C1 |
Изобретение относится к порошковой металлургии, а именно к производству листов пеноалюминия, и может быть использовано в различных отраслях машиностроения. Способ производства включает засыпку порошковой смеси в оболочку, ее нагревание, горячее компактирование заготовки, резку компактированной заготовки на листовые заготовки мерной длины, помещение листовых заготовок в форму и последующую высокотемпературную термообработку. При этом перед горячим компактированием заготовки обеспечивают предварительное уплотнение порошковой смеси в оболочке при отношении длины дуги очага уплотнения к толщине уплотняемой заготовки более 1,5 на величину от 10% и более ее толщины. Линия производства пеноалюминия включает участок засыпки порошковой смеси в оболочку, устройство подачи порошковой смеси в оболочке на нагрев, проходную нагревательную печь, механизм предварительного уплотнения порошковой смеси в оболочке, клеть горячего компактирования заготовки, ножницы поперечной резки компактированной прокатной заготовки на листовые заготовки мерной длины, участок помещения листовых заготовок в форму и печь для вспенивания листовых заготовок. Технический результат - повышение качества листов пеноалюминия, снижение энергозатрат, возможность получения панелей из пеноалюминия больших габаритов. 2 н. и 2 з.п. ф-лы, 3 ил.
1. Способ производства листов пеноалюминия, включающий засыпку порошковой смеси, содержащей порошковый сплав, в оболочку, изготовленную из стали или алюминиевого сплава, нагревание порошковой смеси в оболочке в проходной печи до температуры не ниже 500°С, горячее компактирование заготовки в закрытом калибре рабочих валков, резку компактированной прокатной заготовки на листовые заготовки мерной длины, помещение листовых заготовок в форму и последующую высокотемпературную термообработку при температуре ликвидуса порошкового сплава, отличающийся тем, что перед горячим компактированием заготовки в закрытом калибре рабочих валков обеспечивают предварительное уплотнение порошковой смеси в оболочке при отношении длины дуги очага уплотнения к толщине уплотняемой заготовки более 1,5 на величину от 10% и более ее толщины.
2. Линия производства для реализации способа по п.1, содержащая участок засыпки порошковой смеси в оболочку, устройство подачи порошковой смеси в оболочке на нагрев, проходную нагревательную печь, механизм предварительного уплотнения порошковой смеси в оболочке, клеть горячего компактирования заготовки, ножницы поперечной резки компактированной прокатной заготовки на листовые заготовки мерной длины, участок помещения листовых заготовок в форму и печь для вспенивания листовых заготовок.
3. Линия производства по п.2, характеризующаяся тем, что для производства листов пеноалюминия толщиной до 15-20 мм механизм предварительного уплотнения выполнен в виде уплотнительной клети с диаметром рабочих валков 300…600 мм.
4. Линия производства по п.2, характеризующаяся тем, что для производства листов пеноалюминия толщиной более 20 мм механизм предварительного уплотнения выполнен в виде пресс-штемпеля, установленного с возможностью возвратно-поступательного движения.
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОГО ПОРОШКА | 2001 |
|
RU2206430C1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

