Изобретение относится к порошковой металлургии и может быть использовано при изготовлении материалов и изделий из алюминия и его сплавов, применяемых в машиностроении, в частности, в таких как гражданское, дорожное строительство, лифтостроение, судостроение, авиастроение, автомобилестроение, вагоностроение и в других отраслях, где требуются сочетания таких свойств как высокие механические характеристики, достаточная пластичность, легкость, тепловая и звуковая изоляция, коррозионная и термическая стойкость.
Известен способ (принятый в качестве аналога), включающий засыпание алюминиевой порошковой смеси с размером гранул 50-200 мм в оболочку из листовой стали толщиной 0,5-2,0 мм, имеющей в поперечном сечении форму, приближенную к форме листовой заготовки, нагревание алюминиевой порошковой смеси до температуры 500-550°С, горячее компактирование алюминиевой порошковой смеси в оболочке валками диаметром не менее 500 мм, при тех же температурах и линейной скорости валков 0,03-0,3 м/с, до толщины, определяемой из выражения:
H1=(0,8-1,0)⋅[H0⋅p0/p1+(f1+f2)⋅(1-p0/p1)],
где: H1 - толщина материалов вместе с оболочкой на выходе из валков, мм;
Н0 - толщина материала вместе с оболочкой на входе в валки, мм;
р0 - плотность засыпки материала на выходе в валки, г/см3;
р1 - теоретическая плотность материала, г/см3;
f1, f2 - толщины стенок оболочки, контактирующих при обжатии с валками, мм.
При этом для получения листовой заготовки для пеноалюминия перед засыпкой к алюминиевому порошку добавляют 0,5-1,0% мас. порофора TiH2, а гранулы алюминиевого порошка обрабатывают полиметил сил океаном или полиэтил силоксаном (RU №2206430 B22F 3/18 от 20.06.2003 г.).
К недостаткам данного способа можно отнести то, что:
- стальная оболочка является технологической и подлежит удалению после обжатия, создавая значительно дорогие отходы производства;
- отсутствует возможность производства плакированных листовых заготовок из алюминиевой порошковой смеси, в том числе возможность плакирования различными материалами.
Известен способ (принятый в качестве прототипа) изготовления листовых заготовок из алюминиевой порошковой смеси, включающий: засыпание алюминиевой порошковой смеси с размерами гранул 50-200 мкм в оболочку из листовой стали толщиной 0,5-2,0 мм, имеющей в поперечном сечении форму, приближенную к форме листовой заготовки; нагревание алюминиевой порошковой смеси в оболочке до температуры 500-550°С; горячее компактирование алюминиевой порошковой смеси в оболочке рабочими валками диаметром не менее 500 мм при тех же температурах и линейной скорости валков 0,03-0,3 м/с, отличающийся тем, что горячее компактирование алюминиевой порошковой смеси в оболочке производят на нагретой до температуры алюминиевой порошковой смеси в оболочке, на прямоугольной плите, проходящей под верхним рабочим валком, с образованием прямоугольного калибра, причем, в случае наличия на плите боковых стенок с образованием прямоугольного ручья, порошковая алюминиевая смесь может предварительно нагреваться до температуры 500-550°С и засыпаться непосредственно в прямоугольный ручей плиты, нагретой до температуры алюминиевой алюминиевой порошковой смеси с предварительной установкой с передней и задней сторон алюминиевой порошковой смеси алюминиевых вкладышей (RU №2426624 Патент от 20.08.2011).
К недостаткам данного способа можно отнести следующее:
- вкладыши для удержания порошковой смеси на плите от продольного ее смещения являются как и оболочка технологическими и подлежат удалению после обжатия, создавая значительные отходы производства;
- сложность использования способа при поточной линии производства компактированной алюминиевой смеси без оболочки, так как при наличие калибра на плите затрудняется ее извлечение из плиты после завершения компактирования, а при калибре на валке неизбежен оков валка за счет трения между боковыми внутренними сторонами калибра и компактированной алюминиевой смесью;
- алюминиевые вкладыши при температуре плиты 500-550°С произведут заалюминивание ее поверхности, недопустимое для следующей прокатки на ней без механической ее очистки.
Технической задачей предлагаемого изобретения является получение качественной листовой продукции из пеноалюминия при равномерных механических характеристиках по ширине и по длине и снижение себестоимости указанной продукции путем повышения выхода годного и меньших затрат производства за счет исключения из процесса дорогих и сложных технологических операций и средств.
Технический результат достигается тем, что в очаг компактирования между верхним рабочим валком и плоской поверхностью плиты горячая порошковая смесь алюминиевого сплава с порофором (типа TiH2) поступает на поверхность двигающейся плиты уплотненной до 5% и замкнутой сверху стационарной крышкой-проводкой, исполненной с наклонной рабочей плоскостью, обеспечивающей проход под ней при угле входа до 0,5° на 85% ее длины как проводки, а по периметру замкнутой двигающимися вкладышами, из которых поперечные опускающиеся прямопропорционально изменению высоты контактирующей с ними горячей порошковой смеси алюминиевого сплава с порофором в процессах уплотнения и компактирования, и до дна штампа после их завершения, а продольные раздвигающиеся на 5-10 мм, после завершения компактирования горячей порошковой смеси.
Результат изготовления листовых изделий пеноалюминия из компактированных заготовок предлагаемым способом позволяет:
- снизить затраты на электроэнергию использованием для компактирования горячей порошковой смеси температуру конца распыления порошка алюминиевого сплава;
- повысить равномерность механических свойств по длине готовой листовой продукции минимизацией типового явления прокатки порошков как «выпор» посредством применения рабочего валка диаметром более 1100 мм, уплотнения горячей порошковой смеси перед входом в очаг компактирования и повышенной стойкостью плиты;
- производить новую продукцию как биметалл пеноалюминия с металлическими листами и плитами и армированный пеноалюминий;
- обеспечивает пожаро- и взрывобезопасность производства благодаря осуществлению операций с горячей порошковой смесью в герметично замкнутых условиях;
- обеспечивает возможность реализации процесса производства пеноалюминиевой продукции в автоматизированном поточном режиме.
Предлагаемый способ поясняется графически, где на:
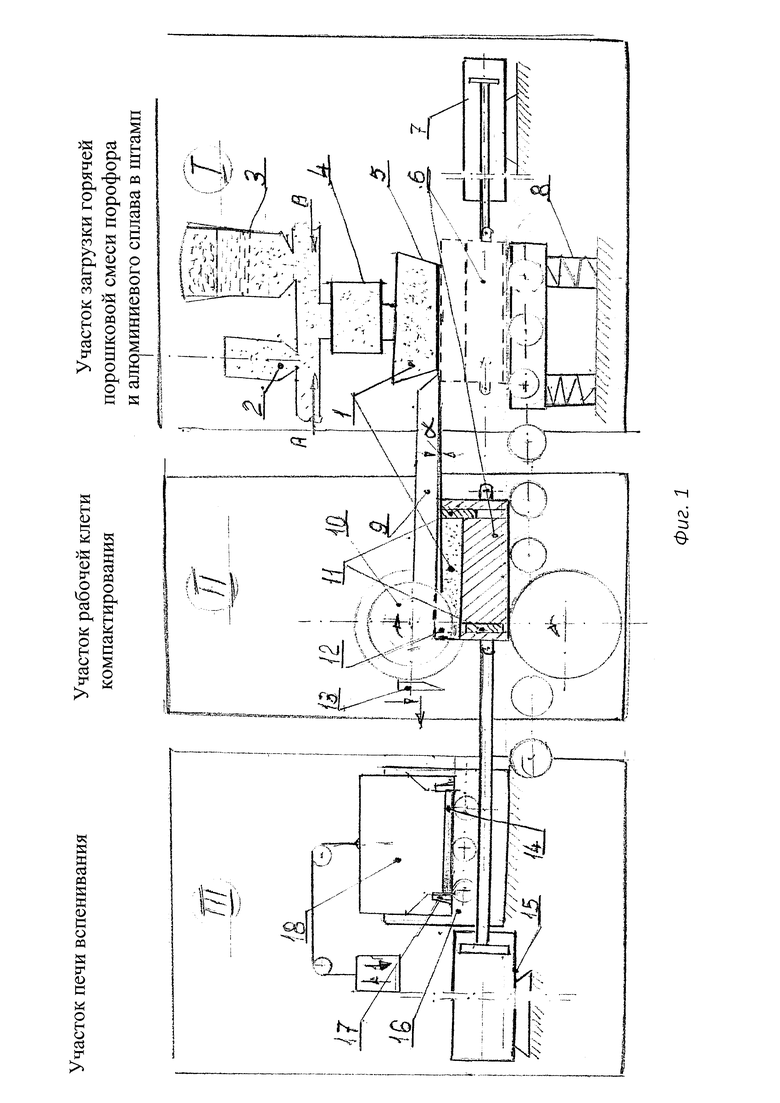
фиг. 1 показана схема реализации способа,
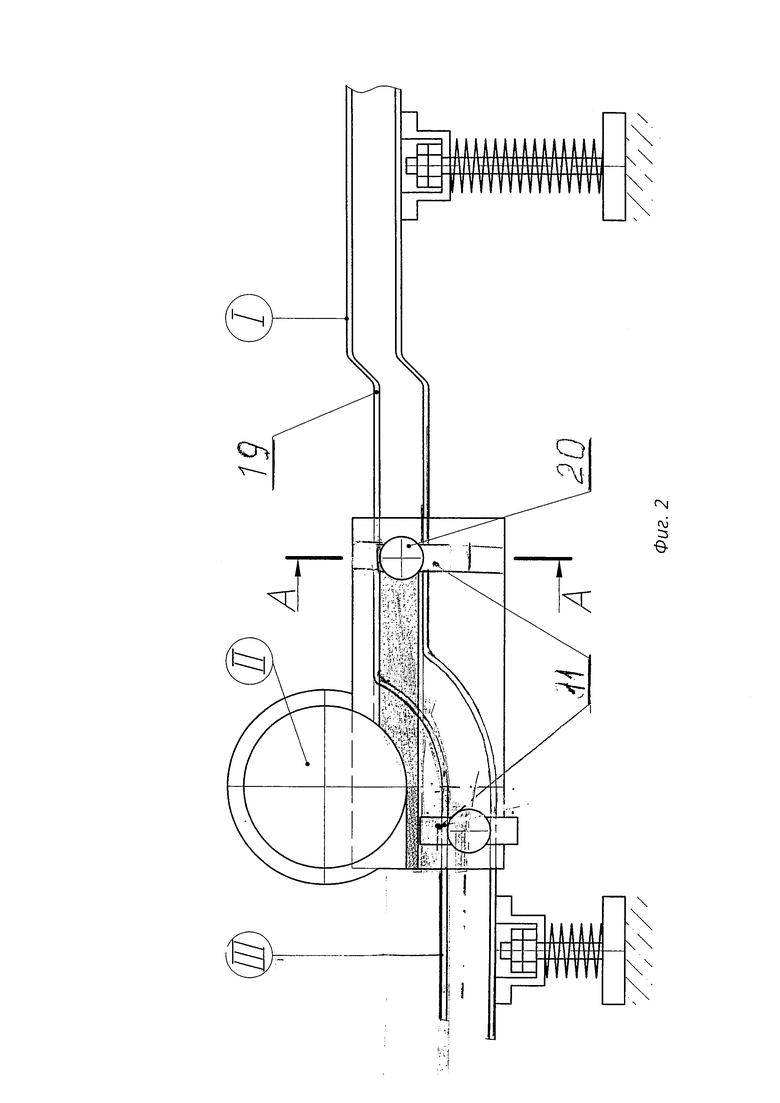
фиг. 2 показана схема копира, управляющего вертикальными перемещениями поперечных вкладышей плиты,
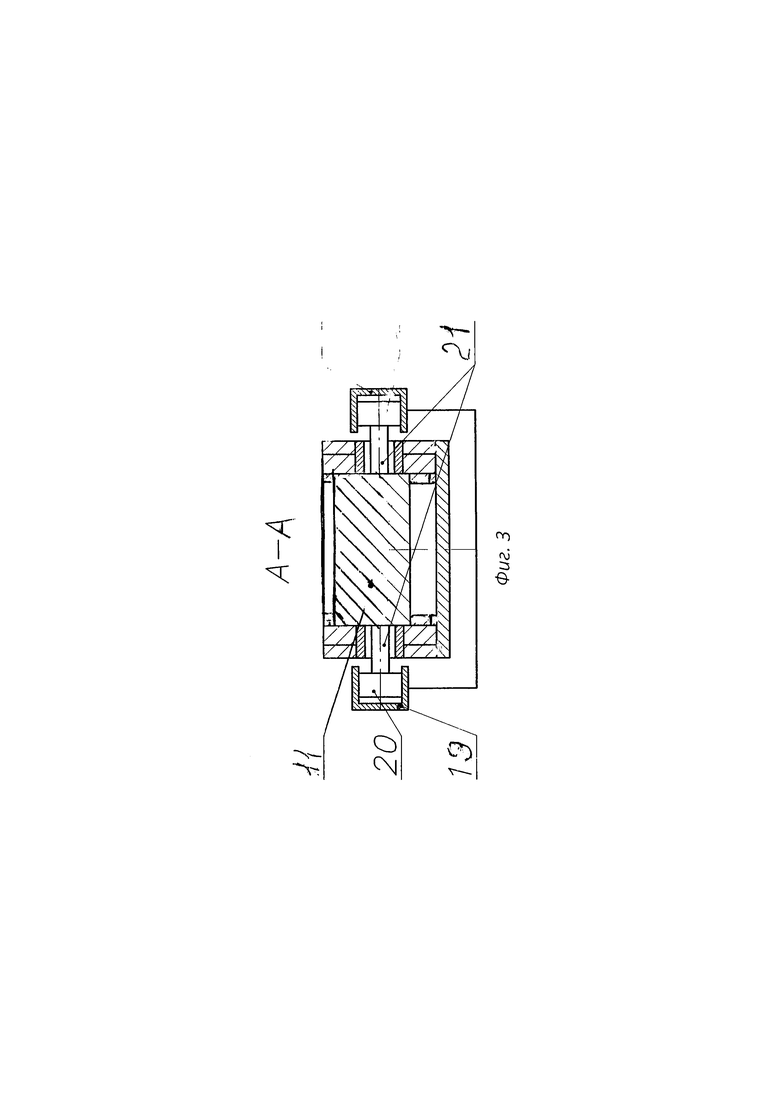
фиг. 3 показано взаимодействие между копиром и следящими роликами поперечных вкладышей, установленными на концевых участках осей, вынесенных за боковины плиты.
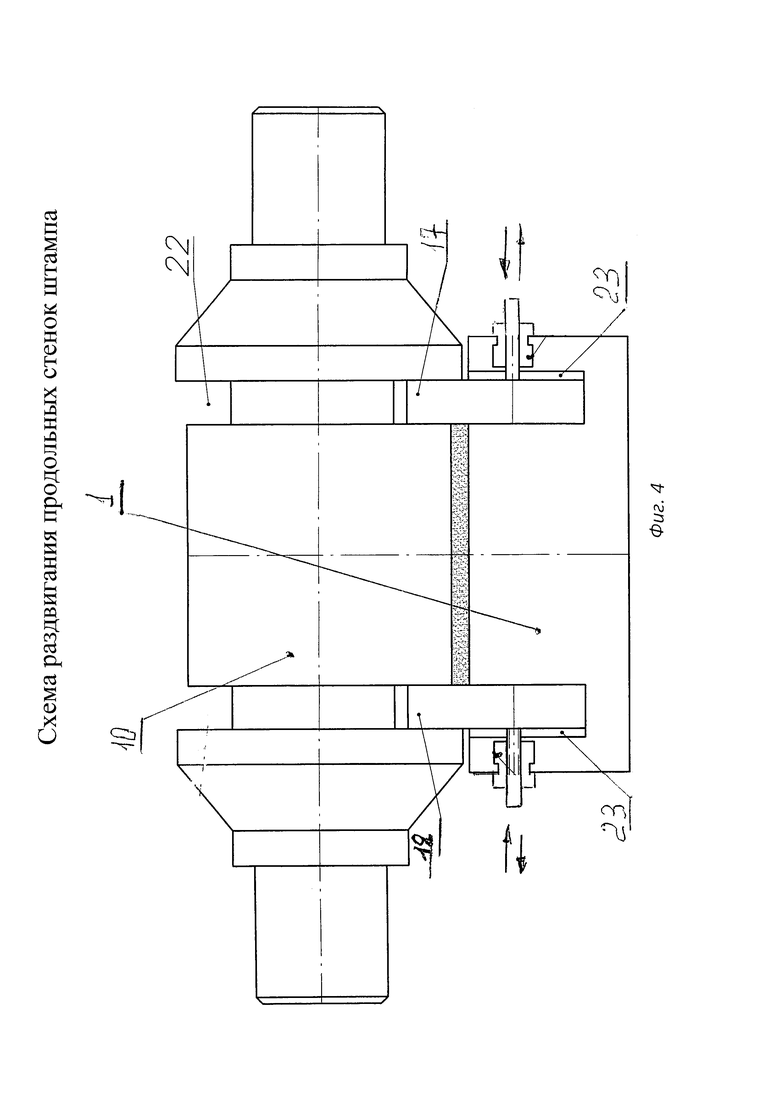
фиг. 4 дана схема раздвигания продольных стенок штампа.
Согласно фигурам 1, 2, 4 реализация способа обеспечивается взаимодействием трех участков:
I - участок загрузки горячей порошковой смеси порофора и алюминиевого сплава на плиту.
II - участок рабочей клети компактирования.
III - участок печи вспенивания.
На участке I температура для компактирования горячей порошковой смеси (1) порофора и порошка алюминиевого сплава 500-550°С обеспечивается посредством охлаждающего воздействия воздушно-вихревых потоков А и В с температурой воздуха 400°С, принимающих во времени дозированные объемы: А - не нагретый порофор из дозатора (2), а В - порошок алюминиевого сплава, выходящего из распылителя комбинированной рециркуляционной установки (типа КРУВС-1-400 конструкции ЦНИИЧЕРМЕТ) с температурой 580°С (3).
Каналы воздушно-вихревых потоков выполняются идентичными по техническим показателям, и подают в планетарный смеситель (4) порошок порофора и горячий порошок алюминиевого сплава сближенными с противоположных сторон встречными кружильными и линейными движения, способствуя ускоренному и равномерному смешиванию порошков.
Полученная таким образом горячая порошковая смесь дозатором (5) задается в полость плиты (6), ограниченную вкладышами (12) при их нахождении в крайних верхних положениях, когда их верхние торцы находятся на одном уровне.
Подача плиты на загрузку горячей порошковой смесью и к рабочей клети производится транспортным гидроприводом меньшей мощности, но повышенной скорости до 1,0 м/с для оперативного выполнения вспомогательных работ процесса компактирования (7).
Засыпка горячей порошковой смеси на поверхность плиты совмещается с вибрационным воздействием (8), ускоряющим выравнивание горячей порошковой смеси по поверхности и ее уплотнение.
Планетарный смеситель и дозатор горячей порошковой смеси выполняется с отдушинами для выхода воздуха. Пожарная и экологическая безопасность обеспечивается исключением операций с открытой горячей порошковой смесью и наличием отсосов в местах выхода воздуха и уплотнений между стационарными и двигающимися элементами.
Передача порошковой смеси на плите из участка I на участок II производится под стационарной крышкой-проводкой (9), исполненной с углом входа под нее а до 0,5° на 85% ее длины, что обеспечивает уплотнение горячей порошковой смеси до 5% при подходе к очагу компактирования. Этим, совместно с вибрационным уплотнением, диаметром рабочего валка не менее 1100 мм и повышенной до 2% скоростью плиты, минимизируется отрицательное воздействие на качество готового пеноалюминия типового явления порошковой прокатки как «выпор» (выдавливание порошка из очага деформации). Повышаются равномерности структурного образования, механических характеристик и эффективности вспенивания.
Компактирование горячей порошковой смеси производится при степени обжатия верхним рабочим валком (10) до 75% за один проход при скорости движения плиты до 0,3 м/с. Наибольшая скорость реализуется при производстве листов пеноалюминия меньших толщин.
Компактирование замкнутого объема горячей порошковой смеси алюминиевого сплава с порофором между верхним рабочим валком (10) и гладкой плоскостью плиты, при наличии опускающихся прямопропорционально изменению ее высоты поперечных вкладышей (11), а до дна штампа после завершения компактирования, и продольных вкладышей (12), раздвигающихся на 5-10 мм после окончания компактирования, не требует операций по обрези сторон и обеспечивает стабильный технологический процесс. Малая теплоотдача рабочему валку и плите за счет их нагрева до температуры 350°С и значительный разогрев до 10-15°С в ходе компактирования с высокой степенью обжатия обеспечивает выход компактированной горячей смеси порошков алюминиевых сплавов с порофором (прокурсора) и передачу его на участок вспенивания III посредством толкателя (13) при температуре не менее 400°С.
К приемному столу участка прокурсор (14) на плите подводится силовым гидроприводом (15). С приемного стола он вводится в печь вспенивания (16).
В печи вспенивания прокурсор помещается в форму (17) и зажимается перемещающимся сводом (18) с усилием, составляющим не более 10% от усилия вспенивания, что обеспечивает безотходное производство готового изделия из пеноалюминия.
При производстве биметаллического листового изделия на плиту перед засыпкой горячей порошковой смеси алюминиевого сплава с порофором помещается предварительно плакированный с верхней поверхности лист или плита заданной толщины и площадью, идентичной рабочей поверхности плиты. Верхняя сторона этого листа или плиты предварительно плакируется алюминием толщиной 0,01-0,015 мм. Габаритные размеры листовой готовой продукции: толщиной 20-100 мм, шириной до 1500 мм и длиной до 2500 мм. Заданная толщина готовой продукции обеспечивается регулированиями уровней рабочего валка, плоскости плиты, копира, управляющего вертикальными перемещениями поперечных стенок, и приемного стола участка печи вспенивания.
При производстве армированных листовых изделий из пеноалюминия на рабочую поверхность плиты перед засыпкой горячей порошковой смеси алюминиевого сплава с порофором размещается металлическая арматура сеточного типа либо фрезерованная с ребрами жесткости высотой не более высоты производимого прокурсора.
На фиг. 2 представлена схема копира (19), управляющего вертикальными перемещениями поперечных вкладышей (11) на трех участках схемы реализации способа: на I - ом, в процессе засыпки нагретой порошковой смесью, они находятся в крайнем верхнем положении и верхними торцами на уровне с продольными вкладышами, а в процессе входа в стационарную крышку-проводку плиты опускаются, выдерживая верхний уровень торцов на высоте нагретой порошковой смеси алюминиевого сплава с порофором.
На II-ом участке схемы реализации способа поперечные вкладыши утапливаются прямопропорционально изменению высоты сечений очага деформации, что сохраняет их уплотняющее воздействие в начальный период обжатия.
На III-ем участке поперечные вкладыши занимают нижнее положение, обеспечивая передачу прокурсора с плиты сталкиванием на приемный стол печи вспенивания.
В фиг. 3 показано взаимодействие между копиром из двух жестко связанных между собой направляющих (19) и следящими роликами (20), установленными на концевых участках осей (21), жестко соединенных с боковыми поверхностями поперечных вкладышей (11) и вынесенных за боковины плиты.
На фиг. 4 дана схема раздвигания продольных вкладышей плиты, а также использование их для производства деформации в закрытом калибре, созданном рабочим валком (10) и плитой (1).
В рабочем состоянии продольные вкладыши (12) плиты (1) (см. фиг. 1) плотно входят в расточки (22) рабочего валка и с внешним зазором 5-10 мм в продольные прорези плиты (23). После выхода плиты из рабочих валков продольные вкладыши плиты раздвигаются в пределах зазоров (23), обеспечивая толкателю (13) (см. фиг. 1) свободный съем прокурсора с плиты с передачей на участок вспенивания. Подогрев прокурсора в печи вспенивания производится ускоренным методом при контакте его плоскостей с нагретыми до 580-600°С внутренними плоскостями свода и пода. Под печи вспенивания выполняется с выдвижной рамой, с формой внутренней полости, приближенной к периметру прокурсора, которая выдвигается, и охватывает со всех четырех сторон поданный на под прокурсор в период всего процесса вспенивания, а после его завершения опускается, обеспечивая свободное извлечение готового листа пеноалюминия или его биметалла из печи вспенивания.
Экологическая чистота способа обеспечивается герметизацией процессов передачи горячей порошковой смеси: на всех операциях до рабочей клети, а также в ходе компактирования в замкнутой полости на двигающейся плите.
Экономическим достоинством способа является возможность использования исходным сырьем отходов алюминиевого производства, стоимость которых в два раза дешевле самого алюминия.
Кроме этого исключаются: нагрев порошковой смеси с порофором и обрезь в технологическом процессе, а на предприятиях с крупным алюминиевом производством рентабельность дополнительно обеспечивается упрощением утилизации отходов, так как не требуется их сортировка по маркам и транспортировка.
В целом, ожидаемая стоимость продукции предлагаемого способа составит не менее 30% себестоимости в принятом аналоге.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2009 |
|
RU2412021C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОЙ ПОРОШКОВОЙ СМЕСИ | 2009 |
|
RU2426624C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛИТ ПЕНОАЛЮМИНИЯ УВЕЛИЧЕННОЙ ДЛИНЫ | 2009 |
|
RU2404020C1 |
| СПОСОБ СМЕШИВАНИЯ ГОРЯЧЕГО ПОРОШКА АЛЮМИНИЕВОГО СПЛАВА С ПОРОФОРОМ | 2019 |
|
RU2710697C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАНЕЛЕЙ ИЗ ПЕНОАЛЮМИНИЯ | 2012 |
|
RU2479383C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ СЛОИСТОГО КОМПОЗИТА НА ОСНОВЕ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2444416C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ ПЛИТ ИЗ ПЕНОАЛЮМИНИЯ | 2008 |
|
RU2393061C1 |
Изобретение относится к порошковой металлургии, в частности к изготовлению листового пеноалюминия. Может применяться в машиностроении, в частности гражданское, дорожное строительство, авиастроение, автомобилестроение, вагоностроение. Способ изготовления листовых изделий из пеноалюминия, включающий засыпку порошковой смеси, нагрев порошковой смеси до температуры 500-550°С и горячее компактирование порошковой смеси на прямоугольной плите, проходящей под верхним рабочим валком с образованием калибра, отличающийся тем, что готовят порошковую смесь, содержащую алюминиевый сплав и порофор, с размерами гранул 50-200 мкм и нагретой до 500-550°С, засыпают в прямоугольный ручей нагретой до температуры алюминиевой порошковой смеси плиты, который образован установленными на плите продольными и поперечными вкладышами. Замкнутость компактируемого объема обеспечивают по периметру посредством двигающихся боковых вкладышей, а сверху стационарной крышкой-проводкой, выполненной с наклонной рабочей плоскостью, обеспечивающей на 85% ее начальной длины, прохождение и уплотнение под ней горячей порошковой смеси при угле входа до 0,5°. Поперечные вкладыши опускают в процессе уплотнения и компактирования прямо пропорционально изменению высоты контактирующей с ними горячей порошковой смеси и до плоскости плиты, а продольные вкладыши раздвигают на 5-10 мм после завершения компактирования. Обеспечивается повышение равномерности структурных и механических свойств, пожаро- и взрывобезопасность производства. 9 з.п. ф-лы, 4 ил.
1. Способ изготовления листовых изделий из пеноалюминия, включающий засыпку порошковой смеси с размерами гранул 50-200 мкм, нагрев порошковой смеси до температуры 500-550°С и горячее компактирование порошковой смеси на прямоугольной плите, проходящей под верхним рабочим валком с образованием калибра, отличающийся тем, что готовят порошковую смесь, содержащую алюминиевый сплав и порофор, полученную смесь засыпают в прямоугольный ручей нагретой до температуры алюминиевой порошковой смеси плиты, образованный установленными на плите продольными и поперечными вкладышами, обеспечивают замкнутость компактируемого объема горячей порошковой смеси алюминиевого сплава и порофора на поверхности плиты по периметру посредством двигающихся боковых вкладышей, а сверху стационарной крышкой-проводкой, выполненной с наклонной рабочей плоскостью, обеспечивающей на 85% ее начальной длины, прохождение и уплотнение под ней горячей порошковой смеси при угле входа до 0,5°, при этом поперечные вкладыши опускают в процессе уплотнения и компактирования прямо пропорционально изменению высоты контактирующей с ними горячей порошковой смеси и до плоскости плиты, а продольные вкладыши раздвигают на 5-10 мм после завершения компактирования.
2. Способ по п.1, отличающийся тем, что температуру компактирования горячей порошковой смеси алюминиевого сплава с порофором 500-550°С обеспечивают посредством смешивания порошка алюминиевого сплава, выходящего из распылительной рециркуляционной установки с температурой 580°С, и холодного порофора типа TiH2 воздушно-вихревыми потоками с температурой воздуха 400°С.
3. Способ по п.2, отличающийся тем, что для смешивания горячий порошок алюминиевого сплава и порофор подают двумя идентичными по форме и техническим характеристикам встречными по кружению и линейным движениям воздушно-вихревыми потоками с дозированными объемами порошков во времени, причем один - от дозатора порофора, а второй - от распылительной комбинированной рециркуляционной установки.
4. Способ по п.1, отличающийся тем, что рабочий валок, плиту и стационарную крышку-проводку нагревают до 350°С.
5. Способ по п.1, отличающийся тем, что плиту выполняют с силовым гидроприводом процесса компактирования, расположенным со стороны выхода, и транспортным гидроприводом на входе рабочей клети.
6. Способ по п.5, отличающийся тем, что компактирование горячей порошковой смеси алюминиевого сплава с порофором проводят со скоростью силового гидропривода, превышающей линейную скорость рабочего валка до 2%.
7. Способ по п.1, отличающийся тем, что компактированную порошковую смесь алюминиевого сплава с порофором вспенивают в закрытой по периметру форме с внутренней полостью, приближенной к форме готового листового изделия, и при равномерном по площади зажатии с усилием не более 5% от усилия вспенивания между подом и двигающимся сводом нагретой печи с температурой 680°С.
8. Способ по п. 1, отличающийся тем, что обеспечивают производство биметаллических изделий из компактированной порошковой смеси с металлическими полосами, листами и плитами, предварительно размещенными на рабочей поверхности плиты, и имеющими плакированную поверхность алюминием толщиной 0,01-0,15 мм по всей площади соединения.
9. Способ по п. 1, отличающийся тем, что осуществляют армирование листовых изделий из компактированной порошковой смеси предварительным размещением на плите сеточной или фрезерованной арматуры.
10. Способ по п. 1, отличающийся тем, что обеспечивают производство в закрытой форме армированных профилей уголков, швеллеров и кругов передачей на вспенивание предварительно сформованного в уголок, швеллер или круг горячего прекурсора.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОЙ ПОРОШКОВОЙ СМЕСИ | 2009 |
|
RU2426624C1 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2138367C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2444417C1 |
| ПНЕВМАТИЧЕСКИЙ ВЫСЕВАЮЩИЙ АППАРАТ | 2009 |
|
RU2415542C1 |
| US 8968641 B2, 03.03.2015. | |||

