Изобретение относится к порошковой металлургии и может быть использовано при изготовлении материалов в виде плит пеноалюминия увеличенной длины, требуемых в машиностроении, например в гражданском и производственном строительстве, авиации, судостроении, атомном машиностроении и других отраслях, где необходимы такие свойства, как легкость, плавучесть, негорючесть, жаростойкость и звуковая изоляция.
Известен способ получения пористых полуфабрикатов и готовых изделий из порошков алюминиевых сплавов, где смешивают порошки алюминиевых сплавов с порофорами с температурой разложения, превышающей температуру солидус-ликвидуса порошка алюминиевого сплава. Засыпают полученную смесь в емкость из алюминиевого сплава, нагревают емкость со смесью порошков. Затем осуществляют горячее прессование, повторный нагрев, горячую деформацию прессованной заготовки, ее охлаждение и последующую высокотемпературную обработку в форме, повторное охлаждение, при этом смесь порошков алюминиевых сплавов с порофорами предварительно уплотняют. Нагрев емкости с уплотненной смесью порошков перед горячим прессованием и нагрев прессованной заготовки перед горячей деформацией осуществляют до температуры солидуса самой легкой составляющей алюминиевого сплава. Высокотемпературную термообработку ведут, подвергая заготовку всестороннему равномерному нагреву до температуры на 40-70°C выше температуры фазового перехода твердое - жидкое. Кроме того, горячую деформацию прессованной заготовки осуществляют прокаткой, придавая ей форму листа, а перед высокотемпературной термообработкой ее нагревают до 350-450°C и выдерживают при этой температуре с последующим приданием ей формы готового изделия (см. например патент RU 2154548 от 2000.08.20).
В способе особое внимание необходимо обратить на вариант, где емкость со смесью порошка подвергают горячему прессованию с последующей прокаткой, придавая ей форму листа.
Недостатком этого способа, помимо затрачивания энергозатрат на дополнительный нагрев, является невозможность производства плит пеноалюминия большой длины (до 2500 мм и более) из-за сложности осуществления прессования заготовок больших габаритов и отсутствия в настоящее время мощного прокатного оборудования при производстве прокатной заготовки требуемой толщины для необходимого последующего этапа высокотемпературной обработки (вспенивания).
Известен способ получения слоистых плит из алюминиевых сплавов, включающий предварительную очистку контактирующих поверхностей заготовок, сборку пакета с размещением плакирующих пластин из сплава алюминия между поверхностями заготовок, его нагрев и последующую прокатку, где при сборке пакета дополнительно размещают плакирующие пластины из сплава алюминия на внешних поверхностях заготовок, а прокатку проводят вначале при отношении длины дуги захвата (L) к текущей толщине раската (H) в пределах 0,1-0,3 при относительных обжатиях (ε) за проход 1,0-3,0%, а затем при отношении L/H в пределах 0,3-2,5 и ε от 3,0 до 25,0% (см. например патент RU 2283211 от 2006.06.10). Способ позволяет получать толстые слоистые плиты с соединением металла между слоями.
Недостатками способа являются высокие энергозатраты на дополнительные прокатку и нагрев металла, кроме того, места соединения слоев имеют более низкую прочность, чем непосредственно металл слоев, например пеноалюминия.
Технический результат, для осуществления которого создан способ, состоит в повышении прочности в местах соединения плит пеноалюминия и качества мест соединения в целом.
Технический результат достигается путем исключения дополнительных энергозатрат ввиду того, что:
- повышается адгезионная активность между соединяемыми плитами пеноалюминия вследствие того, что в качестве порошковой прослойки применяется смесь гранул алюминия с порофором и процесс адгезии происходит в ходе нагрева до температуры производства пеноалюминия;
- фиксация от перемещений собранных плит и скорость нагрева 150 - 300°C/мин приводит к тому, что в этих условиях выделяющийся водород с одной стороны создает достаточное давление для образования пор, а с другой стороны еще не успевает раствориться в расплаве, что создает значимое давление между торцами соединяемых плит пеноалюминия.
За счет выполнения порошковой прослойки из гранул не менее 200 мкм, при соизмеримой толщине самой прослойки, в ходе вспенивания обеспечивается одновременное проникновение гранул как в ячейки поверхности торца одной плиты пеноалюминия, так и в ячейки соприкасающейся с ней другой поверхности торца плиты пеноалюминия.
Выполнение порошковой прослойки из гранул малых размеров, особенно при наличии порошковой пыли, ухудшает качество соединения листовых заготовок.
В результате содержания в порошковой прослойке повышенного содержания порофора (как правило, на 50% по отношению к его содержанию в порошковой смеси для производства исходных листовых заготовок) позволяет получать более плотные, а следовательно, и более прочные места соединения листовых заготовок.
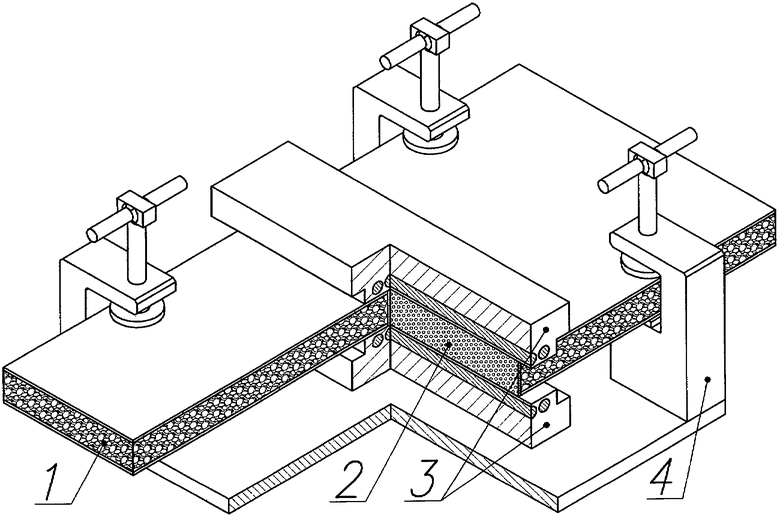
Предлагаемый способ получения плит пеноалюминия увеличенной длины приведен на чертеже, где: показаны собранные и зафиксированные плиты с порошковой прослойкой между торцами и наложенными высокотемпературными локальными ТЭН-ами.
Плиты из пеноалюминия 1 созданы с помощью порошковой прослойки 2, высокотемпературных локальных ТЭН-ов 3, устройства для фиксации от перемещений собранных плит 4.
Способ реализуется следующим образом.
Торцы плит из пеноалюминия 1, полученных горячей прокаткой порошковой смеси алюминиевых сплавов с порофором типа TiH2 в листовую заготовку с последующим вспениванием и возможным формированием многослойной плакированной структуры, подвергаются поверхностной зачистке и собираются последовательно встык. При этом между ближайшими торцами плит из пеноалюминия 1 выполняется порошковая прослойка 2 из смеси исходного для плиты из пеноалюминия порошка с содержанием порофора TiH2 в объеме 2,0-3,0% от общей массы. Собранные встык плиты пеноалюминия 1 фиксируются от перемещений зажимным устройством 4. Затем производится локальный нагрев места стыка высокотемпературными ТЭН-ами 3 до температуры, обеспечивающей проведение процесса вспенивания порошковой прослойки 2 по всей толщине.
Предложенный способ получения плит пеноалюминия позволяет:
- получить плиту пеноалюминия увеличенной длины с толщиной прослойки, сравнимой с толщиной гранул, образующих прослойку (см., например, "Исследование и моделирование пеноалюминия, получаемого из вторичного сырья методом механического легирования", Известия ВУЗОВ, Цветная металлургия №6, 2007 год, стр.60, рис.5), при этом плотностно-прочностные характеристики прослойки сравнимыми с характеристиками основного металла (см., например, Иванов Д.О. "Исследование и разработка пеноалюминия, получаемого методом механического легирования из вторичного сырья", автореферат диссертации на соискание ученой степени кандидата технических наук, Москва, 2008 год., стр.18, рис.8, стр.19, табл.1) при обеспечении толщины пакета 50-100 мм и выше.
Таким образом, предлагаемый способ, в котором в качестве порошковой прослойки применяют смесь алюминиевого порошка с порофором, а высокотемпературную термообработку производства плит из пеноалюминия увеличенной длины проводят при фиксировании от взаимных перемещений собранных плит, при этом прослойка выполняется из алюминиевого порошка в виде гранул величиной не менее 200 мкм и содержанием порофора TiH2 2,0-3,0% от общей массы, а термообработка на первом этапе производится со скоростью 150-300°C/мин и позволяет получить:
- равнопрочную плиту увеличенной длины за счет повышенного содержания порофора в порошковой прослойке, выполненной из гранул не менее 200 мкм,
- фиксацию от перемещений собранных плит.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ ПЛИТ ИЗ ПЕНОАЛЮМИНИЯ | 2008 |
|
RU2393061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 2019 |
|
RU2710751C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2009 |
|
RU2412021C1 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ЛЕГКОГО ЭНЕРГО- И ЗВУКОПОГЛОЩАЮЩЕГО ТЕПЛОИЗОЛИРУЮЩЕГО МАТЕРИАЛА | 2001 |
|
RU2205726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОЙ ПОРОШКОВОЙ СМЕСИ | 2009 |
|
RU2426624C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2139774C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2121904C1 |
Изобретение относится к порошковой металлургии, в частности к изготовлению плит пеноалюминия. Может использоваться в машиностроении, гражданском и производственном строительство, авиации, судостроении. Плиты из пеноалюминия, полученные горячей прокаткой смеси порошка алюминиевых сплавов с порофором в листовую заготовку с последующим вспениванием, собирают последовательно встык. Между торцами плит размещают порошковую прослойку из смеси алюминиевых гранул с размером не менее 200 мкм и порофора в количестве, на 50% превышающем количество порофора в смеси для производства листовой заготовки. Собранные плиты фиксируют от взаимных перемещений и нагревают место стыка до температуры, обеспечивающей вспенивание порошковой прослойки, со скоростью 150-300°С/мин. Способ позволяет повысить прочность соединения плит и качество мест соединения. 1 з.п. ф-лы, 1 ил.
1. Способ соединения плит из пеноалюминия, включающий предварительную подготовку поверхностей торцов плит из пеноалюминия, полученных горячей прокаткой смеси порошка алюминиевых сплавов с порофором в листовую заготовку с последующим вспениванием, сборку плит последовательно встык, размещение между торцами плит порошковой прослойки из смеси алюминиевых гранул с размером не менее 200 мкм и порофора в количестве, на 50% превышающем количество порофора в смеси для производства листовой заготовки, фиксацию собранных плит от взаимных перемещений и нагрев места стыка до температуры, обеспечивающей вспенивание порошковой прослойки, со скоростью 150-300°С/мин.
2. Способ по п.1, отличающийся тем, что используют порошковую прослойку, содержащую в качестве порофора 2,0-3,0 мас.% TiH2.
| СПОСОБ СОЕДИНЕНИЯ ЗАГОТОВОК ИЗ ПЕНОАЛЮМИНИЯ | 2001 |
|
RU2202454C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ ПЛИТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2283211C1 |
| 2002 |
|
RU2215627C1 | |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1990 |
|
SU1755486A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| CN 101219494 A, 16.07.2008. | |||

