Данное изобретение относится к устройству для изготовления и/или обработки панелей, содержащему устройство, предназначенное для транспортирования панели вдоль пути транспортирования, а также обрабатывающее устройство для обработки панелей во время движения через устройство транспортирования, причем устройство транспортирования имеет множество устройств позиционирования, расположенных последовательно вдоль пути транспортирования на расстоянии друг от друга и содержащих соответственно: верхнее и нижнее прижимные средства, расположенные напротив на расстоянии друг от друга по обеим сторонам плоскости панели, и регулировочное устройство, с помощью которого можно регулировать расстояние между прижимными средствами.
Устройства этого типа известны при изготовлении или обработке панелей и, в общем, содержат вращающиеся верхнюю и нижнюю бесконечные ленты, транспортирующие ветви которых проходят параллельно друг другу на расстоянии. Транспортируемые панели захватываются с фрикционным замыканием между транспортирующими ветвями бесконечных лент и перемещаются в направлении транспортирования. Вдоль пути транспортирования бесконечных лент, как правило, расположены обрабатывающие устройства, подвергающие боковые кромки панелей обработке резанием. В частности, в качестве обрабатывающих устройств используют для этого фрезеровальные инструменты различного вида, выполняющие в продольной стороне или поперечной стороне панели шпунт, а в противоположной продольной стороне - соответствующий гребень. Панели этого вида можно соединять известным соединением "гребень-шпунт", например, для поверхности пола помещения.
Для обработки панелей со стабильным качеством необходимо обеспечивать возможно более точное относительное позиционирование между обрабатывающим устройством и обрабатываемой панелью. В частности, это особенно относится к случаю, когда с помощью обрабатывающего устройства необходимо фрезеровать в продольной стороне или поперечной стороне панели шпунт или гребень, имеющие значение для положения по высоте шпунта или гребня ниже наружной поверхности панелей, для обеспечения наиболее ровной всей наружной поверхности панелей. Поэтому известные устройства прежде указанного типа содержат упомянутые устройства позиционирования с верхним и нижним прижимным средством, а также с регулировочным устройством для регулирования расстояния между прижимными средствами. В зависимости от количества обрабатывающих устройств и длины обрабатываемых панелей требуется соответствующее большое количество устройств позиционирования вдоль устройства транспортирования. Для регулировки расстояния между прижимными средствами соответственно определенного типа панелей все устройства позиционирования устройства транспортирования должны регулироваться по отдельности. Обычные устройства для изготовления панелей, используемые для различных типов панелей с меняющейся толщиной пластины в диапазоне примерно между от 6 до 12 мм, при изменении типа обрабатываемых панелей вызывают вследствие этого чрезмерные издержки на регулирование обслуживающим персоналом, связанные с соответствующими простоями устройства.
Задача предлагаемого изобретения состоит в создании устройства прежде названного вида, с помощью которого сокращаются издержки, связанные с регулировкой устройства при смене обрабатываемых панелей и которое является более экономичным.
Для решения этой задачи в данной заявке предложено устройство прежде названного вида, в котором одновременно приводятся в действие регулировочные устройства, по меньшей мере, двух устройств позиционирования посредством общей приводной компоновки.
Предложенные меры позволяют посредством единственной операции регулировки одновременно регулировать множество устройств позиционирования на желаемое заданное расстояние их соответствующих прижимных средств. При замене обрабатываемых панелей на панели с большей или меньшей толщиной пластины предложенное устройство позволяет, таким образом, существенно сокращать необходимое для обслуживающего персонала технологическое время, необходимое для регулировки устройства, а также сокращать возникающий в процессе регулировки простой устройства. В результате достигается более экономичный производственный процесс.
Если в данном описании и в формуле изобретения используют общие обозначения положения, как, например, "наверху", "внизу", "сбоку" или "друг от друга" и так далее, то эти обозначения относятся к конструкции и компоновке устройства, в котором транспортируют панели, по существу, горизонтально, то есть так, что их наружные поверхности расположены, по существу, в горизонтальной плоскости. Само собой разумеется, к предмету изобретения также должны относиться устройства, в которых панели транспортируют ориентированными иначе, причем вышеназванные обозначения положения относятся в этом случае к наружной поверхности транспортируемых панелей, так же как и подразумеваемая горизонтальная плоскость.
В предпочтительной форме выполнения изобретения приводная компоновка содержит компоновку тяг. Благодаря такой компоновке тяг становится возможным конструктивно простое, однако, надежное механическое соединение регулировочных движений отдельных соответствующих устройств позиционирования. Особенно предпочтительно это проявляется в случае, когда все относящиеся к приводной компоновке регулировочные устройства соединены друг с другом посредством общей тяги, так чтобы в этом случае для нескольких устройств позиционирования требовалась только одна-единственная тяга. В этом случае каждое из регулировочных устройств имеет предпочтительно соединение тяг для соединения в общую тягу. В предпочтительном усовершенствованном варианте формы выполнения, в котором используют компоновку тяг, тяга может представлять собой резьбовой шток, имеющий, по меньшей мере, винтовую резьбу на относящихся к регулировочным устройствам участках, и соединения тяг имеют сопряженную резьбу, входящую в зацепление с резьбовым штоком. Применение резьбового штока во взаимодействии с сопряженной резьбой соединений тяг позволяет преобразовывать регулировочное движение поворота резьбового штока, которое обслуживающий персонал осуществляет простым способом, в поступательное регулировочное движение соответствующих регулировочных устройств. В частности, при этом можно использовать понижающее действие резьбового зацепления, в частности для сокращения необходимого для регулировки расхода энергии и выполнения с высокой точностью регулировки расстояния между прижимными средствами. В соответствии с этими требованиями может быть подобран шаг резьбы.
Для возможности перекрытия компоновкой тяг еще более продолжительной дистанции вдоль пути транспортирования устройства транспортирования или конструктивно простого соединения желаемого количества устройств позиционирования с общей тягой в другой форме выполнения изобретения, кроме того, предлагается, чтобы тяга проходила, по существу, параллельно пути транспортирования и каждое из относящихся к приводной компоновке регулировочных устройств имело бы устройство преобразования движения, преобразующее, по существу, параллельное пути транспортирования движение перемещения соединения тяг в ортогональное к плоскости панели движение регулировки для перемещения, по меньшей мере, одного из прижимных средств.
В другой форме выполнения изобретения может быть предусмотрено, что, по меньшей мере, в одном из относящихся к приводной компоновке регулировочных устройств каждое из обоих прижимных средств имеет собственное регулировочное средство, причем оба регулировочных средства приводятся в действие независимо друг от друга. При таком выполнении устройства можно подгонять с толщиной пластины определенного типа панелей не только расстояние между прижимными средствами, но и изменять абсолютную высоту панели, позиционированной устройствами позиционирования относительно себя, то есть вертикальное положение панели относительно обрабатывающего устройства.
Если каждое из обоих прижимных средств имеет собственное регулировочное средство, то может быть предусмотрено, что только одно из обоих регулировочных средств приводится в действие посредством общей тяги. Таким образом, общую приводную компоновку можно использовать, к примеру, для того, чтобы регулировать положение верхнего прижимного средства по отношению к подгонке к желаемому типу панелей с определенной толщиной пластины, в то время как нижнее прижимное средство можно регулировать для проводимого реже изменения вертикального положения панели отдельно для каждого устройства позиционирования. Тем не менее, в качестве альтернативы посредством общей приводной компоновки может также регулироваться только нижнее регулировочное средство, или общая приводная компоновка выполнена для одновременного перемещения обоих прижимных средств.
В предпочтительном варианте каждая из вышеназванных форм выполнения может быть выполнена таким образом, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, кроме того, отдельное юстировочное устройство, с помощью которого можно юстировать расстояние между прижимными средствами этого регулировочного устройства независимо от расстояний между прижимными средствами других регулировочных устройств. Таким образом, становится возможным соответствующим образом выравнивать появляющиеся вследствие производственных допусков или вследствие износа различия между относящимися к общей приводной компоновке устройствами позиционирования. Кроме того, нельзя исключать определенные различия между эксплуатационными свойствами соответствующих устройств преобразования движения устройств позиционирования, а также между отдельными соединениями тяг устройств позиционирования, так что в этом случае также может использоваться предпочтительно упомянутое отдельное юстировочное устройство, предпочтительно для улучшения точности позиционирования устройства.
Названные отдельные юстировочные устройства могут быть выполнены конструктивно проще, тем не менее, очень надежно так, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, по существу, перемещающуюся ортогонально к плоскости панели первую каретку, соединенную с устройством преобразования движения, и имеет, по существу, перемещающуюся ортогонально к плоскости панели вторую каретку, с которой соединено или образовано, по меньшей мере, одно из прижимных средств, причем посредством отдельного котировочного устройства можно регулировать расстояние между первой кареткой и второй кареткой в ортогональном к плоскости панели направлении.
В следующей форме выполнения изобретения предлагается, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, кроме того, устройство предварительного зажима, в частности компоновку пружин, посредством которого верхнее или/и нижнее прижимное средство можно предварительно эластично зажимать в направлении уменьшения расстояния между прижимными средствами с определенным усилием предварительного зажима, причем в этом случае усилие предварительного зажима устройства предварительного зажима можно регулировать посредством регулировочного устройства предварительного зажима регулировочного устройства. В этой форме выполнения транспортируемую и позиционируемую панель можно фиксировать с определенным усилием предварительного зажима с фрикционным замыканием между прижимными средствами, причем усилие предварительного зажима можно подгонять при необходимости к различным типам панелей или к желаемой точности позиционирования.
Относительно технической реализации описанных выше форм выполнения имеется, в частности, в виду, что устройство преобразования движения, или/и при необходимости отдельное котировочное устройство, или/и при необходимости регулировочное устройство предварительного зажима содержит кулачково-распределительный механизм, в частности механизм перемещения клиньев или кулисный механизм. Такие кулачково-распределительные механизмы работают особенно надежно, и их можно без проблем рассчитывать и изготавливать согласно предъявленным требованиям в отношении передачи усилия и направления движения.
Далее приводится более подробное описание предпочтительной формы выполнения данного изобретения со ссылкой на приложенные чертежи.
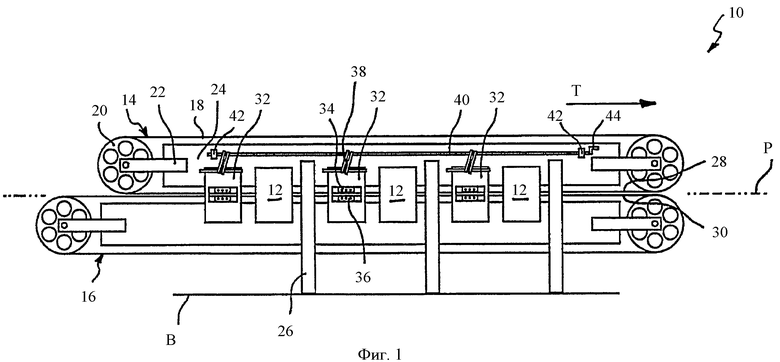
Фиг.1. Предложенное устройство согласно первой форме выполнения, вид сбоку.
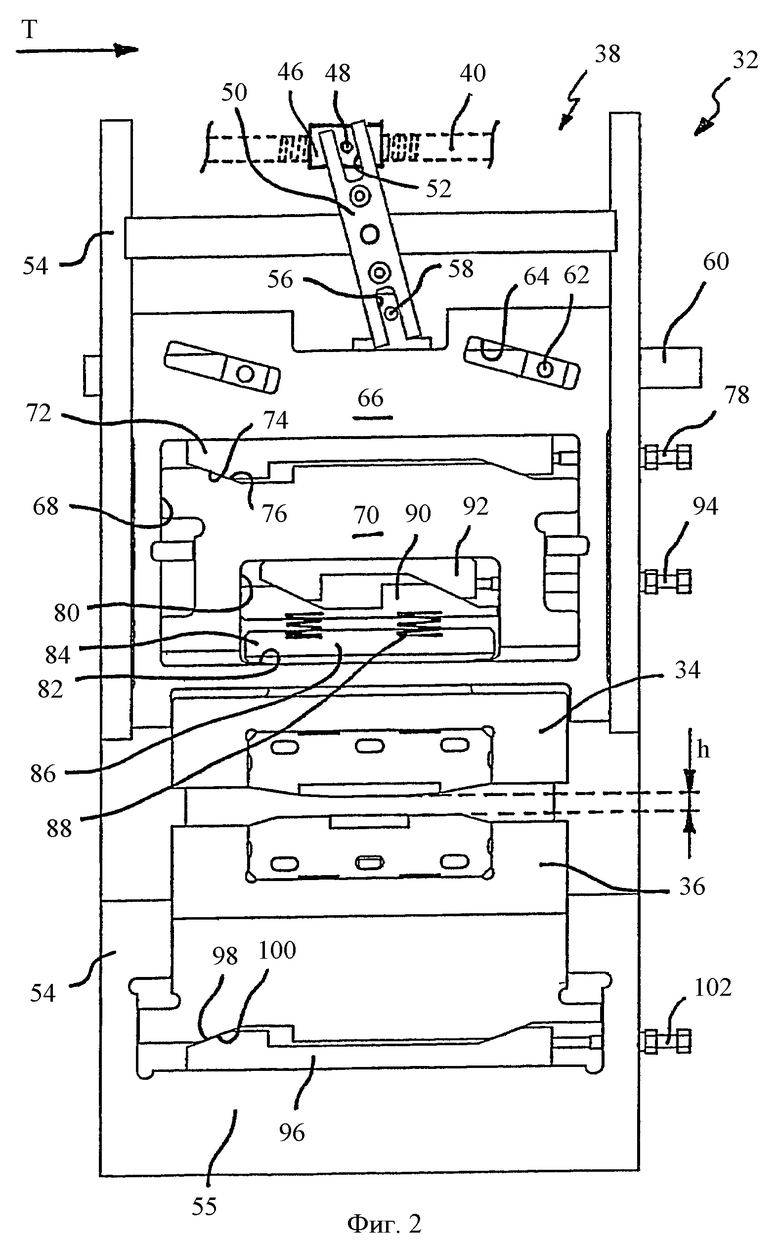
Фиг.2. Устройство позиционирования показанного на фиг.1 устройства транспортирования, вид спереди.
Фиг.3. Устройство позиционирования, показанное на фиг.2, вид сзади.
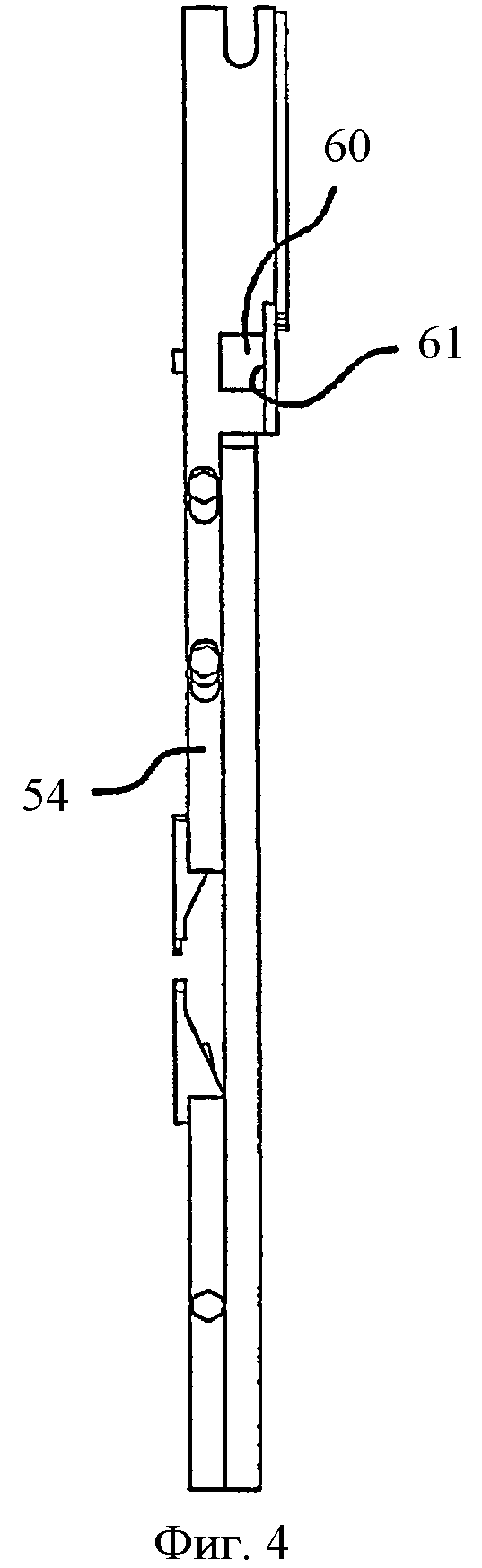
Фиг.4. Устройство позиционирования, показанное на фиг.2, вид сбоку.
На фиг.1 показано устройство 10 для обработки панелей. В качестве обрабатывающих устройств устройство 10 содержит три фрезеровальных инструмента 12, схематически показанных на фиг.1 прямоугольниками. Посредством фрезеровальных инструментов 12 панели должны обрабатываться таким образом, что в одной из их продольных сторон образовывается шпунт, а в их противоположных продольных сторонах - соответствующий геометрии шпунта гребень.
Для подведения обрабатываемых панелей к фрезеровальным инструментам 12 устройство 10 имеет устройство транспортирования с верхней транспортерной лентой 14 и нижней транспортерной лентой 16. Обе транспортерные ленты 14, 16 имеют соответственно бесконечный ремень 18, вращающийся соответственно вокруг расположенных в концах транспортерных лент 14, 16 направляющих роликов 20. Посредством креплений 22 каждый из направляющих роликов 20 установлен на раме 24 с возможностью вращения, причем обе рамы 24 верхней или нижней транспортерной ленты 14 или 16 фиксированы на общей несущей конструкции 26, создающей неподвижную опору устройству 10 на основании В.
Обе транспортерные ленты 14, 16 фиксированы несущей конструкцией 26 относительно друг друга в неподвижном относительном положении, в котором они проходят, по существу, параллельно друг к другу, и, в частности, так, что образованная нижней ветвью 28 верхней транспортерной ленты 14 транспортерная ветвь 28 прилегает к образованной верхней ветвью 30 нижней транспортерной ленты 16 транспортной ветви 30 или имеет от нее равномерное расстояние, соответствующее примерно толщине пластины панели или меньше.
Верхняя транспортерная лента 14 и нижняя транспортерная лента 16 расположены, таким образом, напротив по обе стороны от горизонтальной плоскости Р панели и могут тем самым захватывать панель между транспортной ветвью 28 верхней транспортерной ленты 14 и транспортной ветвью 30 нижней транспортерной ленты 16 и транспортировать ее в направлении Т транспортирования, причем панель во время всей транспортировки посредством устройства 10 остается ориентированной, по существу, в плоскости Р панели.
Хотя определенное позиционирование транспортируемых панелей уже происходит при описанном выше захватывании панелей между верхней транспортерной лентой 14 и нижней транспортерной лентой 16, тем не менее, необходимо более точное позиционирование панелей для обработки панелей на фрезеровальных инструментах 12, в частности, в вертикальном направлении. Это вертикальное позиционирование осуществляется посредством показанных схематически на фиг.1 расположенных последовательно вдоль направления транспортирования Т устройств 32 позиционирования. Устройства 32 позиционирования имеют соответственно верхнее прижимное средство 34 и нижнее прижимное средство 36, расположенные на некотором расстоянии друг от друга для захватывания между собой панели.
Чтобы сделать возможным применение устройств 10 для панелей с разной толщиной пластины, расстояние между прижимными средствами 34, 36 можно регулировать также посредством только обозначенного на фиг.1 регулировочного устройства 38.
Над устройствами 32 позиционирования параллельно к направлению Т транспортирования проходит резьбовой шток 40 и продолжается через участки всех устройств 32 позиционирования вдоль большей части длины верхней транспортерной ленты 14. Своими концами резьбовой шток 30 установлен соответственно в фиксированных на раме 24 верхней транспортерной ленты 14 участках 42 подшипника с возможностью вращения, однако, без возможности осевого смещения. Кроме того, на резьбовой шток 40 воздействует приводное устройство 44 для осуществления поворота резьбового штока 40, схематично изображенное на фиг.1 в виде рукоятки 44, установленной в конце резьбового штока 40.
Как можно увидеть на фиг.1, регулировочные устройства 38 всех трех устройств 32 позиционирования соединены соответственно с резьбовым штоком 40 с возможностью передачи движения, так что вращательное движение резьбового штока 40 преобразовывается посредством приводного устройства 44 в каждом из устройств 32 позиционирования в описываемое далее движение регулировки регулировочных устройств 38.
На фиг.2, 3 и 4 показаны более подробно виды одного из трех устройств 32 позиционирования. Пунктирными линиями изображен частичный участок резьбового штока 40, вращательное движение которого преобразовывается в движение регулировки регулировочного устройства 38 для изменения расстояния h между верхним прижимным средством 34 и нижним прижимным средством 36. В показанной форме выполнения регулировочное устройство 38 преобразовывает вращательное движение резьбового штока 40 в вертикальное движение перемещения верхнего прижимного средства 34. Для этого на резьбовой шток 40 надет резьбовой сухарь 46, имеющий внутреннюю резьбу, соответствующую наружной резьбе резьбового штока 40, так что он при повороте резьбового штока 40, установленного без возможности смещения в осевом направлении, выполняет перемещение в направлении Т транспортирования или в противоположном ему направлении.
Цапфа 48 резьбового сухаря 46 вставлена с возможностью перемещения в продолговатый вырез 52 коромысла 50, установленного с возможностью поворота в неподвижной раме 54 устройства 32 позиционирования. Коромысло 50 имеет на своем противоположном конце второй продолговатый вырез 56, в который вставлена цапфа 58 толкателя 60. Толкатель 60 установлен в раме 54 на двух смещающихся опорах 61 так, что он может совершать возвратно-поступательное движение только параллельно к направлению Т транспортирования.
В толкателе 60 выполнены или фиксированы две другие цапфы 62, входящие в зацепление с наклоненными к горизонтальной плоскости продольными отверстиями 64 первой каретки 66. Первая каретка 66 направляется на раме 54 так, что она может перемещаться только в вертикальном направлении вверх или вниз. Следовательно, при перемещении толкателя 60 параллельно направлению Т транспортирования цапфы 62 толкателя 60 проходят вдоль скошенных продольных отверстий 64 и перемещают, таким образом, первую каретку 66 в вертикальном направлении.
В вырезе 68 первой каретки 66, в нижнем участке первой каретки 66, направляется с возможностью вертикального перемещения вторая каретка 70. Расстояние между первой кареткой 66 и второй кареткой 70 в вертикальном направлении фиксировано регулировочным клином 72, расположенным в вертикальном направлении между первой и второй кареткой 66, 70. Регулировочный клин 72 имеет на своей нижней стороне проходящие наклонно к горизонтальной плоскости поверхности 74 клина, прилегающие к соответствующим поверхностям 76 клина на верхней стороне второй каретки 70. Установленный на раме 54 регулировочный винт 78 перемещает возвратно-поступательно регулировочный клин 72 параллельно направлению Т транспортирования, так что поверхности 74, 76 клина соскальзывают друг с друга и таким образом юстируют расстояние между первой кареткой 66 и второй кареткой 70.
Подобно первой каретке 66, вторая каретка 70 также имеет вырез 80 в своем нижнем участке, причем вырез 80 в ее нижнем конце имеет выступающий вовнутрь фланец 82. На этот внутренний фланец 82 может опираться внешний фланец 84 примерно Т-образного соединительного участка 86, соединенного неразъемно с верхним прижимным средством 34. Прижим между внешним фланцем 84 соединительного участка 86 и внутренним фланцем 82 второй каретки 70 определяет максимальное расстояние между второй кареткой 70 и вертикально фиксированным на ней с возможностью вертикального перемещения верхним прижимным средством 34.
Вертикальное перемещение соединительного участка 86 верхнего прижимного средства 34 во второй каретке 70 находится под влиянием предварительного зажима зажимным устройством 88, обозначенным на фиг.2 двумя пружинами 88. С одной стороны, зажимное устройство 88 опирается на соединительный участок 86, а, с другой стороны, на третью каретку 90 и зажимает соединительный участок 86 в направлении зажима между внешним фланцем 84 соединительного участка 86 и внутренним фланцем 82 второй каретки 70.
Третья каретка 90 также направляется с возможностью вертикального перемещения в вырезе 80 второй каретки 70 для возможности изменения предварительного зажима зажимного устройства 88. Для этого движения регулировки предварительного зажима между третьей кареткой 90 и второй кареткой 70 расположен клин 92 регулировки предварительного зажима, имеющий возможность параллельного перемещения к направлению транспортирования Т, подобно принципу действия описанного выше регулировочного клина 72, и обеспечивающий возможность изменять вертикальное расстояние между второй кареткой 70 и третьей кареткой 90 посредством соскальзывающих друг с друга скошенных поверхностей клина на верхней стороне третьей каретки 90 или нижней стороне клина 92 регулировки предварительного зажима.
Необходимое для регулировки предварительного зажима движение клина 92 регулировки предварительного зажима производят, используя установленный на раме 54 винт 94 регулировки предварительного зажима.
Наряду с регулировкой высоты или усилия предварительного зажима верхнего прижимного средства устройство позиционирования, показанное на фиг.2, обеспечивает, кроме того, возможность регулировать вертикальное положение нижнего прижимного средства 36 и регулировать тем самым абсолютное вертикальное положение позиционированной в устройстве 32 позиционирования панели. С этой целью нижнее регулировочное средство 36 проводится с возможностью вертикального перемещения на раме 54, причем посредством регулировочного клина 96 определено вертикальное расстояние между вторым прижимным средством 36 и нижним участком 55 рамы 54. Регулировочный клин 96 расположен между нижним прижимным средством 36 и нижним участком 55 рамы 54 и имеет на его верхней стороне проходящие наклонно к горизонтальной плоскости поверхности клина 98, прилегающие к соответствующим скошенным поверхностям 100 клина на нижней стороне нижнего прижимного средства 36. При перемещении регулировочного клина 96 посредством регулировочного винта 102 в параллельном направлению Т транспортирования направлении поверхности 98, 100 клина соскальзывают друг с друга и соответственно перемещают нижнее прижимное средство 36 в вертикальном направлении.
Далее остановимся кратко на принципе работы устройства 10. Для подготовки устройства 10 для обработки панелей определенной толщины пластины приводится в действие приводное устройство 44, поворачивающее резьбовой шток 40 на определенную величину. В качестве примера можно предположить случай, когда следует отрегулировать устройство 10 с обработки более толстого типа панелей на обработку более тонкого типа панелей. В зависимости от шага винтовой резьбы резьбового штока 40 резьбовой шток 40 поворачивается тогда так, что резьбовой сухарь 46 перемещается направо на определенное расстояние на фиг.2. Движение направо резьбового сухаря 46 преобразовывается коромыслом 50 в перемещение толкателя 60 налево, а вызванное вследствие этого перемещение цапф 62 налево вызывает движение вниз продольных отверстий 64, а вместе с ними - первой каретки 66. Это движение вниз каретки 66 передается затем через вторую каретку 70, третью каретку 90, зажимное устройство 88 и соединительный участок 86 и, наконец, - на верхнее прижимное средство 34, также смещающееся затем на желаемую величину вниз.
При этом предполагается, что верхнее прижимное средство 34 находится в незагруженном состоянии, то есть никакая панель не введена между прижимными средствами 34, 36, так что зажимное устройство 88 фиксирует внешний фланец 84 соединительного участка 86 прижатым к внутреннему фланцу 82 второй каретки 70. Таким образом, установленное в незагруженном состоянии расстояние h между прижимными средствами 34, 36 практически регулируется незначительно меньшим, чем толщина пластины позиционируемых панелей, так что зажимное устройство 88 может производить заданное усилие зажима, с которым верхнее прижимное средство 34 прижимается к панели.
Описанным способом одновременно регулируют регулировочные устройства 38 всех устройств 32 позиционирования устройства 10 на новый тип панелей с меньшей толщиной пластины при повороте общего резьбового штока 40. Можно производить соответствующую противоположную регулировку при повороте резьбового штока 40 в противоположном направлении, если устройство 10 следует подготовить к обработке более толстых панелей.
В случае если между отдельными устройствами 32 позиционирования могут происходить отклонения от соответствующего расстояния h вследствие производственных допусков, разницы температуры, износа или подобного, каждое из регулировочных устройств можно, кроме того, время от времени индивидуально юстировать описанным способом посредством юстировочного винта 78. Усилие предварительного зажима зажимного устройства 88 для каждого устройства позиционирования 32 также подгоняется, например, к особым требованиям расположенного на этом участке обрабатывающего устройства 12 посредством регулирования винта 94 регулировки предварительного зажима.
Возможность регулировки предварительного зажима зажимного устройства 88 предполагает, кроме того, то преимущество, что в случае износа бесконечного ремня 18 верхней транспортерной ленты 14 устройство позиционирования 32 может подгоняться посредством регулирования усилия предварительного зажима, соответствующего этому износу, не доходя при этом до смещения первой каретки 66 или второй каретки 70, а вместе с тем до смещения расстояния h между прижимными средствами 34, 36 в ненагруженном состоянии. Это позволяет избежать встречающийся в обычных устройствах недостаток, когда при подгонке устройства к износу верхнего ремня также изменяется регулировка расстояния h, а поэтому происходит изменение давления на материал верхним прижимным средством, что может приводить в этих соответствующих уровню техники устройствах к царапанию или повреждениям панелей.

В данной заявке предложено устройство для изготовления и/или обработки панелей, содержащее устройство транспортирования для транспортирования панели вдоль пути транспортирования, а также обрабатывающее устройство для обработки панели во время ее перемещения посредством устройства транспортирования, причем устройство транспортирования имеет множество устройств позиционирования, расположенных последовательно вдоль пути транспортирования на расстоянии друг от друга и содержащих соответственно верхнее и нижнее прижимные средства, расположенные напротив на расстоянии друг от друга по обеим сторонам плоскости панели, и регулировочное устройство, с помощью которого можно регулировать расстояние между обоими прижимными средствами, причем одновременно приводятся в действие регулировочные устройства, по меньшей мере, двух устройств позиционирования посредством общей приводной компоновки. 23 з.п. ф-лы, 4 ил.
1. Устройство для изготовления и/или обработки панелей, содержащее устройство для транспортирования панели вдоль пути транспортирования, а также устройство для обработки панели при ее перемещении посредством устройства транспортирования, причем устройство транспортирования имеет множество устройств позиционирования, расположенных последовательно вдоль пути транспортирования на расстоянии друг от друга и содержащих соответственно:
верхнее и нижнее прижимное средство, расположенные напротив на расстоянии друг от друга по обеим сторонам плоскости (Р) панели, и
регулировочное устройство, выполненное с возможностью регулировать расстояние (h) между обоими прижимными средствами, и причем одновременно приводятся в действие регулировочные устройства, по меньшей мере, двух устройств позиционирования посредством общей приводной компоновки, отличающееся тем, что, по меньшей мере, в одном из относящихся к приводной компоновке регулировочных устройств каждое из обоих прижимных средств имеет собственное регулировочное средство, причем оба регулировочных средства приводятся в действие независимо друг от друга.
2. Устройство по п.1, отличающееся тем, что приводная компоновка содержит компоновку тяг.
3. Устройство по п.1 или 2, отличающееся тем, что все относящиеся к приводной компоновке установочные устройства соединены друг с другом посредством общей тяги, и что каждое из установочных устройств имеет предпочтительно соединение тяг для соединения в общую тягу.
4. Устройство по п.3, отличающееся тем, что тяга является резьбовым штоком, имеющим, по меньшей мере, винтовую резьбу на относящихся к регулировочным устройствам участках, и что соединения тяг имеют сопряженную резьбу, входящую в зацепление с резьбовым штоком.
5. Устройство по п.3, отличающееся тем, что тяга проходит, по существу, параллельно к пути транспортирования, и что каждое из относящихся к приводной компоновке регулировочных устройств имеет устройство преобразования движения, выполненное с возможностью преобразовывать, по существу, параллельное к пути транспортирования движение перемещения соединения тяг - в ортогональное к плоскости (Р) панели движение регулировки для перемещения, по меньшей мере, одного из прижимных средств.
6. Устройство по любому из пп.1, 2, 4, 5, отличающееся тем, что только одно из обоих регулировочных средств приводится в действие посредством общей тяги.
7. Устройство по п.3, отличающееся тем, что только одно из обоих регулировочных средств приводится в действие посредством общей тяги.
8. Устройство по любому из пп.1, 2, 4, 5, 7, отличающееся тем, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, кроме того, отдельное юстировочное устройство, выполненное с возможностью юстировать расстояние (h) между прижимными средствами этого регулировочного устройства независимо от расстояний (h) между прижимными средствами других регулировочных устройств.
9. Устройство по п.3, отличающееся тем, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, кроме того, отдельное юстировочное устройство, выполненное с возможностью юстировать расстояние (h) между прижимными средствами этого регулировочного устройства независимо от расстояний (h) между прижимными средствами других регулировочных устройств.
10. Устройство по п.6, отличающееся тем, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, кроме того, отдельное юстировочное устройство, выполненное с возможностью юстировать расстояние (h) между прижимными средствами этого регулировочного устройства независимо от расстояний (h) между прижимными средствами других регулировочных устройств.
11. Устройство по любому из пп.5, 9, 10, отличающееся тем, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, по существу, перемещающуюся ортогонально к плоскости (Р) панели первую каретку, соединенную с устройством преобразования движения, и имеет, по существу, перемещающуюся ортогонально к плоскости (Р) панели вторую каретку, с которой соединено или образовано, по меньшей мере, одно из прижимных средств, причем посредством отдельного юстировочного устройства можно регулировать расстояние между первой кареткой и второй кареткой в ортогональном к плоскости (Р) панели направлении.
12. Устройство по п.8, отличающееся тем, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, по существу, перемещающуюся ортогонально к плоскости (Р) панели первую каретку, соединенную с устройством преобразования движения, и имеет, по существу, перемещающуюся ортогонально к плоскости (Р) панели вторую каретку, с которой соединено или образовано, по меньшей мере, одно из прижимных средств, причем посредством отдельного юстировочного устройства можно регулировать расстояние между первой кареткой и второй кареткой в ортогональном к плоскости (Р) панели направлении.
13. Устройство по любому из пп.1, 2, 4, 5, 7, 9, 10, 12, отличающееся тем, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, кроме того, устройство предварительного зажима, в частности, компоновку пружин, посредством которого верхнее или/и нижнее прижимное средство можно предварительно эластично зажимать в направлении уменьшения расстояния (h) между прижимными средствами с определенным усилием предварительного зажима.
14. Устройство по п.3, отличающееся тем, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, кроме того, устройство предварительного зажима, в частности, компоновку пружин, посредством которого верхнее или/и нижнее прижимное средство можно предварительно эластично зажимать в направлении уменьшения расстояния (h) между прижимными средствами с определенным усилием предварительного зажима.
15. Устройство по п.6, отличающееся тем, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, кроме того, устройство предварительного зажима, в частности, компоновку пружин, посредством которого верхнее или/и нижнее прижимное средство можно предварительно эластично зажимать в направлении уменьшения расстояния (h) между прижимными средствами с определенным усилием предварительного зажима.
16. Устройство по п.8, отличающееся тем, что, по меньшей мере, одно из относящихся к приводной компоновке регулировочных устройств имеет, кроме того, устройство предварительного зажима, в частности, компоновку пружин, посредством которого верхнее или/и нижнее прижимное средство можно предварительно эластично зажимать в направлении уменьшения расстояния (h) между прижимными средствами с определенным усилием предварительного зажима.
17. Устройство по п.13, отличающееся тем, что усилие предварительного зажима устройства предварительного зажима можно регулировать посредством регулировочного устройства предварительного зажима регулировочного устройства.
18. Устройство по любому из пп.14-16, отличающееся тем, что усилие предварительного зажима устройства предварительного зажима можно регулировать посредством регулировочного устройства предварительного зажима регулировочного устройства.
19. Устройство по любому из пп.1, 2, 4, 5, 7, 9, 10, 12, 14-17, отличающееся тем, что устройство преобразования движения или/и, при необходимости, отдельное юстировочное устройство или/и, при необходимости, регулировочное устройство предварительного зажима содержит кулачково-распределительный механизм, в частности, механизм перемещения клиньев или кулисный механизм.
20. Устройство по п.3, отличающееся тем, что устройство преобразования движения или/и, при необходимости, отдельное юстировочное устройство или/и, при необходимости, регулировочное устройство предварительного зажима содержит кулачково-распределительный механизм, в частности, механизм перемещения клиньев или кулисный механизм.
21. Устройство по п.6, отличающееся тем, что устройство преобразования движения или/и, при необходимости, отдельное юстировочное устройство или/и, при необходимости, регулировочное устройство предварительного зажима содержит кулачково-распределительный механизм, в частности, механизм перемещения клиньев или кулисный механизм.
22. Устройство по п.8, отличающееся тем, что устройство преобразования движения или/и, при необходимости, отдельное юстировочное устройство или/и, при необходимости, регулировочное устройство предварительного зажима содержит кулачково-распределительный механизм, в частности, механизм перемещения клиньев или кулисный механизм.
23. Устройство по п.11, отличающееся тем, что устройство преобразования движения или/и, при необходимости, отдельное юстировочное устройство или/и, при необходимости, регулировочное устройство предварительного зажима содержит кулачково-распределительный механизм, в частности, механизм перемещения клиньев или кулисный механизм.
24. Устройство по п.13, отличающееся тем, что устройство преобразования движения или/и, при необходимости, отдельное юстировочное устройство или/и, при необходимости, регулировочное устройство предварительного зажима содержит кулачково-распределительный механизм, в частности, механизм перемещения клиньев или кулисный механизм.
| GB 191128515 А, 22.02.1912 | |||
| Крепеустановщик | 1988 |
|
SU1537820A1 |
| Приспособление для подачи дерева в двойных шипорезных станках | 1927 |
|
SU8597A1 |
| БИБЛИОГЕНА I;;;ЛТ-ППШ-1?Х'':г-:[^К:::':|СТАНОК для | 0 |
|
SU284280A1 |
| DE 19811242 A1, 16.09.1999 | |||
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |

