Область техники, к которой относится изобретение
Настоящее раскрываемое изобретение относится к устройству и способу для помещения формовочных загружаемых порций материала в машину для формования пластмассовых изделий, такого как компрессионное формование корпусов крышек или уплотняющих прокладок внутри корпусов крышек.
Уровень техники
Машины для компрессионного формования корпусов крышек или для компрессионного формования уплотняющих прокладок внутри корпусов крышек обычно включают в себя поворотный барабан или карусельное устройство (именуемое далее каруселью), которое вращается вокруг вертикальной осевой линии. По периферии карусели предусмотрено множество пресс-форм в виде секций - пуансона и матрицы, которые расположены соосно вдоль вертикальных осевых линий, параллельных оси вращения. Секции пресс-формы приводятся в движение между открытым положением, в котором сформованная деталь снимается с секции-пуансона и загружаемая порция пластмассы помещается в секцию-матрицу, и закрытым положением, в котором секции-пуансон и матрица соединяются вместе, чтобы осуществить компрессионное формование детали. В машине, которая формует корпуса крышек, загружаемые порции пластмассы помещаются напрямую в оформляющую полость матрицы. В машине для формования уплотняющих прокладок заранее изготовленные корпуса крышек помещаются в гнездо, когда секции пресс-формы открыты, а загружаемая порция материала для прокладки помещается внутрь корпуса либо до, либо после того, как каждый корпус помещен в гнездо. Патенты США, иллюстрирующие машины этого типа для компрессионного формования корпусов пластмассовых крышек, включают в себя патенты 5670100, 5989007, 6074583 и 6478568. Патенты США, иллюстрирующие машины этого типа для компрессионного формования уплотняющих прокладок внутри корпусов крышек, включают в себя патент 5451360.
В некоторых случаях, расплавленная загружаемая порция пластмассы выталкивалась или «выбрасывалась» на формующую поверхность в оформляющей полости, что может привести к ненадлежащему размещению формовочной загружаемой порции материала внутри этой полости. Это может иметь своим результатом снижение качества детали и эксплуатационные проблемы, включающие в себя повышенную сложность устройства подачи и устройства размещения формовочных загружаемых порций материала, и сложности с пропущенной подачей таблетированной загружаемой порции материала или подачей, при которой внутрь полости формы попадает только часть таблетки. Другие системы требуют индивидуального ножа для каждой позиции или полости формования, и это значительно увеличивает капитальные, производственные и эксплуатационные затраты и общую сложность системы и ее средств управления.
Раскрытие изобретения
Настоящее изобретение затрагивает ряд аспектов или изобретений, которые могут быть реализованы отдельно друг от друга или в сочетании друг с другом.
Устройство для помещения формовочной загружаемой порции материала в полость (как в оформляющую полость, так и в полость заранее изготовленного корпуса крышки) согласно первому аспекту настоящего раскрываемого изобретения включает в себя пару ступиц, установленных для вращения вокруг параллельных осевых линий, кулису, присоединенную между ступицами в местах, смещенных от центра по отношению к этим параллельным осевым линиям, и лезвие, присоединенное к кулисе. Вращение ступиц, заставляет лезвие перемещаться по эллиптической траектории относительно экструзионного отверстия, отрезая формовочные загружаемые порции материала, поступающие из этого отверстия, и помещая эти формовочные загружаемые порции материала в полости, проходящие под лезвием. Предпочтительно, чтобы устройство включало в себя приводной элемент, который одновременно вращает обе ступицы, приводя лезвие в движение относительно экструзионного отверстия и полостей. Предпочтительно, чтобы лезвие включало в себя кронштейн, который входит в полость, чтобы помещать формовочную загружаемую порцию материала на дно полости, для согласованного и точного помещения формовочных загружаемых порций материала от одной полости к следующей. Кулиса может быть присоединена к каждой ступице на различном расстоянии относительно осевых линий ступиц и может быть приспособлена поворачиваться или вращаться относительно осей вращения ступиц при вращении ступиц. Дополнительное управление траекторией лезвия может быть выполнено посредством фазированного поворота ступиц относительно друг друга для изменения траектории перемещения лезвия.
Краткое описание чертежей
Изобретение вместе с его дополнительными задачами, признаками, преимуществами и аспектами будет наилучшим образом понято из нижеследующего описания, прилагаемой формулы изобретения и сопровождающих их чертежей, на которых:
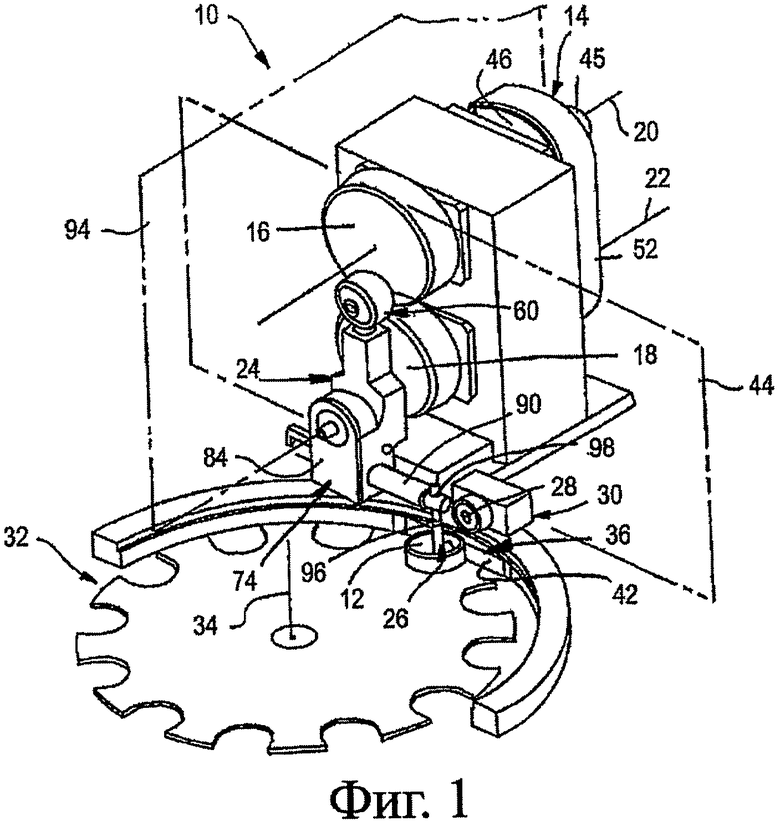
фиг.1 - вид в перспективе одного предпочтительного на настоящий момент варианта реализации устройства подачи формовочной загружаемой порции материала для помещения формовочных загружаемых порций материала в вертикально ориентированные полости формовочной машины;
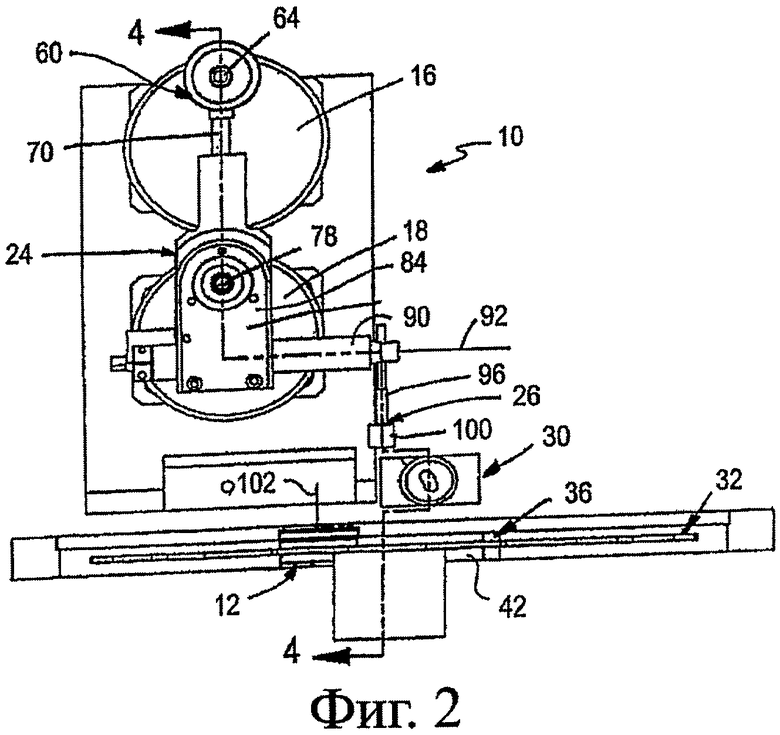
фиг.2 - вид спереди устройства подачи формовочной загружаемой порции материала;
фиг.3 - вид сверху устройства подачи формовочной загружаемой порции материала; и
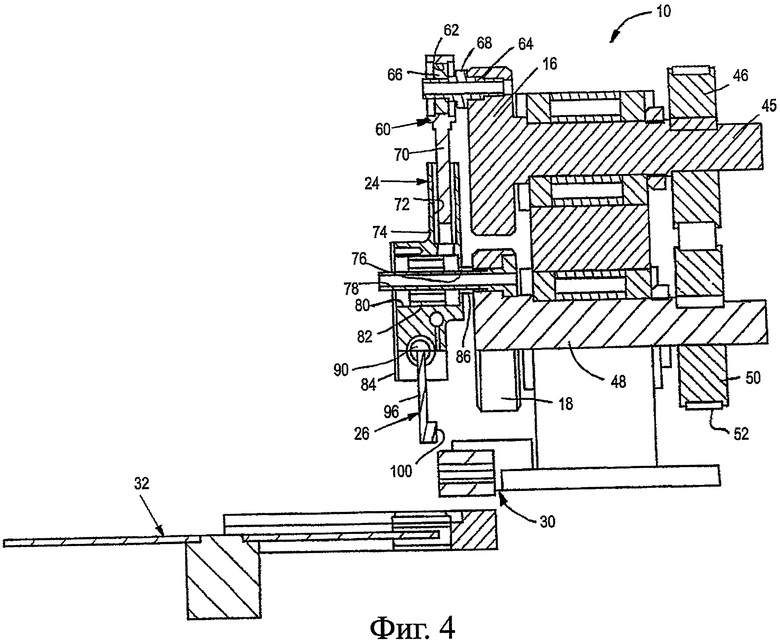
фиг.4 - разрез, выполненный, в основном, по линии 4-4 на фиг.2.
Осуществление изобретения
Рассмотрим более подробно фиг.1-4, которые иллюстрируют устройство (10) подачи формовочной загружаемой порции материала, которое подает формовочные загружаемые порции пластмассы в полость (12), такую как полость пресс-формы крышки или полость заранее изготовленного корпуса крышки, в которой должна быть сформована уплотнительная прокладка. Устройство (10) включает в себя узел (14) привода, пару ступиц (16), (18), присоединенных к узлу (14) привода и способных вращаться вокруг параллельных осевых линий (20), (22) соответственно, кулису (24), связанную с обеими ступицами (16), (18), и лезвие (26), установленное на кулису (24), для перемещения относительно экструзионного отверстия (28) экструдера (30) и одной или нескольких полостей (12), которые последовательно проходят под экструзионным отверстием (28). При вращении ступиц (16), (18) кулиса (24) и лезвие (26) перемещаются таким образом, чтобы заставить лезвие (26) принять расплавленную загружаемую порцию пластмассы из экструзионного отверстия (28) и подать эту расплавленную загружаемую порцию пластмассы в полость (12) для последующего формования из этой загружаемой порции пластмассы требуемой детали, такой как корпус крышки или прокладка для корпуса крышки. В предпочтительном на настоящий момент варианте реализации изобретения, показанном на рассматриваемых чертежах, формовочные загружаемые порции материала помещаются в заранее изготовленные корпуса крышек, находящиеся по периферии поворотного барабана или карусели (32), вращающейся вокруг вертикальной осевой линии (34) и, следовательно, перемещающей заранее изготовленные корпуса крышек горизонтально относительно экструзионного отверстия (28). Карусель (32) может подавать корпуса крышек с помещенными в них формовочными загружаемыми порциями материала в формующую прокладки машину с вертикальной осью или в формующую прокладки машину с горизонтальной осью и вертикальным колесом. Устройство (10) подачи формовочной загружаемой порции материала может быть равным образом успешно использовано в сочетании с машиной для компрессионного формования корпусов крышек, имеющей вертикальную ось, или с машиной для компрессионного формования корпусов крышек, имеющей вертикальное колесо, которая вращает полости вокруг горизонтальной оси.
В предпочтительном на настоящий момент варианте реализации изобретения расположенная горизонтально карусель (32) вращается вокруг вертикальной осевой линии (34) относительно кулачка (36), который смещает полости (12) (например, заранее изготовленные корпуса крышек) относительно периферии карусели (32), когда полости (12) при вращении проходят мимо кулачка (36). Это может быть выполнено, например, посредством установки полостей (12) или связанных с ними секций пресс-форм, в которых находятся полости, с возможностью их скольжения для радиального перемещения относительно карусели (32) при зацеплении с кулачком (36). Эти связанные с ними секции пресс-форм могут включать в себя один или более кулачковых толкателей или роликов, способствующих смещению полостей относительно карусели. Желательно, чтобы кулачок (36) был расположен в пределах области экструзионного отверстия (28) и устройства (10) подачи формовочной загружаемой порции материала, чтобы обеспечивать согласованную, предпочтительно прямолинейную траекторию перемещения относительно устройства (10) подачи и тем самым способствовать подаче формовочных загружаемых порций материала в полости (12). В показанном варианте реализации изобретения кулачок (36) имеет в основном плоскую поверхность (42) кулачка, обеспечивающую в основном линейный участок перемещения полостей (12), который в основном параллелен плоскости (44), содержащей траекторию перемещения лезвия (26), что способствует соосному расположению полостей (12) и лезвия (26) во время той части поворота карусели (32), при которой формовочные загружаемые порции материала помещаются в полости (12).
Предпочтительно, чтобы узел (14) привода устройства (10) подачи формовочной загружаемой порции материала включал в себя электрический двигатель (47) (смотри Фиг.3), который вращает ведущий вал (45), на котором концентрически установлено ведущее колесо (46). На ведущем валу (44) для совместного с ним вращения концентрически установлен ведомый элемент первой ступицы (16). Устройство содержит ведомый вал (48) (смотри фиг.4) для вращения вокруг осевой линии (22), параллельной осевой линии (20) ведущего вала (44), и на ведомом валу (48) концентрически установлено ведомое колесо (50), соединенное с ведущим колесом (46) посредством элемента механической передачи, такого как цепь или ремень (52). Вторая ступица (18) также концентрически установлена на ведомом валу (48) для совместного с ним вращения. Соответственно, в одном предпочтительном на настоящий момент варианте реализации изобретения первая ступица (16) и вторая ступица (18) одновременно вращаются вокруг разнесенных параллельных осевых линий (20), (22). Предпочтительно, чтобы осевые линии (20), (22) были перпендикулярны оси вращения (34) карусели (32). Двигатель (47) может быть оснащен следящей системой управления для необходимой синхронизации с вращением карусели (32), что способствует точному соосному расположению лезвия (26) с полостями, что будет описано более подробно. Могут быть использованы и другие схемы привода, такие как отдельные двигатели или приводы для каждой из ступиц (16), (18) и/или фазированный поворот ступиц относительно друг друга, что позволяет дополнительно изменять траекторию перемещения кулисы (24) и лезвия (26) и управлять ею. Также ориентация ступиц (16), (18) может отличаться от тех, что описаны здесь. Например, оси (20), (22) вращения ступиц (16), (18) могли бы быть расположены вертикально для использования с машиной, которая перемещает полости (12) вокруг горизонтальной осевой линии. В качестве другой альтернативы, вращение ступиц (16), (18) и вращение карусели (32) может быть механическим способом синхронизировано с вращением вертикального или горизонтального формовочного колеса.
Кулиса (24) присоединена к каждой из ступиц (16), (18) и приводится в движение относительно экструзионного отверстия (28) в ответ на вращение ступиц (16), (18). Как наилучшим образом показано на фиг.4, кулиса (24) включает в себя первую часть (60), имеющую сквозное расточное отверстие (62), приспособленное для размещения конца оси (64), которая установлена на первой ступице (16) в месте, отстоящем или расположенном на расстоянии от осевой линии (20) первой ступицы (16). В кулисе (24) вокруг оси (64) расположен подшипник (66), позволяющий вращение первой части (60) кулисы (24) вокруг оси (64), которая закреплена на первой ступице (16) и перемещается вместе с ней при ее вращении. Первая часть (60) кулисы (24) может быть расположена с промежутком от первой ступицы (16) за счет выступающего в радиальном направлении наружу фланца (68) оси (64), находящегося в собранном состоянии между первой ступицей (16) и первой частью (60) кулисы (24). Первая часть (60) также включает в себя штангу (70), которая размещается с возможностью скольжения для своего возвратно-поступательного движения внутри дополнительной полости (72), образованной во второй части (74) кулисы (24).
Вторая часть (74) кулисы (24) включает в себя сквозное расточное отверстие (76), приспособленное для размещения оси (78), которая установлена на второй ступице (18) и выступает из второй ступицы (18). Предпочтительно, чтобы сквозное расточное отверстие (76) включало в себя цекованное отверстие (80), в котором вокруг конца оси (78) размещен радиальный подшипник, так что вторая часть (74) кулисы (24) может вращаться или поворачиваться вокруг второй оси (78). Ко второй части (74) может быть прикреплена накладка (84), что наилучшим образом показано на фиг.2 и 4. Выступающая в осевом направлении кольцевая стенка (86) может поддерживать соответствующий промежуток между второй ступицей (18) и второй частью (74) кулисы (24). Предпочтительно, чтобы штанга (70) скользила в полости (72) вдоль линии или плоскости, которая пересекает оси (64), (78) или другую точку прикрепления кулисы (24) к ступицам (16), (18).
Из кулисы (24) может выступать или быть выполнен в качестве ее части кронштейн (90). Как показано, кронштейн (90) выступает вовне из второй части (74) кулисы (24) вдоль осевой линии (92), которая перпендикулярна осям вращения (20), (22) ступиц (16), (18) и, в предпочтительном варианте находится в плоскости (44), содержащей траекторию перемещения лезвия (26). Предпочтительно, чтобы кронштейн (90) был регулируемым с возможностью его выдвижения относительно второй части (74) кулисы (24), что способствует регулированию позиции лезвия (26), которое установлено на кронштейне (90), относительно экструзионного отверстия (28) и полостей (12).
Лезвие (26) установлено на кронштейне (90) и, в предпочтительном варианте включает в себя хвостовик (96), расположенный в расточном отверстии (98) в кронштейне (90) и удерживаемый на нем любым подходящим способом, включая, сопряженные резьбы, резьбовую крепежную деталь, хомут или сварное соединение. Предпочтительно, чтобы лезвие (26) и его хвостовик (96) были расположены перпендикулярно кронштейну (90), параллельно плоскости (94), содержащей оси (20), (22) вращения ступиц (16), (18), и предпочтительно, чтобы они были параллельны плоской поверхности (42) кулачка. Предпочтительно, чтобы конец (100) лезвия (26) был чашеобразным и был приспособлен для того, чтобы отделять от потока экструдата, выпускаемого из экструзионного отверстия (28) отдельную таблетку формовочной загружаемой порции материала, которая переносится лезвием (26) и помещается в полость (12) для последующего формования из нее формованной детали.
Оси (64), (78) или другие точки прикрепления кулисы (24) могут быть передвинуты относительно осей (20), (22) вращения ступиц (16), (18) в соответствии с тем, что требуется. Ступицы (16), (18) могут иметь различные диаметры, и расстояние до осевой линии каждой оси (64), (78) от осевой линии (20), (22) ее соответствующей ступицы (16), (18) может быть различным. Соответственно, при совместном вращении ступиц (16), (18) расстояние между осями (64), (78) будет изменяться, и штанга (70) первой части (60) кулисы будет совершать возвратно-поступательное движение внутри полости (72) второй части (74) кулисы. Разница в величине смещения каждой оси (64), (78) по отношению к осевой линии (20), (22) ее ступицы будет также скашивать или наклонять кулису (24) или плоскость, содержащую осевые линии каждой оси (64), (78), относительно плоскости (94), содержащей оси (20), (22) вращения ступиц (16), (18).
Как наилучшим образом показано на фиг.2, в одном предпочтительном на настоящий момент варианте реализации изобретения и в одном угловом положении ступиц (16), (18) и кулисы (24) плоскость, содержащая осевые линии осей (64), (78), совпадает с плоскостью (94), содержащей оси (20), (22) вращения ступиц (16), (18). Лезвие (26) и кулиса (24) обычно перемещаются по эллиптической траектории, лежащей в плоскости (44), перпендикулярной осям (20), (22) вращения ступиц (16), (18) и параллельной плоской поверхности (42) кулачка карусели (32), так что лезвие (26) может быть приведено в соосное положение с полостью (12), проходящей по прямой линии вдоль кулачка (36), что способствует соосному расположению лезвия (26) и полости (12) и последующему помещению формовочной загружаемой порции материала в полость (12). Эллиптическая траектория лезвия (26) включает в себя горизонтальную и вертикальную составляющие, что способствует срезанию потока экструдата с экструзионного отверстия (28) и боковому выравниванию и фиксации в отношении перемещающихся полостей (12) и вертикальному перемещению лезвия (26) относительно полостей (12). В одном предпочтительном на настоящий момент варианте реализации изобретения лезвие (26) перемещается в боковом направлении, в основном, с той же самой скоростью, что и полости (12), и во время этого бокового перемещения лезвие (26) перемещается в аксиальном направлении (относительно осевой линии полости) в полость (12) и из нее для помещения формовочной загружаемой порции материала на нижнюю поверхность полости (12) или вблизи от этой поверхности. Предпочтительно, чтобы лезвие (26) было в основном вогнутым или чашеобразным с, в основном, открытым нижним концом, так чтобы формовочная загружаемая порция материала могла войти в соприкосновение с нижним участком полости (12) и вследствие, например, разниц температур между ними, поверхностного натяжения в расплавленной загружаемой порции пластмассы и/или трения позволила бы удалить лезвие (26) из полости (12), притом что сама формовочная загружаемая порция материала осталась бы в положении на дне полости (12). Это обеспечивает точное, повторяемое и согласованное помещение формовочных загружаемых порций материала в полости (12). Продолжающееся вращение ступиц (16), (18) порождает вертикальное перемещение кулисы (24), которое выводит лезвие (26) из полости (12), а дальнейшее перемещение кулисы (24) и лезвия (26) располагает лезвие (26) в положении для последующего хода и подачи последующей загружаемой порции материала в следующую по порядку полость (12). Предпочтительно, чтобы плоскость (44), содержащая траекторию перемещения лезвия (26), была параллельна осевой линии (102) (смотри фиг.2) полостей (12).
В качестве модификации, чтобы облегчить перенос и помещение формовочной загружаемой порции материала, к лезвию (26) может быть подсоединена пневмолиния, которая создает на лезвии разрежение для удержания формовочной загружаемой порции материала во время ее транспортировки и/или подает воздух под давлением для облегчения освобождения формовочной загружаемой порции материала и помещения ее внутри полости.
Раскрываемое изобретение было представлено в связи с несколькими предпочтительными на настоящий момент вариантами своего осуществления. Специалистам обычного уровня квалификации в данной области техники легко придут на ум другие модификации и изменения. Подразумевается, что настоящее раскрываемое изобретение охватывает все такие модификации и изменения, которые находятся в пределах сущности и всей широты объема притязаний прилагаемой формулы изобретения.

Заявленное изобретение относится к устройству и способу для помещения формовочных порций материала в машину для формования пластмассовых изделий, такого как компрессионное формование корпусов крышек или уплотняющих прокладок внутри корпусов крышек. Техническим результатом заявленного изобретения является исключение ненадлежащего размещения формовочной порции материала внутри полости, улучшение качества детали, уменьшение сложности устройства подачи и устройства размещения формовочных порций материала и исключение пропущенной подачи загружаемой порции материала и подачи, при которой внутрь полости формы попадает только часть таблетки. Технический результат достигается устройством для помещения формовочных порций материала в полость. При этом устройство включает в себя пару ступиц, установленных для вращения вокруг параллельных осевых линий. Между ступицами в местах, смещенных от центра по отношению к параллельным осевым линиям, присоединена кулиса. К упомянутой кулисе присоединено лезвие для перемещения по эллиптической траектории мимо экструзионного отверстия, чтобы отрезать формовочные загружаемые порции материала, поступающие из отверстия, и помещать эти загружаемые порции материала в полости, проходящие друг за другом под лезвием. 3 н. и 14 з.п. ф-лы, 4 ил.
1. Устройство для помещения формовочных загружаемых порций материала в полость, отличающееся тем, что упомянутый аппарат включает в себя
пару ступиц (16, 18), установленных для вращения вокруг параллельных осевых линий, кулису (24), присоединенную между упомянутыми ступицами в местах, смещенных от центра по отношению к упомянутым параллельным осевым линиям, и лезвие (26), присоединенное к упомянутой кулисе для перемещения по эллиптической траектории мимо экструзионного отверстия (28), чтобы отрезать формовочные загружаемые порции материала, поступающие из упомянутого отверстия, и помещать эти загружаемые порции материала в полости (12), проходящие друг за другом под упомянутым лезвием.
2. Устройство по п.1, в котором упомянутое лезвие (26) включает в себя хвостовик (96) для вхождения в полость (12) для помещения формовочной загружаемой порции материала на дно полости.
3. Устройство по п.1, включающее в себя привод (14) для одновременного вращения обеих упомянутых ступиц (16, 18).
4. Устройство по п.3, в котором привод (14) позволяет независимое управление вращением, по меньшей мере, одной из упомянутых ступиц (16, 18) относительно другой ступицы.
5. Устройство по п.1, в котором эллиптическая траектория, по которой перемещается лезвие (26), лежит в плоскости, перпендикулярной плоскости, содержащей упомянутые параллельные осевые линии.
6. Устройство по п.1, в котором кулиса (24) включает в себя первую часть (60), присоединенную к первой из пары ступиц, и вторую часть (74), присоединенную ко второй из пары ступиц.
7. Устройство по п.6, в котором, по меньшей мере, одна часть из числа первой части и вторых частей (60, 74) присоединена для поворотного движения относительно своей соответствующей ступицы (16, 18).
8. Устройство по п.6, в котором первая часть (60) и вторая часть (74) кулисы имеют подвижное соединение, и первая часть может перемещаться со скольжением относительно второй части.
9. Устройство по п.8, в котором первая часть (60) может перемещаться со скольжением относительно второй части (74) вдоль линии, пересекающей точки прикрепления первой части и второй части к их соответствующим ступицам (16, 18).
10. Устройство по п.6, в котором первая часть (60) присоединена к своей соответствующей ступице (16) на первом расстоянии от оси вращения этой ступицы, а вторая часть (74) присоединена к своей соответствующей ступице (18) на втором расстоянии от осевой линии этой ступицы, которое неодинаково с первым расстоянием.
11. Устройство по п.1, в котором на упомянутой эллиптической траектории лезвие (26) перемещается в упомянутые полости (12) и из них по мере того, как полости перемещаются относительно экструзионного отверстия (28).
12. Устройство по п.1, в котором лезвие (26) имеет чашеобразную форму и имеет в основном открытый конец (100), который позволяет, чтобы формовочная загружаемая порция материала вошла в соприкосновение с полостью, в которой она принимается, что облегчает удаление формовочной загружаемой порции материала с лезвия.
13. Устройство для формования пластмассового изделия, включающее в себя экструдер (30), имеющий экструзионное отверстие (28), через которое подается материал формовочной загружаемой порции, и поворотный барабан (32), который перемещает, по меньшей мере, одну полость (12) вдоль заданной траектории и имеет кулачок (42) для перемещения упомянутой, по меньшей мере, одной полости по фиксированной траектории относительно экструдера,
отличающееся тем, что упомянутое формовочное устройство включает в себя устройство для помещения формовочных загружаемых порций материала в упомянутую полость по любому из предыдущих пунктов.
14. Устройство по п.13, в котором упомянутый поворотный барабан (32) вращается вокруг вертикальной осевой линии и перемещает полости (12) горизонтально мимо экструдера.
15. Способ подачи формовочной загружаемой порции материала из экструдера (30) в полость (12), имеющую осевую линию,
отличающийся тем, что упомянутый способ включает в себя этап, на котором перемещают лезвие (26) относительно экструдера по эллиптической траектории, которая, по существу, параллельна осевым линиям полостей, так, что лезвие принимает и переносит формовочную загружаемую порцию материала от экструдера и после этого лезвие перемещается относительно полости таким образом, чтобы ввести формовочную загружаемую порцию материала в соприкосновение с полостью, после этого лезвие перемещается от полости, притом, что формовочная загружаемая порция материала остается в полости.
16. Способ по п.15, в котором упомянутое лезвие (26) установлено на кулисе (24), которая присоединена между парой ступиц (16, 18) в местах, смещенных от центра по отношению к параллельным осевым линиям, вокруг которых вращаются ступицы, а упомянутый этап, на котором перемещают лезвие, включает в себя этап, на котором вращают ступицы для перемещения кулисы и лезвия по упомянутой эллиптической траектории.
17. Способ по п.16, в котором ступицы (16,18) вращаются одновременно.
| US 3867081 А, 18.02.1975 | |||
| US 4060053 А, 29.11.1977 | |||
| US 4755125 А, 05.07.1988 | |||
| Многоканальный цифрово-аналоговый преобразователь | 1982 |
|
SU1046927A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ ИЗ ПЛАСТМАССЫ | 1995 |
|
RU2151058C1 |
| Многопозиционная машина для производства трубчатых изделий из полимеров | 1984 |
|
SU1335480A1 |
| МНОГООПЕРАЦИОННАЯ РОТОРНАЯ МАШИНА | 0 |
|
SU206835A1 |

