1. Область техники
Настоящее изобретение относится в общем к способу декоративного оформления поверхности и более конкретно к способу литьевого формования изделия с пленкой на поверхности.
2. Уровень техники
Для выполнения требования к высокой точности и качеству изделий из пластмасс существуют различные способы декоративного оформления поверхности. В способе прикрепления поверхностной пленки к основе в форме пленку печатают и декоративно оформляют и затем формуют до конкретной формы газом под высоким давлением и обрезают ножом до требуемого размера. После этого пленку помещают в пресс-форму для литьевого формования. Продукт литьевого формования имеет на себе пленку для выполнения функции стойкости к атмосферным воздействиям и стойкости текстурного рисунка или изображения. Пленка, однако, формуется в другое время до помещения в пресс-форму, поэтому пленка не может быть прочно прикреплена к боковой стенке полости пресс-формы из-за ее расширяемости (или усадки), приводящей к изменению размера или формы. Такое состояние может приводить к разрыву пленки при литье пластика в пресс-форму при высокой температуре и давлении. Это вызывает сдвиг текстурного рисунка или изображения на изделиях, что приводит к увеличению количества брака.
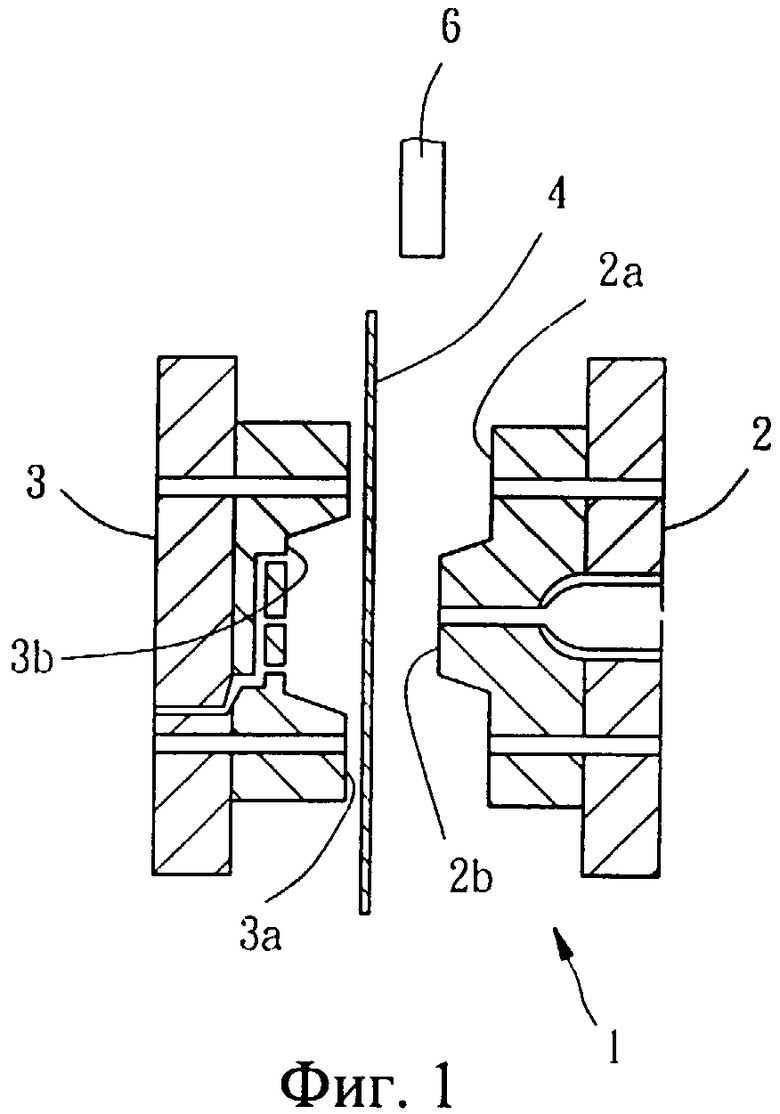
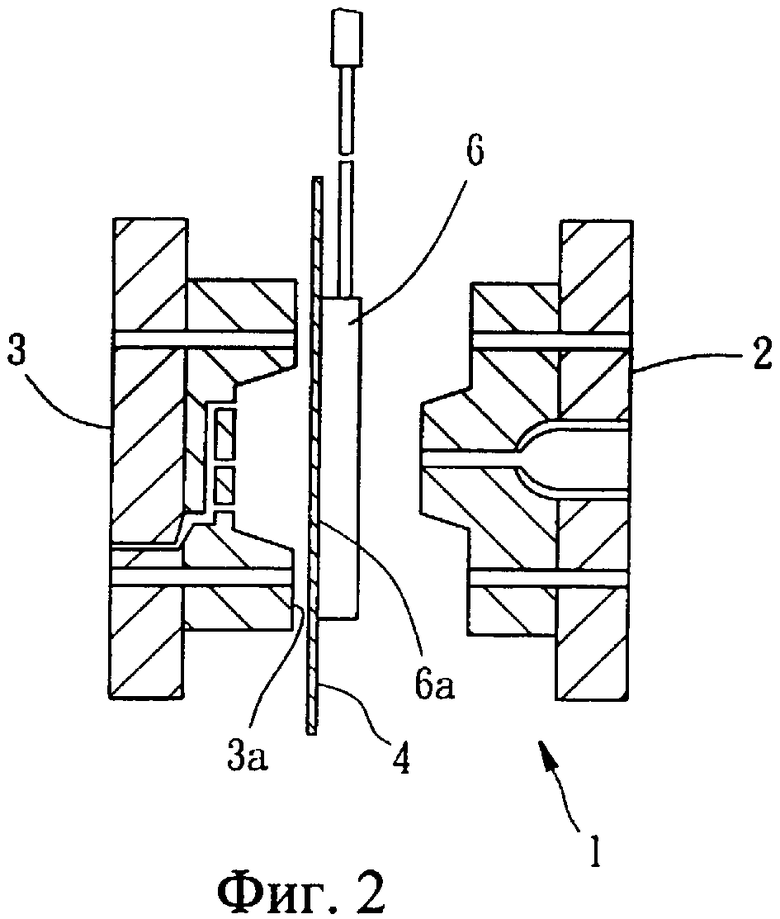
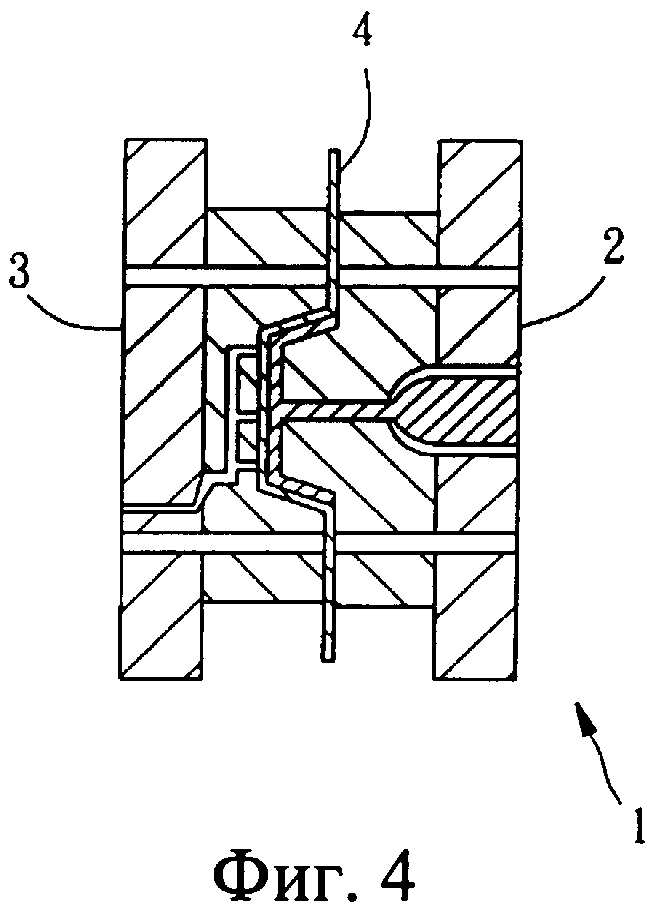
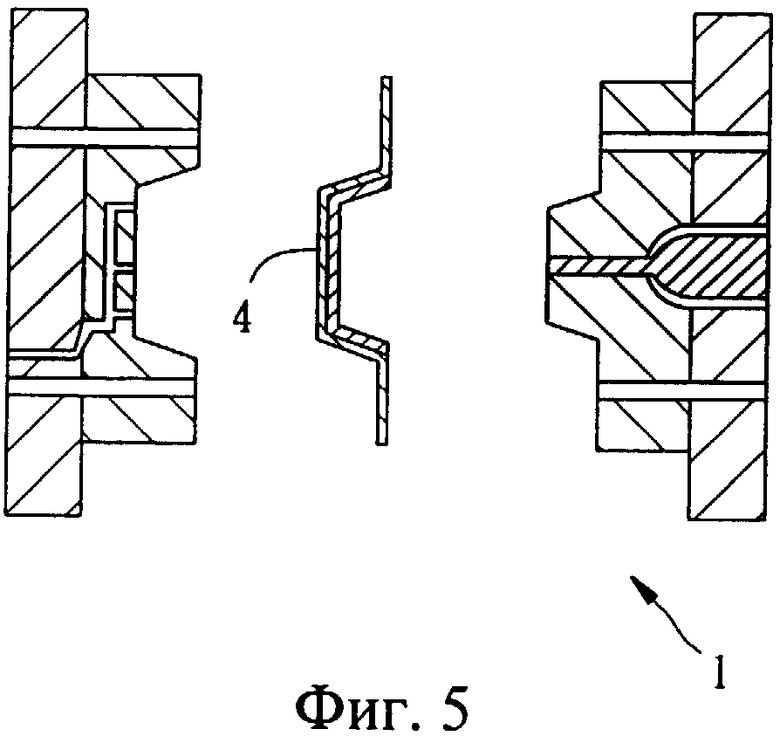
Для устранения вышеуказанной проблемы предложен усовершенствованный способ, показанный на Фиг.1-5, который предусматривает, что пресс-форма 1 содержит первый элемент 2 и второй элемент 3. Первый элемент 2 имеет первую поверхность 2а и выступ 2b на первой поверхности 2а. Второй элемент 3 имеет вторую поверхность 3а и выемку 3b на второй поверхности 3а. На первом этапе способа удлиненную пленку 4 помещают между первым элементом 2 и вторым элементом 3 (пленка 4 сохраняет заданное расстояние от второго элемента 3). На втором этапе устройство 6 нагрева перемещают в положение над пленкой 4 и затем перемещают вниз для того, чтобы прижать пленку 4 к второй поверхности 3а второго элемента 3. Устройство 6 нагрева имеет нагревающую поверхность 6а напротив пленки 4 для ее размягчения. Насос (не показан) соединен с вторым элементом 3 для удаления воздуха из выемки 3b. В результате пленка 4 всасывается в выемку 3b и прикрепляется к боковой стенке выемки 3b. Далее, перемещение устройства 6 нагрева от пленки и перемещение первого элемента 2 к второму элементу 3 приводит к входу выступа 2b первого элемента 2 в выемку 3b второго элемента 3. Для литья пластика на пленку 4 выполняется процесс литьевого формования. После этого пресс-форму 1 открывают и получают изделие с пленкой 4 на нем. Изделие с пленкой 4 на нем не имеет вышеуказанных недостатков.
Изделие, полученное вышеупомянутым способом, имеет на нем защитную пленку 4. Пленка 4 выполняет функции защиты от атмосферных воздействий и предотвращения текстурного рисунка или изображения на изделия от разрыва или разложения. Однако вышеупомянутый способ все же имеет некоторые недостатки.
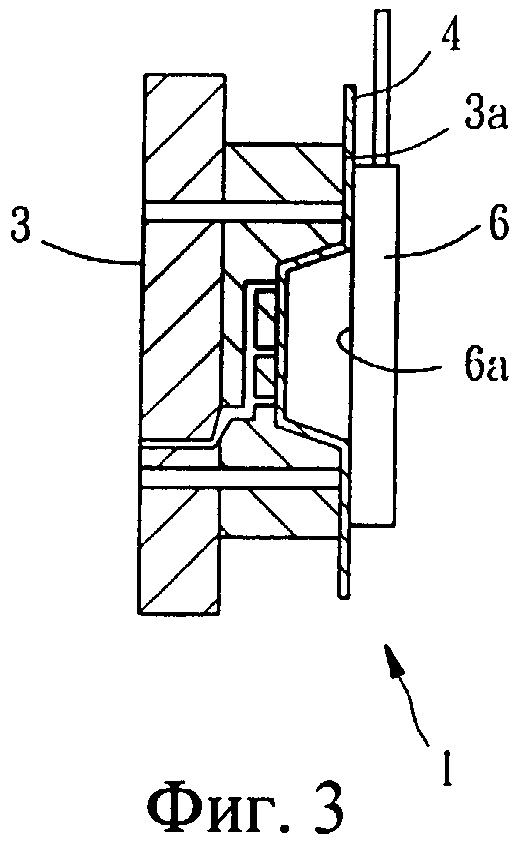
На этапе нагрева, как показано на Фиг.2, устройство 6 нагрева почти касается пленки, расплавляя пленку 4. Если пленка 4 не расплавится на этапе нагрева, устройство 6 нагрева на следующем этапе прижмет край пленки 4, как показано на Фиг.3. В этот момент пленку 4 легко расплавить, и литьевое формование будет остановлено после расплавления пленки 4. Даже если пленка 4 сможет выдержать высокую температуру устройства 6 нагрева, она всегда коробится из-за изменяющейся температуры устройства 6 нагрева, что делает поверхность изделия волнистой, и угол изгиба изделия будет меньше 70 градусов, что сузит область применения изделия. Кроме того, пленка 4 может приклеиться к устройству 6 нагрева и остаться на нем, а не на втором элементе 3 пресс-формы.
Процесс литьевого формования будет остановлен в случае любой из вышеуказанных проблем и возобновлен после устранения проблемы. Это приводит к остановке производства и потерям материалов. То есть вышеизложенный способ также необходимо совершенствовать.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Главной целью настоящего изобретения является создание способа литьевого формования изделия с пленкой на поверхности, при котором пленка на поверхности имеет меньше возможности расплавиться.
В соответствии с целью настоящего изобретения способ настоящего изобретения предусматривает наличие пресс-формы с первым элементом, вторым элементом и удерживающим устройством между первым элементом и вторым элементом. Пленку помещают в пресс-форму между удерживающим устройством и вторым элементом. Затем удерживающее устройство подают в направлении второго элемента для прижатия пленки к нему и размягчения и формования пленки во втором элементе. Далее, первый элемент перемещают в направлении второго элемента для закрывания пресс-формы и затем выполняют процесс литьевого формования для подачи расплавленного материала в пресс-форму. Расплавленный материал соединяется с пленкой, образуя изделие с пленкой на поверхности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1-5 показаны виды в разрезе известного способа.
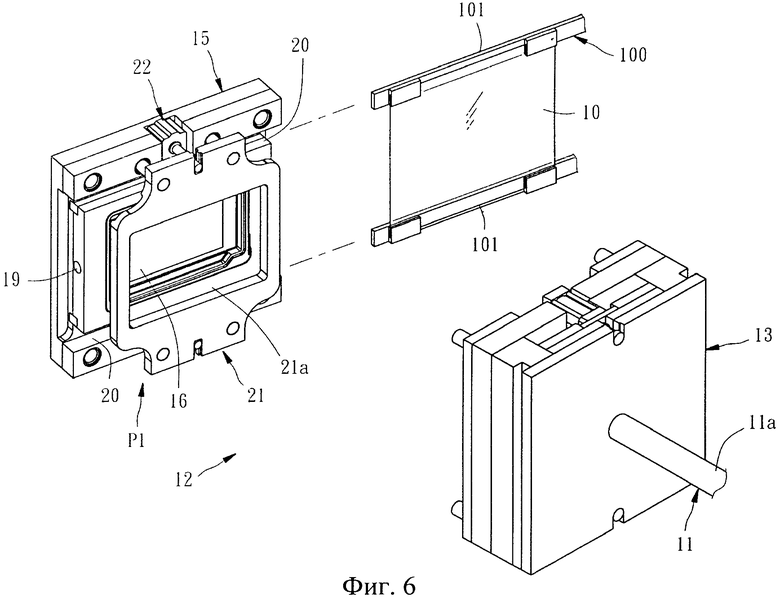
На Фиг.6 показан перспективный вид одного лучшего варианта осуществления настоящего изобретения с указанием положения пленки, пресс-формы и аппарата литьевого формования.
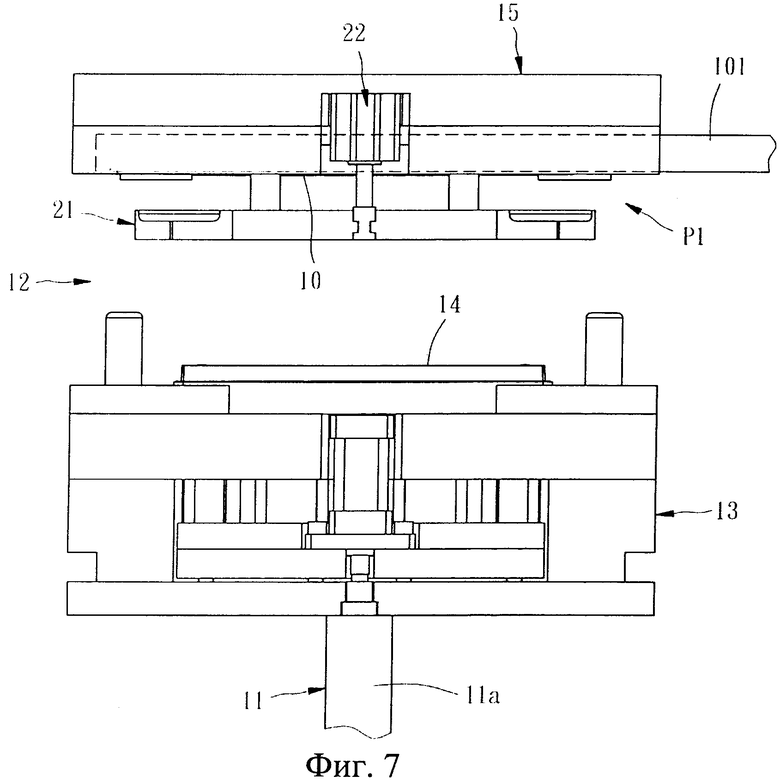
На Фиг.7 показан вид сверху лучшего варианта осуществления изобретения с указанием рычага, удерживающего пленку и заходящего в прорезь.
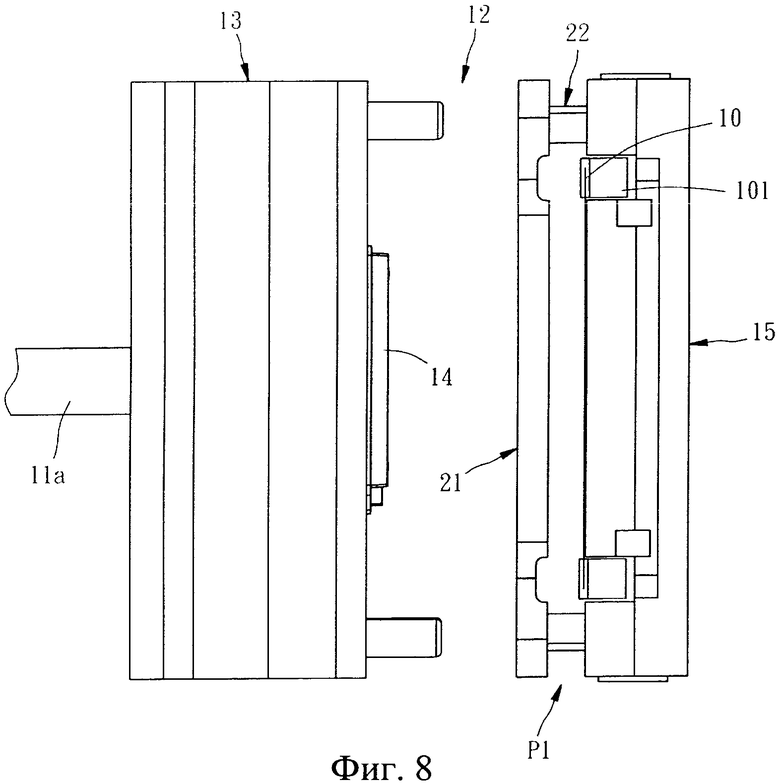
На Фиг.8 показан вид сбоку варианта, показанного на ФИГ.7.
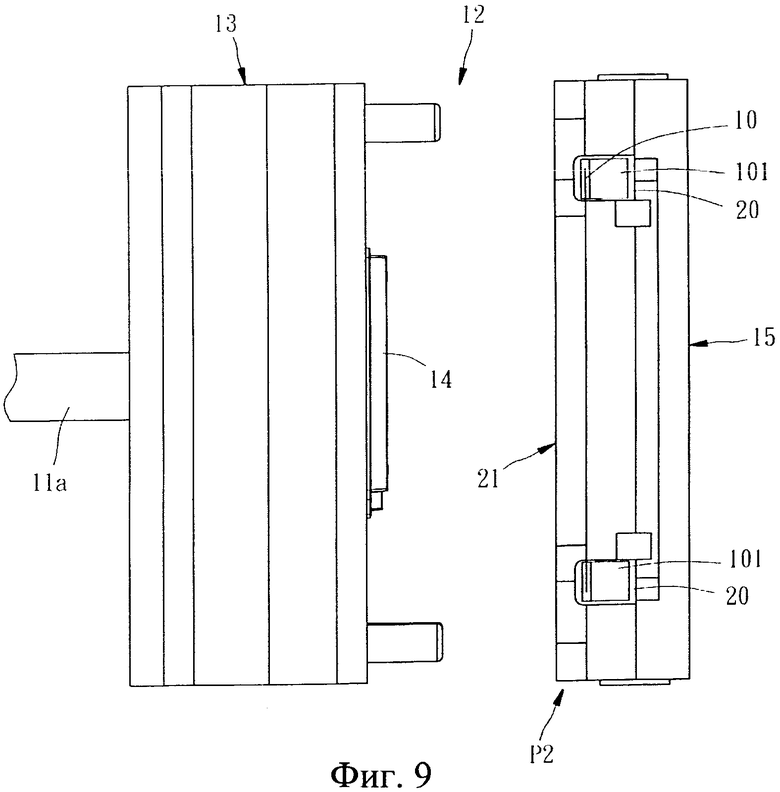
На Фиг.9 показан вид сбоку лучшего варианта осуществления настоящего изобретения с указанием удерживающего устройства, удерживающего пленку, и рычаг в прорези.
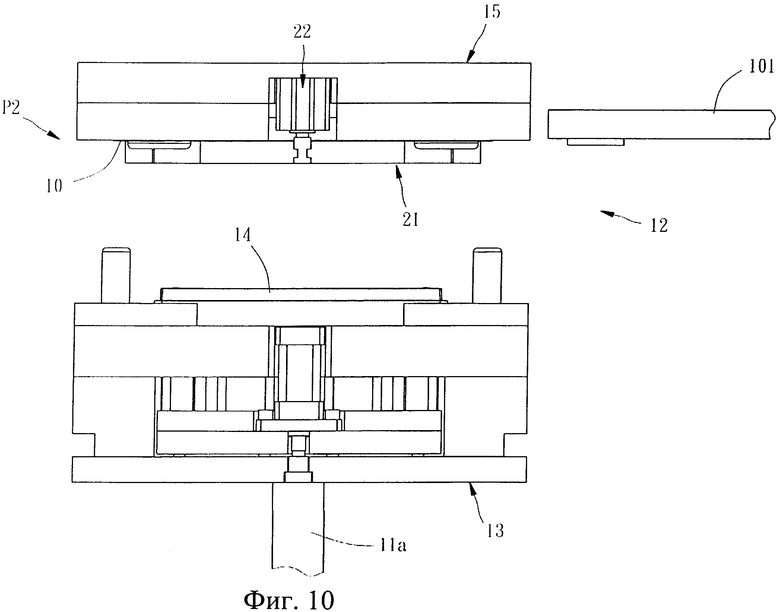
На Фиг.10 показан вид сверху лучшего варианта осуществления настоящего изобретения с указанием удерживающего устройства, удерживающего пленку, и рычага, выходящего из прорези.
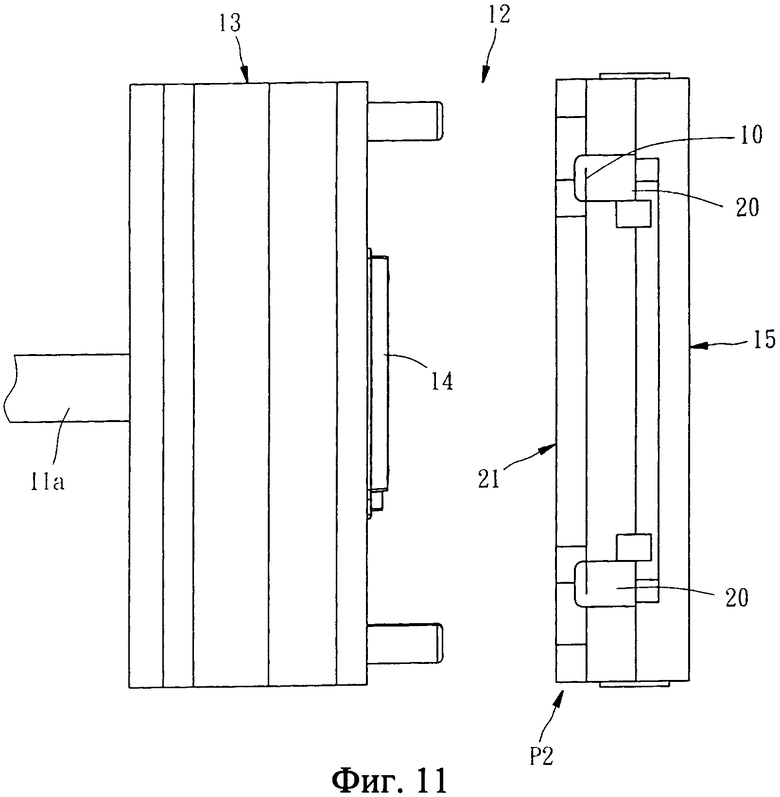
На Фиг.11 показан вид сбоку лучшего варианта осуществления настоящего изобретения с указанием удерживающего устройства, удерживающего пленку, и рычага, выходящего из прорези.
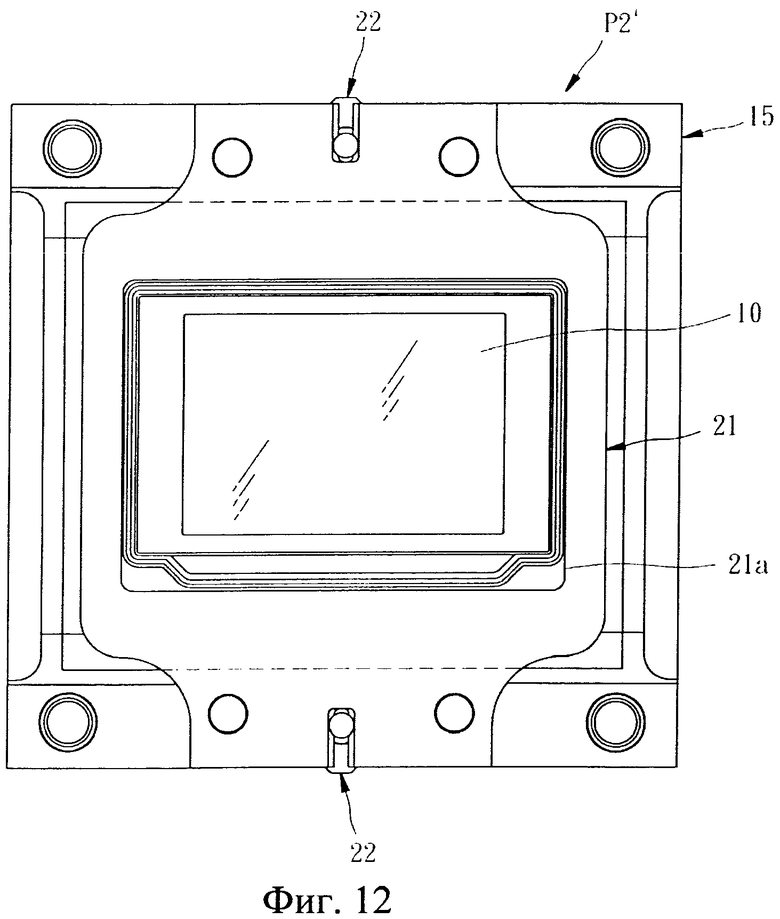
На Фиг.12 показан вид спереди варианта, показанного на ФИГ.9.
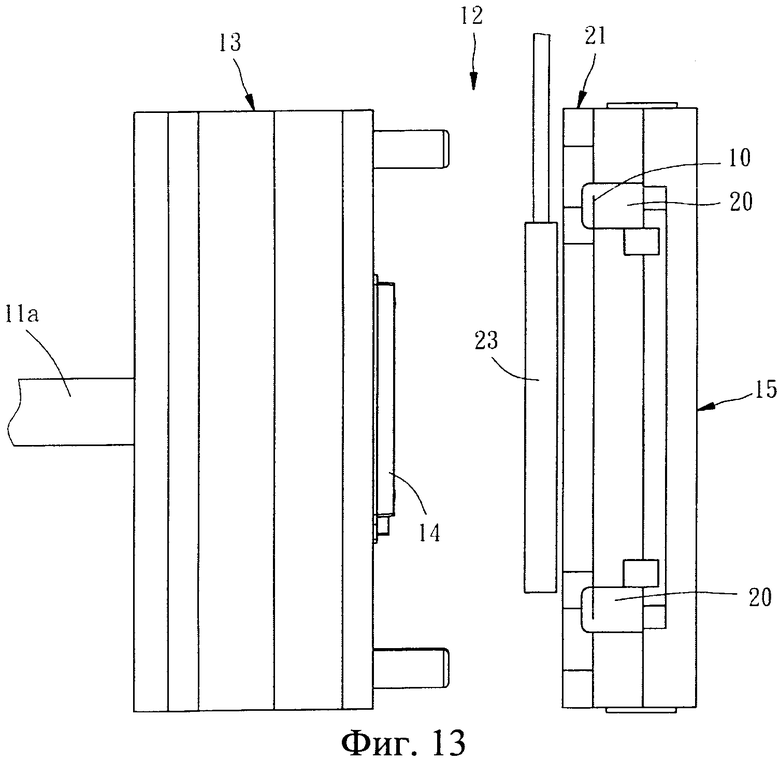
На Фиг.13 показан вид сбоку лучшего варианта осуществления настоящего изобретения с указанием пленки, нагреваемой устройством нагрева.
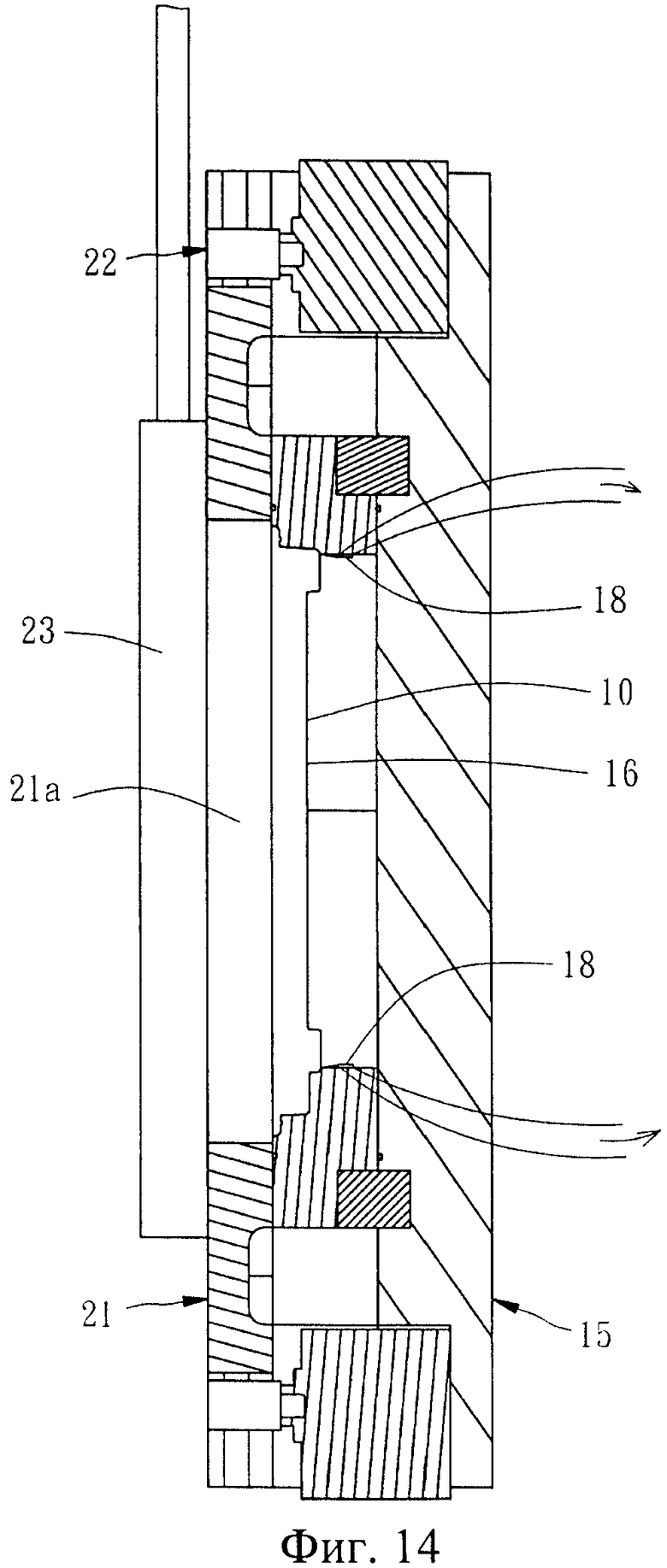
На Фиг.14 показан вид в разрезе лучшего варианта осуществления настоящего изобретения с указанием пленки, всасываемой на второй элемент пресс-формы.
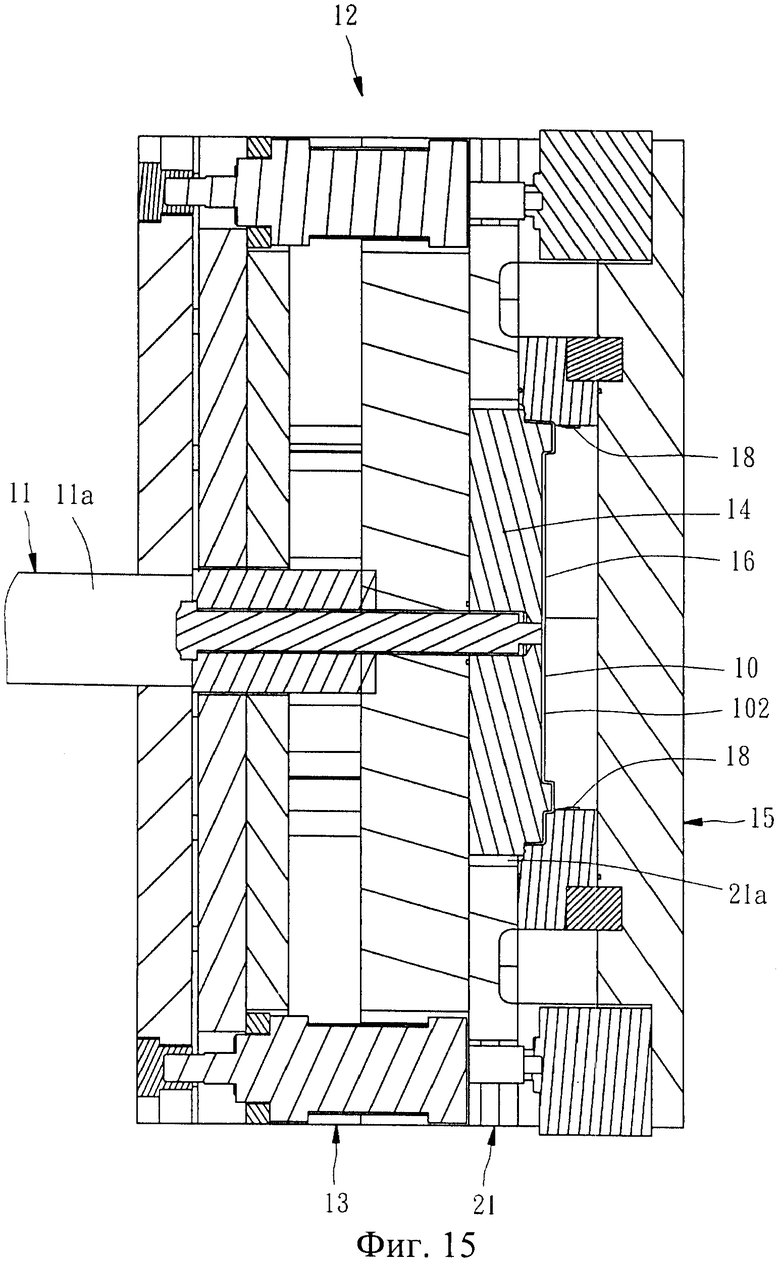
На Фиг.15 показан вид в разрезе лучшего варианта осуществления настоящего изобретения с указанием пресс-формы, закрытой для литьевого формования.
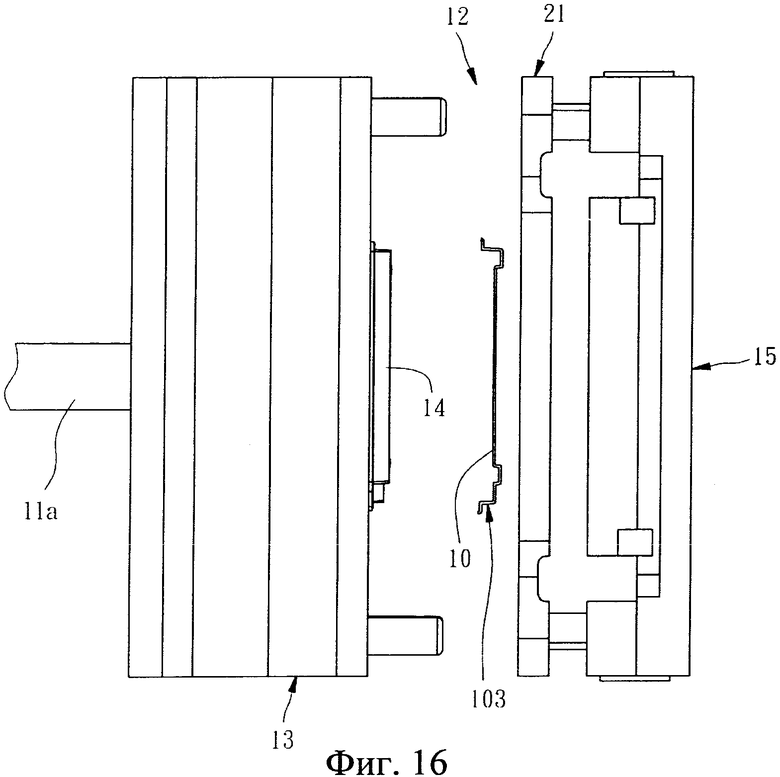
На Фиг.16 показан вид сбоку лучшего варианта осуществления настоящего изобретения с указанием открытой пресс-формы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Как показано на Фиг.6-16, способ изготовления основы с пленкой на поверхности включает в себя следующие этапы.
Первый, подготовка пленки 10. В настоящем варианте осуществления пленку 10 обрезали до заданного размера и нанесли на нее текстурный рисунок или изображение. Пленку 10 помещают на устройство подачи 100. Устройство подачи 100 обрезает пленку 10 до заданного размера и регулирует положение пленки 10, и затем устройство подачи 100 с помощью двух рычагов 101 удерживает противоположные концы пленки 10 для следующего этапа.
Второй, подготовка аппарата 11 для литьевого формования и пресс-формы 12. Аппарат 11 для литьевого формования содержит форсунку 11а, соединенную с пресс-формой 12. В настоящем варианте осуществления пресс-форма 12 содержит первый элемент 13, второй элемент 15 и удерживающее устройство 21 между первый и вторым элементами 13, 15. Первый элемент 13, с которым соединен аппарат для литьевого формования, перемещается в ходе операции. Первый элемент 13 имеет выступ 14, в котором выполнен канал. Форсунка 11а соединена с каналом для подачи через него расплавленного пластикового материала. Второй элемент 15 неподвижный, и первый элемент 13 перемещается к второму элементу 15 или от него для закрывания или открывания пресс-формы 12. Второй элемент 15 имеет выемку 16 с углом изгиба больше 70 градусов, отверстие 18 (см. Фиг.14) на изогнутой части выемки 16 и канал 19 (см. Фиг.6), сообщенный с отверстием 18. Насос (не показан) соединен с каналом 19 второго элемента 15 для закачки газа в выемку 16 или откачки газа из выемки 16 через канал 19 и отверстие 18. Второй элемент 15, кроме того, имеет две удлиненных прорези 20 на противоположных сторонах выемки 16. Рычаги 101 могут входить в прорези 20 для быстрой подачи пленки 10. Удерживающее устройство 21 перемещается узлом цилиндра 22 для возвратно-поступательного движения между первым положением Р1 (см. Фиг.8), в котором удерживающее устройство 21 находится на заданном расстоянии от второго элемента 15, и вторым положением Р2 (см. Фиг.9), в котором удерживающее устройство 21 касается второго элемента 15. Удерживающее устройство 21 располагают в первом положении Р1 до помещения пленки 10 в пресс-форму 12 (см. Фиг.6). Удерживающее устройство 21 имеет пустотелую часть, связанную с выемкой 16 (см. Фиг.6 и Фиг.14).
Третий, как показано на Фиг.7 и Фиг.8, рычаги 101 используются для удержания пленки 10 и входа в прорези 20 для переноса пленки 10 в положение между вторым элементом 15 и удерживающим устройством 21. После этого узел цилиндра 22 перемещает удерживающее устройство 21 во второе положение Р2 (см. Фиг.9) так, чтобы удерживающее устройство 21 прижало пленку 10 к второму элементу 15. Далее, рычаги 101 освобождают пленку 10 и выходят из прорезей 20 (см. Фиг.10 и Фиг.11), чтобы край пленки 10 был прижат удерживающим устройством 21 (см. Фиг.12). После этого пленку 10 помещают в пресс-форму 12, и пленка 10 герметизирует выемку 16 второго элемента 15.
Четвертый, выполнение этапа нагрева и откачки воздуха. Как показано на Фиг.13 и Фиг.14, внешнее устройство нагрева 23 переводят в положение над пустотелой частью 21 удерживающего устройства 21. Внешнее устройство нагрева 23 постоянно находится на заданном расстоянии от удерживающего устройства 21 (приблизительная толщина удерживающего устройства 21) и нагревает пленку 10 так, чтобы пленка 10 размягчилась и не была повреждена теплом. Пока пленка 10 размягчается, запускают насос для откачки газа из выемки 16, и созданное низкое давление в выемке 16 притягивает пленку 10 к боковой стенке выемки 16 (см. Фиг.14). Расстояние от внешнего устройства нагрева 23 до пленки 10 позволяет равномерно нагревать пленку 10, что обеспечивает плотное прижатие пленки 10 к боковой стенке выемки 16 и образует точную форму для расширения применения изделий.
Пятый, выполнение процесса литьевого формования. Как показано на Фиг.15, первый элемент 13 перемещают к второму элементу 15, при этом выступ 14 входит в выемку 16 через пустотелую часть 21 удерживающего устройства 21, закрывая пресс-форму 12 и образуя полость 102 между выступом 14 и боковой стенкой выемки 16 в пресс-форме 12. Пленка 10 располагается в полости 102. Аппарат для литьевого формования 11 подает расплавленный пластиковый материал в полость 102 пресс-формы 12 через форсунку 11а. Расплавленный пластиковый материал соединяется с пленкой 10, образуя основу с пленкой 10 на ее поверхности. После процесса литьевого формования насос отключают.
На конечном этапе первый элемент 13 перемещают от второго элемента 15 и снова запускают насос для закачки газа в выемку 16 для того, чтобы достать изделие 103 с пленкой 10 на его поверхности.
Настоящее изобретение предлагает удерживающее устройство 21 для удержания пленки 10, внешнее устройство нагрева 23, которое находится на постоянном расстоянии от пленки 10, для нагрева пленки 10 и отверстие 18 на боковой стороне выемки 16 второго элемента 15 пресс-формы, благодаря которым изделие 103, изготовленное способом настоящего изобретения, имеет больший угол изгиба для расширения применения и повышения точности изготовления и качества изделий.
Необходимо сказать, что согласно настоящему изобретению газ откачивают из выемки 16 второго элемента 15 на этапе нагрева пленки 10. На практике можно закачивать газ в выемку 16 второго элемента 15 для прижатия пленки 10 к боковой стенке выемки 16 или применять другие соответствующие способы. Кроме того, узел цилиндра 22 необязательно должен быть соединен с вторым элементом 15 пресс-формы, когда узел цилиндра 22 может перемещать удерживающее устройство 21 между первым положением Р1 и вторым положением Р2.
Выше описаны немногие лучшие варианты осуществления настоящего изобретения, и эквивалентность настоящего изобретения входит в объем формулы изобретения.
Настоящее изобретение предлагает пресс-форму с первым элементом, вторым элементом и удерживающим устройством между первым элементом и вторым элементом. Пленка входит в пресс-форму между удерживающим устройством и вторым элементом. Затем удерживающее устройство подают к второму элементу для прижатия пленки к второму элементу и размягчают и формуют пленку во втором элементе пресс-формы. Далее первый элемент пресс-формы перемещают к второму элементу пресс-формы для закрывания пресс-формы и выполняют процесс литьевого формования для подачи расплавленного материала в пресс-форму. Расплавленный материал соединяется с пленкой для образования изделия с пленкой на поверхности. Технический результат при использовании заявленного изобретения позволяет пленке на поверхности расплавляться меньше. 4 н. и 10 з.п. ф-лы, 16 ил.
1. Способ изготовления основы с пленкой на поверхности, содержащий этапы:
подготовки пленки;
подготовки аппарата для литьевого формования и пресс-формы, причем пресс-форма содержит первый элемент, второй элемент и удерживающее устройство между первым элементом и вторым элементом, и удерживающее устройство при эксплуатации перемещают между первым положением, в котором удерживающее устройство постоянно находится на заданном расстоянии от второго элемента, и вторым положением, в котором удерживающее устройство касается второго элемента, и причем аппарат для литьевого формования соединен с первым элементом пресс-формы, и удерживающее устройство соединено с вторым элементом пресс-формы;
перемещения пленки в положение между вторым элементом пресс-формы и удерживающим устройством с помощью подающего устройства, имеющего два рычага для удержания пленки, когда удерживающее устройство расположено в первом положении;
перемещения удерживающего устройства в второе положение из первого положения для прижатия пленки к второму элементу пресс-формы;
нагрева и формования пленки в определенную форму во втором элементе пресс-формы;
перемещения первого элемента пресс-формы к второму элементу пресс-формы для образования полости в пресс-форме, в которой пленка прижата к боковой стенке полости;
эксплуатации аппарата для литьевого формования, для подачи материала в полость пресс-формы, где пленка соединяется с материалом, образуя изделие с пленкой на поверхности;
и перемещения первого элемента пресс-формы от второго элемента пресс-формы для изъятия изделия.
2. Способ по п.1, отличающийся тем, что пленку разрезают до определенного размера до перемещения в пресс-форму.
3. Способ по п.1, отличающийся тем, что первый элемент пресс-формы имеет выступ, и второй элемент пресс-формы имеет выемку, и удерживающее устройство имеет пустотелую часть, связанную с выемкой второго элемента пресс-формы, и упомянутый выступ входит в выемку через пустотелую часть удерживающего устройства, когда первый элемент пресс-формы перемещают к второму элементу пресс-формы, и первый элемент пресс-формы имеет канал в выступе, к которому подсоединяют аппарат для литьевого формования.
4. Способ по п.1, отличающийся тем, что удерживающее устройство перемещается узлом цилиндра, который соединен со вторым элементом пресс-формы, между первым положением и вторым положением.
5. Способ по п.1, отличающийся тем, что второй элемент пресс-формы имеет две прорези, и рычаги подающего устройства удерживают пленку и заходят в прорези для перемещения пленки в положение между удерживающим устройством и вторым элементом пресс-формы, и рычаги освобождают пленку и выходят из прорезей, когда удерживающее устройство перемещается во второе положение.
6. Способ по п.3, отличающийся тем, что пленку нагревают для размягчения и прикрепления к боковой стенке выемки.
7. Способ по п.6, кроме того, содержащий этап откачки газа из выемки для прижатия пленки к боковой стенке выемки.
8. Способ по п.6, кроме того, содержащий этап закачки газа в выемку для прижатия пленки к боковой стенке выемки.
9. Способ по п.6, отличающийся тем, что пленку нагревают с помощью устройства нагрева, которое перемещают в положение между удерживающим устройством и первым элементом пресс-формы и которое постоянно находится на заданном расстоянии от удерживающего устройства перед нагревом, и насос подсоединяют к второму элементу пресс-формы для откачки газа из выемки второго элемента пресс-формы после размягчения пленки устройством нагрева, и насос отключают перед этапом открывания пресс-формы.
10. Способ по п.9, отличающийся тем, что насос закачивает газ в выемку после этапа открывания пресс-формы.
11. Способ по п.3, отличающийся тем, что выемка имеет угол изгиба больше 70°.
12. Способ изготовления основы с пленкой на поверхности, содержащий этапы:
подготовки пленки;
подготовки аппарата для литьевого формования и пресс-формы, причем пресс-форма содержит первый элемент, второй элемент и удерживающее устройство между первым элементом и вторым элементом, и удерживающее устройство при эксплуатации перемещают между первым положением, в котором удерживающее устройство постоянно находится на заданном расстоянии от второго элемента, и вторым положением, в котором удерживающее устройство касается второго элемента, и причем аппарат для литьевого формования соединен с первым элементом пресс-формы, и удерживающее устройство соединено с вторым элементом пресс-формы; первый элемент пресс-формы имеет выступ, и второй элемент пресс-формы имеет выемку, и удерживающее устройство имеет пустотелую часть, соединенную с выемкой второго элемента пресс-формы, и выступ входит в выемку через пустотелую часть удерживающего устройства, когда первый элемент пресс-формы перемещен к второму элементу пресс-формы, и первый элемент пресс-формы имеет канал в выступе, к которому подсоединен аппарат литьевого формования;
перемещения пленки в положение между вторым элементом пресс-формы и удерживающим устройством с помощью подающего устройства, имеющего два рычага для удержания пленки, когда удерживающее устройство расположено в первом положении;
перемещения удерживающего устройства в второе положение из первого положения для прижатия пленки к второму элементу пресс-формы;
закачки газа в выемку для прижатия пленки к боковой стенке выемки;
нагрева пленки для размягчения и прижатия к боковой стенке выемки и формования ее в определенную форму во втором элементе пресс-формы, причем пленку нагревают с помощью устройства нагрева, которое перемещают в положение между удерживающим устройством и первым элементом пресс-формы и которое постоянно находится на заданном расстоянии от удерживающего устройства перед нагревом, и насос подсоединяют к второму элементу пресс-формы для откачки газа из выемки второго элемента пресс-формы после размягчения пленки устройством нагрева, и насос отключают перед этапом открывания пресс-формы, отличающийся тем, что насос закачивает газ в выемку после этапа открывания пресс-формы;
перемещения первого элемента пресс-формы к второму элементу пресс-формы для образования полости в пресс-форме, в которой пленка прижата к боковой стенке полости;
эксплуатации аппарата для литьевого формования для подачи материала в полость пресс-формы, где пленка соединяется с материалом, образуя изделие с пленкой на поверхности;
и перемещения первого элемента пресс-формы от второго элемента пресс-формы для изъятия изделия.
13. Способ изготовления основы с пленкой на поверхности, содержащий этапы:
подготовки пленки;
подготовки аппарата для литьевого формования и пресс-формы, причем пресс-форма содержит первый элемент, второй элемент и удерживающее устройство между первым элементом и вторым элементом, и удерживающее устройство при эксплуатации перемещают между первым положением, в котором удерживающее устройство постоянно находится на заданном расстоянии от второго элемента, и вторым положением, в котором удерживающее устройство касается второго элемента, и причем аппарат для литьевого формования соединен с первым элементом пресс-формы, и удерживающее устройство соединено с вторым элементом пресс-формы;
первый элемент пресс-формы имеет выступ, и второй элемент пресс-формы имеет выемку, и удерживающее устройство имеет пустотелую часть, соединенную с выемкой второго элемента пресс-формы, и выступ входит в выемку через пустотелую часть удерживающего устройства, когда первый элемент пресс-формы перемещен к второму элементу пресс-формы, и первый элемент пресс-формы имеет канал в выступе, к которому подсоединен аппарат литьевого формования;
перемещения пленки в положение между вторым элементом пресс-формы и удерживающим устройством с помощью подающего устройства, имеющего два рычага для удержания пленки, когда удерживающее устройство расположено в первом положении;
перемещения удерживающего устройства в второе положение из первого положения для прижатия пленки к второму элементу пресс-формы;
нагрева пленки для размягчения и прижатия к боковой стенке выемки и формования ее в определенную форму во втором элементе пресс-формы;
перемещения первого элемента пресс-формы к второму элементу пресс-формы для образования полости в пресс-форме, в которой пленка прижата к боковой стенке полости;
эксплуатации аппарата для литьевого формования для подачи материала в полость пресс-формы, где пленка соединяется с материалом, образуя изделие с пленкой на поверхности;
и перемещения первого элемента пресс-формы от второго элемента пресс-формы для изъятия изделия.
14. Способ изготовления основы с пленкой на поверхности, содержащий этапы:
подготовки пленки;
подготовки аппарата для литьевого формования и пресс-формы, причем пресс-форма содержит первый элемент, второй элемент и удерживающее устройство между первым элементом и вторым элементом, и удерживающее устройство при эксплуатации перемещают между первым положением, в котором удерживающее устройство постоянно находится на заданном расстоянии от второго элемента, и вторым положением, в котором удерживающее устройство касается второго элемента, и причем аппарат для литьевого формования соединен с первым элементом пресс-формы, и удерживающее устройство соединено с вторым элементом пресс-формы;
первый элемент пресс-формы имеет выступ, и второй элемент пресс-формы имеет выемку, и удерживающее устройство имеет пустотелую часть, соединенную с выемкой второго элемента пресс-формы, и выступ входит в выемку через пустотелую часть удерживающего устройства, когда первый элемент пресс-формы перемещен к второму элементу пресс-формы, и первый элемент пресс-формы имеет канал в выступе, к которому подсоединен аппарат литьевого формования, отличающийся тем, что выемка имеет угол изгиба больше 70°;
перемещения пленки в положение между вторым элементом пресс-формы и удерживающим устройством с помощью подающего устройства, имеющего два рычага для удержания пленки, когда удерживающее устройство расположено в первом положении;
перемещения удерживающего устройства в второе положение из первого положения для прижатия пленки к второму элементу пресс-формы;
нагрева пленки для размягчения и прижатия к боковой стенке выемки и формования ее в определенную форму во втором элементе пресс-формы;
перемещения первого элемента пресс-формы к второму элементу пресс-формы для образования полости в пресс-форме, в которой пленка прижата к боковой стенке полости;
эксплуатации аппарата для литьевого формования для подачи материала в полость пресс-формы, где пленка соединяется с материалом, образуя изделие с пленкой на поверхности;
и перемещения первого элемента пресс-формы от второго элемента пресс-формы для изъятия изделия.
| JP 10113949 А, 06.05.1998 | |||
| JP 10156868 А, 16.06.1998 | |||
| Устройство для изготовления фитиля тепловой трубы | 1980 |
|
SU953422A2 |
| УСТРОЙСТВО для ПОДАЧИ полосового и ЛЕНТОЧНОГО МАТЕРИАЛА В РАБОЧУЮ ЗОНУ ШТАМПА | 0 |
|
SU208661A1 |

