1. Область техники
Настоящее изобретение относится к транспортирующему устройству, более конкретно к машине для подачи пленки.
2. Уровень техники
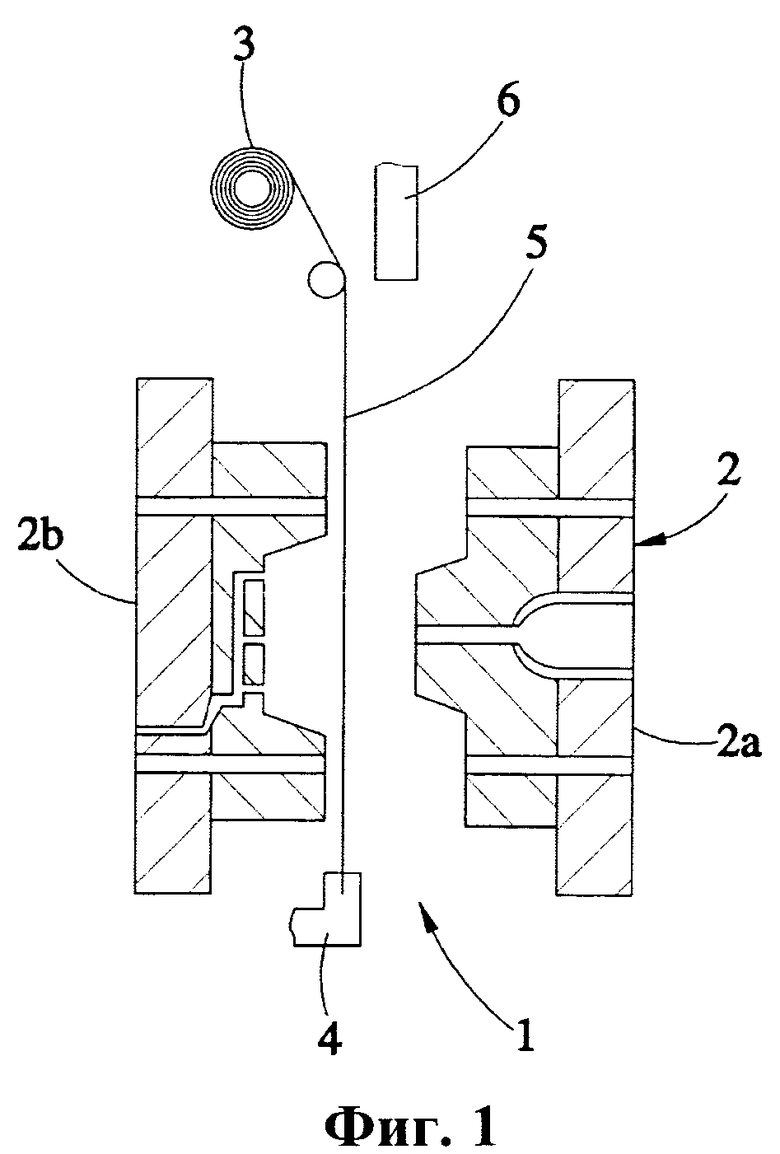
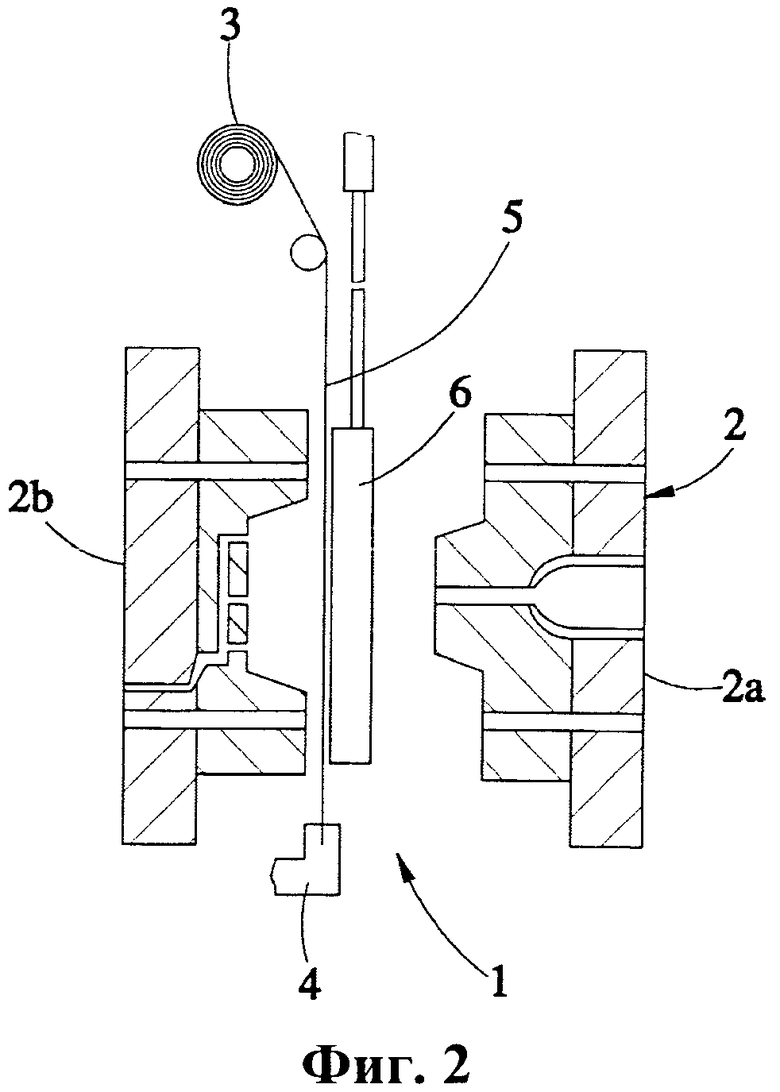
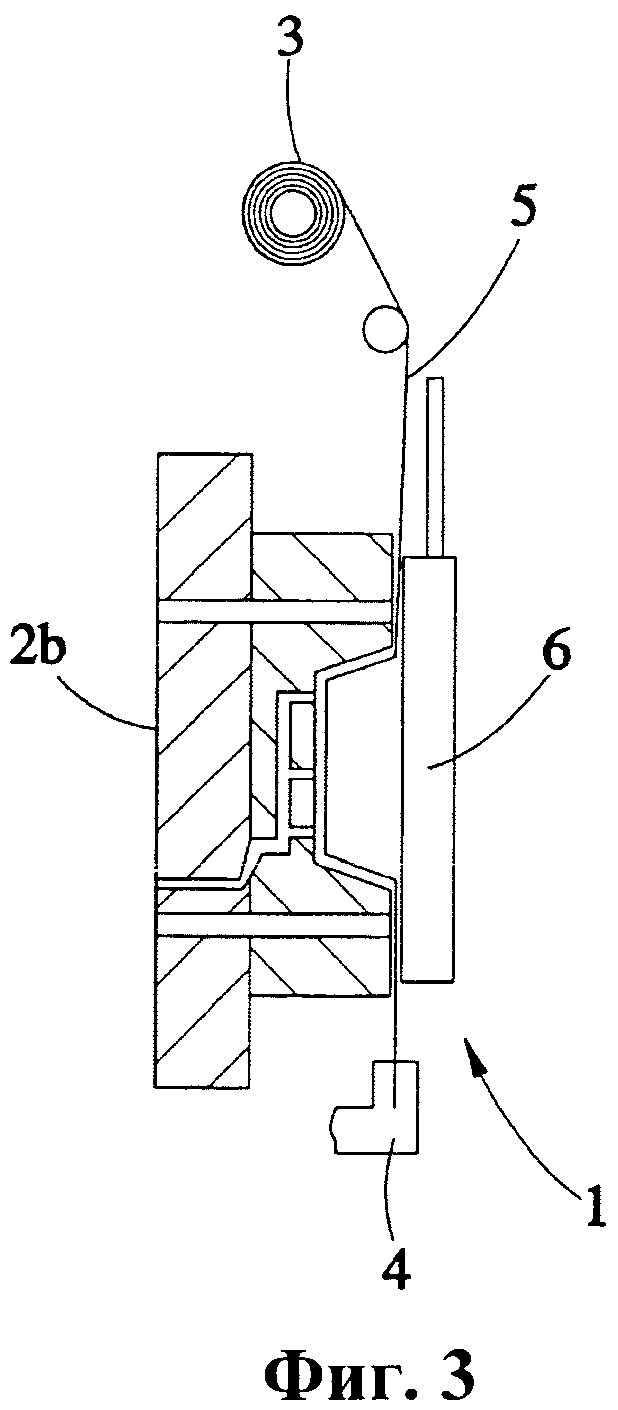
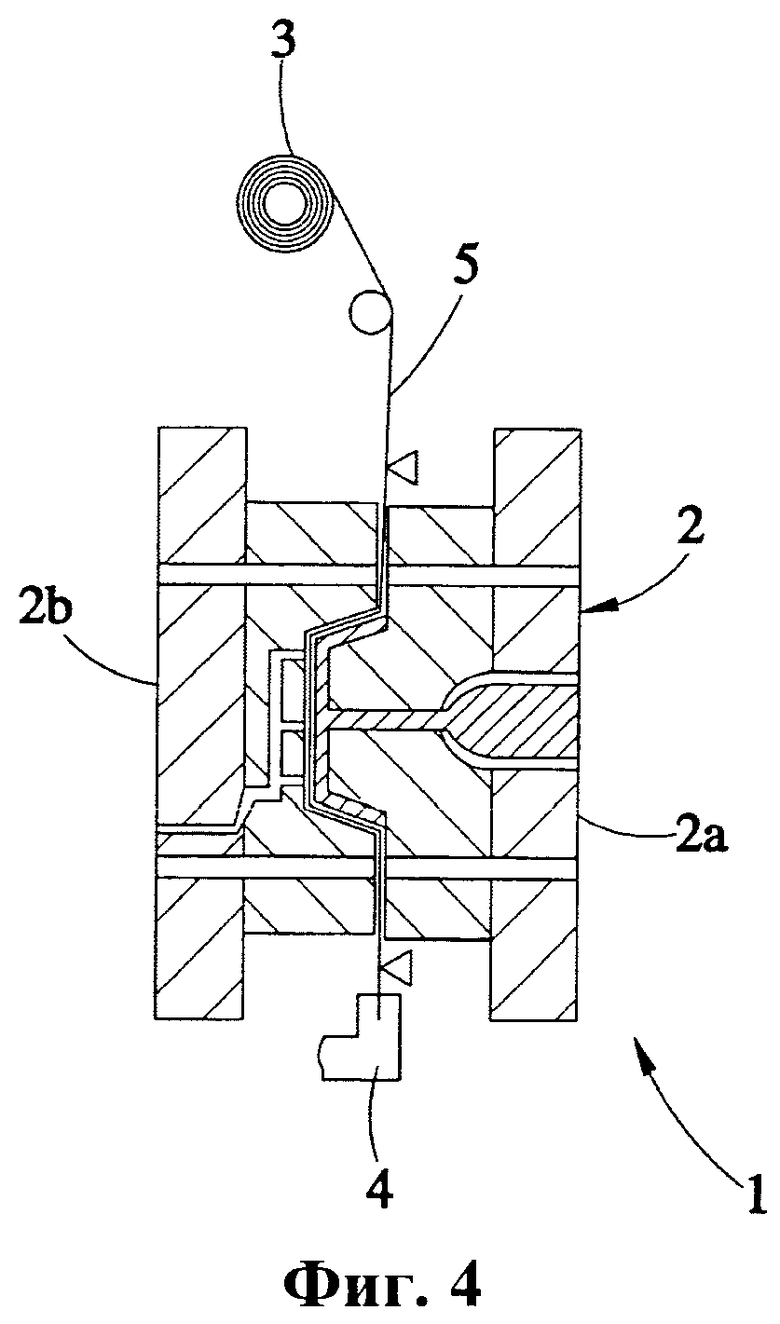
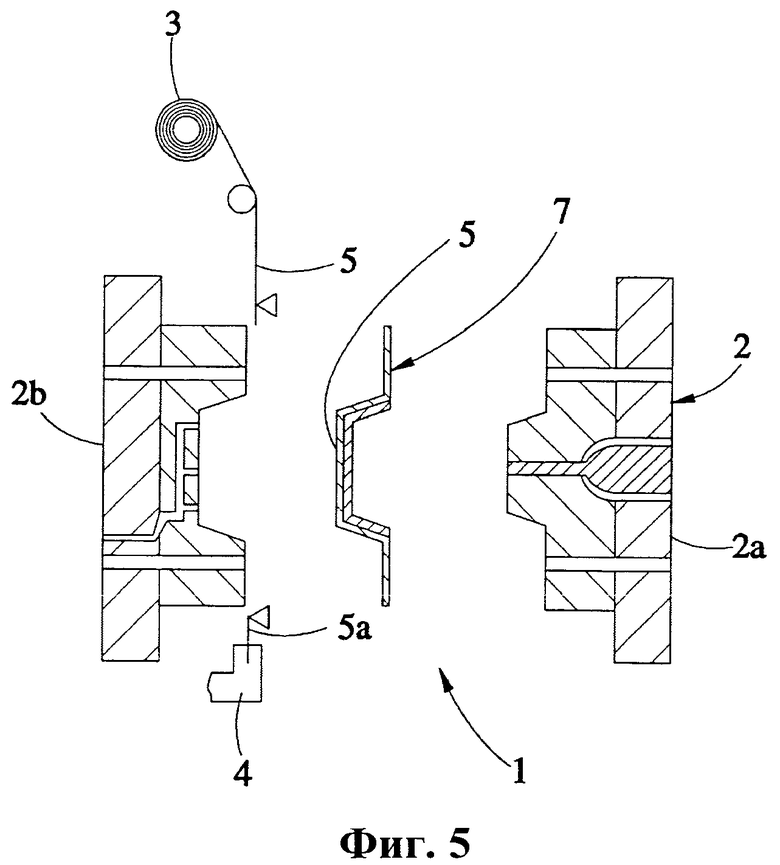
Тонкопленочные процессы используются в многих отраслях промышленности. На ФИГ.1-5 показана машина 1 для подачи пленки и пресс-форма 2 в сборе, которая содержит первый элемент 2а и второй элемент 2b, которые используют в литьевом процессе. Машина 1 для подачи пленки содержит барабан 3 и зажимное устройство 4 над и под пресс-формой 2. Рулон пленки 5 помещают на барабан 3 для подачи пленки 5 между первым элементом 2а и вторым элементом 2b пресс-формы, и зажимное устройство 4 удерживает пленку на противоположной стороне пресс-формы 2. Устройство нагрева 6 перемещают в положение между первым элементом 2а и вторым элементом 2b и в направлении пленки 5 для прижатия пленки 5 к второму элементу 2b и ее нагрева. Далее, пленка 5 присасывается к боковой стенке выемки второго элемента 2b пресс-формы вакуумом, и затем первый элемент 2а и второй элемент 2b пресс-формы соединяют для процесса литьевого формования. После процесса литьевого формования пленку 5 обрезают, и зажимное устройство 4 освобождает остальную пленку 5а (см. ФИГ.5) для получения изделия 5 с пленкой на поверхности после открывания пресс-формы 2. Вышеуказанные этапы могут повторяться в массовом производстве.
Однако в вышеуказанном способе должно использоваться зажимное устройство 4 для распрямления пленки 5 с рулона, и пленка 5 должна выступать из пресс-формы 2 для того, чтобы ее удерживало зажимное устройство 4, поэтому всегда часть пленки 5 отрезают при формовании изделия. Отрезанная пленка уходит в отходы (см. ФИГ.4 и ФИГ.5) и в массовом производстве количество отходов возрастает. Кроме того, барабан 3 и зажимное устройство 4 не могут обеспечить подачу пленки 5 с точным натяжением, что может привести к остановке процесса литьевого формования.
Вышеуказанный процесс должен содержать этап обрезки пленки, который увеличивает продолжительность всего процесса. Устройство нагрева 6 является внешним и требует контроллера для эксплуатации, что повышает требования к площади размещения и стоимости оборудования.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Главной целью настоящего изобретения является предложение машины для подачи пленки, которая имеет преимущества снижения издержек, уменьшения требуемой площади, уменьшения количества брака и повышения эффективности.
Согласно цели настоящего изобретения машина для подачи пленки имеет раму. На раме предусмотрено основание для пленки, по которому непрерывно транспортируется пленка. Подающее устройство перемещают по первой оси между выдвинутым положением и втянутым положением для удержания и транспортировки пленки. Протягивающее устройство, которое расположено рядом с первой осью, вытягивает пленку с основания в положение, в котором она удерживается подающим устройством. Режущее устройство, которое расположено рядом с первой осью и между подающим устройством и основанием для пленки, режет пленку на отрезки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На ФИГ.1-5 показаны схемы известного оборудования для литьевого процесса.
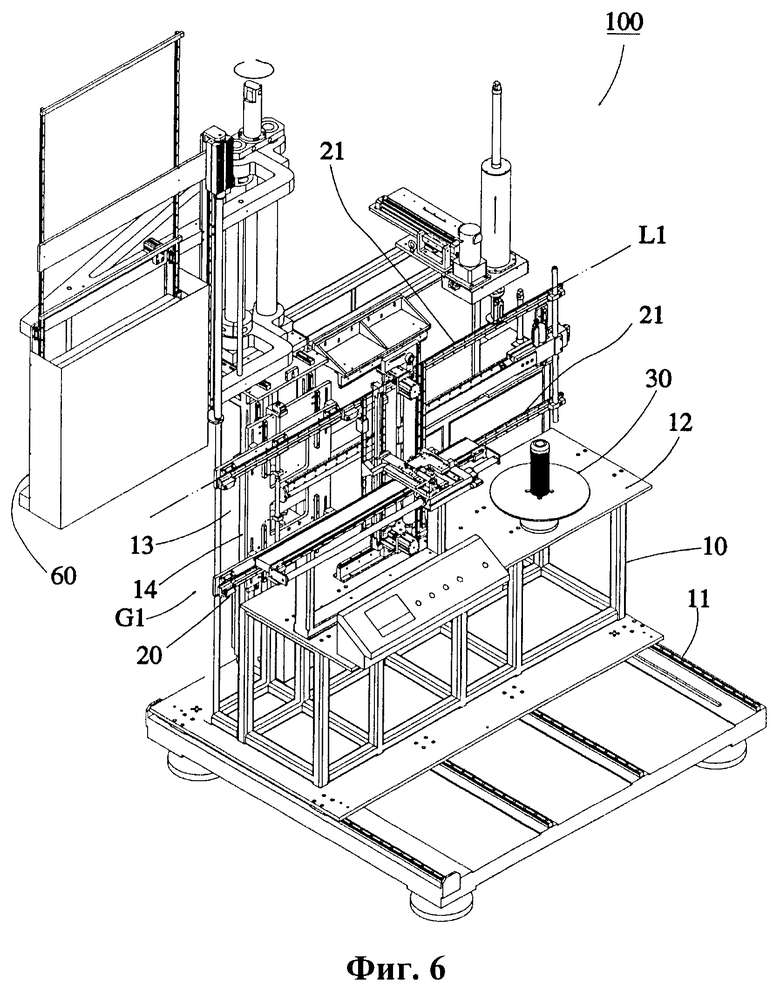
На ФИГ.6 показан перспективный вид лучшего варианта осуществления настоящего изобретения.
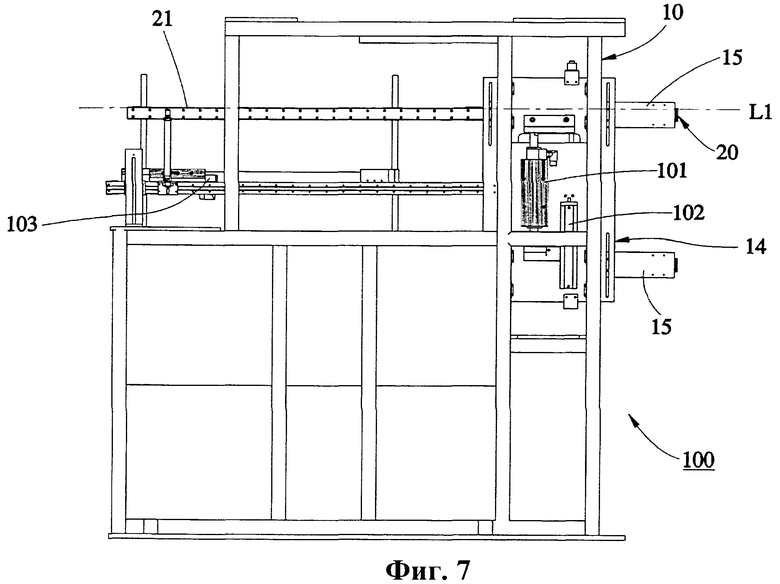
На ФИГ.7 показан вид сзади варианта, показанного на ФИГ.6, с указанием оси исполнительного механизма и нагрузочного цилиндра.
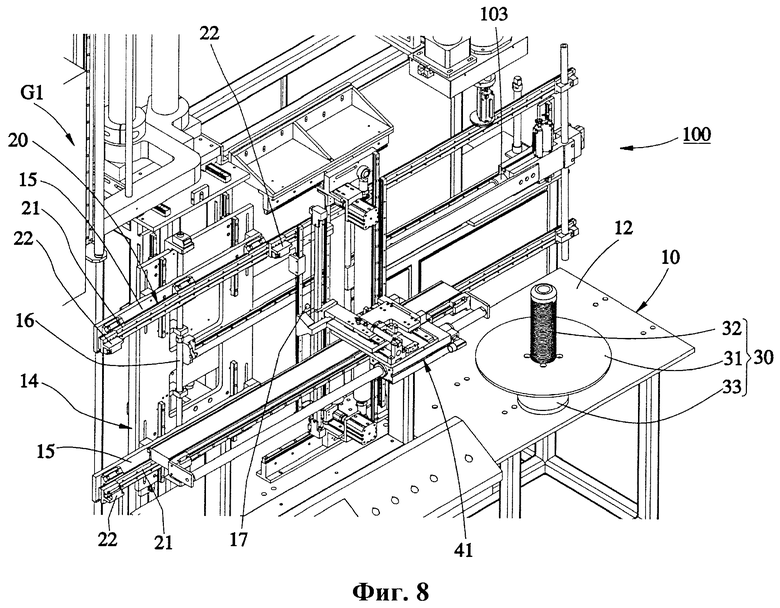
На ФИГ.8 показан увеличенный вид части варианта, показанного на ФИГ.6.
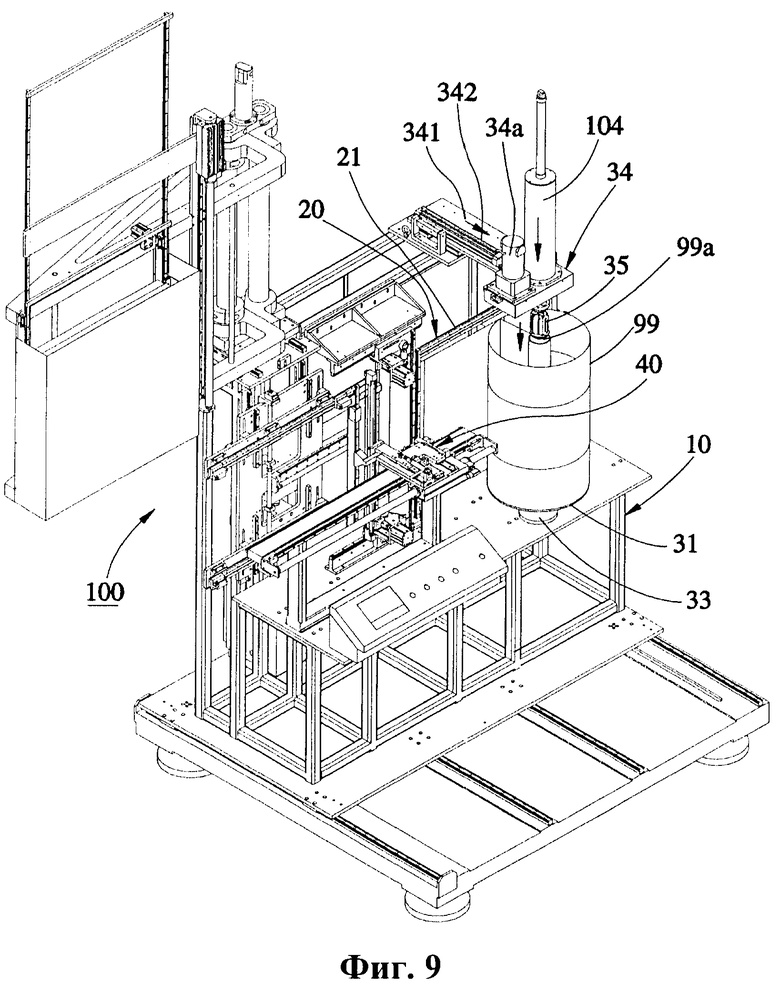
На ФИГ.9 показан перспективный вид пленки, протягиваемой в первое положение.
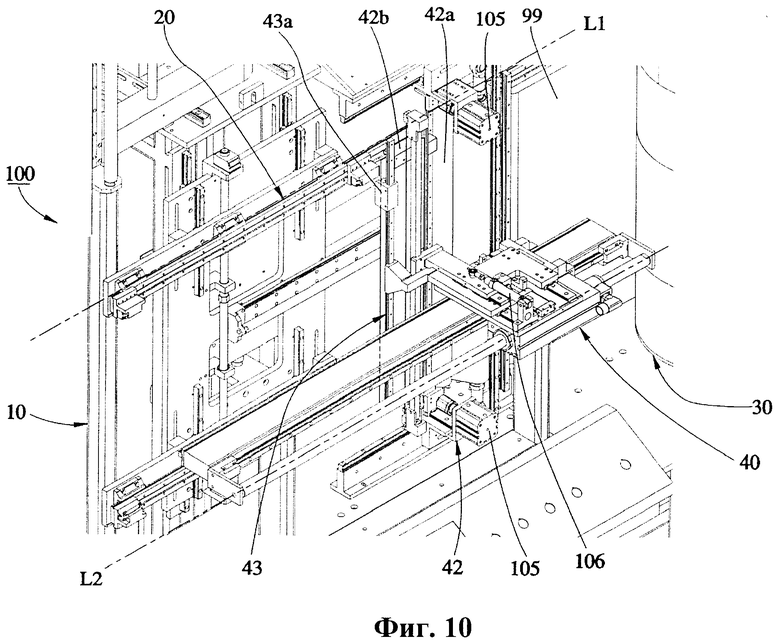
На ФИГ.10 показан увеличенный вид части пленки, показанной на ФИГ.9.
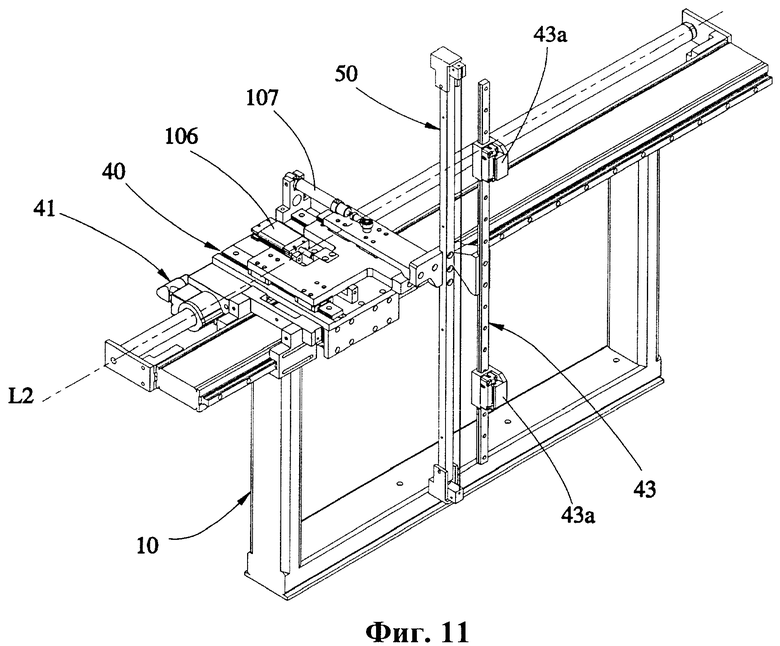
На ФИГ.11 показан перспективный вид протягивающего устройства, первого приводящего устройства и режущего устройства.
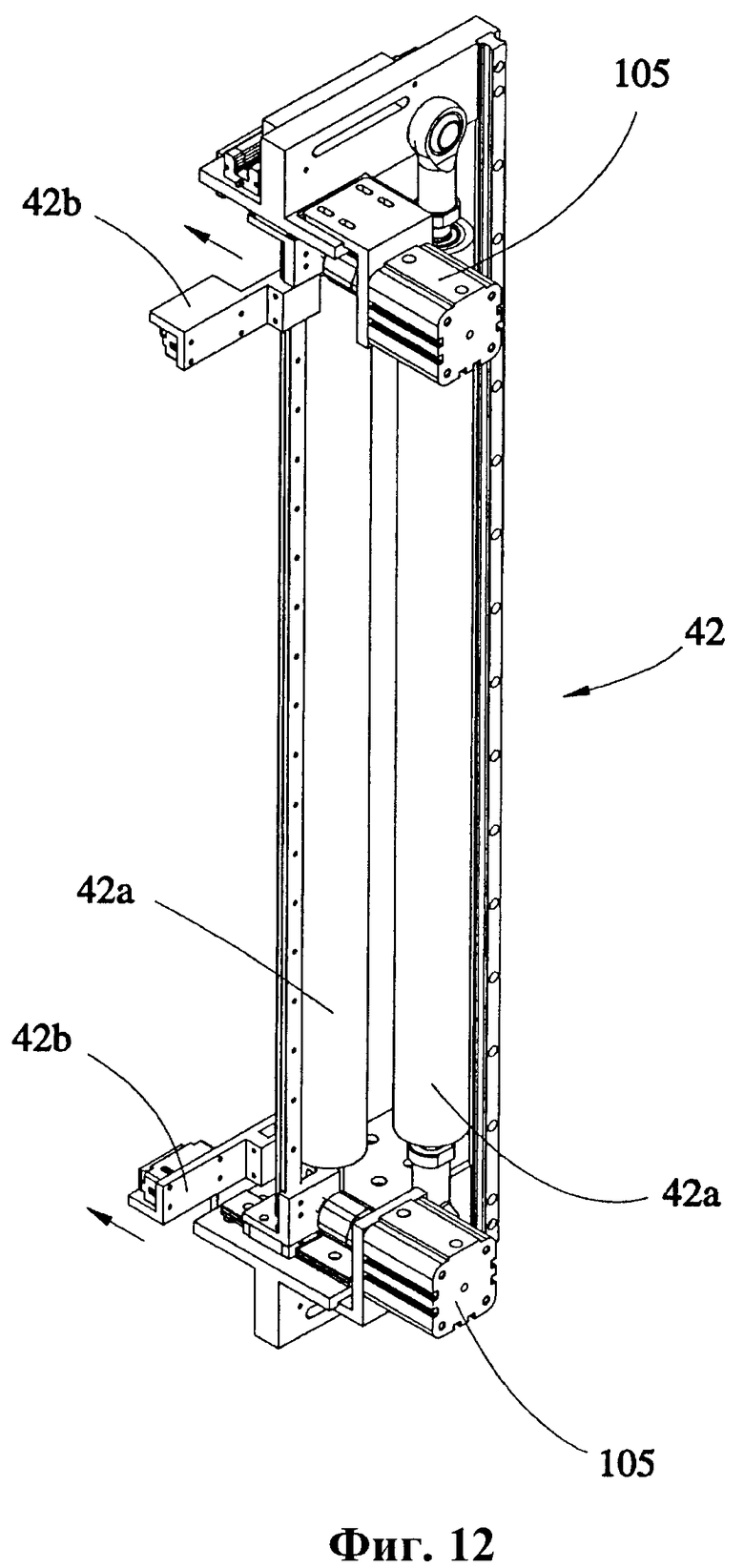
На ФИГ.12 показан перспективный вид первого протягивающего элемента в положении перед перемещением цилиндром.
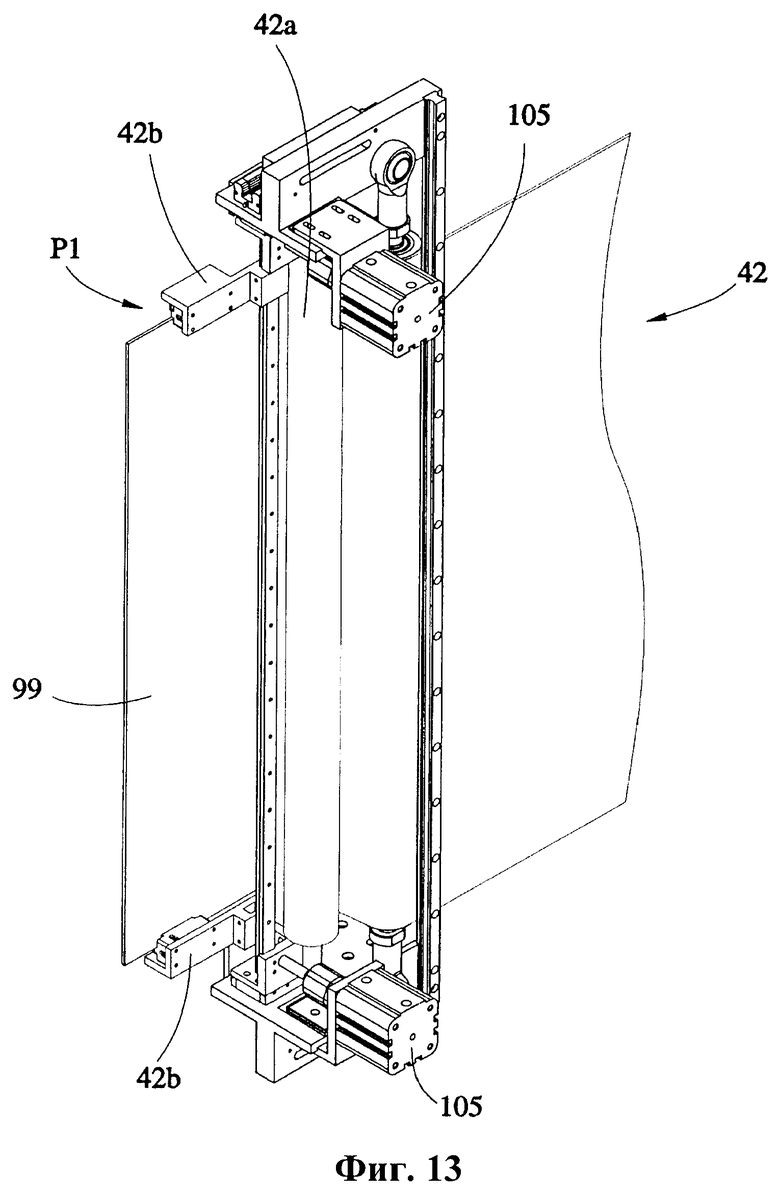
На ФИГ.13 показан перспективный вид первого протягивающего устройства, перемещаемого цилиндром по первой оси в плоскость пленки.
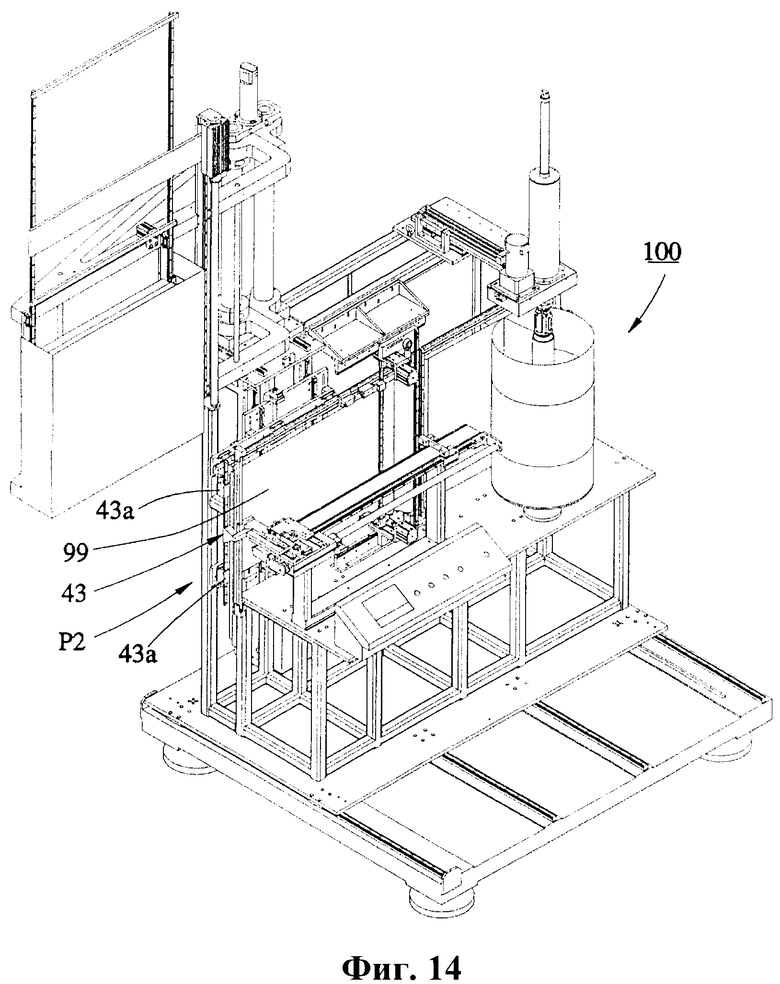
На ФИГ.14 показан перспективный вид пленки во втором положении.
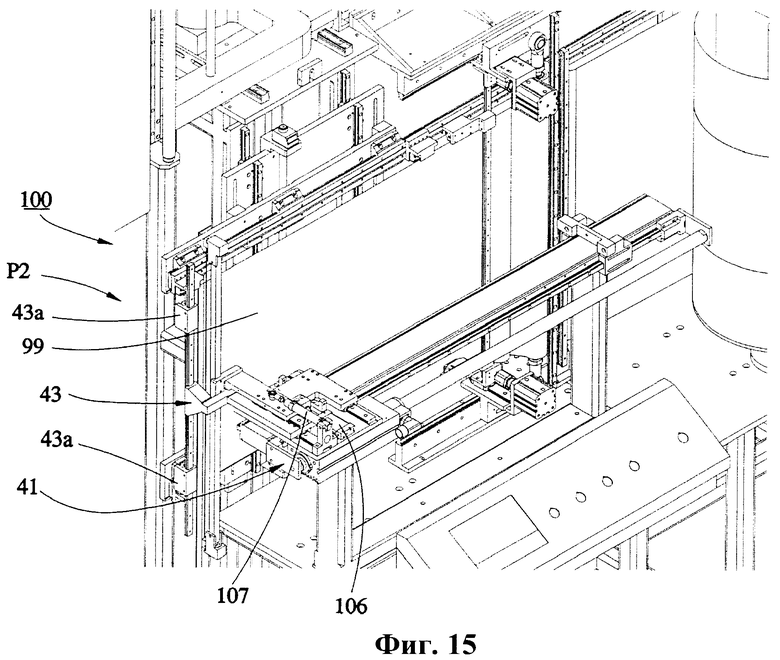
На ФИГ.15 показан увеличенный вид части пленки, показанной на ФИГ.14.
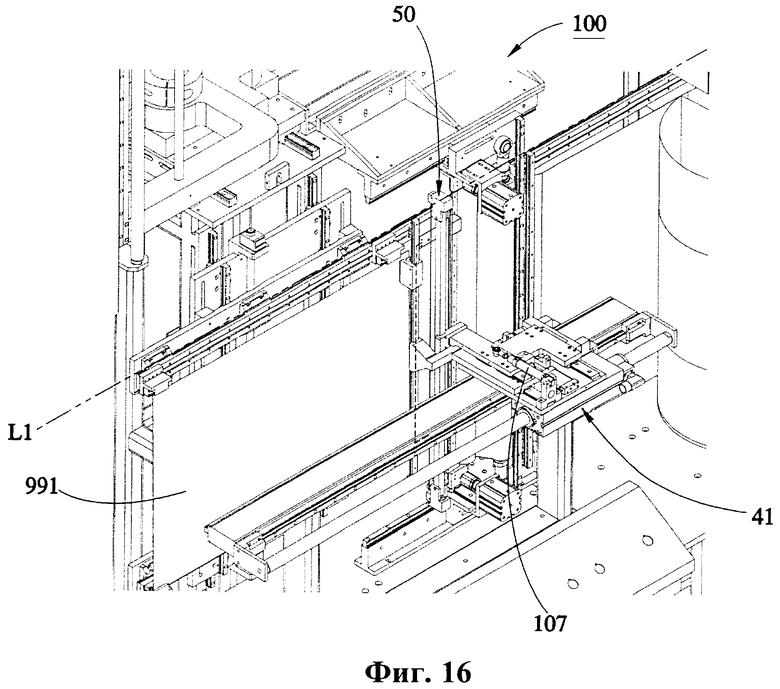
На ФИГ.16 показано режущее устройство для резки пленки на отрезки.
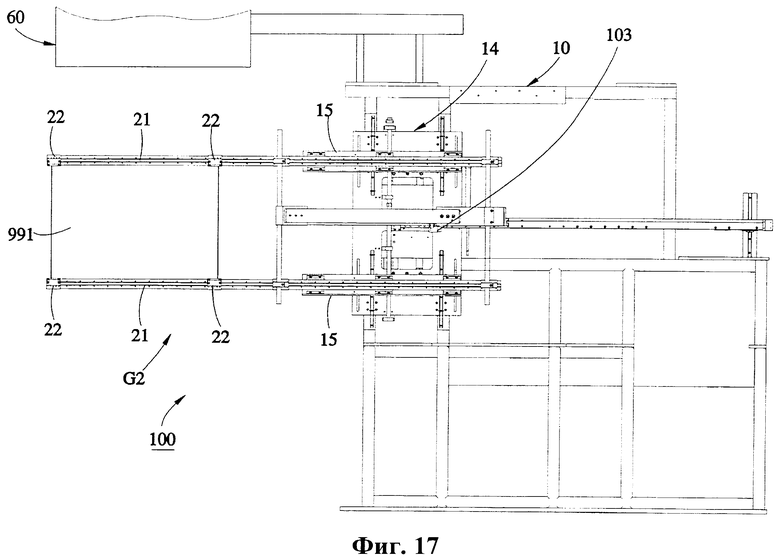
На ФИГ.17 показан вид спереди рычагов перед выдвижением.
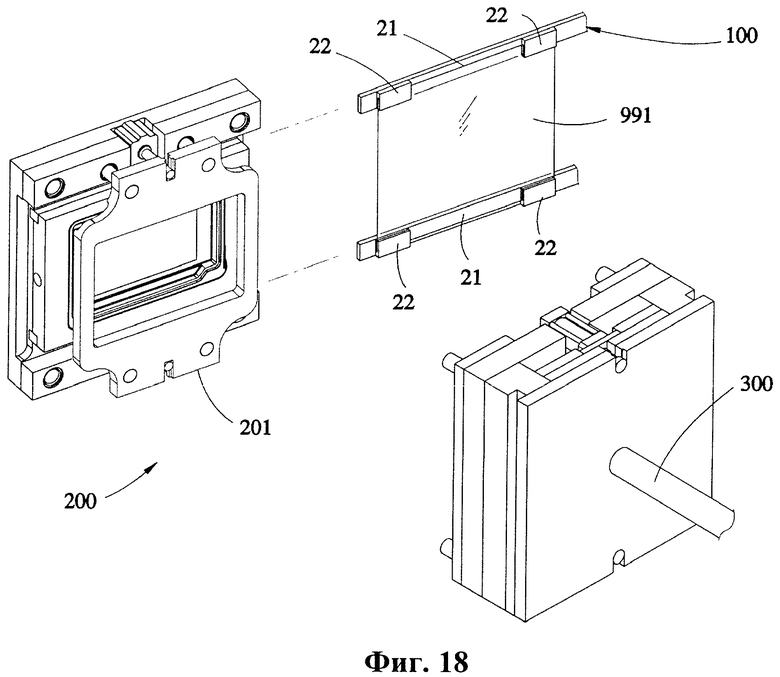
На ФИГ.18 показан перспективный вид машины для подачи пленки, являющейся частью машины для литьевого формования с пресс-формой.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Как показано на ФИГ.6-17, машина 100 для подачи пленки из лучшего варианта осуществления настоящего изобретения, содержит раму 10, подающее устройство 20, основание 30 для пленки, протягивающее устройство 40, режущее устройство 50 и устройство нагрева 60.
Как показано на ФИГ.6-8, рама 10 имеет подвижное основание 11 для горизонтального перемещения, горизонтальную пластину 12 и вертикальную пластину 13. Основание для пленки установлено на горизонтальной пластине 12, и опорное основание 14 и подающее устройство 30 смонтированы на вертикальной пластине 13. Плоскость, в которой расположено подающее устройство 20, определена как первая ось L1. Как показано на ФИГ.7, опорное основание 14 стабильно перемещается по первой оси L1 относительно рамы 10 осью 101 исполнительного механизма и нагрузочным цилиндром 102. Опорное основание 14 имеет два рельсовых основания 15 (см. ФИГ.8), перемещаемых двумя противоположными червяками 16. В результате, подающее устройство 20 на опорном основании 14 подходит для пленки разных размеров и может быть отрегулировано по высоте для соответствия пресс-форме 200 и аппарату для литьевого формования 300 (см. ФИГ.18). Рама 10 снабжена датчиком 17 для отслеживания целей, напечатанных на пленке (не показаны), для регулировки подающего устройства 20 в направлении, перпендикулярном первой оси L1, осью 101 исполнительного механизма и нагрузочным цилиндром 102 с помощью системы управления для того, чтобы установить пленку в требуемое положение перед подачей в внешнее устройство (которым является аппарат 300 для литьевого формования, показанный на ФИГ.18).
Подающее устройство 20 имеет два рычага 21, которые соединены с рельсовыми основаниями 15 опорного основания 14. Рычаги 21 перемещаются осью 103 исполнительного механизма между втянутым положением G1 (см. ФИГ.6) и выдвинутым положением G2 (см. ФИГ.17). Ось 103 исполнительного механизма управляется датчиком 17 также для регулировки подающего устройства 20 по первой оси L1 для позиционирования пленки. Рычаги 21 имеют зажимную часть, сообщенную с двумя зажимными цилиндрами 22. Зажимные цилиндры 22 могут удерживать четыре угла пленки при ее транспортировке.
Основание 30 для пленки смонтировано на горизонтальной пластине 12 рамы 10, которая имеет водило 31, червяк 32 и регулировочный элемент 33. Регулировочный элемент 33 в настоящем варианте осуществления содержит блок для поддержки водила 31. Блок имеет внутреннюю секцию с резьбой (не показана) для входа в зацепление с червяком 32. Как показано на ФИГ.9 и ФИГ.10, рулоны пленки 99 разных размеров могут быть установлены на червяк 32 и на водило 31. Регулировочный элемент 33 поворачивается для выравнивания пленки 99 рычагами 21 для того, чтобы пленка 99, сматываемая с рулона, могла удерживаться рычагами 21. Основание 30 для пленки работает вместе с фиксирующим устройством 21 на раме 10 для пленки 99. Рулон пленки 99 имеет пустотелую сердцевину 99а. Фиксирующее устройство 34 имеет основание 341 для горизонтального перемещения и пневматический цилиндр 342, соединенный с основанием 341 для перемещения основания 341 назад для загрузки рулона пленки 99 на основание 30 для пленки. Основание 341 перемещается вперед пневматическим цилиндром 342 над рулоном пленки 99. Основание 341 имеет двигатель 34а для поворота крепящего элемента 35 и цилиндра 104 с целью перемещения крепящего элемента 35 вверх и вниз. Крепящий элемент 35 в настоящем варианте осуществления является цилиндром, который является известным устройством и подробно здесь описан не будет. Крепящий элемент 35 приводится в действие цилиндром 104 для входа в пустотелую сердцевину 99а, чтобы рулон пленки 99 можно было поворачивать с помощью двигателя 34а фиксирующего устройства 34.
Как показано на ФИГ.10-13, протягивающее устройство 40 смонтировано рядом с подающим устройством 20 и содержит первый приводящий элемент 61, первый протягивающий элемент 42 и второй протягивающий элемент 43.
Первый протягивающий элемент 42 является осью исполнительного механизма, предусмотренной на раме 10 в настоящем варианте осуществления для возвратно-поступательного движения по второй оси L2. Вторая ось L2 расположена в осевом направлении оси исполнительного механизма.
Как показано на ФИГ.12 и ФИГ.13, первый протягивающий элемент 42 смонтирован на раме 10, включая поворотную часть, состоящую из комплекта роликов 42а, и зажимную часть, состоящую из двух зажимных цилиндров 42b. Пленка 99 проходит через ролики 42а для сохранения направления пленки 99 и придания пленке заданного натяжения. Зажимные цилиндры 42b можно регулировать для изменения расстояния между ними в зависимости от размера пленки и можно перемещать двумя цилиндрами 105 в первое положение Р1 (см. ФИГ.13) ближе к первой оси L1 для удержания пленки 99 из положения, показанного на ФИГ.12.
Как показано на ФИГ.11, второй протягивающий элемент 43 имеет два зажимных цилиндра 43а, которые соединены с первым приводящим устройством 41 цилиндром 106. Зажимные цилиндры 43а перемещаются цилиндром 106 к первой оси L1 в заданное положение для удержания пленки 99 и перемещаются первым приводящим устройством 41 для перемещения пленки 99 между первым положением Р1, в котором пленка 99 удерживается первым протягивающим элементом 42 (см. ФИГ.13), и вторым положением Р2, в котором пленка 99 удерживается подающим устройством 20 (см. ФИГ.14 и ФИГ.15).
Как показано на ФИГ.11, режущее устройство 50 соединено с первым приводящим устройством 41 через цилиндр 107 для перемещения к первой оси L1 для резки пленки 99 и получения отрезка 991 пленки (см. ФИГ.16).
Как показано на ФИГ.6, устройство нагрева 60 шарнирно перемещается на раме 10 в направлении, перпендикулярном первой оси L1. Устройство нагрева 60 перемещается рядом с отрезком 991 пленки для его нагрева, пока рычаги 21 подающего устройства 20 удерживают отрезок 991 пленки и переходят в выдвинутое положение G2 (см. ФИГ.17). Это занимает меньше места. Устройство нагрева 60 может быть наклонено к передней стороне рамы 10, создавая этим пространство для ремонта или выполнения других задач.
Как показано на ФИГ.18, при эксплуатации пресс-форма 200 и аппарат 300 для литьевого формования зафиксированы в заданных положениях, и машина для подачи 100 настоящего изобретения приводится в действие для перемещения рычагов 21 подающего устройства 20 осью 101 исполнительного механизма и червяками 16 в требуемое положение для подачи пленки 99 в пресс-форму 200. Как показано на ФИГ.9, после установки рычагов 21 в требуемое положение пленку 99 помещают на основание 30 и регулируют высоту основания 30 для совмещения пленки 99 с рычагами 21. Далее, зажимные цилиндры 42b первого протягивающего элемента 42 перемещают в положение, показанное на ФИГ.13, из положения, показанного на ФИГ.12, для того чтобы расположить зажимные цилиндры 42b и пленку 99 на одном уровне. Фиксирующее устройство 34 приводят в действие для удержания и натягивания пленки 99. Затем пленку 99 вытягивают и пропускают через ролики 42а первого протягивающего элемента 42 и затем удерживают зажимными цилиндрами 42b (см. ФИГ.13). В то же время двигатель 34а фиксирующего устройства 34 поворачивается обратно для протягивания пленки 99 назад, что создает для пленки заданное натяжение. Далее, второй протягивающий элемент 43 перемещается цилиндром 106 в плоскость, на которой лежит пленка 99, и зажимные цилиндры 43а удерживают пленку 99 перед тем, как зажимные цилиндры 42b первого протягивающего элемента 42 освободят пленку 99. Первое приводящее устройство 41 перемещают от основания 30 по второй оси L2 для протяжки пленки 99 вторым протягивающим элементом 43 в второе положение Р2 (см. ФИГ.14, в котором второй протягивающий элемент 43 расположен над двумя зажимными цилиндрами 22 рычагов 21, удаленных от основания 30 для пленки). В то же время два зажимных цилиндра 22 рычагов 21, ближних к основанию 30, сначала удерживают противоположные стороны пленки 99, затем первое приводящее устройство 41 немного перемещает второй протягивающий элемент 43 к задним концам рычагов 21, и затем два других зажимных цилиндра 22 на рычагах удерживают противоположные стороны пленки 99 для поддержания пленки 99 плоской и с заданным натяжением. После захвата пленки 99 рычагами 21 зажимные цилиндры 43а второго протягивающего элемента 43 освобождают пленку 99, первое приводящее устройство немного перемещает второй протягивающий элемент 43 к задним концам рычагов 21, и цилиндр 106 перемещает второй протягивающий элемент 43 от пленки 99, чтобы второй протягивающий элемент 43 не касался пленки 99. Далее, первое приводящее устройство 41 перемещает второй протягивающий элемент 43 обратно в положение, показанное на ФИГ.16, для размещения режущего устройства между первым протягивающим элементом 42 и зажимным цилиндром, ближним к основанию 30. После этого цилиндры 42b первого протягивающего элемента 42 снова удерживают пленку 99, и режущее устройство 50 перемещается цилиндром 107 к первой оси L1 для резки пленки 99. Поскольку пленка 99 удерживается на противоположных сторонах режущего устройства 50, пленка 99 и отрезок 991 пленки остаются плоскими. После резки пленки 99 зажимные цилиндры 42b первого протягивающего элемента 42 перемещаются обратно по второй оси L2 в положение, показанное на ФИГ. 12. Далее, датчик 17 (такой как отслеживающий цилиндр) автоматически отслеживает цели (не показаны) на пленке 99 для управления осями 101 и 103 исполнительного механизма и точной регулировки положения отрезка 991 пленки. После этого машина 100 для подачи пленки ожидает команды от внешнего оборудования. В настоящем варианте осуществления внешним оборудованием является пресс-форма 200 и аппарат 300 для литьевого формования. После того как подающая машина 100 получит команду от внешнего оборудования (означающую, что аппарат для литьевого формования 300 и пресс-форма 200 готовы), рычаги 21 заходят в пресс-форму 200 и пластина 201 пресс-формы 200 удерживает отрезок 991 пленки. После этого зажимные цилиндры 22 освобождают пленку 99 и переходят обратно к машине 100 для подачи. Далее, устройство нагрева 60 перемещают вниз в пресс-форму для нагрева отрезка 991 пленки. Устройство нагрева 60 перемещают обратно к машине для подачи после времени выдержки, чтобы дать пресс-форме 200 и аппарату 300 для литьевого формования выполнить процесс литьевого формования. При выполнении процесса литьевого формования машина 100 для подачи выполняет вышеуказанные этапы для подготовки другого отрезка 991 пленки, чтобы после завершения процесса литьевого формования и открывания пресс-формы 200 для того, чтобы вынуть изделие, машина 100 для подачи может подать отрезок 991 пленки в пресс-форму 200 без задержки. Кроме того, поскольку отрезок 991 пленки был отрезан и позиционирован перед подачей в пресс-форму 200, этот способ отличается от известного, в котором пленку режут и позиционируют в пресс-форме, что приводит к потерям пленки и высокому проценту брака. Машина 100 для подачи и устройство нагрева 60 имеют одну раму 10 и контроллер, что удешевляет оборудование и требует меньше места.
Вышеприведенное описание лучшего варианта осуществления настоящего изобретения и эквивалентность настоящего изобретения находятся в объеме формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ПОДАЧИ ОТРЕЗКОВ ПЛЕНКИ ДЛЯ ЛИТЬЕВОГО ПРОЦЕССА | 2008 |
|
RU2378113C1 |
| СПОСОБ ЛИТЬЕВОГО ФОРМОВАНИЯ ИЗДЕЛИЯ С ПЛЕНКОЙ НА ПОВЕРХНОСТИ | 2008 |
|
RU2393089C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ЗАГОТОВОК | 1973 |
|
SU406337A1 |
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ОРИЕНТИРОВАННОГО ФОРМОВАНИЯ РАЗДУВОМ | 1995 |
|
RU2123934C1 |
| УСТРОЙСТВО ЛИТЬЕВОГО ПРЕССОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТЕРМОПЛАСТИЧНЫХ КОНТЕЙНЕРОВ | 2014 |
|
RU2665537C2 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПЛАСТИКОВОЙ ЗАГОТОВКИ | 2014 |
|
RU2640537C2 |
| ПОВОРОТНОЕ СОЕДИНЕНИЕ ДЛЯ ПЕРЕДАЧИ РАСПЛАВЛЕННОГО ПЛАСТИКА ИЗ ЭКСТРУДЕРА В ЛИТЕЙНЫЕ ФОРМЫ РОТАЦИОННОЙ МАШИНЫ ДЛЯ ОТЛИВКИ ЗАГОТОВОК | 2014 |
|
RU2653139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННОГО МАГНИТА | 2008 |
|
RU2427050C1 |
| МОДУЛЬНЫЙ ГРОБ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ЛИТЬЕВОГО ФОРМОВАНИЯ | 2006 |
|
RU2414205C2 |
Настоящее изобретение относится к транспортирующему устройству, более конкретно к машине для подачи пленки. Техническим результатом заявленного изобретения является создание машины для подачи пленки, которая имеет преимущества снижения издержек, уменьшения требуемой площади, уменьшения количества брака и повышения эффективности. Технический результат достигается в машине для подачи пленки, которая содержит раму, имеющую горизонтальную пластину и вертикальную пластину. Предусмотренное по вертикали на горизонтальной пластине указанной рамы основание для пленки, расположенное напротив вертикальной пластины, содержит средства для транспортировки непрерывной пленки. Предусмотренное на вертикальной пластине подающее устройство, которое двигается по горизонтали между вытянутым и втянутым положением вдоль горизонтальной первой оси, проходящей параллельно по вертикали к вертикальной плоскости, содержит два рычага для удержания и транспортировки пленки. Протягивающее устройство, движущееся по горизонтали по направлению параллельному первой оси и обращенное к подающему устройству, содержит средства для вытягивания по горизонтали пленки с основания для пленки в положение по направлению параллельному первой оси для удержания подающим устройством. Рядом с первой осью и между подающим устройством и основанием для пленки предусмотрено режущее устройство, обращенное к подающему устройству и содержащее средства для резки пленки на отрезки. 12 з.п. ф-лы, 18 ил.
1. Машина для подачи пленки, содержащая:
раму, имеющую горизонтальную пластину и вертикальную пластину;
основание для пленки, предусмотренное по вертикали на горизонтальной пластине указанной рамы и расположенное напротив вертикальной пластины, содержащее средства для транспортировки непрерывной пленки;
подающее устройство, предусмотренное на вертикальной пластине, причем подающее устройство двигается по горизонтали между вытянутым и втянутым положением вдоль горизонтальной первой оси, проходящей параллельно по вертикали к вертикальной плоскости, и содержащее два рычага для удержания и транспортировки пленки;
протягивающее устройство, которое движется по горизонтали по направлению, параллельному первой оси, и обращено к подающему устройству, содержащее средства для вытягивания по горизонтали пленки с основания для пленки в положение по направлению, параллельному первой оси, для удержания подающим устройством; и
режущее устройство, которое предусмотрено рядом с первой осью и между подающим устройством и основанием для пленки, обращено к подающему устройству и содержит средства для резки пленки на отрезки.
2. Машина для подачи пленки по п.1, отличающаяся тем, что протягивающее устройство содержит первый протягивающий элемент и второй протягивающий элемент, причем первый протягивающий элемент фиксирует пленку, вытянутую с основания для пленки в первом положении, и второй протягивающий элемент протягивает пленку во второе положение, в котором пленка может удерживаться подающим устройством, из первого положения.
3. Машина для подачи пленки по п.2, отличающаяся тем, что первый протягивающий элемент смонтирован на раме и имеет поворотную часть для фиксации пленки в направлении протяжки пленки с основания для пленки, и упомянутое протягивающее устройство, кроме того, содержит первое приводящее устройство, смонтированное на раме и способное перемещаться по второй оси, к которому прикреплен второй протягивающий элемент.
4. Машина для подачи пленки по п.3, отличающаяся тем, что поворотной частью является комплект роликов, между которыми пропускают пленку.
5. Машина для подачи пленки по п.4, отличающаяся тем, что первый протягивающий элемент имеет зажимную часть, перемещаемую на заданное расстояние рядом с первой осью для удержания пленки в первом положении.
6. Машина для подачи пленки по п.3, отличающаяся тем, что режущее устройство соединено с первым приводящим устройством для перемещения первым приводящим устройством к первой оси для резки пленки.
7. Машина для подачи пленки по п.1, отличающаяся тем, что рама имеет опорное основание, на котором предусмотрено подающее устройство для перемещения по первой оси, и упомянутое опорное основание способно перемещаться относительно рамы в направлении, в сущности, перпендикулярном первой оси.
8. Машина для подачи пленки по п.7, отличающаяся тем, что упомянутое опорное основание снабжено двумя рельсовыми основаниями, и подающее устройство содержит два рычага, которые соединены с соответствующими рельсовыми основаниями для перемещения относительно рельсовых оснований по первой оси, и зажимную часть для удержания пленки.
9. Машина для подачи пленки по п.8, отличающаяся тем, что рельсовые основания способны перемещаться относительно друг друга.
10. Машина для подачи пленки по п.1, отличающаяся тем, что упомянутое основание для пленки содержит регулировочный элемент для перемещения пленки в требуемое положение и удержания подающим устройством после протяжки.
11. Машина для подачи пленки по п.1, кроме того, содержащая фиксирующее устройство, имеющее двигатель, приводящий в движение крепежный элемент и цилиндр, перемещающий крепежный элемент вверх и вниз, причем крепежным элементом является цилиндр для выдвижения и втягивания.
12. Машина для подачи пленки по п.1, отличающаяся тем, что рама снабжена датчиком для отслеживания пленки при управлении подающим устройством, перемещающимся по первой оси и в направлении, перпендикулярном первой оси.
13. Машина для подачи пленки по п.1, кроме того, содержащая устройство нагрева, установленное на раме для перемещения в направлении, перпендикулярном первой оси, причем когда подающее устройство удерживает пленку и перемещается в выдвинутое положение, устройство нагрева перемещается в положение, связанное с пленкой.
| JP 10086178 А, 07.04.1998 | |||
| JP 10156868 А, 16.06.1998 | |||
| Устройство для изготовления фитиля тепловой трубы | 1980 |
|
SU953422A2 |
| JP 8290439 А, 05.11.1996 | |||
| МАШИНА ПНЕВМОФОРМОВОЧНАЯ | 1997 |
|
RU2143976C1 |

