1
Изобретение относится к области дуговой сварки встык без присадочного материала тонкостенных конусов, оболочек ,и т. п.
Известен способ дуговой сварки тонкостенных узлов с применением прижимных раздельных тяиущих роликов.
Недостатком этого способа является плохая стыковка кромок и в результате плохое качество сварки при производстве тонкостенных конусов, оболочек большого диаметра.
Для получения плотного стыка кромок по предлагаемому способу прижимные раздельные тянущие ролики вращают с разными угловыми и, следовательно, окружными скоростями друг относительно друга.
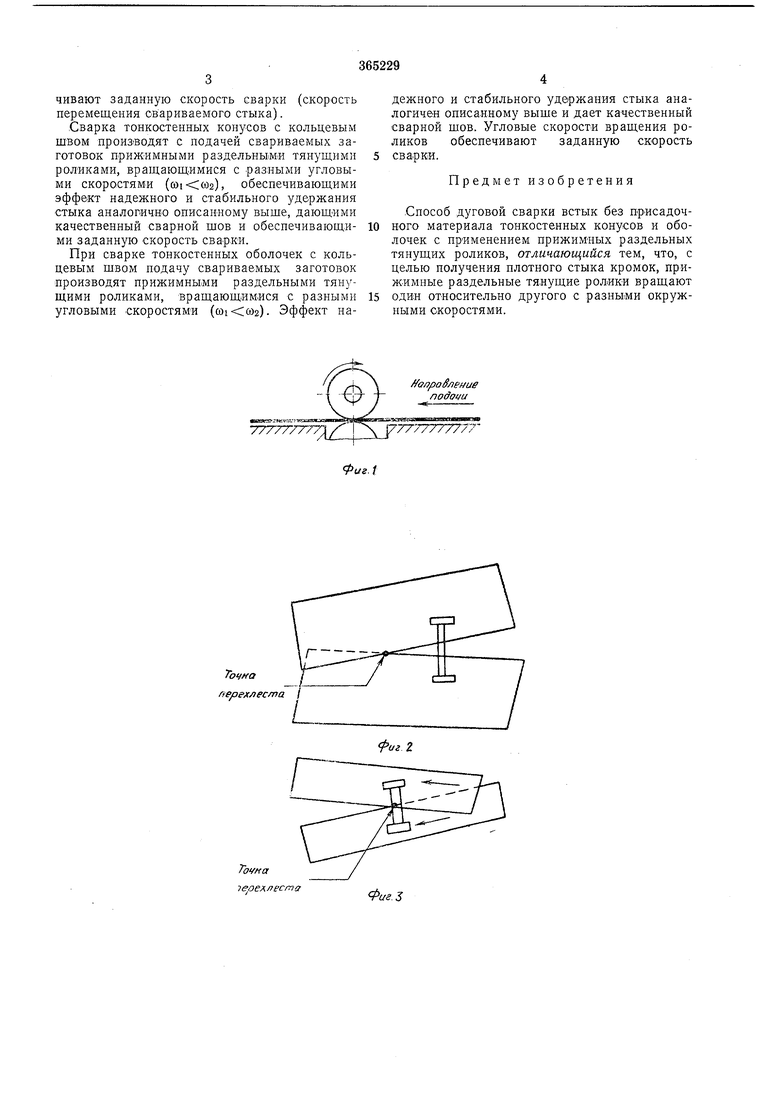
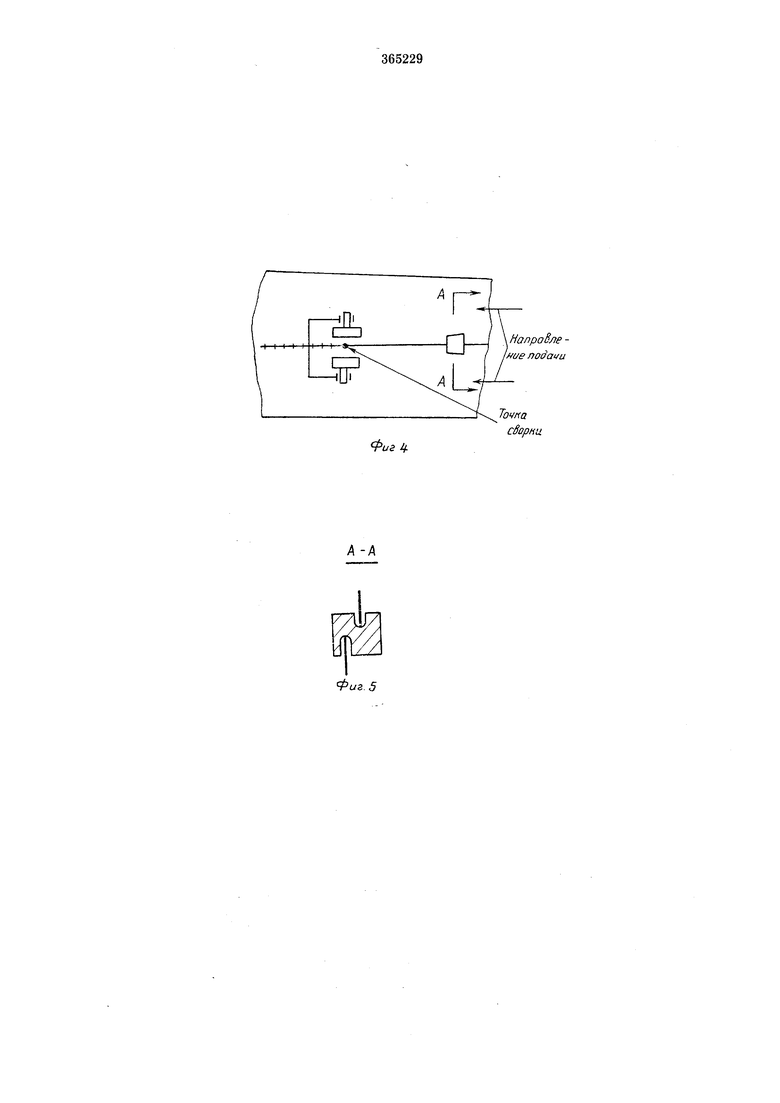
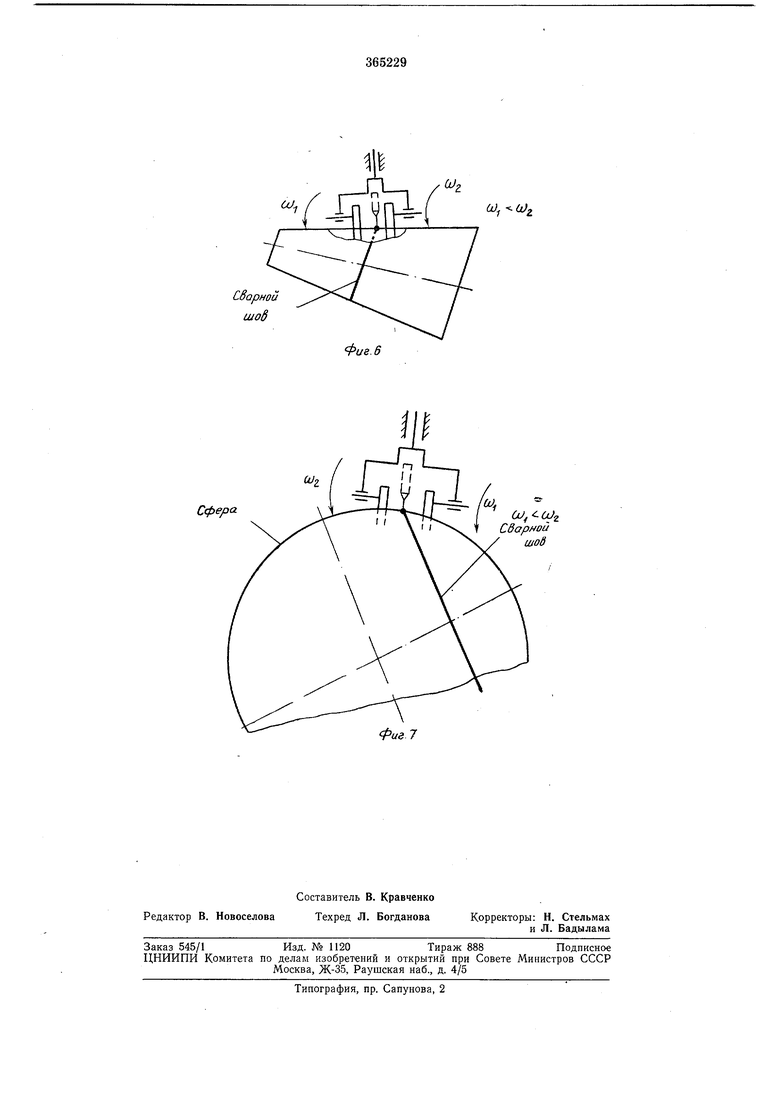
На фиг. 1 показаны ролики и свариваемая лента; на фиг. 2 - положение свариваемых кромок в Начальный момент; на фиг. 3 - положение свариваемых кромок при установившейся подаче; на фиг. 4 - нормальная сварка с синхронизатором положения кромок; на фиг. 5 - сечение по А-А на фиг. 4; на фиг. 6 - сварка тонкостенного конуса с кольцевым швом; на фиг. 7 -сварка тонкостенной оболочки с кольцевым швом.
Свариваемые ленты располагают на столе и прижимают роликами. Ролики приводятся во вращение, и лента начинает двигаться в направлении подачи.
В начальный момент времени стык свариваемых кромок разошелся (условно рассматриваем случай расхождения кромок). Точка перехлеста свариваемых кромок находится впереди тянущих роликов.
Через некоторое время подача стабилизуется, т. е. свариваемые ленты начинают двигаться по постоянному во времени закону. Точка перехлеста свариваемых кромок стремится расположиться в одном месте. Свободное перемещение свариваемых лент в угловом отнощении ограничено, и разворот происходит на небольшой угол.
Нормальную сварку лент производят сварочной горелкой, расположенной .между тянущими роликами. Синхронизатор положения свариваемых кромок расположен перед тянущими роликами. В данном случае получается наиболее надежное и стабильное удержание стыка, оплавление кро.мок и сваривание последних встык без присадочного материала.
Предлагаемый способ сварки встык, без присадочного .материала, может применяться при сваривании тонкостенных конусов и оболочек с кольцевыми швами при вращении прижимных раздельных тянущих роликов с разными угловыми и, следовательно, окружными скоростями друг относительно друга. В этом случае окружные скорости на роликах обеспечивают заданную скорость сварки (скорость перемещения свариваемого стыка).
Сварка тонкостенных конусов с кольцевым швом производят с подачей свариваемых заготовок прижимными раздельными тянущими роликами, вращающимися с разными угловыми скоростями ((|)), обеспечивающими эффект надежного и стабильного удержания стыка аналогично описанному выще, дающими качественный свариой щов и обеспечивающими заданную скорость сварки.
При сварке тонкостенных оболочек с кольцевым ЩБОМ подачу свариваемых заготовок производят прижимными раздельными тянущими роликами, вращающимися с разными угловыми скоростями ((). эффект надежного и стабильного удержания стыка аналогичен описанному выще и дает качественный сварной щов. Угловые скорости вращения роликов обеспечивают заданную скорость сварки.
Предмет изобретения
.Способ дуговой сварки встык без присадочного материала тонкостенных конусов и оболочек с применением прижимных раздельных тянущих роликов, отличающийся тем, что, с целью получения плотного стыка кромок, прижимные раздельные тянущие ролики вращают одии относительно другого с разными окружными скоростями.
//олродление nodotfu
777777777: /Q J77T77777777Фиг. i
Tbyffa перехлеста
TofHa теоеллесгпа
Фиг.З
OJ,
Сварной шод
Шо
Ш )2,
Сварной
шов
Фиг 7
