Изобретение относится к способам крепления деталей к теплообменнику, а именно: к способам крепления сменных и/или расходных деталей с обеспечением эффективного теплового и электрического контакта с теплообменником. Изобретение предназначено, в частности, для крепления сменных расходуемых керамических мишеней к постоянному основанию в установках магнетронного распыления, т.е. для бондирования (далее используется последний термин).
Известны способы бондирования, заключающиеся в том, что керамическую мишень (плоскую, цилиндрическую или другой формы) припаивают твердым или мягким припоем к охлаждаемому электропроводному основанию (обычно медному), соответствующей формы [US 2007/003553; US 4409278; US 3,911,553; US 3994430; US 4591401]. После завершения использования мишени ее остатки отпаивают от основания и припаивают к основанию новую мишень. Практический пример бондирования: на основание в виде толстого медного листа, нагретого до температуры выше температуры плавления индия, наносят слой индия толщиной порядка сантиметра, используя при этом спейсеры (детали для задания толщины слоя), выравнивают поверхность с удалением излишков индия специальными планками, на припаиваемую поверхность керамической мишени наносят слой индия путем растирания электромеханическими металлическими щетками и прижимают мишень к основанию, удалив спейсеры.
Недостатком этих способов является высокое тепловое сопротивление слоя припоя, что ограничивает теплоотвод и, следовательно, предельную скорость распыления мишени, а также высокие механические напряжения, возникающие в мишени. Уменьшению слоя припоя препятствует неполное соответствие формы спаиваемых поверхностей, т.к. образующиеся при совмещении спаиваемых поверхностей зазоры должны заполняться слоем припоя с некоторым запасом по толщине. Толщина слоя припоя существенна и для демпфирования механических напряжений, вызываемых изменениями температуры в ходе работы и различием температурных коэффициентов расширения (ТКР) у материалов мишени и основания (эти напряжения и приводят чаще всего к растрескиванию мишеней при магнетронном распылении). Недостатком описанных способов является и необходимость использования дорогостоящих металлов, цена которых быстро растет.
Известен также способ отвода тепла, в котором используют в качестве несвязанных прокладок композитные слои с углеродными нанотрубками [US 7,118,941], и способ отвода тепла от микросхемы, заключающийся в том, что на ее охлаждаемой поверхности и на поверхности теплоотвода создают флок из углеродных нановолокон и состыковывают эти два покрытия, как текстильную «липучку» или две щетки ворсом друг к другу [www.newswise.com/articles/view/520151].
Недостатком этого способа является непрочность механической связи между соединяемыми элементами. Мишень магнетрона, например, имеет большой вес и часто устанавливается вертикально, что требует надежного механического крепления. Кроме того, мишень магнетрона растрескивается и нуждается поэтому в надежном закреплении по всей площади, чтобы осколки ее не выпадали, оголяя поверхности, не подлежащие распылению.
Ближайшим аналогом одного из вариантов предлагаемого изобретения является способ монтажа и терморегуляции интегральных схем, заключающийся в том, что деталь приводят в тепловой контакт со слоем углеродных нанотрубок, ориентированных перпендикулярно плоскости крепления, а другую сторону слоя углеродных нанотрубок приводят в тепловой контакт терморегулирующим основанием [US 6856016]. Недостатком этого способа является отсутствие паяного крепления слоя с углеродными нанотрубками как к детали, так и к основанию (тепловой контакт обеспечивается прижимом концов волокон между микросхемой и основанием), а также ограниченность одним видом углеродных частиц. Этот способ предназначен лишь для теплоотвода от интегральных схем, которые закрепляют другими монтажными средствами (распайка ножек, колодки с прижимом и т.д.).
Целью предлагаемого изобретения является расширение возможностей работы с узлами, имеющими терморегулируемые компоненты, в частности, увеличение скорости распыления и увеличение коэффициента использования материала мишеней при магнетронном распылении, а также снижение трудоемкости и стоимости бондирования.
Указанная цель в предлагаемом изобретения достигается тем, что на поверхность основания наносят и припаивают относительно высокотемпературным (твердым) припоем слой углеродных частиц в виде волокна, нанотрубок или графена, терморегулируемую сменную и/или расходную деталь припаивают к другой стороне углеродного слоя относительно низкотемпературным (мягким) припоем при температуре ниже температуры плавления твердого припоя, а для удаления детали область спая нагревают до температуры выше температуры плавления мягкого припоя, но ниже температуры плавления твердого припоя.
При использовании в качестве углеродных частиц углеродного волокна или углеродных (в т.ч. нанотрубок достаточной длины) это волокно применяют в виде «ваты» или полотна, которое может быть нетканым или тканым, в т.ч. ворсовым. Его припаивают к поверхности основания припоем с относительно высокой температурой плавления (твердым припоем), т.е. с такой температурой плавления, чтобы существовал другой пригодный для пайки данных материалов припой с меньшей температурой плавления (мягкий припой). Температура плавления мягкого припоя должна быть, в то же время, достаточно высокой, чтобы спай на его основе не нарушался при требуемых режимах работы спаянного узла.
Ко второй поверхности (торцы плоского слоя не считаем поверхностью) слоя углеродного волокна припаивают требуемую деталь мягким припоем, не нагревая до температуры плавления использованного твердого припоя. В этом случае сохранится паяное соединение между основанием и слоем углеродных частиц. Деталь при этом будет соединена с основанием через промежуточный слой углеродных волокон.
Теплопроводность углеродных частиц анизотропна (теплопроводность нанотрубок, например, вдоль их оси аномально высока), поэтому для еще большего повышения теплопроводности к поверхности основания вместо «ваты» или полотна из углеродных волокон припаивают твердым припоем флок из таких волокон или из графена. Флок создают любым известным способом: например, осаждают частицы на расплавленный твердый припой в ориентирующем электрическом поле, направленном по нормали к поверхности осаждения. Частицы углерода, при необходимости, покрывают сенсибилизирующим веществом (например, галлием), обеспечивающим смачиваемость его расплавом припоя (припоев). Длина частиц флока (толщина «ковра») определяется размером зазоров между соединяемыми поверхностями и может быть увеличена для дополнительного снижения термомеханических напряжений (с соблюдением необходимого баланса с требованиями теплоотвода).
Созданный предложенным способом промежуточный слой из углеродных частиц согласует соединение материалов с разными ТКР, т.к. из-за возможности смещения углеродных частиц термомеханические напряжения уменьшаются или снимаются вовсе.
Высокая электропроводность и высокая предельная плотность тока у углеродных частиц (а для наночастиц - аномально высокая) обеспечивает, при использовании предлагаемого изобретения, надежный электрический контакт между деталью и основанием.
Для улучшения теплообмена между терморегулируемой деталью и основанием, а также для исключения трудностей, связанных с вакуумной откачкой объема между плотно расположенными частицами углерода, углеродный слой пропитывают веществом, термостойким при температуре эксплуатации (не разлагается, имеет достаточно низкое давление насыщенных паров и т.д.).
В одном из вариантов пропитку слоя углеродных частиц производят мягким припоем. Ее производят либо после припаивания углеродного слоя высокотемпературным твердым припоем к основанию, либо углеродный слой сначала пропитывают мягким припоем, охлаждают до твердого состояния, а затем припаивают к основанию твердым припоем, создав условия, при которых мягкий припой не будет стекать (например, установить поверхность горизонтально, предусмотреть на основании борта, использовать вязкий припой и т.д.). После пропитки ко второй поверхности слоя припаивают мягким припоем терморегулируемую деталь
В другом варианте предлагаемого способа слой углеродных частиц после припаивания к основанию пропитывают полимеризирующимся веществом, проводят его полимеризацию (например, ультрафиолетовым излучением), удаляют поверхностный слой полимера до оголения углеродных частиц и припаивают к ним деталь мягким припоем.
Предлагается также вариант способа, в котором слой углеродных частиц пропитывают полимеризирующимся веществом и проводят его полимеризацию до припаивания к основанию, затем снимают с обеих поверхностей образовавшегося композитного слоя приповерхностные области до оголения углеродных частиц и припаивают к основанию. При применении для пропитки полимера с температурой разложения выше температуры пайки твердым припоем следующей операцией либо удаляют полимер полностью любым известным способом (например, термическим или химическим) и припаивают к свободной поверхности углеродного слоя терморегулируемую деталь, либо делают это, не удаляя полимера. При применении же полимера с температурой разложения ниже температуры пайки твердым припоем слой полимера, начавший разрушаться при пайке твердым припоем, удаляют полностью любым известным способом (механическим, термическим или химическим), а затем припаивают терморегулируемую деталь.
Описанные варианты способа с пропитыванием слоя углеродных частиц до припаивания к основанию позволяют создать нужную структуру слоя углеродных частиц заранее, до бондирования, и в условиях, более приспособленных для этого. Например, создавать флок удобнее при температурах более низких, чем температура плавления твердого припоя. Заранее приготовленный слой удобно доставлять к месту использования, удобно кроить и состыковывать по размеру и форме деталей, тем более, что бондинг мишеней для магнетронного распыления производят на большом количестве предприятий и обременительно организовывать везде процессы для покрытия основания флоком, при том что площадь этих мишеней и оснований составляет зачастую квадратные метры. Производство подобных заранее приготовленных слоев может быть самостоятельным производством.
Еще один вариант предлагаемого способа: слой углеродных частиц после его припаивания к основанию пропитывают жидким термостойким веществом (например, вакуумным маслом, которое не разлагается при температуре плавления мягкого припоя, или кремнийорганической жидкостью). Плотный слой углеродных частиц удерживает это жидкое вещество за счет сил поверхностного натяжения. При этом пропитку можно проводить как до припаивания детали мягким припоем, так и после этого путем заполнения зазора между основанием и деталью, заполненного частицами углерода, что исключает нагрев вещества пропитки до температуры плавления припоя. Пропитка жидким веществом увеличивает теплопроводность, уменьшает расход мягкого припоя и облегчает вакуумную откачку. Кроме того, жидкую пропитку легко, при необходимости, удалить или заменить при смене детали.
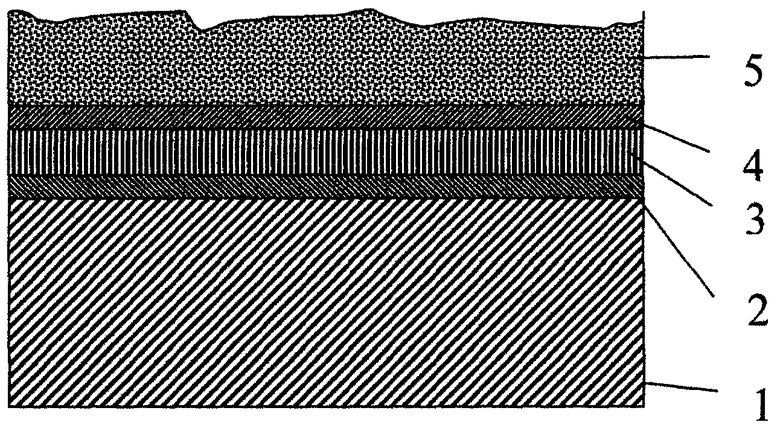
На чертеже приведен схематичный пример структуры, полученной предлагаемым способом в варианте использования флока нанотрубок для крепления мишени для магнетронного распыления к основанию (детали конструкции опущены). На чертеже обозначены:
1 - основание,
2 - спай на основе твердого припоя,
3 - флок из нанотрубок,
4 - спай на основе мягкого припоя,
5 - терморегулируемая деталь (мишень).
Примером конкретного исполнения предлагаемого способа может служить бондирование керамической мишени на основе оксида цинка площадью 0,1 м2 и толщиной 15 мм к медному водоохлаждаемому основанию толщиной 20 мм. Слой из углеродных волокон в виде флока с плотностью 300 000 филаментов на 1 см2 получают путем нарезки промышленно выпускаемого жгута УВЖ-С и составления сжатого квадратного в сечении пучка 30×30 см. Обрезают пучок до толщины 0,5 см, покрывают торцы волокон галлием путем погружения поверхностей пучка в расплавленный галлий на 1 мм и припаивают к поверхности медного основания твердым припоем марки L-AG15 фирмы ROTHENBERGER (состав, в %: Ag - 14,0; Р - 4,7; Cu) с рабочей температурой 710°С. Поверхность флока покрывают индием, нагретым до 160°С, слоем толщиной 2 мм. К этой поверхности прижимают нагретую до 160°С мишень, поверхность которой предварительно покрывают галлием или индием (механическим растиранием). Затем узел охлаждают при комнатной температуре.
Предлагаемый способ использует аномально высокую теплопроводность и электропроводность волокон углерода и особенно углеродных нанотрубок и графена для улучшения теплообмена между терморегулируемой деталью и основанием. Высокая электропроводность углеродных частиц, имеющих рекордные допустимые плотности тока, обеспечивает при этом электрический контакт детали с основанием, что особенно существенно при использовании способа для крепления мишеней в установках магнетронного распыления. Структура слоя углеродных частиц обеспечивает, за счет упругости углеродных частиц, надежный контакт детали и основания по всей площади сопрягаемых поверхностей, а также уменьшает или исключает термомеханические напряжения в области контакта. Способ позволяет также снизить расход металлов на изготовление припоя, т.к. значительная часть припоя замещается углеродным материалом, стоимость которого уменьшается и, несомненно, станет незначительной (даже в отношение нанотрубок) уже в ближайшее время. Улучшение теплоотвода и снижение термомеханических напряжений позволяет, например, при магнетронном распылении использовать более производительные режимы работы, увеличить скорость распыления, увеличить коэффициент использования мишеней, а также снизить трудоемкость и стоимость бондирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических изделий из порошка | 2017 |
|
RU2704777C2 |
| МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАНЕСЕНИЯ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2016 |
|
RU2646299C2 |
| ПЛЕНОЧНЫЙ КОНДЕНСАТОР | 2019 |
|
RU2718532C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2448832C2 |
| СПОСОБ СИНТЕЗА КЕРАМИКИ | 2004 |
|
RU2280015C2 |
| Способ создания квантовых точек для элементной базы радиотехники | 2020 |
|
RU2753399C1 |
| АНТИДИНАТРОННОЕ ПОКРЫТИЕ НА ОСНОВЕ ПОЛИМЕРНОЙ МАТРИЦЫ С ВКЛЮЧЕНИЕМ УГЛЕРОДНЫХ НАНОТРУБОК И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2020 |
|
RU2745976C1 |
| КОНСТРУКЦИЯ ТЕПЛОВОЙ ЗАЩИТЫ, ОХЛАЖДАЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2101887C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛЕНОК ПОРИСТОГО КРИСТАЛЛИЧЕСКОГО ДИОКСИДА ОЛОВА | 2018 |
|
RU2671361C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИШЕНИ НА ОСНОВЕ ОКСИДА ЦИНКА | 2011 |
|
RU2491252C2 |
Способ может быть использован при изготовлении узлов, содержащих расходуемую или сменную деталь и основание, изготовленные из материалов с разным коэффициентом термического расширения, например, для закрепления расходуемой керамической мишени на металлическом основании в установках магнетронного распыления. На поверхность основания припаивают высокотемпературным припоем слой, содержащий углеродные частицы в виде волокна или нанотрубок или графена. Деталь припаивают к другой стороне углеродного слоя припоем с температурой плавления ниже температуры плавления упомянутого припоя. Для удаления детали спай детали с упомянутым слоем нагревают до температуры выше температуры его плавления, но ниже температуры плавления твердого припоя. В качестве слоя, содержащего углеродные частицы, используют тканый или нетканый материал на основе углеродного волокна, либо флок из углеродных волокон или нанотрубок или графена. Содержащий углеродные микрочастицы слой обеспечивает тепловой и электрический контакты детали с основанием, а также уменьшают или исключают термомеханические напряжения между ними. Преимуществом способа является расширение возможностей работы с узлами, имеющими терморегулируемые компоненты, в частности, увеличение скорости распыления и увеличение коэффициента использования мишеней при магнетронном распылении. 12 з.п. ф-лы, 1 ил.
1. Способ пайки узла, содержащего сменную или расходную деталь и основание, материалы которых имеют разные коэффициенты термического расширения, отличающийся тем, что на поверхность основания припаивают высокотемпературным припоем слой углеродных частиц в виде волокна, или нанотрубок, или графена, деталь припаивают к другой стороне слоя припоем, имеющим температуру плавления ниже температуры плавления упомянутого высокотемпературного припоя и выше температуры эксплуатации спаянного узла для возможности удаления детали при ее замене путем нагрева спая детали со слоем углеродных частиц.
2. Способ по п.1, отличающийся тем, что в качестве слоя углеродных частиц используют тканый, или ворсовый, или нетканый материал на основе углеродного волокна.
3. Способ по п.1, отличающийся тем, что в качестве слоя углеродных частиц используют флок из углеродных волокон, или нанотрубок, или частиц графена, или их смеси.
4. Способ по п.1, или 2, или 3, отличающийся тем, что слой углеродных частиц пропитывают веществом, термостойким при температуре эксплуатации спаянного узла.
5. Способ по п.4, отличающийся тем, что в качестве пропитывающего вещества используют мягкий припой.
6. Способ по п.5, отличающийся тем, что слой углеродных частиц пропитывают мягким припоем после его припаивания высокотемпературным припоем к основанию.
7. Способ по п.5, отличающийся тем, что слой углеродных частиц сначала пропитывают мягким припоем, охлаждают до твердого состояния, а затем припаивают к основанию высокотемпературным припоем.
8. Способ по п.4, отличающийся тем, что в качестве пропитывающего вещества используют полимеризирующееся вещество, при этом после пропитки проводят его полимеризацию.
9. Способ по п.8, отличающийся тем, что слой углеродных частиц пропитывают и полимеризуют после его припаивания высокотемпературным припоем к основанию.
10. Способ по п.8, отличающийся тем, что слой углеродных частиц сначала пропитывают и полимеризуют, а затем припаивают к основанию высокотемпературным припоем.
11. Способ по п.10, отличающийся тем, что после припаивания слоя углеродных частиц к основанию пропитку удаляют.
12. Способ по п.1 или 2, или 3, отличающийся тем, что слой углеродных частиц пропитывают веществом с температурой плавления ниже температуры эксплуатации спаянного узла.
13. Способ по п.1, отличающийся тем, что слой углеродных частиц покрывают до пайки сенсибилизирующим веществом.
| US 3911553 А, 14.10.1975 | |||
| Прокладка для металлокерамической пайки | 1980 |
|
SU884918A1 |
| СПОСОБ КОМПОЗИЦИОННОЙ ПАЙКИ | 2002 |
|
RU2236331C2 |
| US 7180174 В2, 20.02.2007 | |||
| US 6856016 В2, 15.02.2005. | |||

