Предлагаемое изобретение относится к области так называемых совмещенных электролитов, в которых возможно одновременное проведение двух или большего числа операций (например, обезжиривания и травления), в результате которых происходит модифицирование поверхностей материалов.
Известны совмещенные электролиты, позволяющие модифицировать поверхность металлов за счет одновременного обезжиривания ее и нанесения фосфатной пленки (например, предложен совмещенный электролит на основе фосфорной кислоты, оксида цинка и добавок ряда солей. Лисовская Э.П., Понилов Л.Я. Физико-химические методы очистки поверхности деталей и изделий в судостроении. Л.: Центральный научно-исследовательский институт технологии судостроения, с.100-102).
Однако такой совмещающий электролит предназначен для обработки поверхностей черных металлов.
Наиболее близким к настоящему предлагаемому изобретению как по технической сущности, так и по получаемым результатам является электролит совмещенного обезжиривания и травления (СОТ) для поверхности алюминия и его сплавов (Осипов В.Н., Исаев Н.И. О совмещенной обработке поверхности алюминиевых сплавов, журнал «Защита металлов», 1989, Т.XXV, №5, с.837-839). Обезжиривание и травление в известном совмещающем электролите (едкий натр 21-27, тринатрийфосфат 45-55, кальцинированная сода 26-32, синтанол 2,9-3,3, жидкое стекло 3-5, хлористый натрий 2-4 г/л) позволяет очистить и протравить поверхность алюминиевых сплавов в необходимой степени для проведения анодирования и эматалирования, дающих удовлетворительные покрытия по капельной пробе и адгезии лакокрасочных покрытий. Однако испытания анодных пленок, полученных после анодирования с предварительной обработкой в электролите СОТ, в гидростате Г-4 показали, что по защитным свойствам от коррозии они уступают анодным пленкам, сформированным после стандартной обработки в раздельных электролитах для обезжиривания и травления (обезжиривание в электролите: тринатрийфосфат 30-50, сода кальцинированная 30-50, сульфонол 0,3-0,5 г/л, t°=65±5°С, травление в электролите: едкий натр 50-100 г/л, t°=70±10°С). Частотный показатель коррозии в последнем случае ниже, чем для пленок с предварительной обработкой образцов в электролите СОТ и последующим анодированием.
Техническая задача, которая ставилась при разработке данного предлагаемого электролита, заключалась в том, чтобы повысить защитную способность анодных пленок по сравнению с анодными пленками, полученными после обработки, как в известном электролите СОТ, так и при раздельном обезжиривании и травлении. С целью достижения поставленной технической задачи из состава известного совмещенного электролита исключается хлорид натрия (активатор коррозии алюминия), заменяемый сульфосалициловой кислотой, снижается общая концентрация веществ, растравливающих поверхность алюминия, и вводится дополнительно пассивирующая добавка и поверхностно-активное вещество. Состав предлагаемого совмещенного электролита определяется следующими компонентами, взятыми в указанных ниже концентрациях (г/л):
Последнее вещество характеризуется следующей структурой:
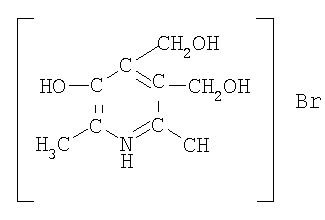
Предлагаемый электролит приготавливается следующим образом: в отдельных объемах воды растворялись названные ранее компоненты, а именно: гидроксид натрия (в 300 мл), сульфосалициловая кислота (в 450 мл), оксифос (в 50 мл), пиродоксин бромистоводородный (в 200 мл), затем указанные объемы сливались в той последовательности, в которой они перечислены. Приготовленный таким способом электролит использовался для одновременного обезжиривания и травления алюминия и его сплавов перед анодированием.
Испытания моющих свойств совмещенных электролитов (известного и предлагаемого) проводились весовым методом, т.е. на основе определения масс зажиренных образцов до и после обработки в совмещенном электролите. Результат выражался в процентах удаленного жирового загрязнения.
Пример. Образцы размером 50×50 мм взвешивались на аналитических весах в вертикальном положении. Затем образцы выдерживались в известном и предлагаемом электролитах. Из последних они извлекались после сливания верхнего слоя электролита, содержащего жировые загрязнения. Затем следовала промывка в дистиллированной воде, подсушивание в теплом воздухе до постоянного веса. Все опыты проводились в трехкратной повторности.
Ниже приводятся полученные в опытах данные.
1. Температура опыта 20°С, максимальная концентрация известного и предлагаемого электролитов, время 5 мин;
Δm1=0,0476 г (средняя потеря массы образца, известный электролит);
Δm2=0,0958 г (средняя потеря массы образца, предлагаемый электролит);
Δm3=0,2456 г (средняя потеря массы при полном удалении смазки).
Потери массы в % соответственно 21 и 39%.
2. Температура 60°С, максимальная концентрация электролита, 5 минут;
Δm4=0,1572 г (средняя потеря массы, известный электролит);
Δm5=0,1744 г (средняя потеря массы, предлагаемый электролит).
Потери массы в % соответственно 64 и 71%.
Были проведены также измерения коррозионной активности названных электролитов (испытывались незажиренные образцы металлов). Коррозионные потери измерялись весовым методом. Коэффициент торможения коррозии вычислялся как частное от деления убыли массы образца в чистом растворе щелочи к убыли массы образца в известном (или предлагаемом) электролите.
Из данных, приведенных в таблице 1 и примере, можно заключить, что по моющему действию предлагаемый электролит явно превосходит известный. Особенно заметно такое превосходство при максимальной концентрации компонентов, когда оно достигает четырехкратного значения при 20°С и почти двукратного при 60°С (исходя из величины времени на полную очистку).
Коррозионные испытания свидетельствуют, что предохранение образцов от перетравливания, подготовленных в предлагаемом электролите, более надежно, чем в известном. Превосходство первого, в частности, наиболее ярко проявляется для сплава Д-16, который подвержен перетравливанию в большей мере, чем другие алюминиевые сплавы.
Образцы, предварительно обработанные в совмещенных электролитах, а также в раздельных ваннах обезжиривания и травления, были анодированы в сернокислотной, хромовокислой ваннах и электролите эматалирования. С образцами были проведены капельная проба и испытания в гидростате Г-4 (7 часов - 40°С, 17 часов без нагревания, при поверхностной влажности).
Результаты коррозионных испытаний приведены в таблицах 2-4 в виде значений продолжительности капельной пробы (основной показатель) и частотного показателя коррозии (дополнительное испытание).
Капельная проба дала наилучшие результаты в случае применения предлагаемого электролита. Данные о частотном показателе коррозии подтверждают ранее полученные результаты стандартного испытания с капельной пробой, показавшие, что предложенный электролит для одновременного обезжиривания и травления алюминия и его сплавов перед анодированием позволяет обеспечить получение анодных оксидных пленок, обладающих повышенными антикоррозионными свойствами по сравнению с теми пленками, которые образуются при анодировании с подготовкой образцов в известном электролите.
Испытания в гидростате Г-4 свидетельствуют о том, что даже без применения пассиватора (пиродоксина) анодные пленки обладают повышенным защитным действием, если предварительная подготовка поверхности металла проведена в предлагаемом совмещенном электролите. Только в этом случае удается достигнуть за время испытаний полной защиты (таблица 3, п.3.4). Введение в совмещенный электролит пиродоксина значительно повышает антикоррозионные свойства оксидного слоя. При этом для хромовокислого электролита анодирования и для эматалирования защита оказывается стопроцентной.
Часть образцов без анодирования была загрунтована и окрашена 3 слоями эмали. Образцы испытывали по методу решетчатых надрезов. Отслоения лакокрасочных покрытий не наблюдалось независимо от способа предварительной подготовки металла. Таким образом, все три способа подготовки не влияют на адгезию лакокрасочных покрытий к испытанным алюминиевым сплавам.
Проведенные испытания позволяют сделать вывод о том, что предлагаемый электролит для предварительной подготовки к анодированию поверхности алюминиевых сплавов, в котором совмещаются операции обезжиривания и травления, позволяет не только добиться качественной подготовки металла к анодированию, но и повышает защитные свойства анодных пленок.
Кроме того, применение совмещенного электролита дает возможность сокращать производственные площади и трудоемкость подготовительных операций примерно на 25-30%.
Электролит рекомендуется для применения в машиностроении, строительстве и производстве бытовой техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для анодирования алюминия и его сплавов | 1980 |
|
SU910864A1 |
| Модифицированный наноуглеродом электролит анодирования детали из алюминия или его сплава | 2014 |
|
RU2607075C2 |
| ЭЛЕКТРОЛИТ АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2009 |
|
RU2416680C1 |
| ЭЛЕКТРОЛИТ ЭМАТАЛИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2297475C1 |
| ЭЛЕКТРОЛИТ АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2287027C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДНОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ НА АЛЮМИНИИ И ЕГО СПЛАВАХ | 2000 |
|
RU2169800C1 |
| Способ получения электрохимического оксидноанодного алмазосодержащего покрытия алюминия и его сплавов | 2016 |
|
RU2631374C2 |
| ЭЛЕКТРОЛИТ ЭМАТАЛИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2456384C1 |
| СПОСОБ РАЗНОЦВЕТНОГО ОКРАШИВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1993 |
|
RU2072000C1 |
| Способ анодирования алюминия и его сплавов | 1981 |
|
SU1002413A1 |
Изобретение относится к области моющих и травильных растворов, используемых для предварительной подготовки алюминиевых сплавов перед анодированием. Электролит содержит, г/л: гидроксид натрия 35-45; сульфосалициловая кислота 15-25; оксифос Б 1-2; пиродоксин бромистоводородный 0,2-0,4. Совмещение операций обезжиривания и травления позволяет сократить производственные площади и трудоемкость предварительной обработки деталей без ухудшения декоративного вида и с повышением защитных антикоррозионных свойств оксидных пленок на поверхности деталей. 4 табл.
Электролит для одновременного обезжиривания и травления алюминия и его сплавов перед анодированием на основе гидроксида натрия и поверхностно-активного вещества, отличающийся тем, что он дополнительно содержит сульфосалициловую кислоту и пиродоксин бромистоводородный, а в качестве поверхностно-активного вещества оксифос Б при следующих концентрациях компонентов, г/л:
| Раствор для одновременного обезжиривания и травления поверхности алюминиевых сплавов | 1988 |
|
SU1666578A1 |
| Раствор для одновременного обезжиривания и травления поверхности алюминиевых сплавов | 1988 |
|
SU1666579A1 |
| Раствор для одновременного обезжиривания и травления сплавов алюминия | 1984 |
|
SU1213084A1 |
| US 3957553 A, 12.02.1976. | |||

