Предлагаемое изобретение относится к металлургии и может быть использовано при литье металлов и сплавов, в частности алюминия и его сплавов.
Для перелива из емкости в емкость, транспортировки жидкого металла из металлургических емкостей в кристаллизаторы используются открытые и закрытые желоба. Желоба, как правило, состоят из корпуса, обеспечивающего механическую прочность, и металлотракта (литейного канала), работающего в прямом контакте с расплавом металла и выполненного из огнеупорных материалов.
Изготовление желобов для транспортировки металла, емкостей для транспортировки и разливки жидкого металла включает изготовление корпуса и его футеровку. Футеровку выполняют из огнеупорных инертных к разливочному металлу материалов, обладающих достаточной прочностью и низкой теплопроводностью. Футеровку изготовляют нанесением слоя огнеупорного материала на стенки корпуса различными способами.
Традиционная технология изготовления литейной оснастки, в частности желобов, включает изготовление корпуса (каркаса) и его футеровку различными способами. При этом, как правило, необходимы значительные трудовые затраты, требуется различное специальное оборудование (виброуплотнители, футеровочные стенды и т.д.). Сложно получить однородную по физико-механическим характеристикам футеровку, прочно соединенную с корпусом, выполнить желоб (элемент металлотракта) с изменяемыми по сечению геометрическими размерами.
Кроме того, литейная оснастка (желоба) должна обеспечивать подачу в кристаллизатор металла высокого, предсказуемого и воспроизводимого качества. Тепловые потери расплавленного металла должны быть сведены к минимуму. В зависимости от длины системы потери не должны превысить 0,40°С/м. В требованиях, предъявляемых к системе, следует учесть, что температура стальной оболочки, которая футеруется огнеупорным материалом, не должна превышать 65°С, что необходимо как для гарантии безопасности оператора, так и для минимизации искажения стальных элементов (распространенная причина разрушения огнеупорных материалов).
Известен способ изготовления сифонной проводки, включающей установку в желобе литейного поддона полых труб, имеющих форму металлопровода, накрывание желоба массивной крышкой и заполнение желоба нагнетанием смеси, состоящей из огнеупорного порошка и связующего вдоль оси металлопровода под избыточным давлением 0,2-0,5 МПа (патент РФ №2003463, В22D 7/06, 1993 г.). Способ обеспечивает быстрое и надежное заполнение желоба и дает возможность регулировать плотность огнеупорной оболочки канала в широких пределах, варьировать механические и теплофизические свойства материала.
Наиболее близким по своей технической сущности и достигаемому результату является « Способ изготовления желоба для транспортировки жидкого металла» по патенту России №2284243, МПК В22D 1/00, от 2003.06.30. В данном способе изготовления желоба для транспортировки жидкого металла, состоящего из полого огнеупорного элемента и несущего корпуса, несущий корпус желоба формируют путем заливки жидкого металла (чугуна, алюминия или его сплавов) в зазор и в пространство, образованное полым огнеупорным элементом, изготовленным в виде литникового канала требуемой конфигурации и внутренней полостью формы.
В этом известном техническом решении задача решается в два этапа. На первом этапе изготавливается из материала, обеспечивающего необходимые свойства изделия, собственно литниковый канал (металлотракт) известными способами (прессование, жидконаливные смеси и т.п.), производится необходимая термообработка изделия.
Второй этап включает установку огнеупорного литникового канала (монолитного или из плотно соединенных между собой частей) в литниковую форму, его закрепление в форме, изоляцию полости литникового канала от внутренней полости литейной формы и заливку металла в зазор, образованный внутренней полостью формы и закрепленным в ней (с изолированной внутренней полостью) огнеупорным литниковым каналом. В результате естественного охлаждения жидкого металла образуется корпус желоба, прочно соединенный с литниковым каналом, выполненным из огнеупорного материала, за счет усадки металла при затвердевании.
При всех достоинствах данной технологии изготовления желоба для транспортировки жидкого металла она обладает недостатками, а именно:
- значительными материальными расходами, связанными с использованием расплавленного жидкого металла, при изготовлении несущего корпуса;
- значительными потерями тепла от металлотракта через корпус в атмосферу.
Задачей предлагаемого технического решения является снижение материальных и энергетических затрат по изготовлению желоба для транспортировки жидкого алюминия и его сплавов.
Техническим результатом предлагаемого решения является вовлечение в производство изготовления желобов для транспортировки жидкого алюминия и его сплавов отходов электротермического производства кремния.
Технический результат достигается тем, что в способе изготовления желоба для транспортировки жидкого алюминия и его сплавов, включающем изготовление полого огнеупорного литникового канала требуемой конфигурации, литниковый канал устанавливают в металлический кожух с зазором и фиксируют его, заливают через зазор в объем, образованный между внешней поверхностью полого огнеупорного литникового канала и внутренней поверхностью металлического кожуха, жидкий самотвердеющий материал, в качестве которого используют смешанную до однородного состояния смесь, состоящую из мелкодисперсного кремнеземсодержащего материала в виде пыли газоочистки электротермического производства кремния, отходов электротермического производства кристаллического кремния, полученных в процессе отсева товарного кристаллического кремния, алюминиевой пудры и жидкого стекла с удельным весом 1,29-1,39, причем заливку самотвердеющей смеси осуществляют в течение не более 15 минут после ее приготовления, при этом самотвердеющий материал содержит компоненты при следующем соотношении, мас.%.
При этом объем, образованный внешней поверхностью полого огнеупорного литникового канала и внутренней поверхностью металлического кожуха, заполняют самотвердеющим материалом на 1/4÷1/5 его части, а заливку самотвердеющего материала осуществляют при комнатной температуре.
Пыль газоочистки электротермического производства кремния - это отходы производства. В таблице 1 дан их химический состав, в таблице 2 - гранулометрический состав.
В таблице 3 представлен гранулометрический состав отходов электротермического производства кристаллического кремния в виде отсева, образующегося при дроблении товарного кремния.
Краткая техническая сущность предлагаемого изобретения заключается в следующем.
Как и в прототипе по патенту России №2284243, заливку в зазор и в объем, образованный между внешней поверхностью полого огнеупорного литникового канала и внутренней поверхностью кожуха (формы) заливают жидкий материал. По патенту №2284243 - жидкий металл, по предлагаемому решению - вышеуказанную смесь. В первом случае при застывании жидкого металла образуется металлический монолит, обладающий высокой теплопроводностью.
Во втором случае после заливки заявленной смеси происходит вспучивание ее за счет интенсивного выделения водорода по реакциям:
Si+2NaOH+Н2О=Na2SiO3+2H2↑
2Аl+2NaOH+6 H2O=2Nа[Аl(ОН)6]+3H2↑
См. Н.С.Глинка. Общая химия. - М.: Металлургия, 1979 г., стр.508, стр.636.
Объем смеси при этом увеличивается в 3 - 5 раз по сравнению с первоначальным. Реакция полного протекания вспучивания смеси происходит за 1,5-2,5 часа при комнатной температуре с образованием монолитного пористого блока.
Сравнение предлагаемого технического решения с прототипом по патенту России №2284243 показывает, что оно отличается по составу жидкого материала, заливаемого через зазор и в объем, образованный между внешней поверхностью полого огнеупорного литникового канала с внутренней поверхностью кожуха, заявленной в отличительной части формулы изобретения.
В этом заключается соответствие технического решения критерию изобретения - новизна.
При сравнении предлагаемого решения не только с прототипом, но и с другими решениями в этой области из патентной и научно-технической информации не выявило заявленного состава с таким соотношением компонентов.
Совокупность признаков в предложенном техническом решении как известных, так и неизвестных, заявленных в формуле изобретения, позволяет (как показали промышленные испытания на Красноярском алюминиевом заводе) достичь:
- снижения материальных затрат на изготовление желобов за счет вовлечения в производство отходов электротермического производства кремния;
- значительного снижения энергозатрат на приготовление самотвердеющего материала за счет исключения использования расплавленного металла;
- снижения энергозатрат при транспортировке расплавленного металла по желобу за счет снижения тепловых потерь от него в атмосферу.
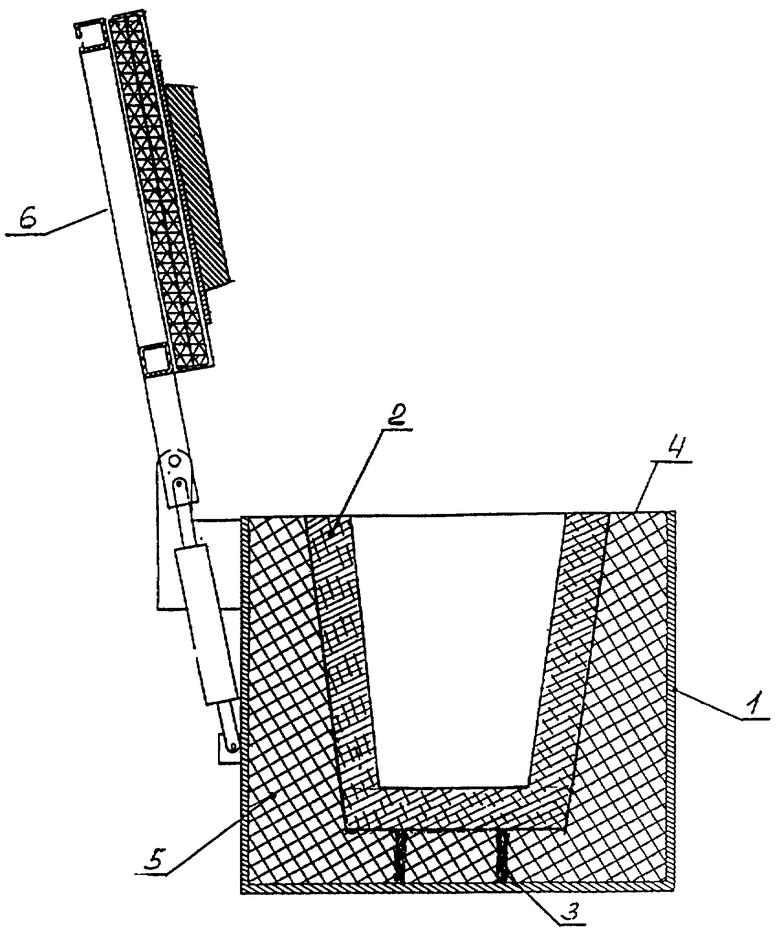
Способ изготовления желоба для транспортировки жидкого алюминия и его сплавов поясняется чертежом, на котором показан желоб. Он состоит из металлического кожуха 1, установленного в него литникового канала 2 на фиксаторы 3. Между металлическим кожухом 1 и литниковым каналом 2 образован зазор 4, через который заливается самотвердеющий материал 5. Желоб может быть снабжен теплоизолированной крышкой 6.
В предлагаемом техническом решении задача решается в четыре этапа. На первом этапе изготавливается из материала, обеспечивающего необходимые свойства, литниковый канал 2 (металлопрокат) известными способами с последующей термообработкой изделия.
На втором этапе производят установку литникового канала 2 (монолитного или из плотно соединенных между собой частей) и при помощи фиксаторов 3 относительно внешнего металлического кожуха 1.
На третьем этапе готовят жидкий самотвердеющий материал 5 следующим образом. Используют жидкое стекло с удельным весом 1,47-1,52 г/см3 в зависимости от марки. Для придания самотвердеющему материалу 5 жидкотекучести жидкое стекло разбавляли водой до получения удельного веса 1,29-1,39 г/см3.
В смеситель засыпали пыль газоочистки электротермического производства кремния, отходы электротермического производства кристаллического кремния, полученных в процессе отсева товарного кристаллического кремния, алюминиевую пудру и заливали жидким стеклом с удельным весом 1,29-1,39 г/см3. Все компоненты смеси в мас.% использовали в соответствие с табличными данными (таблица 4). Перемешивание в смесителе происходит в течение 4-5 минут до получения однородной массы.
На четвертом этапе жидкую однородную массу заливают в течение не более 15 минут после ее приготовления через зазор 4 и в объем, образованный между внешней поверхностью полого огнеупорного литникового канала 2 и внутренней поверхностью металлического кожуха 1 на 1/4-1/5 объема.
После заливки самотвердеющего материала, в объеме, образованном между литниковым каналом 2 и металлическим кожухом 1, происходит реакция с интенсивным выделением водорода, как указывалось выше. В течение 1,5-2,5 часов за счет выделения водорода происходит вспучивание загруженной массы с увеличением ее объема, в 3-5 раз превышающего первоначальный. В дальнейшем при нагреве до 200°С и выше происходит обезвоживание массы (испарение гигроскопической и разложение химически связанной в жидком стекле воды). В конечном счете, жидкая самотвердеющая масса 5 превращается в пористый твердый монолит (теплоизоляция).
В зависимости от толщины огнеупорной футеровки литникового канала 2 толщина теплоизоляции может достигать от 20 до 40 мм. При этом температура на металлическом кожухе 1 не должна достигать выше 65°С - по условиям безопасности обслуживающего персонала.
Из таблицы 4 видно, что наилучшие показатели по теплопроводности получены по поз. 3-7 при использовании жидкого стекла в пределах 30-50 мас.%. При использовании жидкого стекла менее 30% (поз.2) оно приобретает вязкую массу, которую очень трудно подать в зазор 1 желоба. Кроме того, увеличиваются энергозатраты на получение однородной смеси. При использовании жидкого стекла более 50% показатели теплопроводности остаются почти на том же уровне, но возрастают расходы жидкого стекла, что нецелесообразно.
Наличие в смеси отходов кристаллического кремния, полученных в процессе отсева товарного кристаллического кремния, а также алюминиевой пудры в указанных пределах позволяет интенсифицировать процесс выделения водорода, особенно в начальный период после приготовления однородной массы и заливки ее в зазор 4 желоба.
Пыль газоочистки электротермического производства кремния является наполнителем в предложенной самотвердеющей смеси.
Наилучшие показатели получены при использовании пыли газоочистки в совокупности с другими компонентами самотвердеющего материала по поз.3-7. При использовании пыли газоочистки более 65,2 мас.% показатели теплопроводности достигают 0,29 Вт/м·K из-за пониженной пористости материала. Кроме того, возрастают энергетические затраты при перемешивании в смесителе, а также трудности заливки самотвердеющего материала в зазор 4 желоба.
При использовании пыли газоочистки менее 48,4 мас.% при всех относительно хороших технических показателях затраты по содержанию жидкого стекла возрастают, что экономически нецелесообразно.
Возможно вместо пыли газоочистки электротермического производства кремния можно использовать пыль газоочистки электротермического производства высококремнистого ферросилиция. Заливка однородной массы в зазор 4 желоба в течение не более 15 минут после ее приготовления обусловлена интенсивным выделением водорода, создающего необходимую пористость самотвердеющему материалу.
Предлагаемый «Способ изготовления желоба для транспортировки жидкого алюминия и его сплавов» может быть использован там, где необходима теплоизоляция, схожая по своей конструкции с транспортным желобом, например фильтровальными камерами для жидкого металла и т.д., и, кроме того, может быть использован для изготовления строительных конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2004 |
|
RU2270891C2 |
| ЖЕЛОБ С РАДИАЦИОННЫМ НАГРЕВОМ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2018 |
|
RU2691827C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2136633C1 |
| Способ подготовки радиоактивной пыли к длительному хранению или захоронению и устройство для его осуществления | 2015 |
|
RU2691099C2 |
| Транспортный желоб жидкого металла c электрическим нагревом | 2022 |
|
RU2791751C1 |
| ЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2088368C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ИЗ ОТХОДОВ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 1996 |
|
RU2098380C1 |
| ОГНЕУПОРНАЯ МАССА | 1997 |
|
RU2142441C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРЕМНИЯ | 1991 |
|
RU2094372C1 |
Изобретение относится к области металлургии. Способ включает изготовление полого огнеупорного литникового канала требуемой конфигурации и внешнего металлического кожуха. Литниковый канал устанавливают с зазором в металлический кожух и фиксируют. Через зазор в объем, образованный между внешней поверхностью полого огнеупорного литникового канала и внутренней поверхностью металлического кожуха, заливают жидкую самотвердеющую смесь в течение не более 15 минут после ее приготовления. Жидкая самотвердеющая смесь содержит компоненты при следующем соотношении, мас.%: пыль газоочистки электротермического производства кремния 48,4-65,2, отходы электротермического производства кристаллического кремния 0,8-2,4, алюминиевая пудра 0,8-2,4, жидкое стекло 30-50. 2 з.п. ф-лы, 2 ил., 4 табл.
1. Способ изготовления желоба для транспортировки жидкого алюминия и его сплавов, включающий изготовление полого огнеупорного литникового канала требуемой конфигурации, отличающийся тем, что литниковый канал устанавливают в металлический кожух с зазором и фиксируют его, заливают через зазор в объем, образованный между внешней поверхностью полого огнеупорного литникового канала и внутренней поверхностью металлического кожуха, жидкий самотвердеющий материал, в качестве которого используют смешанную до однородного состояния смесь, состоящую из мелкодисперсного кремнеземсодержащего материала в виде пыли газоочистки электротермического производства кремния, отходов электротермического производства кристаллического кремния, полученных в процессе отсева товарного кристаллического кремния, алюминиевой пудры и жидкого стекла с удельным весом 1,29-1,39, причем заливку самотвердеющей смеси осуществляют в течение не более 15 мин после ее приготовления, при этом самотвердеющий материал содержит компоненты при следующем соотношении, мас.%:
2. Способ по п.1, отличающийся тем, что объем, образованный между внешней поверхностью полого огнеупорного литникового канала и внутренней поверхностью металлического кожуха, заполняют самотвердеющим материалом на 1/4-1/5 его части.
3. Способ по п.1, отличающийся тем, что заливку самотвердеющего материала осуществляют при комнатной температуре.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| SU 2003463 C1, 30.11.1993 | |||
| ЖЕЛОБ ДЛЯ ГОРЯЧЕГО РАСПЛАВА, ЖЕЛОБНОЕ УСТРОЙСТВО И СПОСОБ ТРАНСПОРТИРОВКИ ГОРЯЧЕГО РАСПЛАВА | 1997 |
|
RU2166547C2 |
| Фотоэлектрическое устройство для ориентировки слепых | 1947 |
|
SU70173A1 |
| Устройство для приема и транспортировки расплавленного материала и способ его эксплуатации | 1989 |
|
SU1838426A3 |
| US 6444165 В1, 03.09.2002 | |||
| JP 2000017313 А, 18.01.2000. | |||

