Изобретение относится к цветной металлургии, а именно к устройствам для транспортировки расплавленных металлов в литейном производстве, в частности расплавленного алюминия и его сплавов, и может быть использовано для предварительного нагрева металлотрактов, а также для компенсации тепловых потерь в расплаве.
Известен модульный желоб для передачи расплавленного металла, в котором модули желоба соединены таким образом, чтобы минимизировать вредные эффекты напряжений и деформаций, вызванных разностями теплового расширения компонентов, в котором крышка желоба изолирована огнеупорным материалом и снабжена нагревателем для предварительного нагрева лотка до введения расплавленного металла (US, патент №4531717, B22D 35/04, F27D 3/14, Опубл. 30.07.1985). Каждый модуль включает в себя огнеупорный канал внутри металлической оболочки и дополнительно включает в себя упругие соединительные средства для сжимания смежных модулей вместе в примыкающем концевом канале, чтобы металл мог непрерывно протекать между каналами соседних модулей. Нагреватель желоба представляет собой газовый нагреватель. Крышка корпуса желоба шарнирно соединена с нижней оболочкой, так что крышка может быть удобно открыта на шарнирах, чтобы открыть внутреннюю часть днища желоба для осмотра и очистки, хотя при нормальном использовании крышка закрыта.
Недостатком данного модульного желоба для передачи расплавленного металла является использование газового нагревателя, что приводит к неравномерному распределению теплового потока и возможному локальному перегреву желоба. Кроме того, использование нагревателей, работающих на газе, существенно усложняет конструкцию такого желоба.
Известен транспортный желоб литейного комплекса разливки жидкого алюминия и его сплавов в кристаллизатор, включающий металлический кожух, футерованный внутри огнеупорным материалом, с установленными сверху металлического кожуха теплоизоляционными поворотными крышками по всей длине желоба, снабженные снизу электронагревательными элементами, в котором теплоизоляционные поворотные крышки выполнены, по крайней мере, из двух слоев огнеупорного волокнистого материала толщиной 15-25 мм, выдерживающего температуру не менее 950°С, например, муллитокремнеземистого войлока, причем каждый слой огнеупорного волокнистого материала снаружи облицован огнеупорной тканью, например, кремнеземной тканью, а между слоями расположена металлическая сетка, при этом огнеупорный волокнистый материал закреплен на решетчатой металлической раме (RU, патент №70173, B22D 41/00, Опубл. 20.01.2008, Бюл. №2).
Недостатком данного транспортного желоба литейного комплекса является низкая эффективность нагрева электронагревательными элементами жидкого алюминия и его сплавов. Кроме того, к недостаткам желоба следует ненадежность электронагревательных элементов, в частности из-за возможного попадания на них жидкого алюминия и его сплавов.
Известен сосуд для размещения расплавленного металла, выполненный в форме металлоразливочного желоба для передачи расплавленного металла с входа на одном торце на выход на другом торце (RU, патент №2549801, B22D 41/00, F27D 1/18, Опубл. 27.04.2015, Бюл. №12). Сосуд содержит разливочный желоб для металла, имеющий канал, создающий внутренний объем для содержания и передачи расплавленного металла с одного конца конструкции на другой. Желоб может быть составлен из одной или более желобчатых секций, соединенных торцами. Он изготавливается из подходящего огнеупорного материала, устойчивого к воздействию расплавленного металла, например, из оксидов алюминия (например, глинозем), кремния (кремнезем, в частности, плавленый кварц), магния (магнезиальный огнеупор), кальция (известковый огнеупор), циркония (циркониевый огнеупор), бора (оксид бора); карбидов, боридов, нитридов, силицидов металлов, например, карбида кремния, в частности, карбокорунда на связке из нитрида кремния (SiC/Si3N4), карбида бора, нитрида бора; алюмосиликатов, например, алюмосиликатов кальция; композиционных материалов (например, композит оксидов с неоксидами); стекол, включая механически обрабатываемые стекла; минеральных ват и волокон, или их смесей; угля или графита; и т.д. Функционально такая конструкция с одного конца присоединяется к источнику расплавленного металла, например, к литейному лотку металлоплавильной печи, а с другой стороны - к удаленному месту приемки расплавленного металла, например, к литейному столу или к литейной форме. Конструкция может быть сделана любой длины, в зависимости от расстояния, которое требуется покрыть. Желоб находится внутри металлического кожуха, называемого корпусом, и обычно для снижения теплоотдачи желоба и остужения кожуха между ними прокладывается изолирующий огнеупорный материал. Металлический кожух может удерживаться в П-образных металлических ребрах или ложементах, расположенных на некотором расстоянии по длине и поднимающих кожух над полом или другой опорой. Канал по всей своей длине имеет открытый верх, который закрывается подвижной крышкой, которая имеет наружный металлический остов и внутренний слой изоляционного материала. Крышка имеет выступающую вверх наружную ручку, образующую ручной захват крышки вблизи одного ее края или другие захваты для открывания крышки, например, выступающую металлическую закраину или швеллер, паз сбоку крышки, ручку сбоку крышки, отходящий в сторону штырь и т.п., или же может быть оставлена без таких захватов, в частности, если для открывания и закрывания крышки имеется средство механизации. Крышка имеет днище, которое при закрытой крышке обращено непосредственно к содержимому желоба и, соответственно, может нагреваться до повышенной температуры за счет близости расплавленного металла, содержащегося в желобе. Дополнительно днище может оснащаться нагревателем или нагревателями желоба и нагреваться дополнительно работой такого нагревателя или таких нагревателей. Нагреватель содержит многочисленные удлиненные теплоэлектронагреватели для прямого излучения тепла в канал конструкции. Нагреватели могут быть электрическими или же работать на сжигаемом газообразном или жидком топливе. Крышка шарнирно прикреплена системой четырех удлиненных рычагов к прямостоящей боковине металлического кожуха, которая противоположна лицевой стороне конструкции, перед которой стоит оператор, открывающий или закрывающий крышку.
Недостатком данного устройства является хрупкость и ненадежность многочисленных удлиненных теплоэлектронагревателей для прямого излучения тепла в канал конструкции, в частности из-за попадания на них расплавленного металла. К недостаткам следует также отнести снижение эффективности нагрева за счет теплового воздействия нагревателей друг на друга.
Наиболее близким к заявленному является желоб для транспортировки расплавленного металла, содержащий наружный корпус, образованный нижней стенкой и двумя боковыми стенками, изолирующий слой, заполняющий наружный корпус, проводящее U-образное огнеупорное тело желоба для транспортировки расплавленного металла, вставленное в изолирующий слой, и по меньшей мере один нагревательный элемент, расположенный в изолирующем слое, рядом с телом желоба, но на некотором расстоянии от него, так, что между нагревательным элементом и телом желоба имеется воздушный зазор (RU, патент №2358831, B22D 35/04, Опубл. 20.06.2009, Бюл. №17). Ширина воздушного зазора составляет от 0,5 до 1,0 см. Благодаря воздушному зазору осуществляется радиационный теплообмен между нагревательным элементом и телом желоба. Нагревательный элемент может быть расположен рядом с нижней частью желоба или нагревательные элементы могут быть расположены рядом с боковыми стенками желоба. Нагревательные элементы представляют собой обычные радиационные нагревательные элементы, производимые, например, фирмой Watlow. Наружный корпус может быть изготовлен из стали или другого подходящего материала. Тело желоба может быть изготовлено из плотного огнеупора, например, из карбида кремния или графита. Изоляционный слой может состоять из одного типа изоляции или состав изоляции может постепенно изменяться от внутренней к внешней поверхности и состоять из нескольких типов подслоев. Изоляционный слой как правило изготовлен из алюмосиликатного волокнистого или литого огнеупорного материала. Тело желоба удерживается внутри изоляционного слоя с помощью опор, изготовленных из огнеупорного материала, например, из силиката кальция. Для снижения теплопотерь расплавленного металла над желобом предусмотрена изолирующая крышка.
Недостатком данного желоба для транспортировки расплавленного металла является низкая эффективность нагрева из-за большой толщины огнеупорного слоя и высокие тепловые потери при радиационном нагреве нижней части или боковых стенок огнеупорного тела желоба.
Кроме того, несмотря на наличие покрывающей панели, расположенной под нагревательным элементом при его расположении в нижней части желоба, или аналогичных панелей, расположенных по боковым сторонам желоба для доступа к боковым нагревательным элементам, к недостаткам следует отнести низкую ремонтопригодность данного желоба для транспортировки расплавленного металла при выходе нагревательных элементов из строя.
В основу изобретения положена техническая проблема, заключающаяся в создании желоба с радиационным нагревом для транспортировки расплавленных металлов, характеризующегося увеличенной площадью теплоизлучающей поверхности нагревательных элементов в сторону канала для транспортировки расплавленного металла, рациональным использованием полезного объема и площади поверхности крышки, закрывающей канал для транспортировки расплавленного металла, возможностью равномерного прогрева узких каналов для транспортировки расплавленного металла, отсутствием механических повреждений нагревательных элементов при их возможной деформации, простотой замены и монтажа вышедших из строя нагревательных элементов.
При этом техническим результатом является повышение эффективности предварительного нагрева металлотракта и эффективности нагрева расплавленных металлов для компенсации тепловых потерь, а также обеспечение надежности и ремонтопригодности желоба.
Достижение вышеуказанного технического результата обеспечивается тем, что в желобе с радиационным нагревом для транспортировки расплавленных металлов, включающем наружный корпус, образованный нижней стенкой и двумя боковыми стенками, огнеупорный канал для транспортировки расплавленного металла, изолирующий слой, размещенный между стенками наружного корпуса и огнеупорным каналом, расположенную над огнеупорным каналом крышку и, по меньшей мере, один нагревательный элемент, по меньшей мере, одна крышка состоит из металлического корпуса, футерованного теплоизоляционным материалом и арочного огнеупорного элемента, нагревательный элемент выполнен в виде, по меньшей мере, одного гибкого электронагревательного элемента, состоящего из отдельных керамических элементов, расположенных в шахматном порядке и механически связанных между собой посредством электрического проводника, подключаемого к источнику электрического напряжения, при этом нагревательный элемент закреплен на обращенной к огнеупорному каналу поверхности арочного огнеупорного элемента с приданием ему формы свода арочного огнеупорного элемента, причем толщина нагревательного элемента составляет от 5 до 15 мм, а его площадь составляет 1,1-1,8 площади открытой поверхности огнеупорного канала в плоскости основания свода, расположенной под нагревательным элементом.
Желоб может быть снабжен средствами подачи сжатого, атмосферного или смеси сжатого и атмосферного воздуха в пространство, образованное огнеупорным каналом и крышкой.
Желоб может быть снабжен средствами подачи инертного газа в пространство, образованное огнеупорным каналом и крышкой.
Крышка может быть снабжена уплотнительными элементами.
Огнеупорный канал может быть снабжен уплотнительными элементами.
Желоб может состоять из нескольких соединенных между собой секций.
Благодаря выполнению каждой крышки в виде металлического корпуса, футерованного теплоизоляционным материалом и арочного огнеупорного элемента, выполнению каждого нагревательного элемента в виде, по меньшей мере, одного гибкого электронагревательного элемента, состоящего из отдельных керамических элементов, расположенных в шахматном порядке и механически связанных между собой посредством электрического проводника, подключаемого к источнику электрического напряжения, закреплению нагревательного элемента на обращенной к огнеупорному каналу поверхности арочного огнеупорного элемента с приданием ему формы свода арочного огнеупорного элемента, толщине нагревательного элемента, составляющей от 5 до 15 мм, и его площади, равной 1,1-1,8 площади открытой поверхности огнеупорного канала в плоскости основания свода, расположенной под нагревательным элементом, обеспечивается увеличение площади теплоизлучающей поверхности нагревательного элемента в сторону огнеупорного канала для транспортировки расплавленного металла, рациональное использование полезного объема и площади поверхности крышки, обращенной к огнеупорному каналу для транспортировки расплавленного металла, возможность равномерного прогрева узких каналов для транспортировки расплавленного металла, отсутствие механических повреждений нагревательного элемента при его возможной деформации, простота замены и монтажа вышедших из строя нагревательных элементов.
Это позволяет повысить эффективность предварительного нагрева металлотракта и эффективность нагрева расплавленных металлов для компенсации тепловых потерь, а также обеспечить надежность и ремонтопригодность желоба.
Благодаря выполнению нагревательного элемента в виде, по меньшей мере, одного гибкого электронагревательного элемента, состоящего из отдельных керамических элементов, расположенных в шахматном порядке и механически связанных между собой посредством электрического проводника, подключаемого к источнику электрического напряжения, и его закреплению на обращенной к огнеупорному каналу поверхности арочного огнеупорного элемента с приданием ему формы свода арочного огнеупорного элемента, обеспечивается более высокий коэффициент теплопередачи от нагревательного элемента к огнеупорному элементу за счет арочной формы нагревательного элемента и увеличенной площади теплоизлучающей поверхности нагревательного элемента в сторону огнеупорного канала для транспортировки расплавленного металла, а также обеспечивается возможность равномерного прогрева узких каналов для транспортировки расплавленного металла.
При арочной форме нагревательного элемента изменяется равномерность распределения излучения в пространстве. Арочная форма нагревательного элемента позволяет фокусировать излучение к центру и прогревать узкие участки металлотрактов.
Выполнение нагревательного элемента в виде, по меньшей мере, одного гибкого электронагревательного элемента, состоящего из отдельных керамических элементов, расположенных в шахматном порядке и механически связанных между собой посредством электрического проводника, подключаемого к источнику электрического напряжения, позволяет существенно уменьшить его толщину. Толщина нагревательного элемента составляет от 5 до 15 мм. При такой толщине нагревательного элемента обеспечивается повышение эффективности нагрева металлотракта за счет уменьшения тепловых потерь в нагревательном элементе. С уменьшением толщины нагревательного элемента менее 5 мм снижается его механическая прочность, а с увеличением толщины нагревательного элемента более 15 мм резко возрастают тепловые потери из-за увеличения теплового сопротивления керамических элементов.
Площадь нагревательного элемента составляет 1,1-1,8 площади открытой поверхности огнеупорного канала в плоскости основания свода, расположенной под нагревательным элементом, что обеспечивает условия эффективного нагрева.
При значении соотношения указанных площадей меньше, чем 1,1, площадь нагревательного элемента уменьшается, а его форма стремится к плоской. В свою очередь это приводит к снижению скорости и равномерности нагрева, а также эксплуатационной надежности вследствие близкого расположения нагревательного элемента над расплавленным металлом.
При значении соотношения указанных площадей больше, чем 1,8, снижается эффективность нагрева вследствие удаления от поверхности канала и самооблучения нагревательного элемента, а также увеличиваются габариты и масса крышки.
Благодаря выполнению нагревательного элемента в виде, по меньшей мере, одного гибкого электронагревательного элемента, состоящего из отдельных керамических элементов, расположенных в шахматном порядке и механически связанных между собой посредством электрического проводника, и его закреплению на обращенной к огнеупорному каналу поверхности арочного огнеупорного элемента с приданием ему формы свода арочного огнеупорного элемента, обеспечивается отсутствие механических повреждений нагревательного элемента при его возможной деформации, простота замены и монтажа, вышедших из строя нагревательных элементов, что в свою очередь положительно сказывается на надежности и ремонтопригодности самого желоба.
Благодаря наличию средств контроля температуры нагревательного элемента, установленных в крышке, обеспечивается возможность поддержания заданного значения температуры расплавленного металла, а также возможность ограничения производственной мощности нагревательного элемента, что в свою очередь продлевает срок его эксплуатации.
Средства подачи сжатого, атмосферного или смеси сжатого и атмосферного воздуха в пространство, образованное огнеупорным каналом и крышкой, способствуют созданию дополнительной конвекции для прогрева труднодоступных и необогреваемых участков металлотракта или, наоборот, в случае необходимости обеспечивают охлаждение огнеупорной части металлотракта.
Благодаря наличию средств подачи инертного газа в пространство, образованное огнеупорным каналом и крышкой, уменьшается окисление расплавленного металла.
Уплотнительные элементы обеспечивают герметичность пространства, образованного огнеупорным каналом и крышкой, препятствуют выходу нагретого газа из указанного пространства и сокращают потери тепла.
Выполнение желоба из нескольких соединенных между собой секций способствует упрощению условий его монтажа в случаях транспортировки расплавленного металла на значительные расстояния.
Сущность изобретения поясняется следующими чертежами.
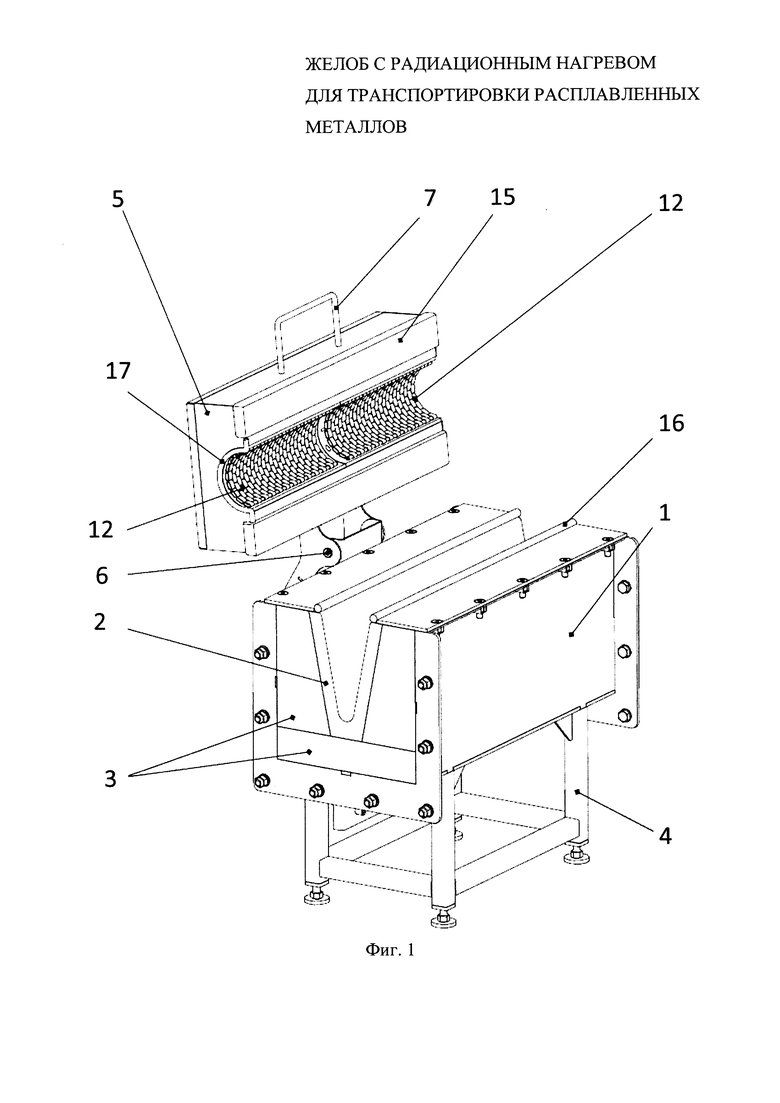
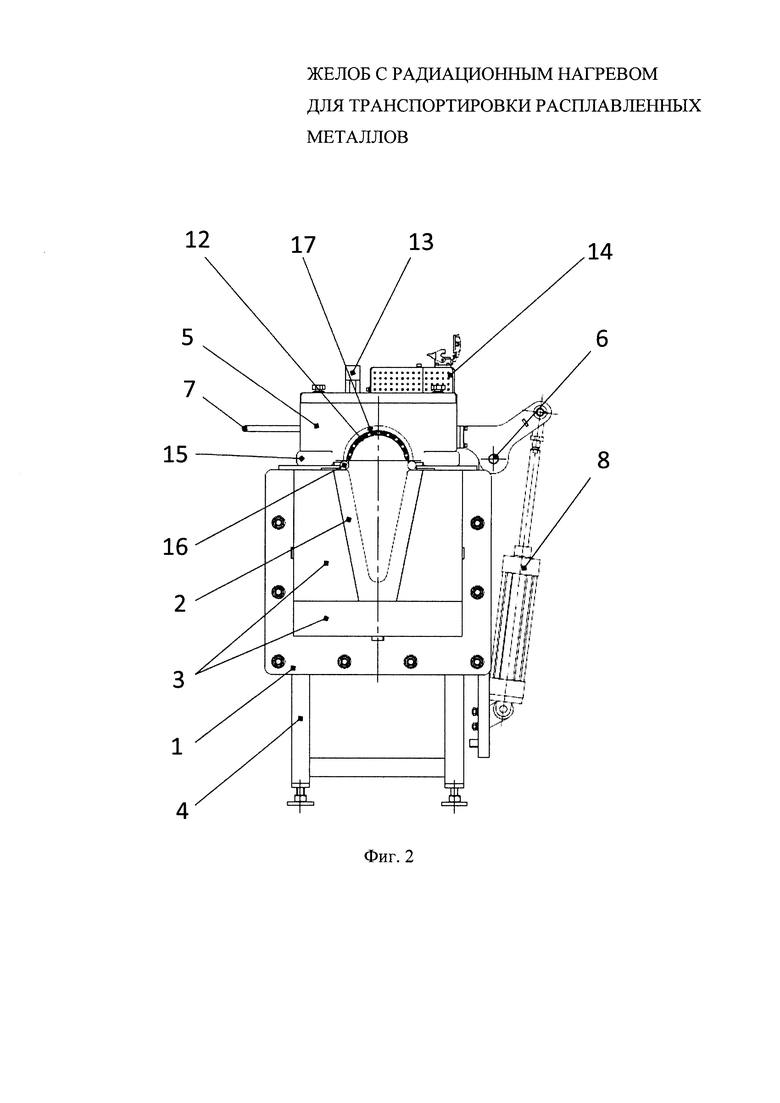
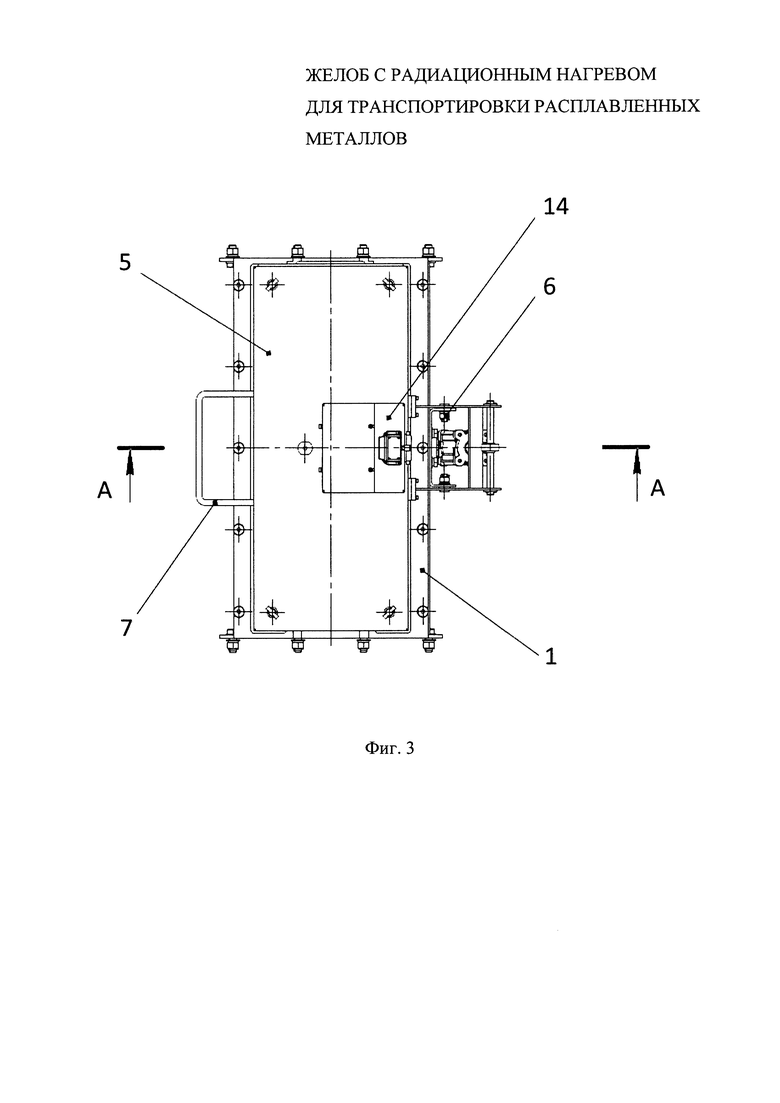
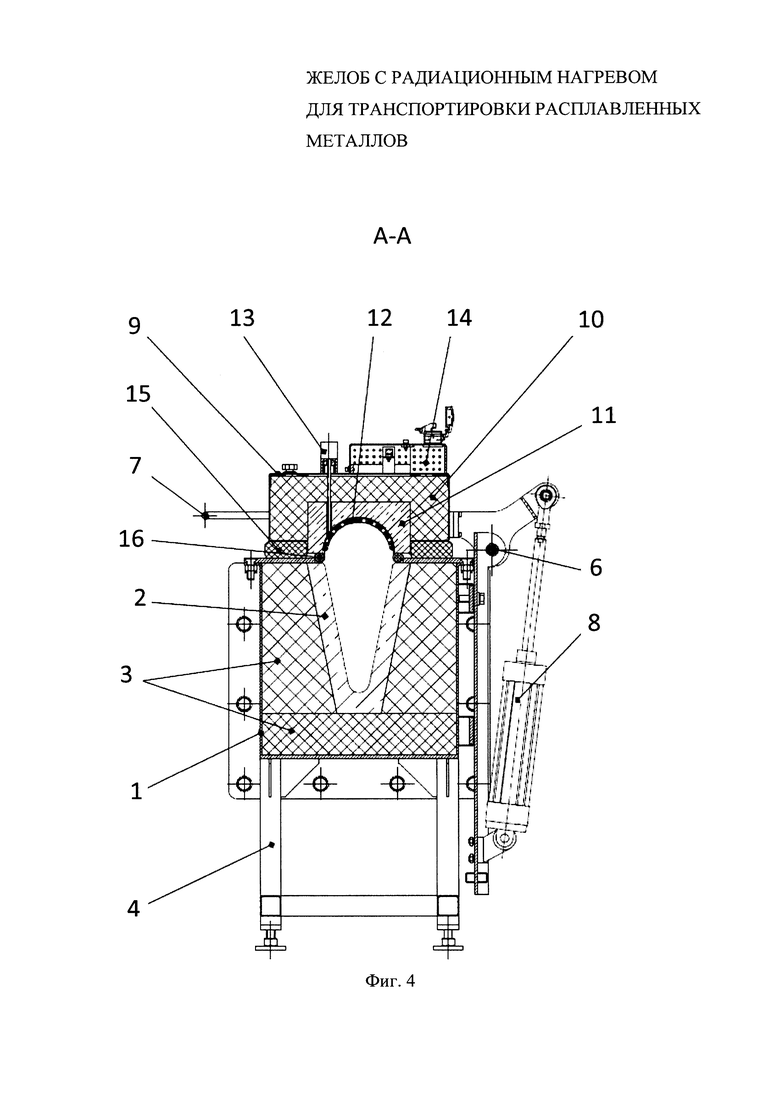
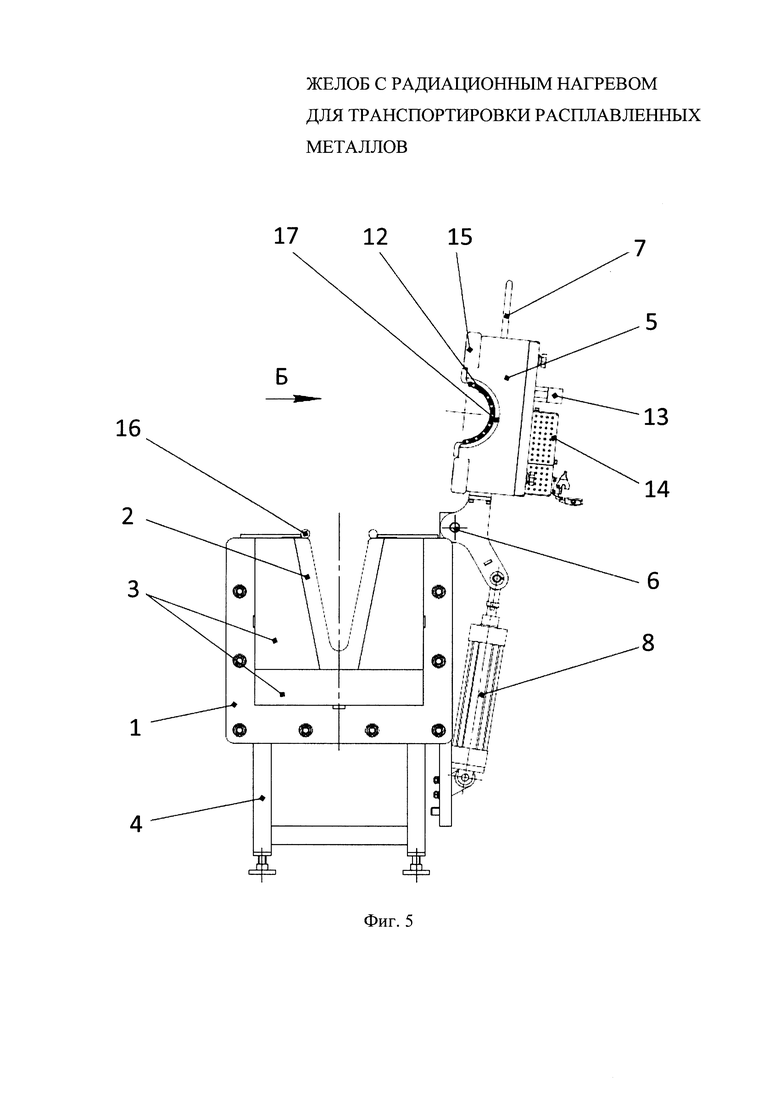
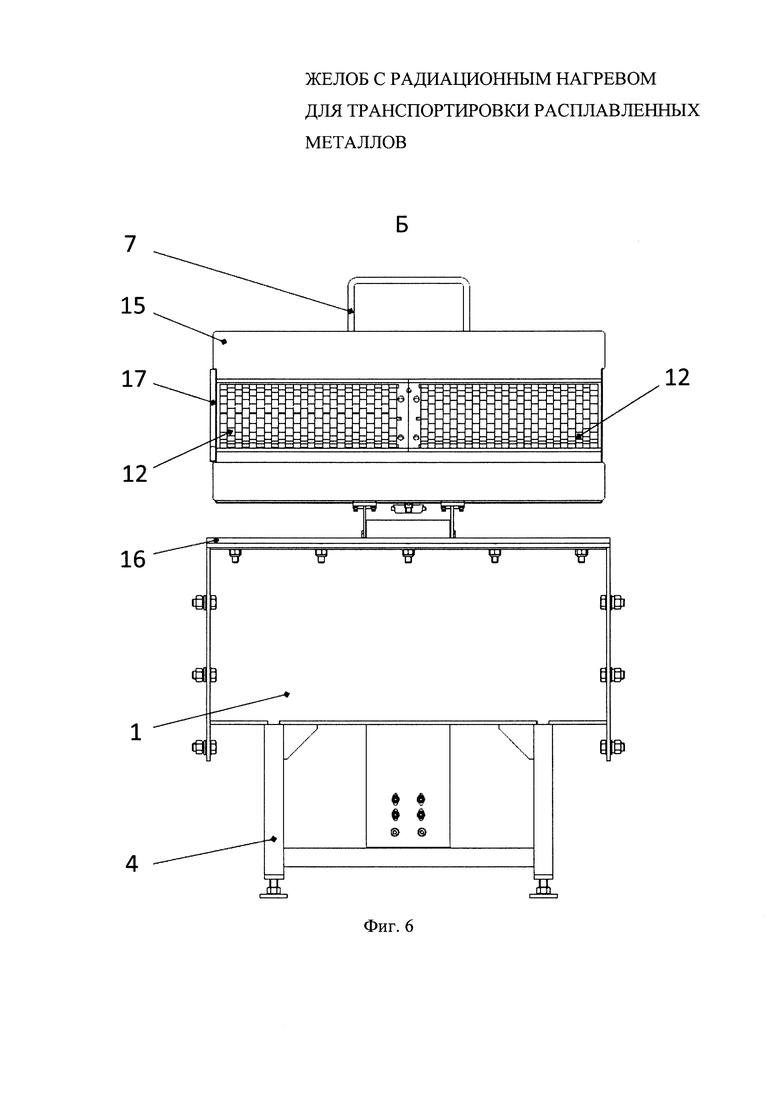
На фиг. 1 изображен желоб с радиационным нагревом для транспортировки расплавленных металлов, общий вид; на фиг. 2 - желоб, с крышкой в закрытом положении, вид спереди; на фиг. 3 - желоб, с крышкой в закрытом положении, вид сверху; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - желоб, с крышкой в открытом положении, вид спереди; на фиг. 6 - вид Б на фиг. 5.
Желоб с радиационным нагревом для транспортировки расплавленных металлов включает наружный металлический корпус 1, образованный нижней стенкой и двумя боковыми стенками, огнеупорный канал 2 для транспортировки расплавленного металла, изолирующий слой 3, размещенный между стенками наружного корпуса 1 и огнеупорным каналом 2. Корпус 1 установлен на регулируемых по высоте стойках 4.
Огнеупорный канал 2 выполнен литым и изготовлен из материала, имеющего низкий коэффициент теплопроводности, хорошие механические свойства и стойкость к воздействию расплавленного металла, например, из плавленого кварца или смеси на основе корунда.
В качестве материала изолирующего слоя 3 используется материал в виде плиты или сыпучей фракции, имеющий низкий коэффициент теплопроводности, например, вермикулит или микропористая теплоизоляция. Это позволяет максимально сократить толщину теплоизоляционного слоя и тепловые потери через стенку желоба.
Над огнеупорным каналом 2 для транспортировки расплавленного металла расположена одна или несколько крышек 5. Каждая из указанных крышек 5 выполнена съемной или подъемной с закреплением на корпусе 1 посредством узла крепления 6. Каждая крышка 5 имеет выступающую вверх наружную ручку 7, образующую ручной захват крышки вблизи одного из краев. Возможно использование других захватов для открывания крышки 5. Каждая крышка 5 также может быть снабжена пневматическим или электрическим механизмом для ее открывания и закрывания, например, снабжена пневмоцилиндром 8.
Каждая из крышек 5 состоит из металлического корпуса 9, футерованного теплоизоляционным материалом 10, и арочного огнеупорного элемента 11. Корпус 9 может быть выполнен, например, из жаростойкой стали марки 12Х18Н10Т. Корпус 9 футерован по бокам стационарно уложенным теплоизоляционным материалом или съемными гибкими теплоизоляционными матами. При этом в качестве стационарно уложенного теплоизоляционного материала может быть использован материал с низкой плотностью и коэффициентом теплопроводности, например, микропористая теплоизоляция, облицованная алюминиевой фольгой, или керамический войлок. Съемные гибкие теплоизоляционные маты представляют собой иглопробивные полотна из термостойкого волокна, например, керамического, облицованные и прошитые с двух сторон термостойкой тканью, например, кремнеземистой. Такое решение позволяет наряду со снижением тепловых потерь получить возможность многократного монтажа/демонтажа матов без их разрушения.
Арочный огнеупорный элемент 11 выполнен из материала с низкими плотностью и коэффициентом теплопроводности, а также высокими показателями механической прочности, например, в виде формованных изделий, полученных методом горячего прессования из керамического волокна или армированного легкого бетона.
На арочном огнеупорном элементе 11 крышки 5 на обращенной к огнеупорному каналу 2 поверхности закреплен посредством высокотемпературных крепежных анкеров (не показаны) один или несколько нагревательных элементов 12 с приданием им формы свода арочного огнеупорного элемента 11. При этом арочная форма огнеупорного элемента 11 и соответственно арочная форма нагревательного элемента 12 может быть любой, например, радиальной, параболической, треугольной, трапецеидальной и т.д. Крепежные анкеры могут быть разных конфигураций, например, в виде гвоздей из нихрома. С обратной стороны гвозди после установки закрепляются с помощью разъемного или неразъемного соединения, например резьбового соединения с гайкой
Толщина нагревательных элементов 12 составляет от 5 до 15 мм. Каждый из нагревательных элементов 12 выполнен в виде одного или нескольких гибких электронагревательных элементов, состоящих из отдельных керамических элементов, расположенных в шахматном порядке и механически связанных между собой посредством электрического проводника, подключаемого к источнику электрического напряжения. Для контроля температуры нагревательных элементов 12 в каждую крышку 5 встроены термопары 13. Каждая крышка 5 также снабжена узлом подключения 14 электропитания. Крышка 5 снабжена уплотнительными элементами 15, а огнеупорный канал 2 желоба снабжен уплотнительными элементами 16. При использовании нескольких крышек 5 торцевые стенки крышек 5 имеют торцевые уплотнительные элементы 17.
Уплотнительные элементы 15 представляют собой шитые продольные теплоизоляционные маты с наполнением из термостойких волокон, например, кремнеземных, с облицовкой термостойкой, например, кремнеземной тканью. Такие маты крепятся к корпусу 9 крышки 1 при помощи керамических втулок (не показаны). Наряду с ограничением тепловых потерь, они позволяют существенно сократить количество выходящих газов из внутреннего пространства желоба.
Уплотнительные элементы 16 представляют собой продольные гибкие огнеупорные жгуты, облицованные муллитокремнеземной тканью и прошитые огнеупорными нитями. Данные уплотнения крепятся к металлоконструкции корпуса 1 желоба. Это позволяет сократить тепловые потери в пространстве между крышкой 5 и корпусом 1 и увеличить срок службы металлоконструкции корпуса 1.
Торцевые уплотнительные элементы 17 представляют собой огнеупорные жгуты из стеклянной пряжи, облицованные термостойкой, например, муллитокремнеземной или кремнеземной тканью и прошитые огнеупорными нитями. Применение торцевых уплотнительных элементов 17 позволяет условно герметизировать стыки и между соседними крышками 5 и ограничить тепловые потери.
Желоб снабжен средствами подачи сжатого, атмосферного или смеси сжатого и атмосферного воздуха в пространство, образованное огнеупорным каналом 2 и крышкой 5 (не показаны). Подача воздуха может производится, например, по каналу с уплотнениями, проложенному в поперечном направлении крышки 5. Канал может быть выполнен из жаростойкой стали или керамики. Снаружи крышки 5 такой канал может иметь присоединение к схеме подачи воздуха, которая в самом простом случае представляет собой трубку с фитингом, по которой подается воздух.
Желоб снабжен средствами подачи инертного газа в пространство, образованное огнеупорным каналом 2 и крышкой 5 (не показаны). Подача инертного газа может производится, например, по каналу с уплотнениями, проложенному в поперечном направлении крышки 5. Канал может быть выполнен из жаростойкой стали или керамики. Снаружи крышки 5 канал может иметь присоединение к схеме подачи инертного газа, которая в самом простом случае представляет собой трубку с фитингом, по которой подается инертный газ.
Средство подачи может быть использовано, как для подачи воздуха, так и инертного газа, при этом переключение подачи требуемой среды производится, например, при помощи пневмораспределителя или системы пневмоклапанов.
Желоб для транспортировки расплавленных металлов может состоять из одной или нескольких соединенных между собой секций.
Желоба устанавливают на месте установки в соответствии со схемой металлотракта. Если металлотракт содержит более одной секции желоба, то секции между собой соединяются при помощи фланцевых соединений, которые могут, например, крепиться между собой болтовым крепежом. Стык между огнеупорной частью и теплоизоляцией соседних секций уплотняется при помощи гибкого керамического мата, например, марки Cerablanket 1260. Стык между огнеупорами промазывается огнеупорной мастикой. Такое соединение секций обеспечивает надежную стыковку, которая не позволяет развиваться чрезмерным тепловым потерям и исключает протеки расплава.
Соединенные секции желобов образуют канал металлотракта, который имеет нулевой, положительный или отрицательный уклон относительно печи. При необходимости уклон выставляют при помощи регулируемых опор, на которых размещены секции желоба.
Желоб с радиационным нагревом для транспортировки расплавленных металлов работает следующим образом.
Желоб для транспортировки расплавленных металлов, как правило, входит в состав эксплуатируемых на производствах плавильно-литейных комплексов, например, для производства алюминиевых полуфабрикатов. Плавильно-литейные комплексы имеют следующий состав: печь или миксер для переплава и приготовления расплавов, система литейных желобов и разнообразное технологическое оборудование, например, литейная машина, кристаллизатор, литейные формы и т.п.
Благодаря предложенной конструкции желоба с радиационным нагревом для транспортировки расплавленных металлов обеспечивается предварительный нагрев металлотракта перед транспортировкой расплавленного металла, например, расплава алюминия из печи или миксера в литейную машину или кристаллизатор, а также обеспечивается компенсация тепловых потерь в расплаве при транспортировке расплавленного металла.
Предварительный нагрев металлотракта перед транспортировкой расплавленного металла позволяет снизить потери, например, расплава алюминия в начале литья и уменьшить тепловые удары огнеупоров, а, следовательно, повысить срок их эксплуатации.
В случаях транспортировки расплавленного металла на значительные расстояния на линии подачи металла устанавливаются с помощью опор несколько соединенных между собой секций желоба.
В случае необходимости предварительного нагрева металлотракта перед транспортировкой расплавленного металла, например, расплава алюминия из миксера в литейную машину или кристаллизатор, крышка 5, закрепленная на корпусе 1 посредством узла крепления 6, с помощью пневмоцилиндра 8 устанавливается непосредственно над огнеупорным каналом 2 для транспортировки расплавленного металла. В ручном режиме установка крышки 5 над огнеупорным каналом 2 для транспортировки расплавленного металла производиться с помощью ручки 7.
При использовании протяженного желоба или при использовании желоба, состоящего из нескольких соединенных между собой секций, над огнеупорным каналом 2 для транспортировки расплавленного металла устанавливается несколько крышек 5.
Для предварительного нагрева металлотракта перед транспортировкой расплавленного металла каждый нагревательный элемент 12, закрепленный на обращенной к огнеупорному каналу 2 поверхности арочного огнеупорного элемента 11 крышки 5, подключается к источнику электрического напряжения. Электрическое напряжение к каждому нагревательному элементу 12 подводят через узел подключения 14. В электрическом проводнике нагревательного элемента 12 под действием электрического тока выделяется тепло, которое вызывает нагрев керамических элементов, которые в свою очередь излучением передают тепловую энергию огнеупорному каналу 2, вызывая его нагрев. При этом толщина нагревательного элемента 12 составляет от 5 до 15 мм и выбирается с учетом его механической прочности и уменьшения теплового сопротивления. Так, например, толщина нагревательного элемента 12 с электрическим проводником диаметром 4 мм, составляет 10,5 мм.
Площадь нагревательного элемента 12 составляет 1,1-1,8 площади открытой поверхности огнеупорного канала 2 в плоскости основания свода, расположенной под нагревательным элементом 12. При этом значение коэффициента выбирается в зависимости от геометрических параметров огнеупорного канала 2 желоба. Коэффициент растет с увеличением глубины и площади поперечного сечения огнеупорного канала 2 желоба. Так, например, при площади открытой поверхности огнеупорного канала 2 в плоскости основания свода, расположенной под нагревательным элементом 12 S1=246960 мм2, площадь нагревательного элемента 12 составляет S=1,2⋅S1=1,2⋅246960=296352 мм2.
Каждому закрепленному на обращенной к огнеупорному каналу 2 поверхности арочного огнеупорного элемента 11 нагревательному элементу 12 придается форма свода арочного огнеупорного элемента 11. Благодаря такой форме нагревательного элемента 12 обеспечивается более высокий коэффициент теплопередачи от нагревательного элемента 12 к огнеупорному элементу 11, а также обеспечивается возможность равномерного прогрева узких каналов для транспортировки расплавленного металла.
При нагреве керамических элементов начинает снижаться длинна волны квантов светового излучения (длинна волны обратно пропорциональна температуре). Короткие волны лучше греют окружающие объекты. По мере роста температуры растет интенсивность излучения. При арочной форме нагревательного элемента 12 изменяется равномерность распределения излучения в пространстве. Арочная форма нагревательного элемента 12 позволяет фокусировать излучение к центру и прогревать узкие участки металлотрактов.
Уплотнительные элементы 15 и 16 обеспечивают герметичность пространства, образованного огнеупорным каналом 2 и крышкой 5, препятствуют выходу нагретого газа из указанного пространства и сокращают потери тепла. При использовании нескольких крышек 5 уплотнительные элементы 17 на торцевой поверхности крышек 5 обеспечивают герметичность стыков между соседними крышками 5.
После нагрева нагревательного элемента 12 до необходимой температуры, контролируемой встроенными в крышку 5 термопарами 13, он выключается.
Благодаря наличию средств контроля температуры нагревательного элемента 12, в качестве которых использованы термопары 13, встроенные в крышке 5, обеспечивается возможность поддержания заданного значения температуры расплавленного металла, а также возможность ограничения производственной мощности нагревательного элемента, что в свою очередь продлевает срок его эксплуатации.
Для прогрева труднодоступных и необогреваемых участков металлотракта в случае необходимости перед началом транспортировки расплавленного металла в пространство, образованное огнеупорным каналом 2 и крышкой 5, может подаваться воздух по каналу, проложенному в поперечном направлении крышки 5.
Для создания дополнительной циркуляции для прогрева труднодоступных и необогреваемых участков, таких как, например, разливочные втулки и носки, металлотракта в пространство, образованное огнеупорным каналом 2 и крышкой 5, подается сжатый, атмосферный или смесь сжатого и атмосферного воздуха.
После предварительного нагрева металлотракта производиться подача расплавленного металла в огнеупорный канал 2, накрытый одной или несколькими крышками 5. При этом компенсация тепловых потерь в расплаве обеспечивается благодаря нагревательным элементам 12, работа которых осуществляется так же, как и в случае предварительного нагрева металлотракта.
Для уменьшения окисления расплавленного металла в пространство, образованное огнеупорным каналом 2 и крышкой 5, производится подача инертного газа по каналу, проложенному в поперечном направлении крышки 5.
Благодаря выполнению каждого нагревательного элемента 12 в виде, по меньшей мере, одного гибкого электронагревательного элемента, состоящего из отдельных керамических элементов, расположенных в шахматном порядке и механически связанных между собой посредством электрического проводника, подключаемого к источнику электрического напряжения, и его закреплению на обращенной к огнеупорному каналу 2 поверхности арочного огнеупорного элемента 11 с приданием ему формы свода арочного огнеупорного элемента 11, обеспечивается отсутствие механических повреждений нагревательных элементов 12 при их возможной деформации, простота замены и монтажа вышедших из строя нагревательных элементов 12, что в свою очередь положительно сказывается на надежности и ремонтопригодности самого желоба. Время замены таких нагревательных элементов 12 в случае выхода их из строя не превышает 20-30 минут.
Опытно-промышленные испытания предложенной конструкции желоба с радиационным нагревом для транспортировки расплавленных металлов показали его эффективность как в случае предварительного нагрева металлотракта, так и его эффективность в случае нагрева расплавленных металлов для компенсации тепловых потерь, а также его надежность и ремонтопригодность желоба в случае выхода из строя нагревательных элементов.
Так, например, была экспериментально исследована секция желоба длиной 1 метр, состоящая из огнеупорного U-образного канала, теплоизоляционного слоя, металлоконструкции желоба и поворотной крышки с нагревательным элементом арочной формы. U-образный канал желоба был выполнен из плавленого кварца плотностью 1,4 г/см3 марки CONTOUR 140. Ширина открытой поверхности огнеупорного канала составляла 162 мм, глубина канала - 305 мм, а радиус скругления дна - 25 мм. Между U-образным каналом и стенками металлоконструкции были уложены два слоя теплоизоляции - микропористая теплоизоляция Promalight 1000Х и заливная теплоизоляция. Огнеупорная часть арочных нагревательных элементов была выполнена из муллитокремнеземного волокна, к которой при помощи анкеров были притянуты нагревательные элементы в виде керамических ковриков толщиной 10,5 мм. В крышке были смонтированы два нагревательных элемента мощностью по 5 кВт. Соотношение суммарной площади двух нагревательных элементов к площади открытой поверхности огнеупорного канала, распложенной в плоскости основания свода, составляло 1,5.
Секция была исследована при разных режимах нагрева. Так при уставке температуры нагревательных элементов 900°С, время нагрева дна огнеупора до температуры 700°С составило 212 мин, а при уставке 1000°С - 155 мин. Разброс температур по внутренней поверхности огнеупорного канала составил не более 70°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАГРЕВАЕМЫЙ ЖЕЛОБ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2022 |
|
RU2786560C1 |
| Транспортный желоб жидкого металла c электрическим нагревом | 2022 |
|
RU2791751C1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2023 |
|
RU2806671C1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2024 |
|
RU2827010C1 |
| НАГРЕВАЕМЫЙ ЖЕЛОБ ДЛЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2004 |
|
RU2358831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2008 |
|
RU2397040C2 |
| Устройство для фильтрации алюминия и его сплавов | 2022 |
|
RU2798094C1 |
| УСТРОЙСТВО ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2385354C1 |
| СОСУД ДЛЯ СОДЕРЖАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА, ИМЕЮЩИЙ СКВОЗНУЮ ВЕНТИЛЯЦИЮ | 2010 |
|
RU2549232C2 |
| ПРЕДОТВРАЩАЮЩАЯ ВЫТЕКАНИЕ РАСПЛАВЛЕННОГО МЕТАЛЛА И ТЕРМИЧЕСКИ ОПТИМИЗИРОВАННАЯ ЕМКОСТЬ, ИСПОЛЬЗУЕМАЯ ДЛЯ СОДЕРЖАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2011 |
|
RU2560811C2 |
Изобретение относится к области металлургии. Желоб содержит наружный корпус с нижней и двумя боковыми стенками, огнеупорный канал для транспортировки расплавленного металла, изолирующий слой между стенками наружного корпуса и огнеупорным каналом, крышку над огнеупорным каналом и по меньшей мере один нагревательный элемент. Крышка содержит металлический корпус, футерованный теплоизоляционным материалом и арочным огнеупорным элементом. Нагревательный элемент выполнен в виде по меньшей мере одного гибкого электронагревательного элемента и состоит из отдельных керамических элементов, расположенных в шахматном порядке и механически связанных между собой электрическим проводником, подключаемым к источнику электрического напряжения. Нагревательный элемент закреплен на обращенной к огнеупорному каналу поверхности арочного огнеупорного элемента с приданием ему формы свода арочного огнеупорного элемента. Толщина нагревательного элемента 5-15 мм, а его площадь 1,1-1,8 площади открытой поверхности огнеупорного канала в плоскости основания свода, расположенной под нагревательным элементом. Обеспечивается повышение эффективности предварительного нагрева желоба и расплавленного металла в нем, повышение надежности и ремонтопригодности желоба. 6 з.п. ф-лы. 6 ил.
1. Желоб с радиационным нагревом для транспортировки расплавленных металлов, содержащий наружный корпус, образованный нижней стенкой и двумя боковыми стенками, огнеупорный канал для транспортировки расплавленного металла, изолирующий слой, размещенный между стенками наружного корпуса и огнеупорным каналом, расположенную над огнеупорным каналом по меньшей мере одну крышку и по меньшей мере один нагревательный элемент, отличающийся тем, что по меньшей мере одна крышка состоит из металлического корпуса, футерованного теплоизоляционным материалом, и арочного огнеупорного элемента, нагревательный элемент выполнен в виде по меньшей мере одного гибкого электронагревательного элемента, состоящего из отдельных керамических элементов, расположенных в шахматном порядке и механически связанных между собой посредством электрического проводника, подключаемого к источнику электрического напряжения, при этом нагревательный элемент закреплен на обращенной к огнеупорному каналу поверхности арочного огнеупорного элемента с приданием ему формы свода арочного огнеупорного элемента, причем толщина нагревательного элемента составляет 5-15 мм, а его площадь составляет 1,1-1,8 площади открытой поверхности огнеупорного канала в плоскости основания свода, расположенной под нагревательным элементом.
2. Желоб по п. 1, отличающийся тем, что он снабжен средствами контроля температуры нагревательного элемента, установленными в крышке.
3. Желоб по п. 1, отличающийся тем, что он снабжен средствами подачи сжатого атмосферного воздуха или смеси сжатого атмосферного и атмосферного воздуха в пространство, образованное огнеупорным каналом и крышкой.
4. Желоб по п. 1, отличающийся тем, что он снабжен средствами подачи инертного газа в пространство, образованное огнеупорным каналом и крышкой.
5. Желоб по п. 1, отличающийся тем, что крышка снабжена уплотнительными элементами.
6. Желоб по п. 1, отличающийся тем, что огнеупорный канал снабжен уплотнительными элементами.
7. Желоб по п. 1, отличающийся тем, что он состоит из нескольких соединенных между собой секций.
| НАГРЕВАЕМЫЙ ЖЕЛОБ ДЛЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2004 |
|
RU2358831C2 |
| Устройство для приема и транспортировки расплавленного материала и способ его эксплуатации | 1989 |
|
SU1838426A3 |
| ЖЕЛОБ ДЛЯ ГОРЯЧЕГО РАСПЛАВА, ЖЕЛОБНОЕ УСТРОЙСТВО И СПОСОБ ТРАНСПОРТИРОВКИ ГОРЯЧЕГО РАСПЛАВА | 1997 |
|
RU2166547C2 |
| JP 2000017313 A, 18.01.2000 | |||
| US 6444165 B1, 03.09.2002 | |||
| US 4993607 A1, 19.02.1991. | |||

