Изобретение касается приспособлений для растачивания сквозных конических отверстий на токарных станках, у которых с этой целью смещают заднюю бабку с линии центров на величину, обеспечивающую заданную конусность растачиваемого отверстия.
Известные приспособления подобного рода, растачивание на которых производится при неподвижно укрепленном изделии за счет вращения приспособления с инструментом, т.е. путем использования токарного станка в качестве расточного, конструктивно сложны и не могут обеспечить использование преимуществ обработки вращающихся изделий.
Отличием описываемого приспособления по сравнению с известными является то, что, с целью растачивания сквозных конических отверстий на токарных станках с использованием вращения изделия в сочетании с продольной подачей инструмента от супорта станка, оно выполнено в виде неподвижно укрепленной в центрах борштанги, снабженной ползуном-резцедержателем, имеющим только продольное перемещение посредством рукоятки, соединенной с супортом станка.
Недостатком этого приспособления является необходимость применения борштанги, превышающей двукратную длину обрабатываемого изделия.
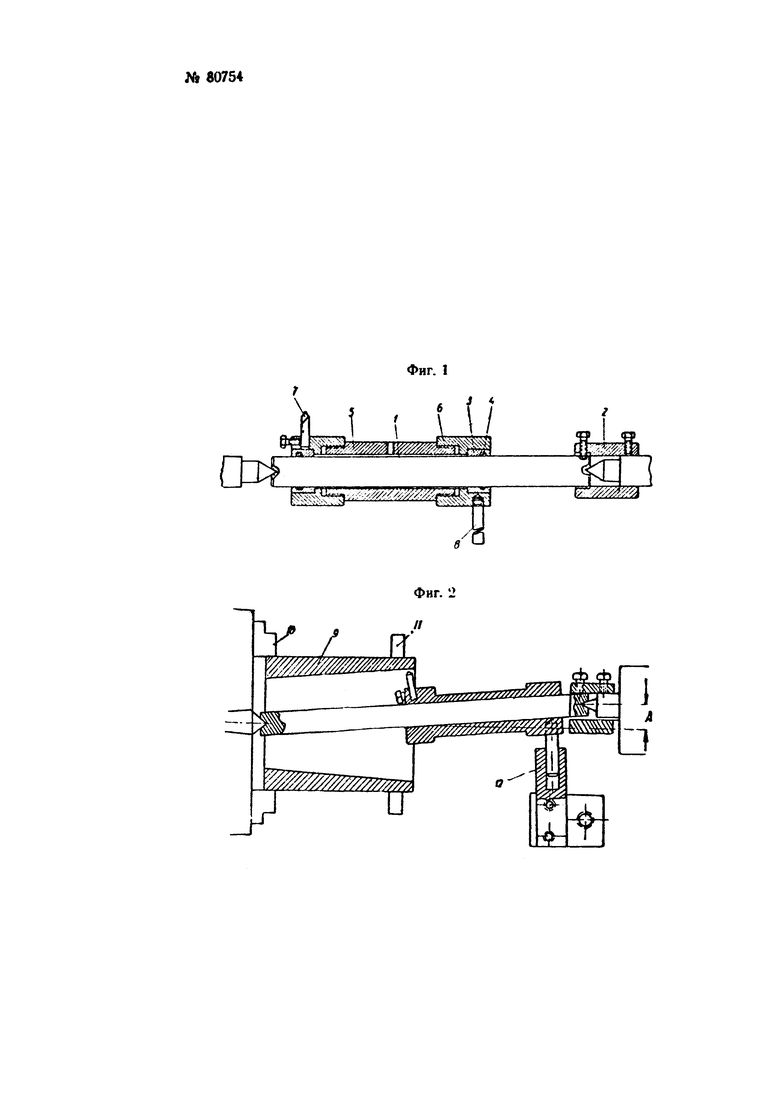
На фиг. 1 изображен общий вид приспособления, установленного в центрах токарного станка; на фиг. 2 - общий вид приспособления с растачиваемой деталью.
На цилиндрической борштанге 1, неподвижно укрепленной на задней бабке станка посредством муфты 2, установлен ползун-резцедержатель, состоящий из двух опорных втулок 3 с сальниками 4 и трубы 5 с втулками 6.
Передняя втулка несет резец 7, задняя - палец 8, соединенный с супором станка.
Деталь 9 одной стороной закреплена в патроне 10, а с другой стороны поддерживается неподвижным люнетом 11.
Задний центр смещен от линии центров на величину А, соответствующую заданному углу растачивания. Палец 8 ползуна-резцедержателя подвижно вставлен в укрепленную на супорте станка втулку 12. Глубина резания регулируется вылетом резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Приспособление для внутренней расточки стекло отделочных форм | 1931 |
|
SU35340A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Универсальное затыловочное приспособление к токарному станку | 1935 |
|
SU45787A1 |
| СТАНОК ДЛЯ РАСТАЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2397048C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ РАСТОЧКИ ИЗДЕЛИЙ | 1993 |
|
RU2086363C1 |
| Способ обработки длинномерных цилиндрических отверстий | 2015 |
|
RU2616724C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ПРЯМОЛИНЕЙНОГО КАНАЛА В ДЛИННОМЕРНОЙ ТРУБЕ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2522051C1 |
1. Приспособление для растачивания сквозных конических отверстий на токарных станках со смещением заднего центра, отличающееся тем, что, с целью использования вращения изделия в сочетании с продольной подачей станка, оно выполнено в виде неподвижно укрепляемой в центрах борштанги, снабженной ползуном-резцедержателем, имеющим только продольное перемещение непосредственноа от супорта станка.
2. Форма выполнения приспособления по п. 1, отличающаяся тем, что, с целью неподвижного закрепления приспособления в центрах станка, борштанга снабжена муфтой, осуществляющей закрепление ее на задней бабке.
3. Форма выполнения приспособления по пп. 1 и 2, отличающаяся тем, что, с целью соединения с супортом станка, ползун-резцедержатель снабжен пальцем, подвижно вставленным в укрепленную на супорте станка втулку.
