Изобретение относится к обработке металлов давлением, а именно к способам оценки эффективности технологических смазочных материалов (ТСМ) при тонколистовой штамповке-вытяжке.
Известен способ определения эффективности технологических смазок при листовой штамповке, основанный на определении деформации координатной сетки, предварительно нанесенной на заготовку при использовании различных технологических смазок [патент РФ № 2075058, C01MI02, 10.03.1997].
Недостатком данного способа является высокая трудоемкость и недостаточная точность.
Известен также способ определения эффективности технологических смазок путем определения максимальной глубины вытяжки до момента разрыва заготовки при формообразовании сферических лунок [ГОСТ Р 10510-80. Металлы. Метод испытания на выдавливание листов и лент по Эриксену].
Недостатком данного способа является невысокая чувствительность к эффективности ТСМ, что не позволяет использовать этот способ для ранжирования маловязких смазочных материалов, и большой разброс результатов испытаний.
Наиболее близким к данному изобретению по технической сущности и достигаемому результату (способом-прототипом) является способ определения эффективности технологической смазки при листовой штамповке, по которому листовую заготовку изготавливают прямоугольной формы, смазывают ее смазкой с обеих сторон, зажимают с возможностью перемещения в прижиме краев заготовки в процессе вытяжки, а центральную часть заготовки вытягивают в одной плоскости в направлении, перпендикулярном плоскости листовой заготовки.
Недостатком данного способа является недостаточная чувствительность к эффективности ТСМ.
Задачей настоящего изобретения является повышение точности определения эффективности технологических смазочных материалов при листовой штамповке за счет снижения влияния механических свойств металла листовой заготовки.
Указанная задача достигается тем, что в способе определения эффективности смазочных материалов для листовой штамповки изготавливают листовую заготовку прямоугольной формы, наносят смазочный материал с обеих сторон, зажимают с возможностью перемещения в прижиме краев листовой заготовки в процессе вытяжки, а центральную часть заготовки вытягивают в одной плоскости в направлении, перпендикулярном плоскости листовой заготовки, строят график зависимости давления деформирования от глубины внедрения пуансона, для каждого технологического смазочного материала определяют максимальное давление прижима, при котором отсутствует прирост давления деформирования, соответствующий деформации растяжения по длине заготовки, а по величине давления прижима судят об эффективности смазочного материала: чем больше давление прижима, тем эффективнее смазочный материал.
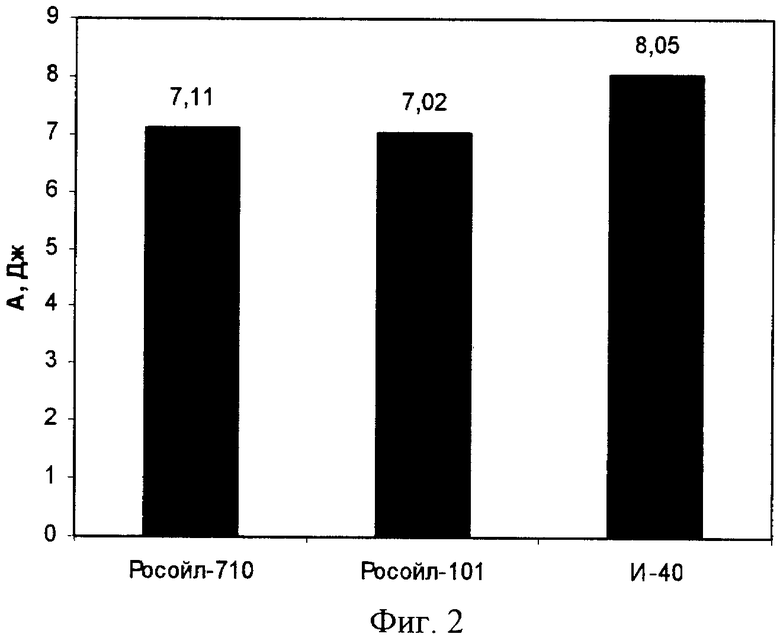
Существо изобретения поясняется чертежами. На фиг.1 изображена схема испытания смазочного материала при вытяжке полосы, где 1 - пуансон, 2 - прижимное кольцо, 3 - заготовка, 4 - матрица.
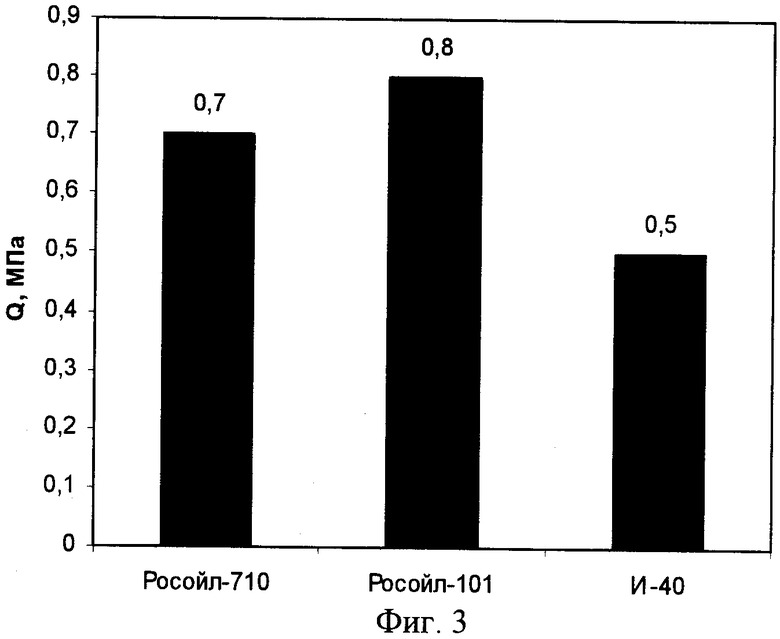
На фиг.2 изображена сравнительная диаграмма эффективности ТСМ по способу-прототипу.
На фиг.3 изображена сравнительная диаграмма эффективности ТСМ по предлагаемому способу.
Пример конкретной реализации способа
Испытательная установка, на которой реализуется предлагаемый способ, представляет собой машину для испытаний листового материала на выдавливание ИА 5073-100, в которую вместо механического манометра установлен датчик избыточного давления МИДА ДИ-13П-01 с измерительным диапазоном от 0 до 6 МПа, позволяющий регистрировать давление вытяжки в процессе испытания. Для измерения глубины вытяжки на машину установлен датчик перемещения с измерительным диапазоном от 0 до 25 мм. Датчик давления подключен к измерителю-регулятору микропроцессорному ТРМ 101P, позволяющему принимать сигнал с датчика давления, передавать его на компьютер и графически исследовать процесс вытяжки. Для испытательной машины был разработан и изготовлен комплект инструмента: матрица, пуансон и прижимное кольцо, позволяющий проводить вытяжку листовой заготовки.
Изготавливали листовые заготовки с размерами 125×32×1 мм из стали 08пс. Заготовки нарезали вдоль направления прокатки листа, затем обезжиривали. На заготовки наносили смазочный материал и проводили испытание на испытательной установке. Глубина вытяжки 22 мм. Давление прижима вначале устанавливали равным 1 МПа. В процессе испытания записывали график зависимости давления вытяжки от глубины вытяжки. По графику зависимости давления от глубины определяли, происходит удлинение заготовки или нет. При отсутствии удлинения заготовки кривая зависимости на установившейся стадии процесса будет параллельна оси абсцисс. Это объясняется тем, что при отсутствии пластической деформации в направлении длины заготовки на установившейся стадии вся деформация будет происходить на участке закругления матрицы. При этом очаг деформации будет перемещаться по длине заготовки, а значит, влияние упрочнения материала будет постоянным.
Если удлинение происходит, то давление прижима понижают, если нет - повышают. Производя необходимое количество вытяжек, определяли максимальное давление прижима, при котором не происходит удлинения заготовки в процессе вытяжки для данного ТСМ.
Были проведены испытания трех ТСМ: индустриального масла И-40 без присадок, консервационно-технологического смазочного материала «Росойл-710» и ТСМ «Росойл-101». Результаты показаны на фиг.3. Как видно из диаграммы на фиг.3, ТСМ «Росойл-101» эффективнее ТСМ «Росойл-710» на 14% и эффективнее масла И-40 на 38%.
Также были проведены испытания данных ТСМ по методике прототипа. Результаты показаны на диаграмме фиг.2. Из диаграммы видно, что ТСМ «Росойл-101» незначительно эффективнее ТСМ «Росойл-710» - на 1%, и эффективнее масла И-40 на 13%.
Итак, заявляемое изобретение позволяет повысить точность определения эффективности технологических смазочных материалов для листовой штамповки за счет снижения влияния механических свойств листовой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЯ ТРЕНИЯ И КОЭФФИЦИЕНТА ТРЕНИЯ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2010 |
|
RU2463577C2 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗЫВАЮЩИХ МАТЕРИАЛОВ ПРИ ШТАМПОВКЕ | 2009 |
|
RU2400729C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2008 |
|
RU2437076C2 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2003 |
|
RU2240532C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2572526C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для оценки эффективности технологических смазочных материалов (ТСМ) при тонколистовой штамповке-вытяжке. Техническим результатом настоящего изобретения является повышение точности определения эффективности технологических смазочных материалов при листовой штамповке за счет снижения влияния механических свойств металла листовой штамповкой. Способ определения эффективности смазочных материалов для листовой штамповки заключается в том, что изготавливают листовую заготовку прямоугольной формы, наносят смазочный материал с обеих сторон, зажимают с возможностью перемещения в прижиме краев листовой заготовки в процессе вытяжки, а центральную часть заготовки вытягивают в одной плоскости в направлении, перпендикулярном плоскости листовой заготовки, строят график зависимости давления деформирования от глубины внедрения пуансона, для каждого технологического смазочного материала определяют максимальное давление прижима, при котором отсутствует прирост давления деформирования, соответствующий деформации растяжения по длине заготовки, а по величине давления прижима судят об эффективности смазочного материала: чем больше давление прижима, тем эффективнее смазочный материал. 3 ил.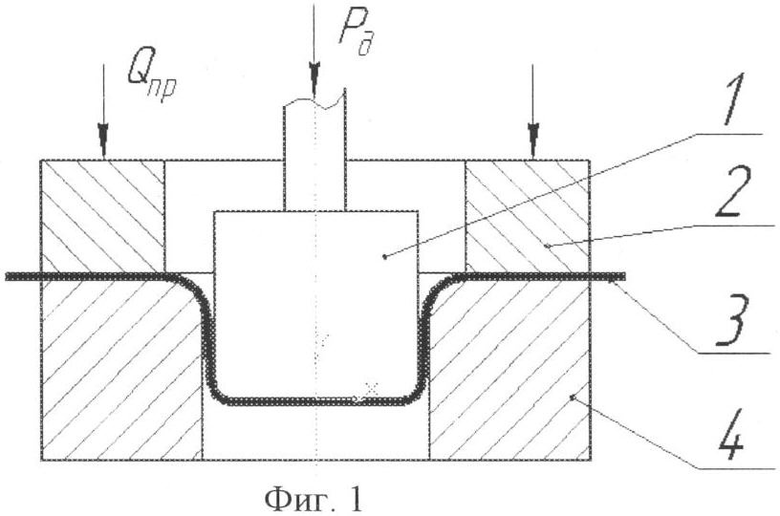
Способ определения эффективности смазочных материалов для листовой штамповки, по которому изготавливают листовую заготовку прямоугольной формы, наносят смазочный материал с обеих сторон, зажимают с возможностью перемещения в прижиме краев листовой заготовки в процессе вытяжки, а центральную часть заготовки вытягивают в одной плоскости в направлении, перпендикулярном плоскости листовой заготовки, строят график зависимости давления деформирования от глубины внедрения пуансона, для каждого технологического смазочного материала определяют максимальное давление прижима, при котором отсутствует прирост давления деформирования, соответствующий деформации растяжения по длине заготовки, а по величине давления прижима судят об эффективности смазочного материала: чем больше давление прижима, тем эффективнее смазочный материал.
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2003 |
|
RU2240532C1 |
| RU 2075058 C1, 10.03.1997 | |||
| Способ оценки качества технологичес-КиХ СМАзОК пРи лиСТОВОй шТАМпОВКЕ-ВыТяжКЕ | 1979 |
|
SU842501A1 |

