I
Изобретение относится к обработке металлов давлением, а именно к способам оценки качества технологических смазок при листовой штамповке-вытяжке по матрице эластичной средой, преимущественно с нагревом.
Известен способ для определения коэффициента трения с использованием смазок при высоких температурах, в котором металлическую полосу с полированной поверхностью, покрытой испытуемой смазкой, сжимают между двумя нагретыми образцами и затем с помощью гидроцилиндра протаскивают между ними С П ..
Однако способ сложен в осуществлении, что обусловлено необходимостью тщательной полировки полосы, nai которую наносится испытуемая смазка.
Наиболее близким по технической с пдности и достигаемому зффекту к предлагаемому является способ для выявления влияния смазок на усилие вытяжки при листовой штамповке-вытяжке, при котором наносят испытуемую смазку на зеркало матрш л, устанавливают на нее плоский обр1азец, вытягивают его в полую деталь, а о качестве (эффективности) смазки судят по усилию вытяжки 23.
Недостатками этого способа являются шгакая точность оценки качества смазок, поскольку в каждом«циклё испытаний (1 ходе ползуна пресса, цикла установки и т.д.) нарушается идентичность условий, особенно при определении качества смазки при вытяжке с нагревом, а также сложность конструкции штампа прибора для его осуществления, осуществления методики проведения испытаний и обработки данных для получения результата.
Нель изобретения - повышение точности оценки качества смазок и упрощние способа.
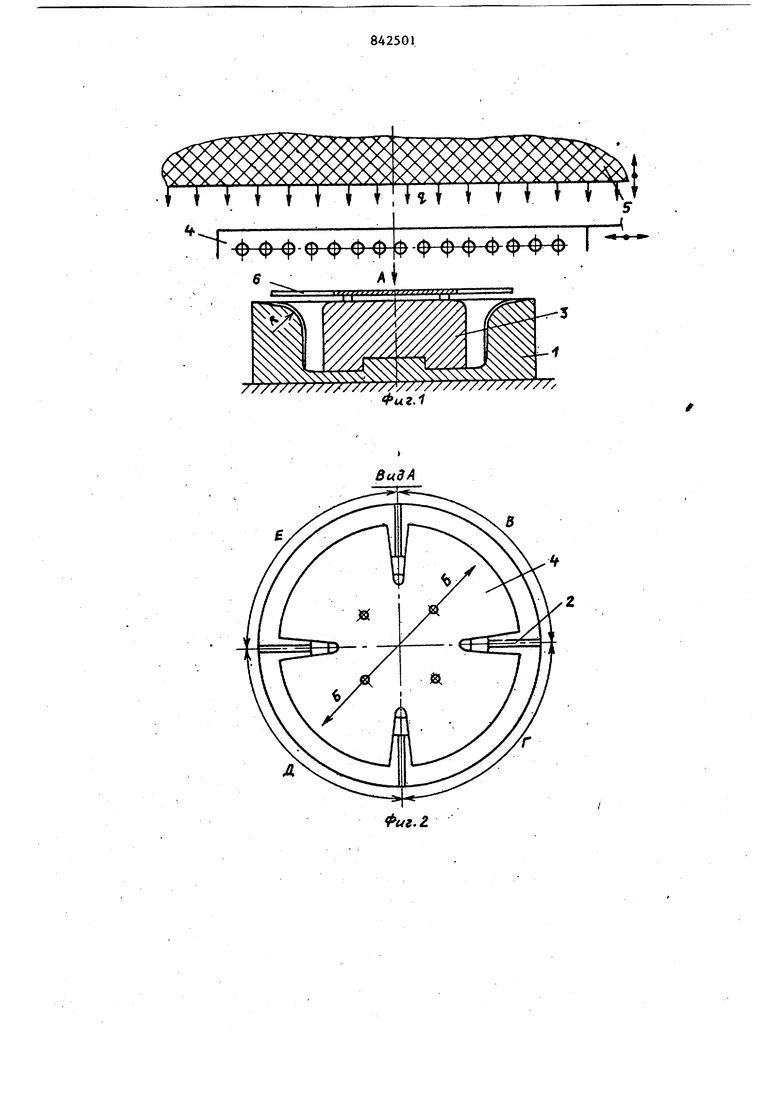
Указанная цель достигается тем, что на одну половину матрицы нано- , сят испытуемую смазку, а на другую эталонную, вытяжку производят из образца с радиальными пазами, которые распдлагают вдоль линии раздела смаЗО1, , получая чашеобразную деталь с секционной боковой стенкой, измеряют высоту каждой секции, а о качестве смазки судят,.исходя из уравнения (1 -р-) где коэффициент качества смазки . (i)f высота борта без гофров секЦии чашеобразной детали, полученной при применении эталонной смазки; высота борта без гофров секции той же детали, полученнО при применении испытуем смазки. На фиг. 1 изображено устройство для осуществления предлагаемого спо соба, общий вид, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вытянутые чашеобразные детали; на фиг. 4 - схема замера высоты борта без гофров. Устройство содержит кольцевую матрицу 1 с радиусной поверхностью радиусом R, разделенной радиальными пазами 2 на четыре равные части, служащие для разграничения зон нанесения смазок, установленный в ней пуансон 3, нагревательный элемент 4 и эластичну| среду 5, с помощью которой создается давление д, необходимое для формообразования. Способ осуществляется следующим образом. Испытуемую смазку, например раствор ZnClj в воде, наносят на участки В и Г матрицы 1, а эталонную, в ка честве которой берут водноколлоидный раствор В-0, - на участки Д и Е. Посл этого плоский образец 6, например из титанового сплава ОТЧ-1 толщиной 1 мм выполненный в форме диска с четырьмя радиальными пазами, оси которых расположены через 90 и составляют с направлением волокон 45, устанавливают на пуансон 3 таким образом,что ее паз совпадают с пазами 2 матрицы. Такой метод изготовления образца и нанесения смазок вьшолнен для того, чтобы исключить влияние анизотропии свойств материалов на точность испытаний. Затем производят нагрев образца 6 до 650-700С с помощью нагревательного 1 элемента 4 и штамповку эластичной средой 5 четырехсекционной чашеобразной детали. Замерив высоту секции, исходя из уравнения Ц,( 00%, находят коэффшщент качествасмазки, по которому судят об ее эффективности. Предлагаемый,способ позволяет точно и достаточно надежно по сравнительно простой формуле получить количественную оценку качества смазки, применяемой в технологическом процессе динамической штамповки резиной с нагревом заготовок. Формула изобретения Способ оценки качества технологических смазок при листовой щтамповке-вытяжке по матрице эластичной средой, преимущественно с нагревом, при котором наносят смазку на зеркало матрицы, устанавливают на нее плоский рбразец, вытягивают его в ПОЛУЮ петадь и замеряют параметры вытяжки, по которым судят о качестве смазки, о т личающийся тем, что, с целью повышения точности оценки качества смазок и упрощения способа, на одну половину зеркала матрицы наносят испытуемую смазку, а на другую - эталонную, вытяжку производят из образца с радиальными пазами, которые располагают вдоль линии раздела смазок, получая чашеобразную деталь с сек-, цйонной боковой стенкой, измеряют высоту каждой секции, а о качестве смазки судят, исходя из уравнения Ьк- (1 1 где Ц,к коэффициент качества смазки; Ьэт высота борта без гофров секции чашеобразной детали, полученной при применении .эталонной смазки; hut4.- высота борта без гофров секции той же детали, полученной при применении испытуемой смазки. Источники информации, принятые во внимание при экспертизе 1.Кузнечно-штамповочное производство. 1960, № 12, с. 14-15. 2.Мессерле К.В. QMa3Ka при горячей и холодной штамповке. Сер. 1. М., ЦИНТИМАШ, 1962, с. 14 С прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
| Способ определения эффективности технологических смазок | 1978 |
|
SU684397A1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| СПОСОБ НАЛАДКИ И РЕМОНТА ВЫТЯЖНЫХ ШТАМПОВ В МЕЖРЕМОНТНОМ ОБСЛУЖИВАНИИ | 2010 |
|
RU2475323C2 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2003 |
|
RU2240532C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2008 |
|
RU2437076C2 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗЫВАЮЩИХ МАТЕРИАЛОВ ПРИ ШТАМПОВКЕ | 2009 |
|
RU2400729C1 |
| Способ совмещенной штамповки двух взаимовписывающихся деталей | 1985 |
|
SU1268249A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛЕСТЯЩИХ МЕТАЛЛИЧЕСКИХ УКУПОРОЧНЫХ КОЛПАЧКОВ | 2014 |
|
RU2679670C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2009 |
|
RU2397475C1 |

В
иг.2 Шейная CHfct л О «tSiOs-Sff OcAM f aemSoa fadg , emofStif, ««вдг/т /лг f« ,
«e.v ;f «-Vrt- tf OfSHto g « Фиг.} /-/ боа ноя , CaCt «.Л,.,, wixi,
