ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу определения уровня затягивания резьбового соединения, которое используется в качестве соединения колонн или труб, таких как трубные изделия нефтепромыслового сортамента (ТИНС), с высокой степенью точности, не только в процессе затягивания, но и после затягивания, а также к способу затягивания резьбового соединения колонн или труб с использованием указанного способа определения. В дальнейшем "колонны или трубы" упоминаются как "колонны", когда это считается целесообразным.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
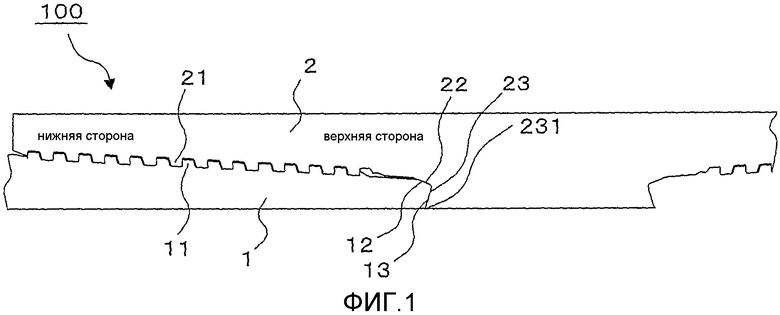
Обычно в качестве соединения для ТИНС широко применялось резьбовое соединение. На фиг.1 изображено продольное поперечное сечение, на котором схематично показано общее устройство резьбового соединения. Резьбовое соединение 100 содержит ниппель 1, имеющий внешнюю резьбовую часть 11, металлический затвор 12, уплотнительный торец 13 на внешней периферийной поверхности и муфту 2, имеющую внутреннюю резьбовую часть 21, металлический затвор 22 и уплотнительный торец 23, соответствующие каждой части ниппеля 1 на внутренней периферийной поверхности, и затягиваемые с ниппелем 1.
Внешняя резьбовая часть 11 и внутренняя резьбовая часть 21 (в дальнейшем указанные части обычно называют как "резьбовые части 11, 21") накручиваются друг на друга, выполняя функцию стягивания ниппеля 1 и муфты 2. Внешний диаметр металлического затвора 12 немного больше, чем внутренний диаметр металлического затвора 22 (данное различие упоминается как "интервал сопряжения"), при этом когда ниппель 1 стягивается с муфтой 2 благодаря интервалу сопряжения, в области контакта между обеими металлическими затворами 12 и 22 возникает поверхностное давление, и из-за указанного поверхностного давления в области контакта эффективно выполняется функция достаточного сдерживания утечки воздуха в резьбовом соединении 100. Уплотнительные торцы 13 и 23 выполняют функцию предотвращения высокого поверхностного давления в области контакта, вызывающего избыточную пластическую деформацию, которое возникает на металлических затворах 12 и 22, а также обеспечивает достаточное свинчивание при затягивании резьбового соединения 100. Кроме того, не только на металлических затворах 12 и 22, но также и на резьбовых частях 11 и 21 резьбовое соединение 100 может иметь тот же интервал сопряжения, что и металлические затворы 12 и 22 для обеспечения свинчивания резьбовых частей 11 и 21, чтобы его нельзя было легко ослабить. В данном случае уплотнительные торцы 13 и 23 также выполняют функцию ограничения интервала сопряжения резьбовых частей 11 и 21 в безопасной области, чтобы предотвратить избыточное напряжение муфты 2.
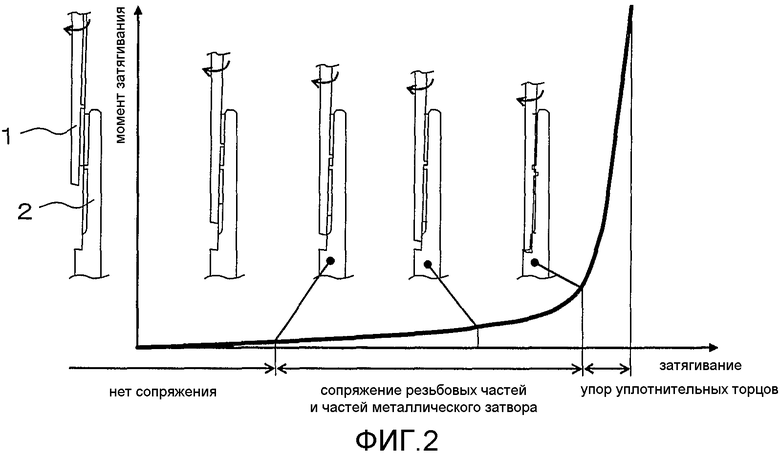
В качестве способа определения уровня затягивания резьбового соединения, имеющего вышеописанное устройство, обычно широко использовался способ контроля изменения момента затяжки, производимого при затягивании резьбового соединения (см., например, заявку на патент Японии 10-267175). Фиг.2 представляет собой пояснительный вид для пояснения известного способа определения уровня затягивания резьбового соединения. Как показано на фиг.2, поскольку затягивание резьбового соединения проходит последовательно, то из-за сопротивления трения, обусловленного сопряжением резьбовых частей 11 и 21, а также сопряжением металлических затворов 12 и 22, возникает момент затяжки. При этом из-за упора уплотнительных торцов 13 и 23 момент затяжки быстро повышается. Обычно хороший и плохой уровни затягивания резьбового соединения определяются путем контроля изменения момента затяжки оператором. Другими словами, в случае, когда момент затяжки повышается выше установленного порогового значения, на основании чего можно судить о том, что уплотнительные торцы 13 и 23 прижались друг к другу, то это позволяет определить, что затягивание резьбового соединения 100 было полностью завершено.
Однако согласно известному способу определения, показанному на фиг.2, факт сопряжения друг с другом резьбовых частей 11 и 21, сопряжения друг с другом металлических затворов 12 и 22, а также упора друг в друга уплотнительных торцов 13 и 23 невозможно определить путем независимого и относительного измерения какой-либо физической величины. По сути, это способ, основанный на раннем эмпирическом правиле, которое состоит в том, что момент затяжки возникает потому, что сопряженные части плотно сцепляются (соединяются или прижимаются) друг с другом. Момент затяжки действительно возникает, когда сопряженные части плотно сцепляются (соединяются или прижимаются) друг с другом, однако большой момент затяжки может также возникнуть в результате другого случая, например, когда резьбовые части 11 и 21 перегреты и т.п. Поэтому контролируя только изменение момента затяжки, трудно определить уровень затягивания с высокой степенью точности.
Кроме того, обычный способ определения, показанный на фиг.2, ограничен таким образом, что необходимо непрерывно контролировать момент затяжки в процессе затягивания резьбового соединения (в середине затягивания ниппеля и муфты, пока они движутся относительно друг друга). Другими словами, обычный способ определения ограничен таким образом, что уровень затягивания не может быть определен, когда ниппель и муфта останавливаются после их затягивания.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения состоит в создании способа определения уровня затягивания резьбового соединения, которое используется в качестве соединения колонн, таких как ТИНС, с высокой степенью точности не только в ходе затягивания, но и после затягивания, а также способа затягивания резьбового соединения колонн с помощью способа определения.
В целях решения вышеуказанной задачи, в результате интенсивного исследования авторы настоящего изобретения получили следующие данные:
1. Поверхностное давление в области контакта между каждой частью ниппеля (внешняя резьбовая часть, металлический затвор и уплотнительный торец) и каждой частью муфты (внутренняя резьбовая часть, металлический затвор и уплотнительный торец) изменяется в соответствии с уровнями затягивания указанных сопряженных частей. В частности, когда сопряженные части ниппеля и муфты плотно сцепляются друг с другом, то по сравнению с уровнем, когда они плотно не сцеплены, поверхностное давление в области контакта может быть выше.
2. Однако изменение поверхностного давления в области контакта неодинаково по всей площади каждой части, причем поверхностное давление в области контакта локально изменяется по направлению оси резьбового соединения. В частности, при плотном сцеплении сопряженных частей друг с другом поверхностное давление в области контакта может быть локально выше по сравнению с уровнем, когда они не сцеплены плотно.
3. Поверхностное давление в области контакта и интенсивность отраженного сигнала ультразвуковой волны взаимосвязаны. В частности, интенсивность отраженного сигнала ультразвуковой волны, которая приходит из участка с высоким поверхностным давлением в области контакта, ниже, чем интенсивность отраженного сигнала ультразвуковой волны, которая приходит из участка с низким поверхностным давлением в области контакта.
Настоящее изобретение было осуществлено на основе вышеописанных данных авторов настоящего изобретения. Настоящее изобретение создает способ определения уровня затягивания резьбового соединения колонн или труб, включающего ниппель, имеющий внешнюю резьбовую часть, металлический затвор и уплотнительный торец на внешней периферийной поверхности, а также муфту, имеющую внутреннюю резьбовую часть, металлический затвор и уплотнительный торец, соответствующие каждой части ниппеля на внутренней периферийной поверхности и затягиваемые с ниппелем, при этом указанный способ включает следующие операции: передача и прием ультразвуковых волн к и от ряда участков по направлению оси резьбового соединения, по меньшей мере, в одном из внутренней резьбовой части, металлическом затворе и уплотнительном торце муфты; определение интенсивностей отраженных сигналов в ряде участков; сравнение интенсивностей отраженных сигналов, измеренных в ряде участков, с определением, является ли уровень затягивания резьбового соединения хорошим или плохим.
Согласно настоящему изобретению ультразвуковые волны передаются и принимаются к и от ряда участков по направлению оси резьбового соединения, по меньшей мере, в одной части из внешней резьбовой части, металлическом затворе и уплотнительном торце муфты, формирующей резьбовое соединение (в дальнейшем соответственно именуемой как "определяемая часть"). Как описано выше, поверхностное давление в области контакта между соответствующими частями ниппеля и соответствующими частями муфты, сопряженными с соответствующими частями ниппеля, может быть локально выше по направлению оси резьбового соединения при плотном сцеплении друг с другом, и в то же время интенсивность отраженного сигнала ультразвуковой волны, которая приходит из участка с высоким поверхностным давлением в области контакта, ниже, чем интенсивность отраженного сигнала ультразвуковой волны, которая приходит из участка с низким поверхностным давлением в области контакта. Таким образом, если ультразвуковые волны передаются и принимаются к и от ряда участков по направлению оси резьбового соединения в каждой части муфты, когда каждая часть муфты плотно сцеплена с каждой частью ниппеля, интенсивность отраженного сигнала ультразвуковой волны, которая приходит из участка, где поверхностное давление в области контакта локально выше, более низкая, и в то же время в остальных участках, где поверхностное давление в области контакта низкое, интенсивность отраженного сигнала ультразвуковой волны является высокой. С другой стороны, при неплотном сцеплении соответствующих частей муфты с соответствующими частями ниппеля, так как нет какого-либо участка, где поверхностное давление в области контакта локально выше на каждой части муфты, интенсивность отраженного сигнала ультразвуковой волны является высокой по всей площади каждой части.
Таким образом, сравнивая интенсивности отраженных сигналов, измеренные для ряда участков, можно определить хороший и плохой уровень затягивания резьбового соединения. В частности, например, измеряя интенсивности отраженных сигналов для ряда участков определяемой части, при этом если соотношение между минимальным значением и максимальным значением измеренных интенсивностей отраженных сигналов (минимальное значение/максимальное значение) не превышает установленного порогового значения, определяемая часть муфты плотно сцеплена с частью ниппеля, сопряженной с ней, таким образом можно определить, что данный уровень затягивания является удовлетворительным. С другой стороны, если соотношение между минимальным значением и максимальным значением измеренной интенсивности отраженных сигналов превышает установленное пороговое значение, определяемая часть муфты неплотно сцеплена с частью ниппеля, сопряженной с ней, таким образом можно определить, что данный уровень затягивания является неудовлетворительным (включая случай, когда затягивание не было закончено).
Согласно способу определения настоящего изобретения интенсивности отраженных сигналов, взаимосвязанные с поверхностным давлением в области контакта между каждой частью ниппеля и каждой сопряженной с ней частью муфты, определяются независимо для каждой части. Таким образом, поверхностное давление в области контакта каждой части, а также уровень затягивания каждой части может быть определен исходя из указанных измеренных интенсивностей отраженных сигналов. Согласно обычному способу контроля изменения момента затяжки точно не известно, в какой части уровень затягивания способствует изменению момента затяжки, причем существует возможность, что изменению момента затяжки может способствовать другая причина, например перегрев. Можно ожидать, что по сравнению с указанным обычным способом способ определения настоящего изобретения позволит произвести определение с высокой степенью точности. Кроме того, так как с помощью способа определения согласно настоящему изобретению можно определить уровень затягивания, исходя из поверхностного давления в области контакта (а именно на основе интенсивности отраженного сигнала ультразвуковой волны, взаимосвязанной с поверхностным давлением в области контакта), определение уровня затягивания (в середине затягивания ниппеля и муфты при их движении относительно друг друга) в процессе затягивания резьбового соединения не является существенным условием, отличным от обычного случая, при этом определение возможно не только когда ниппель и муфту затягивают, но и когда затянутые ниппель и муфта неподвижны.
Кроме того, так как способ определения согласно настоящему изобретению позволяет сравнивать интенсивности отраженных сигналов для ряда участков в одной и той же части муфты (например, ряд участков части металлического затвора муфты), способ определения согласно настоящему изобретению обладает таким преимуществом, которое состоит в том, что результат определения существенно не зависит от изменения абсолютного значения интенсивности отраженного сигнала. Абсолютное значение интенсивности отраженного сигнала варьируется в зависимости от состояния контакта ультразвукового датчика при передаче и приеме ультразвуковой волны и от состояния поверхности муфты и ниппеля и т.п., при этом согласно способу определения хорошего и плохого уровня затягивания просто на основе абсолютного значения интенсивности отраженного сигнала (например, согласно способу определения, если уровень затягивания является плохим, минимальное значение измеренной интенсивности отраженного сигнала превышает установленное пороговое значение), степень точности результата определения ухудшается. Кроме того, способ сравнения интенсивностей отраженных сигналов до и после затягивания той же части муфты (например, способ определения, является ли уровень затягивания плохим, если соотношение между минимальным значением интенсивности отраженного сигнала, которые определены после затягивания, и минимальным значением интенсивности отраженного сигнала, которые определены до затягивания, превышает установленное значение) можно также рассмотреть. Однако для того чтобы применить указанный способ, необходимо выполнить условия обнаружения, например состояние контакта ультразвукового датчика и т.п., по существу, теми же, как при определении интенсивностей отраженных сигналов до и после затягивания соответственно. Фактически очень трудно выполнить условия измерения интенсивности отраженного сигнала теми же до и после затягивания. Способ определения согласно настоящему изобретению также обладает преимуществом, состоящим в том, что достаточно определить интенсивности отраженных сигналов в процессе затягивания или после затягивания резьбового соединения, без такого ограничения, что условия измерения интенсивности отраженного сигнала должны быть одинаковыми до и после затягивания резьбового соединения.
При этом если передаваемую или принимаемую частоту ультразвуковой волны (рабочая частота при измерении) сделать чрезмерно высокой, то ультразвуковая волна с трудом проходит до ниппеля независимо от уровня затягивания каждой части муфты и сопряженной с ней частью ниппеля. Другими словами, даже если поверхностное давление в области контакта между каждой частью муфты и каждой сопряженной с ней частью ниппеля изменится, интенсивность отраженного сигнала ультразвуковой волны изменится незначительно, что является нежелательным для определения хорошего и плохого уровня затягивания. Таким образом, предпочтительно, чтобы частота передаваемой и принимаемой ультразвуковой волны составляла не более 25 МГц (наиболее предпочтительно не более 5 МГц).
Кроме того, в качестве способа передачи и приема ультразвуковых волн к и от ряда участков по направлению оси резьбового соединения, по меньшей мере, для одной части муфты, например, может быть приведен способ относительного перемещения ультразвукового датчика по направлению оси резьбового соединения.
В качестве альтернативы также можно применять способ электрического управления передачей и приемом ультразвуковой волны на каждый измерительный преобразователь ультразвукового фазированного датчика, в котором несколько преобразователей расположены в одном ряду.
Кроме того, настоящее изобретение также создает способ затягивания резьбового соединения колонн, который отличается определением хорошего и плохого уровня затягивания резьбового соединения при помощи способа определения в процессе затягивания резьбового соединения, и когда результат определения становится хорошим, затягивание резьбового соединения прекращают.
Согласно способу определения уровня затягивания резьбового соединения обеспечивается такое исключительное преимущество, которое состоит в том, что уровень затягивания резьбового соединения, используемого в качестве соединения колонн, таких как ТИНС, можно определить с высокой степенью точности не только в ходе затягивания, но и после затягивания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой поперечное сечение по направлению оси известного резьбового соединения.
Фиг.2 представляет собой вид для пояснения известного способа определения уровня затягивания резьбового соединения.
Фиг.3А, фиг.3B, фиг.3C, фиг.3D, фиг.3E иллюстрируют пример результата вычисления посредством численного моделирования, поверхностного давления в области контакта каждой части, когда каждая часть ниппеля и каждая часть муфты, формирующие резьбовое соединение, затянуты при плотном сцеплении друг с другом.
Фиг.4A и фиг.4B представляют собой диаграммы, на которых показан пример продольно-осевого распределения интенсивности отраженного сигнала, которая получена для внутренней резьбовой части муфты.
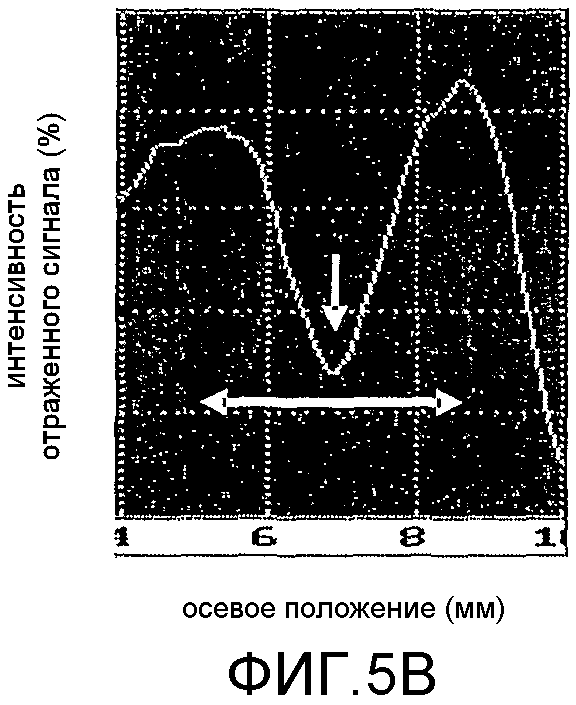
Фиг.5A и фиг.5B представляют собой диаграммы, на которых показан пример продольно-осевого распределения интенсивности отраженного сигнала, которая получена для металлического затвора муфты.
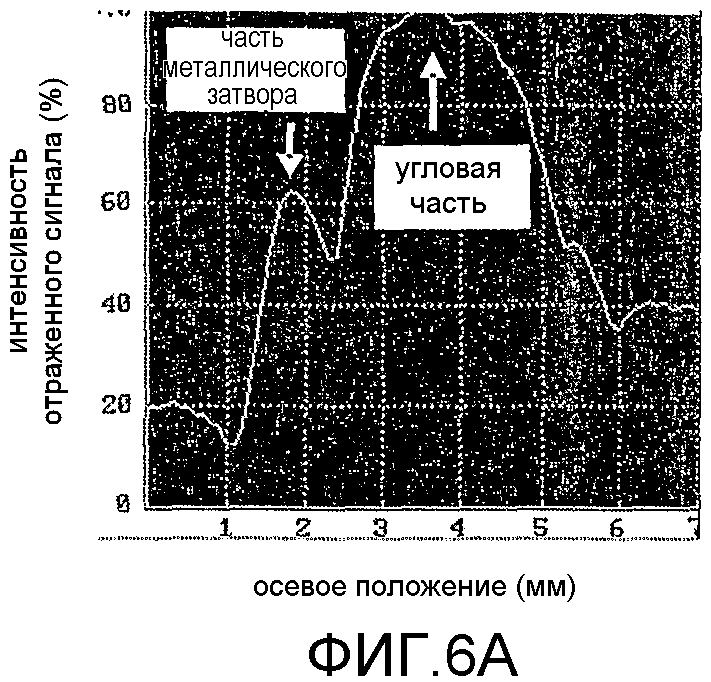
Фиг.6A и фиг.6B представляют собой диаграммы, на которых показан пример продольно-осевого распределения интенсивности отраженного сигнала, которая получена для уплотнительного торца муфты.
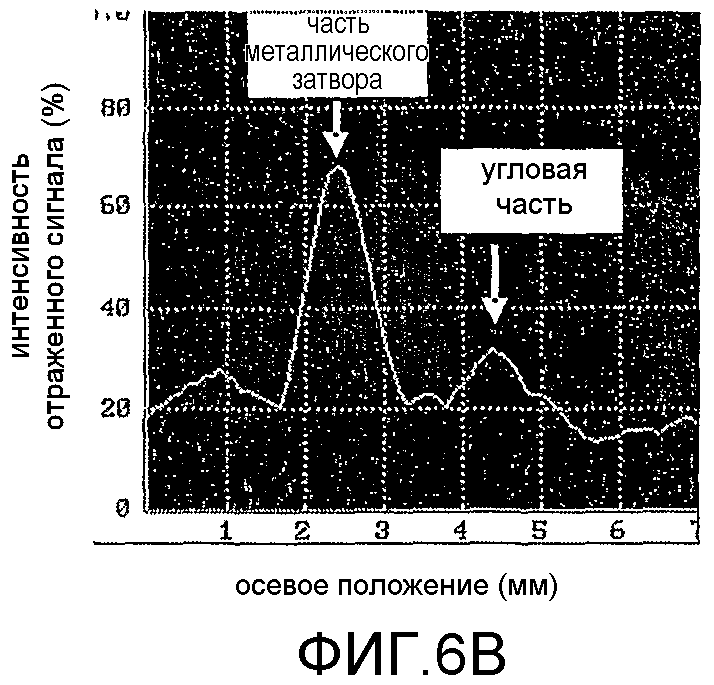
Фиг.7 представляет собой вид для пояснения конкретного варианта способа определения, когда определяемая часть является внутренней резьбовой частью.
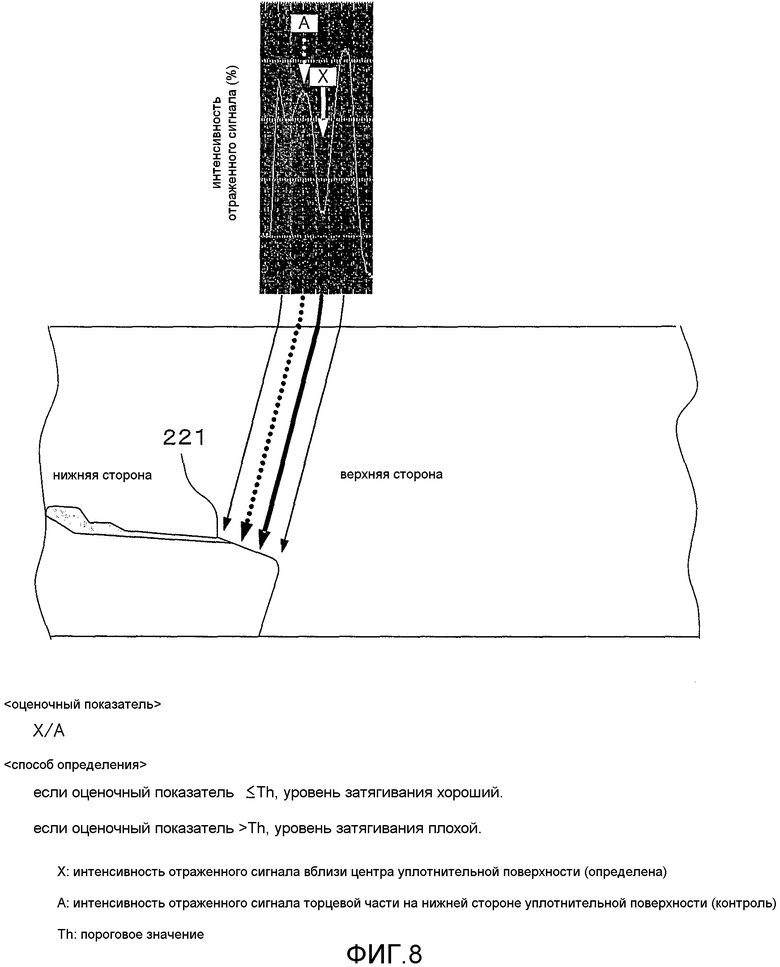
Фиг.8 представляет собой вид для пояснения конкретного варианта способа определения, когда определяемая часть является металлическим затвором.
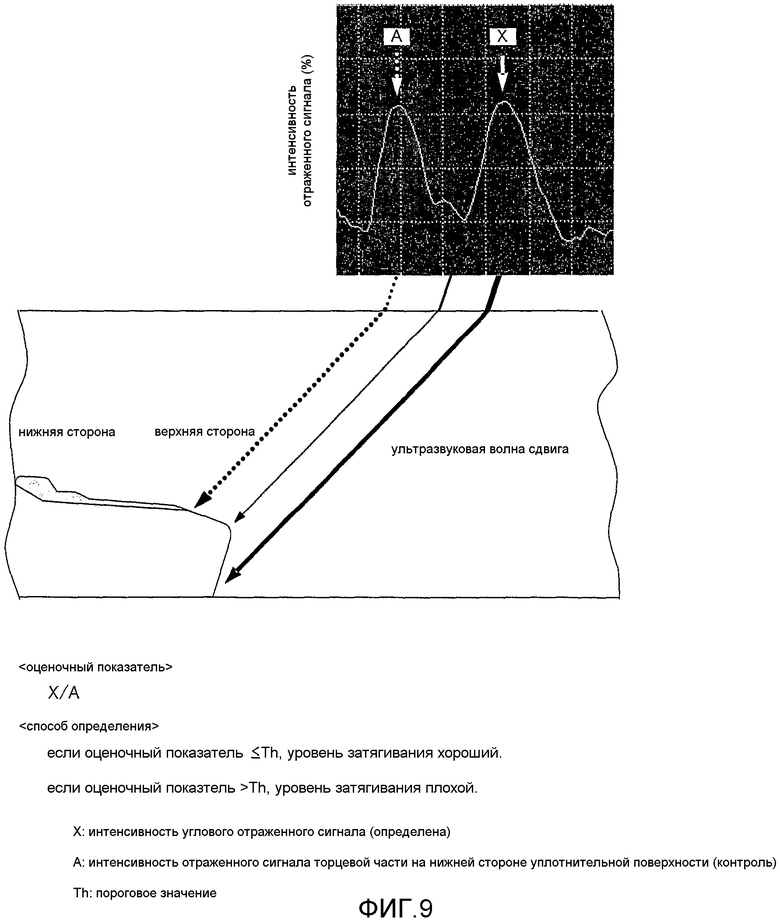
Фиг.9 представляет собой вид для пояснения конкретного варианта способа определения, когда определяемая часть является уплотнительным торцом.
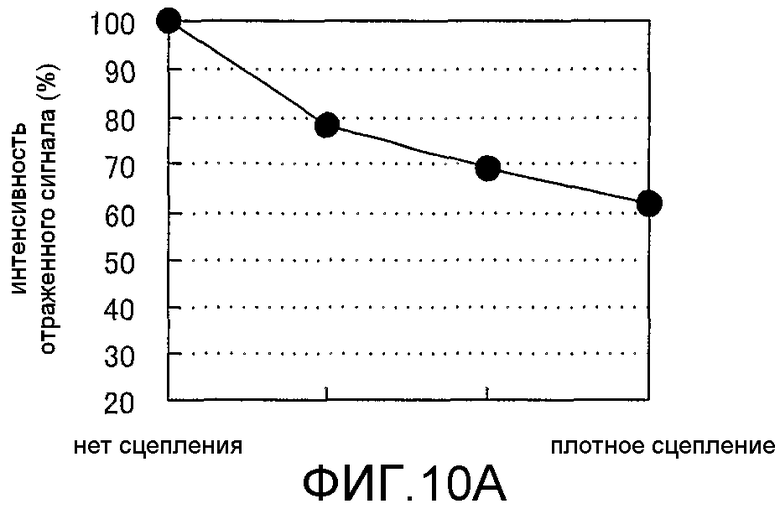
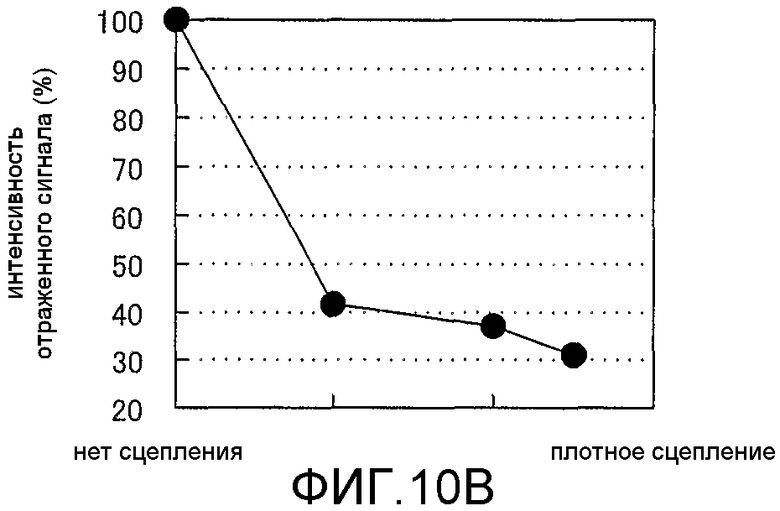
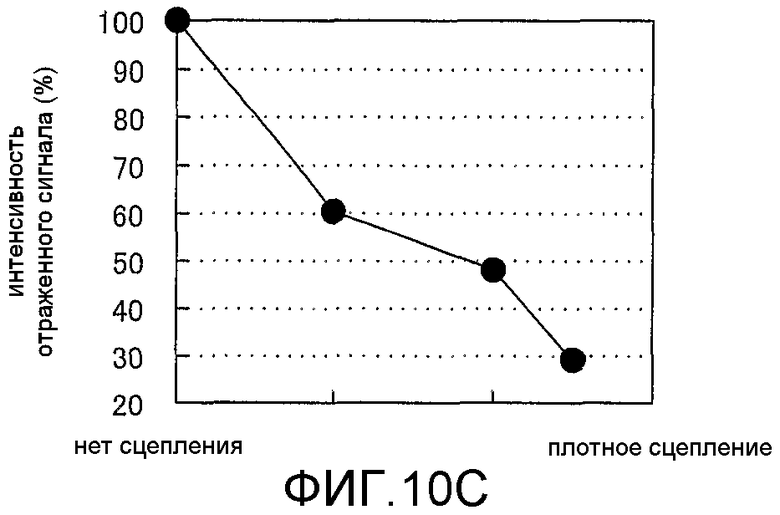
Фиг.10A, фиг.10B и фиг.10С представляют собой диаграммы, на которых показан пример результата определения изменения оценочного показателя при изменении уровня сцепления между каждой частью ниппеля и каждой частью муфты.
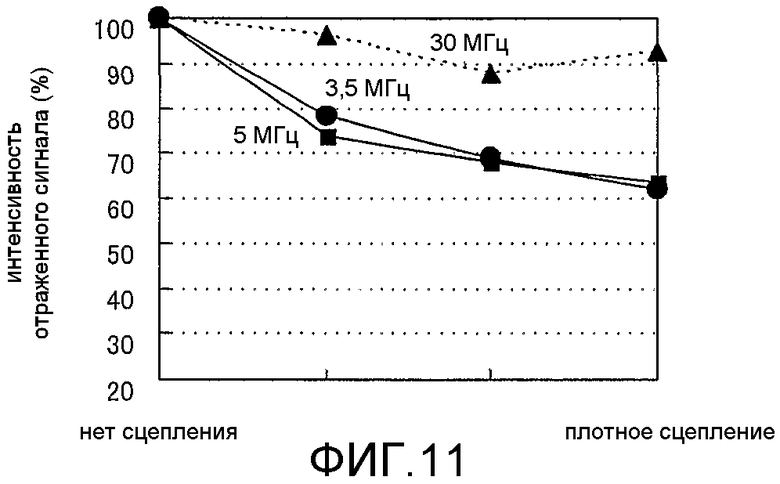
Фиг.11 иллюстрирует результат определения влияния частоты на изменение оценочного показателя.
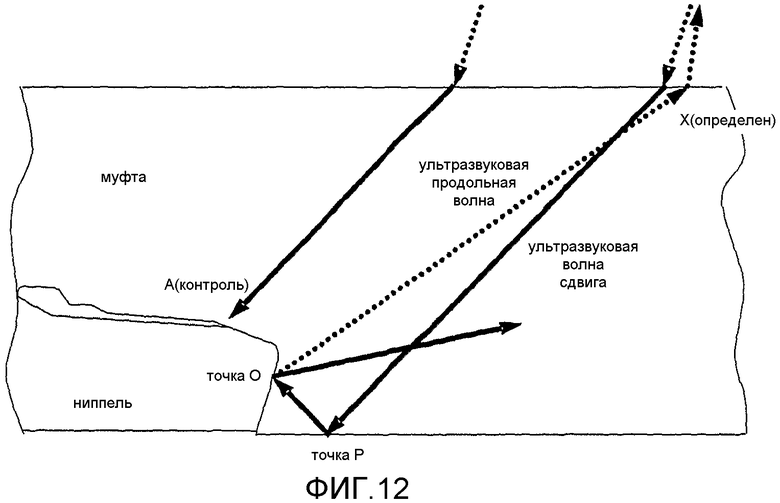
фиг.12 представляет собой вид для пояснения конкретного варианта другого способа определения, когда определяемая часть является уплотнительным торцом.
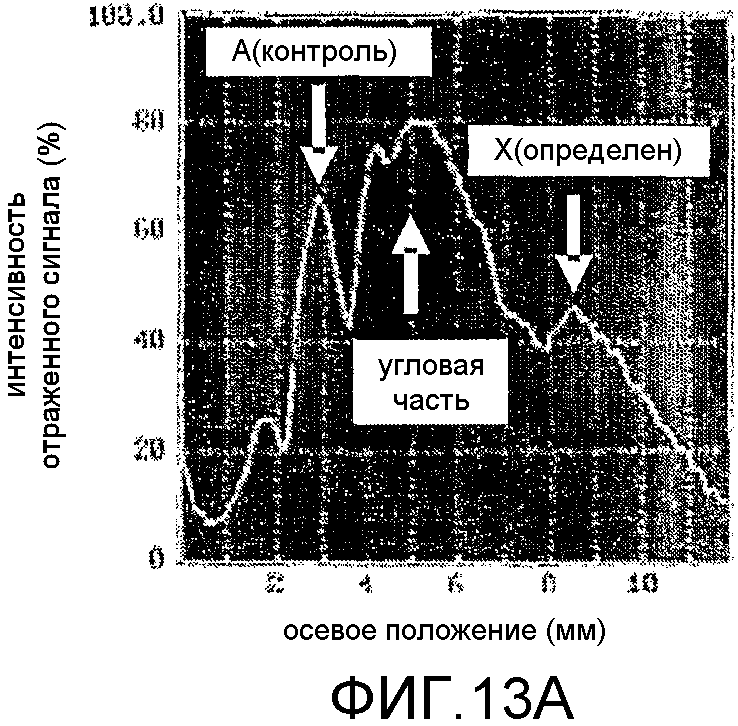
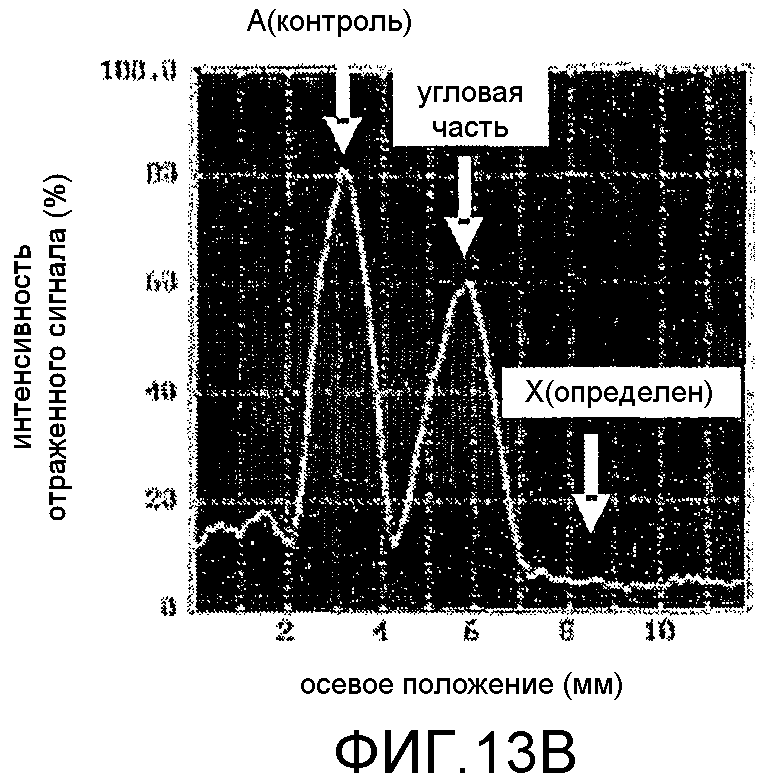
Фиг.13A и фиг.13B представляют собой диаграммы, на которых показан пример продольно-осевого распределения интенсивности отраженного сигнала, которая получена для уплотнительного торца муфты согласно способу, показанному на фиг.12.
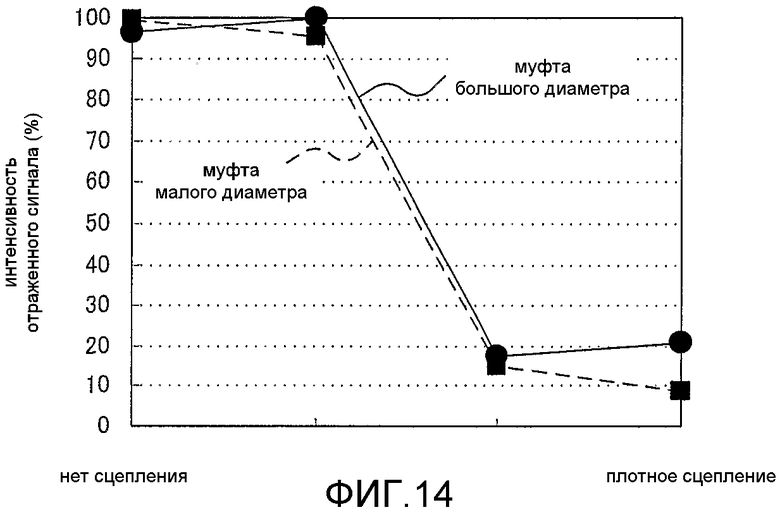
Фиг.14 представляет собой диаграмму, на которой показан пример результата определения изменения оценочного показателя при изменении уровня сцепления между уплотнительным торцом ниппеля и уплотнительным торцом муфты согласно способу, показанному на фиг.12.
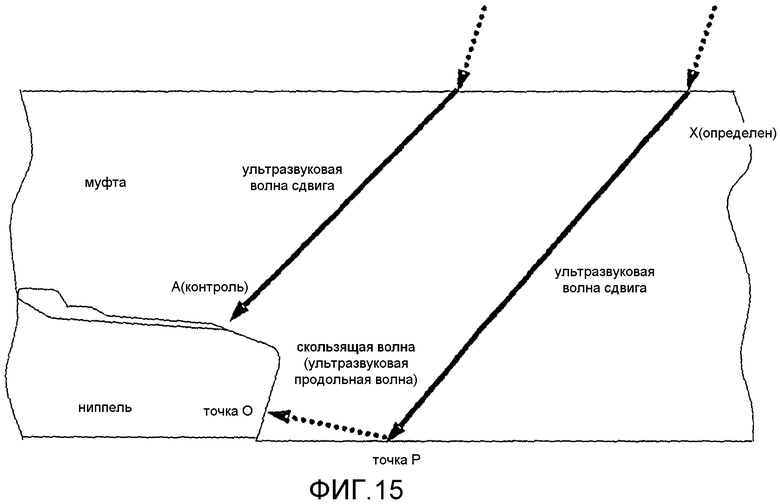
Фиг.15 представляет собой вид для пояснения конкретного варианта способа определения, когда определяемая часть является уплотнительным торцом.
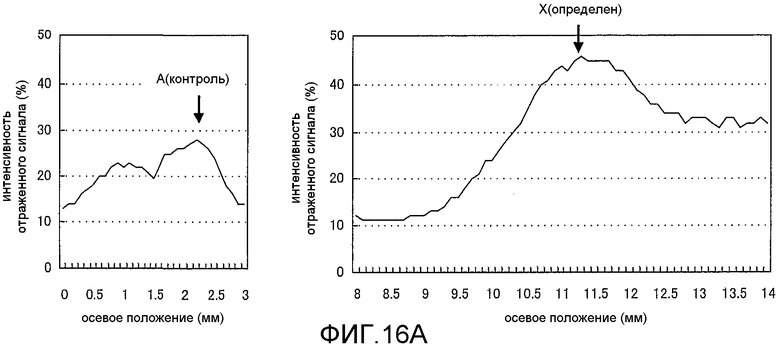
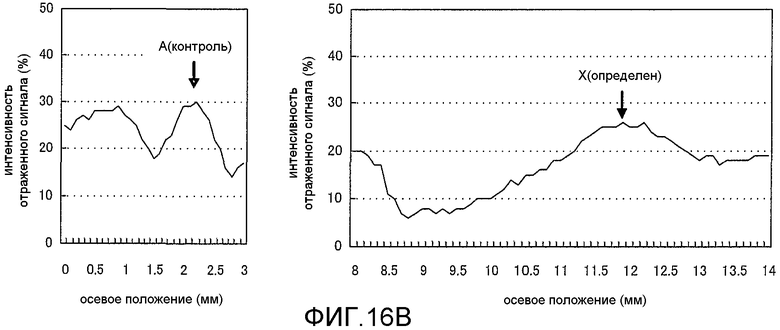
Фиг.16A и фиг.16B представляют собой диаграммы, на которых показан пример продольно-осевого распределения интенсивности отраженного сигнала, которая получена для уплотнительного торца муфты согласно способу, показанному на фиг.15.
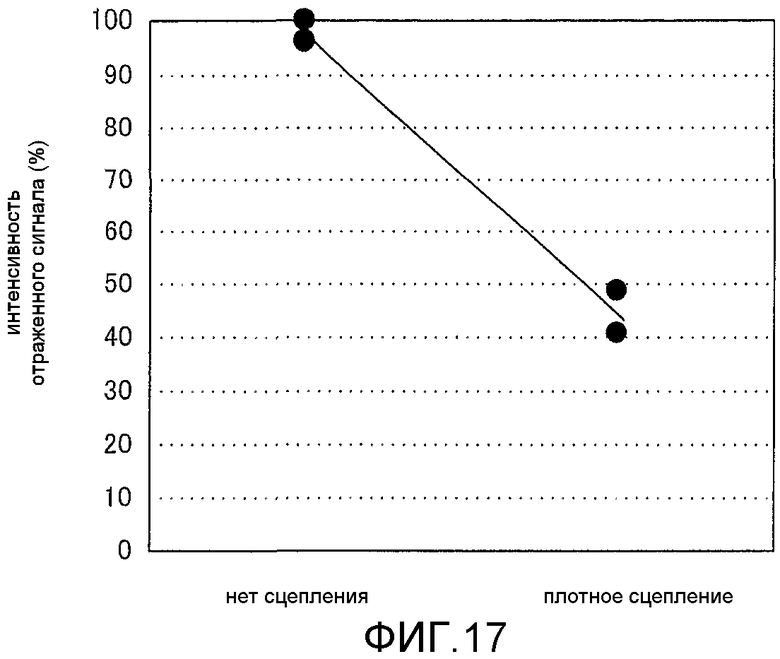
Фиг.17 представляет собой диаграмму, на которой показан пример результата определения изменения оценочного показателя при изменении уровня сцепления между уплотнительным торцом ниппеля и уплотнительным торцом муфты согласно способу, показанному на фиг.15.
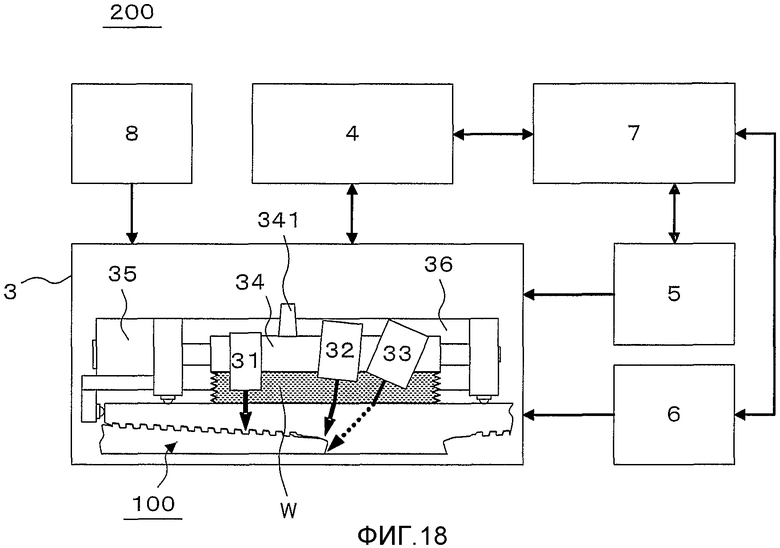
Фиг.18 представляет собой блок-схему, на которой схематично показана полная конструкция измерительного устройства для осуществления способа определения согласно настоящему изобретению.
Фиг.19 представляет собой схематическую блок-схему ультразвукового сканирующего устройства, формирующего измерительное устройство.
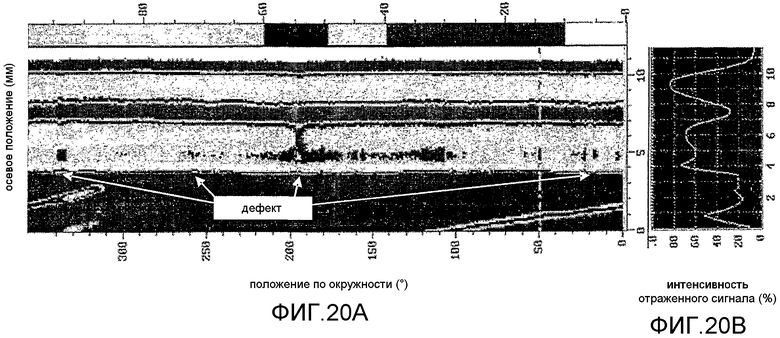
Фиг.20A и фиг.20B иллюстрируют пример результата измерения интенсивности отраженного сигнала для металлического затвора в сопряженном состоянии при помощи измерительного устройства.
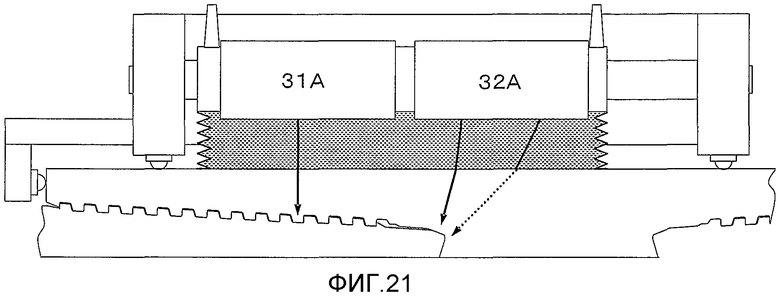
Фиг.21 представляет собой схематическую блок-схему ультразвукового сканирующего устройства согласно другому примеру.
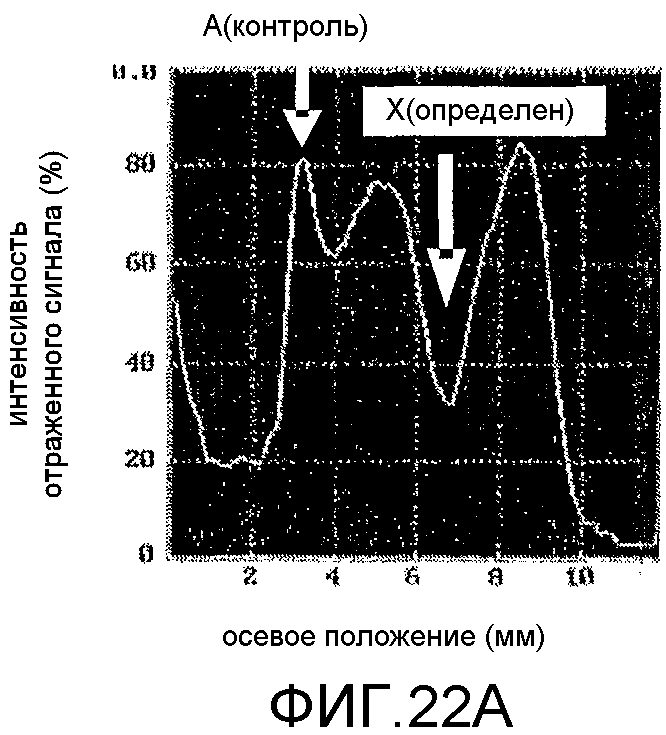
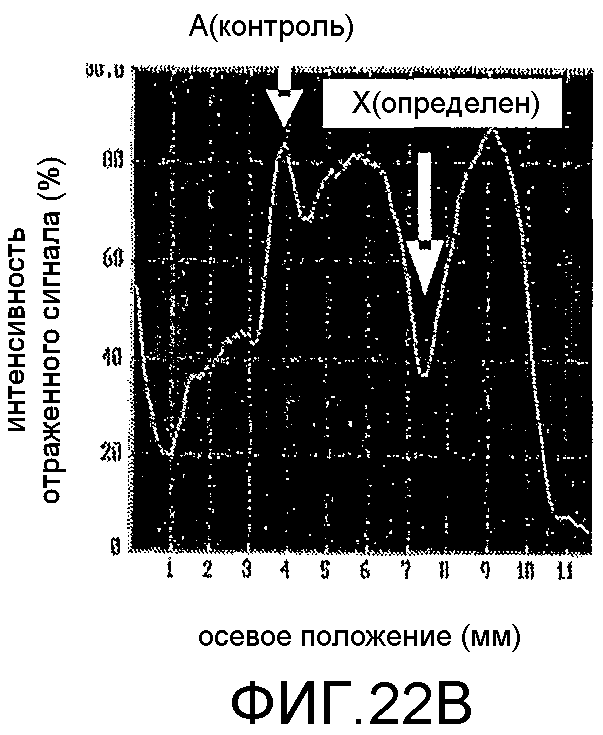
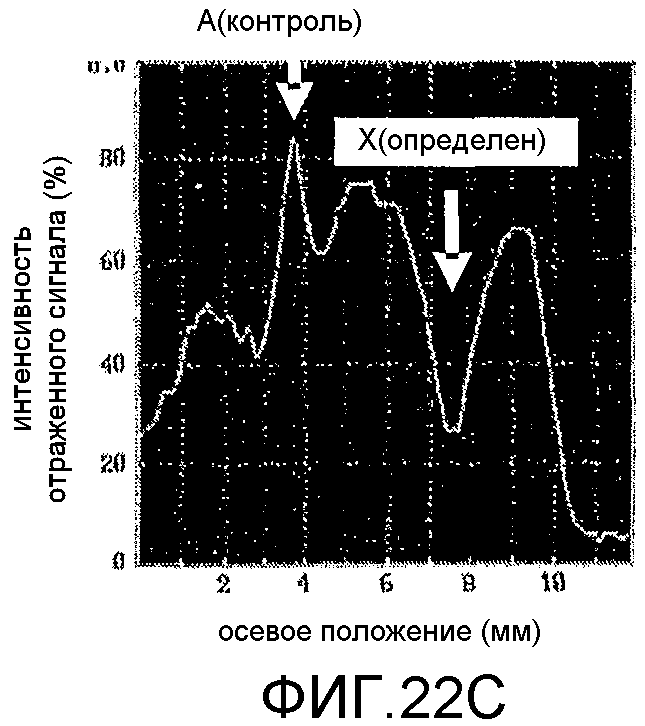
Фиг.22A, фиг.22B и фиг.22C представляют собой диаграммы, на которых показан пример продольно-осевого распределения интенсивности отраженного сигнала, которая получена для части металлического затвора в сопряженном состоянии путем измерения с помощью различных ультразвуковых датчиков.
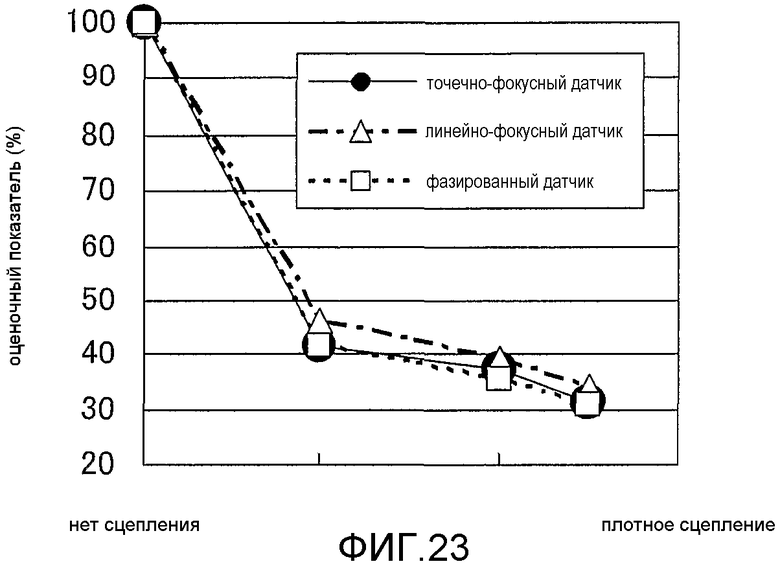
Фиг.23 представляет собой диаграмму, на которой показан пример результата определения изменения оценочного показателя при изменении уровня сцепления между металлическим затвором ниппеля и металлическим затвором муфты путем измерения с помощью различных ультразвуковых датчиков.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В дальнейшем, со ссылкой на прилагаемые чертежи будет описан вариант осуществления способа определения уровня затягивания резьбового соединения колонн согласно настоящему изобретению.
Вначале будут подробно описаны данные, полученные авторами настоящего изобретения в процессе осуществления настоящего изобретения.
Авторы настоящего изобретения определили поверхностное давление в области контакта каждой части, возникающее при плотном сцеплении друг с другом соответствующих частей ниппеля 1 (внешней резьбовой части 11, металлического затвора 12 и уплотнительного торца 13) и соответствующих частей (внутренней резьбовой части 21, металлического затвора 22 и уплотнительного торца 23) муфты 2, формирующих резьбовое соединение 100, показанное на фиг.1.
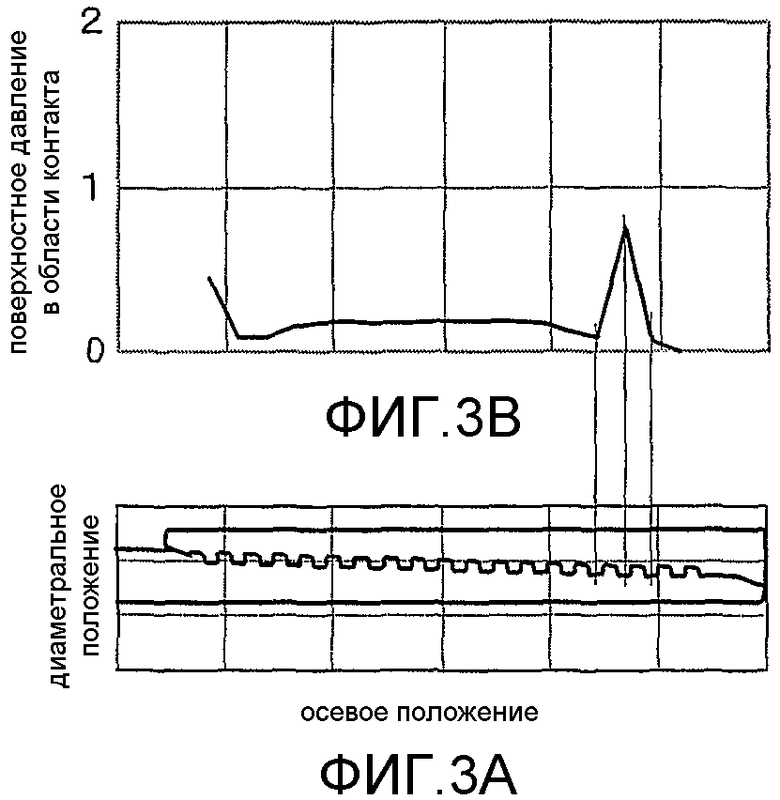
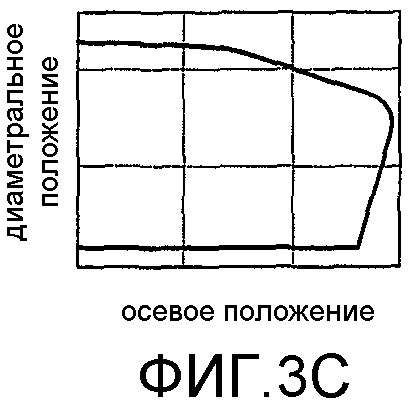
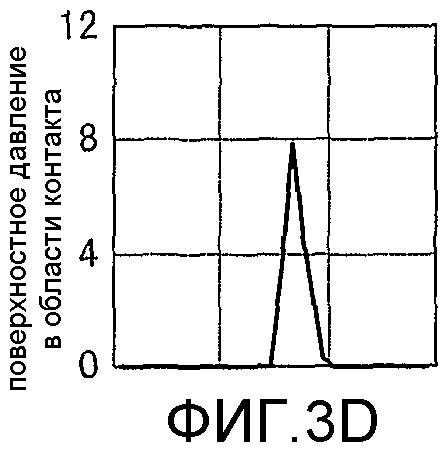
Фиг.3А-3D иллюстрируют пример результата вычисления посредством численного моделирования, поверхностного давления в области контакта каждой части, когда каждая часть ниппеля и каждая часть муфты, формирующие резьбовое соединение, затягиваются при плотном сцеплении друг с другом. В частности, численное моделирование было выполнено с условием, что внешний диаметр впадины профиля резьбы внешней резьбовой части 11 немного больше, чем внутренний диаметр вершины профиля резьбы внутренней резьбовой части 21, с условием, что внешний диаметр металлического затвора 12 немного больше, чем внутренний диаметр металлического затвора 22, и с условием, что уплотнительный торец 13 ввинчивается дальше по направлению к уплотнительному торцу 23 из положения, в котором уплотнительный торец 13 первоначально прижат к уплотнительному торцу 23. Фиг.3А представляет собой вид, показывающий модель резьбового соединения, которая используется для численного моделирования. Фиг.3B представляет собой диаграмму, показывающую поверхностное давление в области контакта между внешней резьбовой частью 11 и внутренней резьбовой частью 21. Фиг.3C представляет собой вид с частичным увеличением модели резьбового соединения, которое используется для численного моделирования. Фиг.3D представляет собой диаграмму, показывающую поверхностное давление в области контакта между металлическими затворами 12 и 22. Фиг.3E представляет собой диаграмму, показывающую поверхностное давление в области контакта между уплотнительными торцами 13 и 23. На фиг.3А и фиг.3B поперечные оси совпадают друг с другом, на фиг.3C и фиг.3D поперечные оси совпадают друг с другом, и на фиг.3C и фиг.3E продольные оси совпадают друг с другом.
По результатам численного моделирования, показанного на фиг.3, были получены следующие данные А-Г:
A. Поверхностное давление в области контакта между внешней резьбовой частью 11 и внутренней резьбовой частью 21 локально выше на участке, соответствующем вершине профиля резьбы, которая является третьей от верхней стороны внутренней резьбовой части 21 (справа на странице), однако, результат вычисления поверхностного давления в области контакта ниже справа и слева от указанного участка, так как пик поверхностного давления в области контакта, возникающий в результате соединения друг с другом, может возникнуть вблизи конца соединительной части, когда широкий диапазон элементов, включающих резьбовые части, в общем случае вставляется одинаково.
Б. Поверхностное давление в области контакта между металлическим затвором 12 и металлическим затвором 22 локально выше на участке между центральной частью и торцевой частью на нижней стороне (вблизи резьбовых частей 11 и 21), однако результат вычисления поверхностного давления в области контакта ниже на других участках, так как в результате того, что металлический затвор 12 деформируется с изгибом (изгибом и сужением диаметра), так как внешний диаметр металлического затвора 12 немного больше, чем внутренний диаметр металлического затвора 22 (а именно обеспечивается интервал сопряжения), скос уплотнительной поверхности металлического затвора 12 и скос уплотнительной поверхности металлического затвора 22 не совпадают друг с другом, при этом участок между центральной частью и торцевой частью на нижней стороне (около резьбовых частей 11 и 21) металлического затвора 12 сильно прижимается к металлическому затвору 22.
В. Поверхностное давление в области контакта между уплотнительным торцом 13 и уплотнительным торцом 23 локально выше на участке вблизи металлических затворов 12 и 22, однако, результат вычисления поверхностного давления в области контакта также локально выше вблизи угловой части, поскольку, как описано выше, участок вблизи металлических затворов 12 и 22 уплотнительного торца 13 сильно прижимается к уплотнительному торцу 23, поскольку металлический затвор 12 деформируется с изгибом (изгибом и сужением диаметра), при этом пик поверхностного давления в области контакта возникает вблизи конца соединительной части.
Г. Кроме того, в случае выполнения численного моделирования с таким условием, что каждая часть ниппеля и каждая часть муфты не соединяются плотно друг с другом (в частности, с таким условием, что внешний диаметр впадины профиля резьбы внешней резьбовой части 11 меньше, чем внутренний диаметр вершины профиля резьбы внутренней резьбовой части 21, внешний диаметр металлического затвора 12 меньше, чем внутренний диаметр металлического затвора 22, и уплотнительный торец 13 не прижат к уплотнительному торцу 23), такое явление, когда поверхностное давление в области контакта локально выше, не происходит.
Д. На основе вышеописанных результатов A-Г было установлено, что поверхностное давление в области контакта между каждой частью ниппеля и каждой частью муфты варьируется в зависимости от уровня затягивания указанных соответствующих частей. В частности, поверхностное давление в области контакта может быть выше при сцеплении соответствующих частей ниппеля и соответствующих частей муфты друг с другом по сравнению со случаем, когда они не сцеплены друг с другом. Кроме того, установлено, что изменение поверхностного давления в области контакта не одинаково по всей площади соответствующих частей, причем поверхностное давление в области контакта локально изменяется по направлению оси резьбового соединения. В частности, когда соответствующие части сцеплены друг с другом по сравнению со случаем, когда они не сцеплены друг с другом, поверхностное давление в области контакта может быть локально выше.
Следующим шагом авторы настоящего изобретения проводили такое испытание, в котором ультразвуковая волна передается и принимается к и от каждой части муфты 2 с целью оценки продольно-осевого распределения интенсивности отраженного сигнала, получаемой, когда участок, на котором передается и принимается ультразвуковая волна, сканируют по направлению оси резьбового соединения 100 относительно каждого случая, когда соответствующие части ниппеля 1 (внешняя резьбовая часть 11, металлический затвор 12 и уплотнительный торец 13) и соответствующие части (внутренняя резьбовая часть 21, металлический затвор 22 и уплотнительный торец 23) муфты 2, формирующие резьбовое соединение 100, показанное на фиг.1, плотно сцепляются друг с другом, а также случая, когда они не сцепляются плотно друг с другом. При этом были получены следующие данные a)-г).
a) Вначале авторы настоящего изобретения вертикально передавали и принимали ультразвуковую волну к и от внутренней резьбовой части 21 муфты (внешний диаметр составляет приблизительно 150 мм, внутренний диаметр составляет приблизительно 125 мм), фокусируя ультразвуковую волну на верхнем торце вершины профиля резьбы внутренней резьбовой части 21 при помощи ультразвукового иммерсионного датчика (частота составляла 3,5 МГц, диаметр измерительного преобразователя составлял приблизительно 13 мм, фокусное расстояние составляло приблизительно 38 мм, точечный датчик), а затем определяли продольно-осевое распределение интенсивности отраженного сигнала, получаемой при сканировании точки передачи и приема данной ультразвуковой волны вдоль оси резьбового соединения 100.
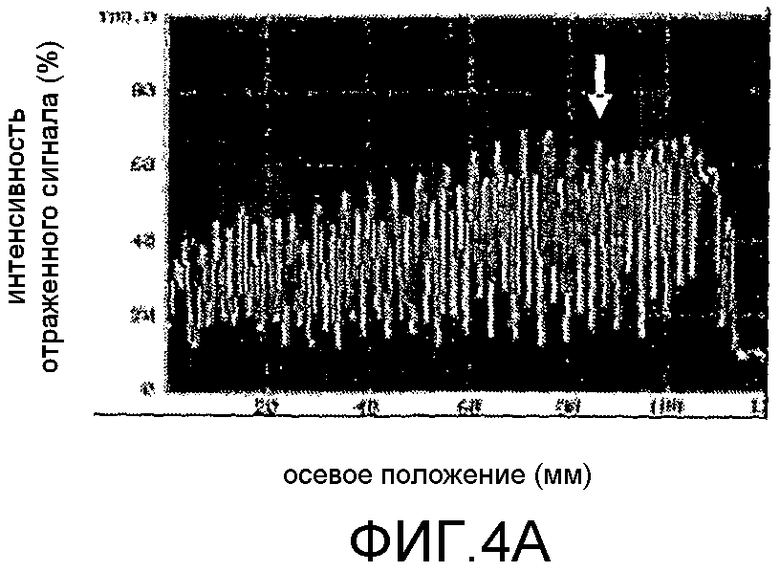
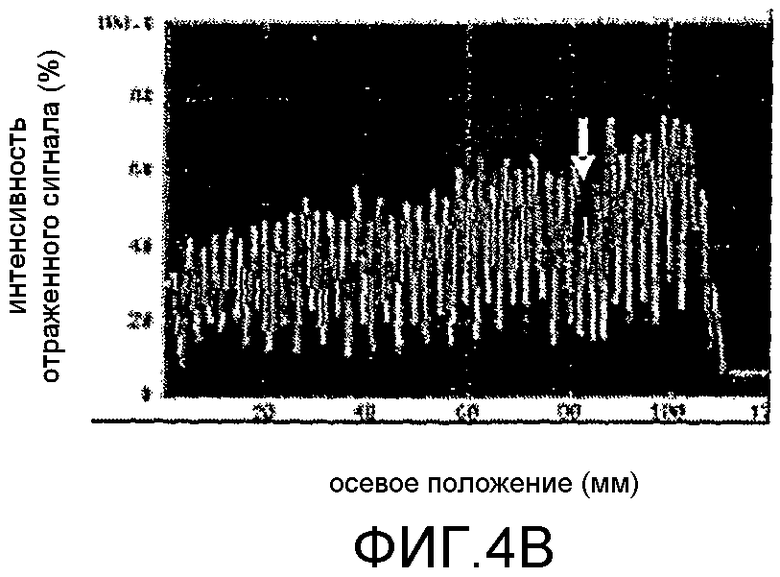
Фиг.4А и 4В представляют собой диаграммы, на которых показан пример продольно-осевого распределения интенсивности отраженного сигнала, которая получена относительно внутренней резьбовой части 21 муфты 2. На фиг.4A показана интенсивность отраженного сигнала в случае, когда внутренняя резьбовая часть 21 муфты 2 и внешняя резьбовая часть 11 ниппеля 1 не сцеплены плотно друг с другом (случай, когда внешний диаметр впадины профиля резьбы внешней резьбовой части 11 меньше, чем внутренний диаметр вершины профиля резьбы внутренней резьбовой части 21). На фиг.4B показана интенсивность отраженного сигнала в случае, когда внутренняя резьбовая часть 21 муфты 2 и внешняя резьбовая часть 11 ниппеля 1 плотно сцеплены друг с другом (случай, когда внешний диаметр впадины профиля резьбы внешней резьбовой части 11 немного больше, чем внутренний диаметр вершины профиля резьбы внутренней резьбовой части 21).
Осевое положение, обозначенное стрелкой на фигурах, соответствует вершине профиля резьбы, которая является четвертой от верхней стороны внутренней резьбовой части 21 (правая сторона на фиг.1). Как показано на фиг.4A, в случае несцепленного состояния (а именно в случае, когда они не сцеплены плотно друг с другом), интенсивность отраженного сигнала (положительное пиковое значение) на участке, обозначенном стрелкой, не имеет какого-либо существенного различия по сравнению с интенсивностью отраженного сигнала (положительное пиковое значение) во впадинах профиля резьбы внутренней резьбовой части 21, расположенных справа и слева от него, а также с интенсивностью отраженного сигнала (положительное пиковое значение) на вершинах профиля резьбы, которые являются третьей и пятой от верхней стороны внутренней резьбовой части 21. С другой стороны, как показано на фиг.4B, в случае сцепленного состояния (а именно в случае, когда они плотно сцеплены друг с другом) интенсивность отраженного сигнала на участке, обозначенном стрелкой (положительное пиковое значение), ниже по сравнению со случаем, когда они не сцеплены плотно друг с другом. Кроме того, интенсивность отраженного сигнала (положительное пиковое значение) во впадинах профиля резьбы внутренней резьбовой части 21, расположенных справа и слева от участка, обозначенного стрелкой, а также интенсивности отраженных сигналов (положительная пиковая значение) на вершинах профиля резьбы, которые являются третьей и пятой от верхней стороны внутренней резьбовой части 21, не имеют какого-либо существенного различия по сравнению со случаем, когда они не сцеплены плотно друг с другом. Другими словами, когда внешняя резьбовая часть 11 и внутренняя резьбовая часть 21 плотно сцеплены друг с другом (фиг.4B) по сравнению со случаем, когда они не сцеплены плотно друг с другом (фиг.4A), интенсивность отраженного сигнала ультразвуковой волны локально выше.
б) Следующим шагом авторы настоящего изобретения передавали и принимали ультразвуковую волну к и от части металлического затвора 22 муфты (внешний диаметр составлял приблизительно 150 мм, внутренний диаметр составлял приблизительно 125 мм), фокусируя ультразвуковую волну на центральной части уплотнительной поверхности металлического затвора 22 при помощи ультразвукового иммерсионного датчика (частота составляла 5 МГц, диаметр измерительного преобразователя составлял приблизительно 19 мм, фокусное расстояние составляло приблизительно 64 мм, точечный датчик), а затем оценивали продольно-осевое распределение интенсивности отраженного сигнала, получаемой при сканировании точки передачи и приема данной ультразвуковой волны вдоль оси резьбового соединения 100. Кроме того, угол ультразвукового иммерсионного датчика регулировали так, чтобы передаваемая ультразвуковая волна распределялась под прямым углом к уплотнительной поверхности части металлического затвора 22.
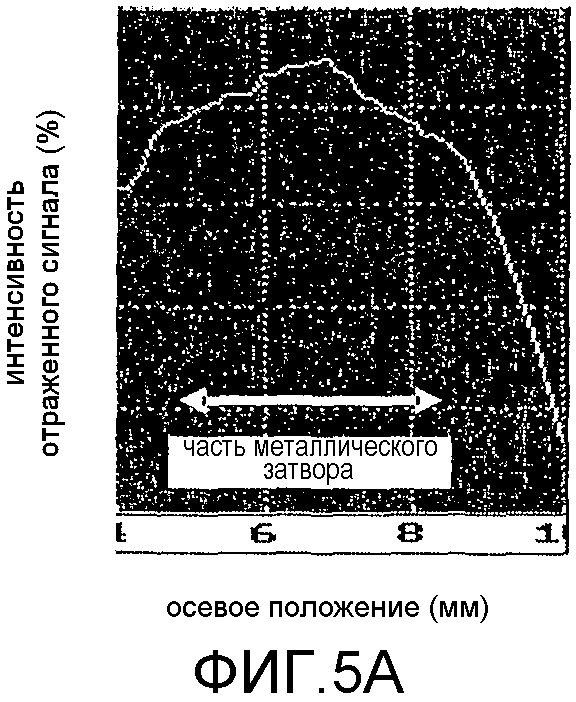
Фиг.5А и 5 В представляют собой диаграммы, на которых показан пример продольно-осевого распределения интенсивности отраженного сигнала, получаемой относительно части металлического затвора 22 муфты 2. На фиг.5A показана интенсивность отраженного сигнала в случае, когда металлический затвор 22 муфты 2 и металлический затвор 12 ниппеля 1 не сцеплены плотно друг с другом (случай, когда внешний диаметр металлического затвора 12 меньше, чем внутренний диаметр металлического затвора 22). На фиг.5B показана интенсивность отраженного сигнала в случае, когда металлический затвор 22 муфты 2 и металлический затвор 12 ниппеля 1 плотно сцеплены друг с другом (случай, когда внешний диаметр металлического затвора 12 немного больше внутреннего диаметра металлического затвора 22).
Как показано на фиг.5A, в случае, когда металлический затвор 22 муфты 2 и металлический затвор 12 ниппеля 1 не сцеплены плотно друг с другом, на всей площади металлического затвора 22 присутствует небольшое изменение интенсивности отраженного сигнала. Напротив, как показано на фиг.5B, в случае, когда металлический затвор 22 муфты 2 и металлический затвор 12 ниппеля 1 плотно сцеплены друг с другом, интенсивность отраженного сигнала, полученная от металлического затвора 22, локально ниже. Другими словами, когда металлические затворы 12, 22 плотно сцеплены друг с другом (фиг.5B), интенсивность отраженного сигнала ультразвуковой волны локально ниже по сравнению со случаем, когда они не сцеплены плотно друг с другом (фиг.5A).
в) Затем авторы настоящего изобретения передавали и принимали ультразвуковую волну к и от уплотнительного торца 23 муфты (внешний диаметр составлял приблизительно 150 мм, внутренний диаметр составлял приблизительно 125 мм), фокусируя ультразвуковую волну на угловой части 231 уплотнительного торца 23 при помощи ультразвукового иммерсионного датчика (частота - 5 МГц, диаметр измерительного преобразователя составлял приблизительно 19 мм, фокусное расстояние составляло приблизительно 64 мм, точечный датчик), а затем оценивали продольно-осевое распределение интенсивности отраженного сигнала, получаемой при сканировании точки передачи и приема данной ультразвуковой волны вдоль оси резьбового соединения 100. Кроме того, угол ультразвукового иммерсионного датчика регулировали так, чтобы ультразвуковая волна сдвига, имеющая угол преломления 40°, распространялась в муфте 2.
Фиг.6А и 6В представляют собой диаграммы, на которых показан пример продольно-осевого распределения интенсивности отраженного сигнала, которая получена для уплотнительного торца 23 муфты 2. На фиг.6A показана интенсивность отраженного сигнала, когда уплотнительный торец 23 муфты 2 и уплотнительный торец 13 ниппеля 1 не сцеплены плотно друг с другом (а именно в случае, когда уплотнительный торец 13 не прижат к уплотнительному торцу 23), а на фиг.6B показана интенсивность отраженного сигнала, когда уплотнительный торец 23 муфты 2 и уплотнительный торец 13 ниппеля 1 плотно сцеплены друг с другом (а именно в случае, когда уплотнительный торец 13 ввинчивается дальше по направлению к уплотнительному торцу 23 из положения, в котором уплотнительный торец 13 первоначально прижат к уплотнительному торцу 23).
Как показано на фиг.6A, когда уплотнительный торец 23 муфты 2 и уплотнительный торец 13 ниппеля 1 не сцеплены плотно друг с другом, интенсивность отраженного сигнала от угловой части 231 (интенсивность углового отраженного сигнала) уплотнительного торца 23 (фиг.1) выше. Напротив, как показано на фиг.6B, когда они плотно сцеплены друг с другом, интенсивность углового отраженного сигнала ниже. С другой стороны, отраженные сигналы получают также от торцевой части на нижней стороне уплотнительной поверхности металлического затвора 22, однако, интенсивность отраженного сигнала, когда они плотно сцеплены друг с другом, почти не изменяется по сравнению с интенсивностью отраженного сигнала, когда они не сцеплены плотно друг с другом. Другими словами, в случае, когда уплотнительный торец 13 плотно сцеплен с уплотнительным торцом 23 (фиг.6B), то по сравнению со случаем, когда они не сцеплены плотно друг с другом (фиг.6A), интенсивность отраженного сигнала ультразвуковой волны локально ниже.
Как описано выше, авторы настоящего изобретения были осведомлены, что поверхностное давление в области контакта между каждой частью ниппеля, формирующей резьбовое соединение, и соответствующей им каждой частью муфты, локально выше вдоль оси резьбового соединения, поскольку они плотно сцеплены друг с другом (фиг.3). При этом существует тенденция, что интенсивность отраженного сигнала ультразвуковой волны, полученной от участка с высоким поверхностным давлением в области контакта, ниже, чем интенсивность отраженного сигнала ультразвуковой волны, полученной от участка с низким поверхностным давлением в области контакта. В результате авторы были осведомлены, что интенсивность отраженного сигнала ультразвуковой волны локально ниже (фиг.4B, фиг.5B, фиг.6B). С другой стороны, авторы были осведомлены, что существует тенденция, что интенсивность отраженного сигнала ультразвуковой волны становится больше по всей площади каждой части, так как на каждой части муфты нет какого-либо участка, в котором поверхностное давление в области контакта локально выше, в случае, когда каждая часть муфты не сцеплена плотно с каждой частью ниппеля (фиг.4A, фиг.5A, фиг.6A).
Настоящее изобретение было осуществлено на основе данных, полученных авторами настоящего изобретения, при этом настоящее изобретение характеризуется передачей и приемом ультразвуковых волн от и к ряду участков по направлению оси резьбового соединения 100, по меньшей мере, для одной части из внутренней резьбовой части 21, металлического затвора 22 и уплотнительного торца 23 муфты 2, причем хороший и плохой уровень затягивания резьбового соединения 100 определяют, сравнивая интенсивности отраженных сигналов, измеренные в ряде участков.
Согласно настоящему изобретению при сравнении интенсивностей отраженных сигналов на ряде участков по направлению оси резьбового соединения 100, по меньшей мере, для одной части (определяемая часть) из внутренней резьбовой части 21, части металлического затвора 22 и уплотнительного торца 23 можно обнаружить, имеется ли на определяемой части участок, в котором интенсивность отраженного сигнала ультразвуковой волны локально ниже или нет. Таким образом, если на определяемой части существует область, в которой интенсивность отраженного сигнала ультразвуковой волны локально ниже, то определяемая часть муфты и соответствующая ей часть ниппеля плотно сцеплены друг с другом, вследствие чего можно определить, что в данном случае это хороший уровень затягивания. С другой стороны, если на определяемой части нет какой-либо области, в которой интенсивность отраженного сигнала ультразвуковой волны локально ниже, то определяемая часть муфты и соответствующая ей часть ниппеля не сцеплены плотно друг с другом, вследствие чего можно определить, что в данном случае уровень затягивания является плохим (включая случай, когда затягивание не было завершено).
В дальнейшем будет описан конкретный пример способа определения согласно настоящему изобретению (а именно конкретный пример способа сравнения интенсивности отраженного сигнала для ряда участков в определяемой части).
Фиг.7 представляет собой пояснительный вид для пояснения конкретного примера способа определения, когда определяемая часть является внутренней резьбовой частью 21. Как показано на фиг.7, для определения уровня затягивания внутренней резьбовой части 21 и соответствующей ей внешней резьбовой части 11 определяют интенсивность X отраженного сигнала с минимальной интенсивностью (положительное пиковое значение) из продольно-осевого распределения интенсивности отраженного сигнала, полученной при сканировании ультразвуковой волной ряда вершин профиля резьбы внутренней резьбовой части 21 и интенсивностей отраженных сигналов A, B, смежных с этим. Интенсивности отраженных сигналов A, B используются как интенсивность отраженного сигнала, которая является стандартом, практически не изменяющимся, даже если изменяется уровень затягивания резьбовых частей 11 и 21. Таким образом, преобразуя указанные отношения X/(А+B), X/A или X/B в оценочный показатель, указанный оценочный показатель сравнивают с установленным пороговым значением Th. При этом если оценочный показатель не больше, чем пороговое значение, уровень затягивания может быть определен как хороший, а если оценочный показатель превышает пороговое значение, уровень затягивания может быть определен как плохой.
Фиг.8 представляет собой вид для пояснения конкретного варианта способа определения, когда определяемая часть является металлическим затвором 22. Как показано на фиг.8, для определения уровня затягивания между металлическим затвором 22 и соответствующим ему металлическим затвором 12 определяют интенсивность отраженного сигнала X вблизи центральной части уплотнительной поверхности металлического затвора 22 и интенсивность отраженного сигнала A торцевой части на нижней стороне уплотнительной поверхности из продольно-осевого распределения интенсивности отраженного сигнала, полученных при сканировании ультразвуковым датчиком в области, включающей металлический затвор 22. В частности, при определении минимальной интенсивности отраженного сигнала из интенсивностей отраженных сигналов в осевом положении в установленном диапазоне, которое может совпадать или являться смежным с окружающей областью центральной части уплотнительной поверхности металлического затвора 22, указанная минимальная интенсивность отраженного сигнала определяется как X. С другой стороны, при определении максимальной интенсивности отраженного сигнала из интенсивностей отраженных сигналов в осевом положении в установленном диапазоне, которое может совпадать или являться смежным с торцевой частью на нижней стороне уплотнительной поверхности, указанная максимальная интенсивность отраженного сигнала определяется как A. Интенсивность отраженного сигнала A используется как интенсивность отраженного сигнала, которая является стандартом, практически не изменяющимся, даже если изменяется уровень затягивания металлических затворов 12 и 22. Затем определяют отношения интенсивностей отраженных сигналов X/A в качестве оценочного показателя и сравнивают указанный оценочный показатель с установленным пороговым значением Th. При этом, если оценочный показатель не превышает пороговое значение, может быть определено, что уровень затягивания является хорошим, а если оценочный показатель превышает пороговое значение, может быть определено, что уровень затягивания является плохим.
Фиг.9 представляет собой вид для пояснения конкретного варианта способа определения, когда определяемая часть является уплотнительным торцом 23. Как показано на фиг.9, для определения уровня затягивания между уплотнительным торцом 23 и соответствующим ему уплотнительным торцом 13 определяют интенсивность углового отраженного сигнала X от угловой части 231 и интенсивности отраженных сигналов A от торцевой части на нижней стороне уплотнительной поверхности в продольно-осевом распределении интенсивности отраженного сигнала, которая получена при сканировании ультразвуковой волны сдвига, имеющей угол преломления в диапазоне приблизительно от 35° до 45°, в области, проходящей от угловой части 231 уплотнительного торца 23 до торцевой части на нижней стороне уплотнительной поверхности части металлического затвора 22. В частности, при определении максимальной интенсивности отраженного сигнала из интенсивностей отраженных сигналов в осевом положении в установленном диапазоне, которое может совпадать или являться смежным с угловой частью 231, указанная максимальная интенсивность отраженного сигнала определяется как X, и, с другой стороны, при определении максимальной интенсивности отраженного сигнала из интенсивностей отраженных сигналов в осевом положении в установленном диапазоне, которое может совпадать или являться смежным с торцевой частью на нижней стороне уплотнительной поверхности, указанная максимальная интенсивность отраженного сигнала определяется как A. Интенсивность отраженного сигнала A используется как интенсивность отраженного сигнала, которая является стандартом, практически не изменяющимся, даже если изменяется уровень затягивания уплотнительных торцов 13 и 23. Затем определяют отношение указанных интенсивностей отраженных сигналов X/A в качестве оценочного показателя и сравнивают указанный оценочный показатель с установленным пороговым значением Th. При этом если оценочный показатель не превышает пороговое значение, может быть определено, что уровень затягивания является хорошим, а если оценочный показатель превышает пороговое значение, может быть определено, что уровень затягивания является плохим.
Фиг.10А, 10В, 10С представляют собой диаграммы, на которых показан вариант результата определения изменения оценочного показателя при изменении уровня сцепления между каждой частью ниппеля и каждой частью муфты. На фиг.10A показан случай, когда определяемая часть является внутренней резьбовой частью 21. Для данного определения использовали ультразвуковой датчик, который является таким же, как ультразвуковой датчик, использованный в оценочном испытании, результат которого показан на фиг.4. На фиг.10B показан случай, когда определяемая часть является частью металлического затвора 22. Для указанного определения использовали ультразвуковой датчик, который является таким же, как и ультразвуковой датчик, использованный в оценочном испытании, результат которого показан на фиг.5. На фиг.10С показан случай, когда определяемая часть является уплотнительным торцом 23. Для указанного определения использовали ультразвуковой датчик, который является таким же, как ультразвуковой датчик, использованный в оценочном испытании, результат которого показан на фиг.6. Боковая ось на фиг.10A является значением, эквивалентным интервалам сопряжения резьбовых частей 11 и 21. Кроме того, боковая ось на фиг.10B является значением, эквивалентным интервалам сопряжения металлических затворов 12 и 22. Боковая ось на фиг.10С является значением, эквивалентным количеству ввинчивания, когда уплотнительный торец 13 вкручивают дальше по направлению к уплотнительному торцу 23 из положения, в котором уплотнительный торец 13 первоначально прижат к уплотнительному торцу 23.
Как показано на фиг.10, чем выше уровень сцепления между каждой частью ниппеля и каждой части муфты, тем ниже значение оценочного показателя. Это означает, что способ определения, как описано выше, для определения того, что уровень затягивания является хорошим, если оценочный показатель не превышает установленное пороговое значение, а также определения того, что уровень затягивания является плохим, если оценочный показатель превышает установленное пороговое значение, является подходящим. Кроме того, способ определения согласно настоящему изобретению используется не только для определения хорошего и плохого уровня затягивания резьбового соединения 100 после завершения операции затягивания, но может быть также применен к способу затягивания резьбового соединения непосредственно. Другими словами, в процессе затягивания резьбового соединения посредством контроля изменения оценочного показателя на уровне, при котором оценочный показатель не превышает установленное пороговое значение (например, 50%), затягивание резьбового соединения также может быть закончено.
Относительно случая, когда определяемая часть является внутренней резьбовой частью 21 (фиг.10A), путем изменения частоты передаваемой и принимаемой ультразвуковой волны (рабочей частоты в испытании), определяют влияние частоты на изменение оценочного показателя. На фиг.11 показан результат определения.
Как показано на фиг.11, в случае, когда частота преобразуется в высокую частоту приблизительно 30 МГц, значение оценочного показателя значительно не снижается, даже если уровень сцепления резьбовых частей 11 и 21 становится выше. Таким образом, предпочтительно, чтобы частота передаваемой и принимаемой ультразвуковой волны была установлена со значением не более 25 МГц (более предпочтительно не более 5 МГц).
Как показано на фиг.12, из-за эффекта размерного допуска или подобного внутренний диаметр муфты 2 меньше, чем внутренний диаметр ниппеля, при этом существует возможность, что весьма небольшое различие будет найдено на внутренних диаметральных сторонах уплотнительных торцов 12 и 23. Когда существует указанное различие, вышеописанная интенсивность углового отраженного сигнала X угловой части 231 может включать интенсивность отраженного сигнала, которая отражается от различия, при этом существует возможность, что уровни затягивания уплотнительных торцов 13 и 23 не могут быть определены соответствующим образом.
Чтобы избежать этого, как показано на фиг.12, может применяться способ, в котором используется преобразование типов колебаний ультразвуковой волны. В частности, в результате концентрации исследований авторы изобретения установили, что существовала траектория распространения ультразвуковой волны, в которой ультразвуковая волна сдвига, распространенная от внешней поверхности муфты 2, отражалась в точке P внутренней поверхности муфты 2, при этом указанная ультразвуковая волна сдвига преобразовывалась в ультразвуковую продольную волну при столкновении с точкой О уплотнительного торца 23, которая отражалась и улавливалась ультразвуковым датчиком, как показано на фиг.12. Указанная траектория распространения не проходила через вышеописанное различие, при этом, если интенсивность отраженного сигнала ультразвуковой волны с преобразованным типом колебаний используется в качестве оценочного показателя вместо вышеописанной интенсивности углового отраженного сигнала, уровни затягивания уплотнительных торцов 13 и 23 могут быть определены соответствующим образом, без присутствия эффекта различия.
Фиг.13 представляет собой диаграмму, на которой показан пример продольно-осевого распределения интенсивности отраженного сигнала, которая получена при передаче и приеме ультразвуковой волны, чтобы сфокусировать ультразвуковую волну на внутренней поверхности муфты при помощи ультразвукового иммерсионного датчика (частота составляла 5 МГц, диаметр измерительного преобразователя составлял приблизительно 19 мм, фокусное расстояние составляло приблизительно 64 мм, точечный датчик) относительно уплотнительного торца 23 муфты (внешний диаметр составлял приблизительно 80 мм, внутренний диаметр составлял приблизительно 60 мм), имеющего различие на его внутренней диаметральной стороне, при этом точка передачи и приема данной ультразвуковой волны сканируется вдоль оси резьбового соединения 100. На фиг.13A показана интенсивность отраженного сигнала, когда уплотнительный торец 23 муфты 2 и уплотнительный торец 13 ниппеля 1 не сцеплены плотно друг с другом (а именно в случае, когда уплотнительный торец 13 не прижат к уплотнительному торцу 23), а на фиг.13B показана интенсивность отраженного сигнала, когда уплотнительный торец 23 муфты 2 и уплотнительный торец 23 ниппеля 1 плотно сцеплены друг с другом (а именно в случае, когда уплотнительный торец 13 вкручивается дальше по направлению к уплотнительному торцу 23 из положения, в котором уплотнительный торец 13 первоначально прижат к уплотнительному торцу 23).
Как показано на фиг.13A, в случае, когда уплотнительный торец 23 муфты 2 и уплотнительный торец 13 ниппеля 1 не сцеплены плотно друг с другом, отраженный сигнал, который будет улавливаться ультразвуковым датчиком в результате преобразования типов колебаний (в дальнейшем называемый отраженным сигналом с преобразованным типом колебаний), может быть подтвержден. Напротив, как показано на фиг.13B, когда они плотно сцеплены друг с другом, отраженный сигнал с преобразованным типом колебаний не улавливают. Таким образом, определяют отношение X/A между интенсивностью X отраженного сигнала с преобразованным типом колебаний и интенсивностью отраженного сигнала A торцевой части на нижней стороне уплотнительной поверхности в качестве оценочного показателя, и сравнивают указанный оценочный показатель с установленным пороговым значением Th. При этом если оценочный показатель не превышает пороговое значение, то можно определить, что уровень затягивания является хорошим, а если оценочный показатель превышает пороговое значение, можно определить, что уровень затягивания является плохим. Кроме того, определение интенсивности X отраженного сигнала с преобразованным типом колебаний может быть выполнено следующим образом. Другими словами, регистрируя максимальную интенсивность отраженного сигнала из интенсивностей отраженных сигналов в осевом положении в установленном диапазоне, которое может совпадать или являться смежным с участком, в котором ультразвуковая волна сдвига распространяется от внешней поверхности муфты (например, точка P, показанная на фиг.12), указанная интенсивность может быть определена как X.
Фиг.14 представляет собой диаграмму, на которой показан пример результата определения изменения оценочного показателя X/A, когда уровень сцепления между уплотнительным торцом 13 ниппеля и уплотнительным торцом 23 муфты изменяется при помощи ультразвукового датчика, такого же, как вышеуказанный ультразвуковой датчик, относительно каждого уплотнительного торца 23 муфты большого диаметра (внешний диаметр составлял приблизительно 190 мм, внутренний диаметр составлял приблизительно 160 мм) и муфты малого диаметра (внешний диаметр составлял приблизительно 80 мм, внутренний диаметр составлял приблизительно 60 мм), имеющих различие на внутренней диаметральной стороне соответственно. Кроме того, боковая ось на фиг.14 имеет значение, которое является эквивалентным количеству ввинчивания, когда уплотнительный торец 13 вкручивается дальше по направлению к уплотнительному торцу 23 из положения, в котором уплотнительный торец 13 первоначально прижат к уплотнительному торцу 23.
Как показано на фиг.14, даже если муфта является любой из муфт большого диаметра и муфт маленького диаметра, то, как известно, что при повышении уровня сцепления между уплотнительными торцами 13 и 23 значение оценочного показателя, представленное отношением между интенсивностью X отраженного сигнала с преобразованным типом колебаний и интенсивностью отраженных сигналов A торцевой части на нижней стороне уплотнительной поверхности, уменьшается. В результате, как описано выше, сравнивая данный оценочный показатель с установленным пороговым значением Th, если оценочный показатель не превышает пороговое значение, можно определить, что уровень затягивания является хорошим, а если оценочный показатель превышает пороговое значение, то можно определить, что уровень затягивания является плохим.
Кроме того, чтобы избежать эффекта различия на участке внутренней диаметральной стороны уплотнительных торцов 13 и 23, как показано на фиг.15, может также применяться способ, в котором используется скользящая волна. Как показано на фиг.15, когда ультразвуковая волна сдвига, распространенная от внешней поверхности муфты 2, отражается в точке P внутренней поверхности муфты 2, создается вторичная скользящая волна. В результате концентрации исследований авторы изобретения обнаружили, что существовала траектория распространения ультразвуковой волны, в которой указанная вторичная скользящая волна распространяется в направлении уплотнительного торца 23 под практически вертикальным углом, при этом когда уплотнительные торцы 13 и 23 не сцеплены плотно друг с другом, вторичная скользящая волна отражается на уплотнительный торец 23 и улавливается ультразвуковым датчиком, проходя по исходной траектории. Так как указанная траектория распространения не проходит через различие, то если интенсивность отраженного сигнала вторичной скользящей волны используется в качестве оценочного показателя вместо вышеописанной интенсивности углового отраженного сигнала, без присутствия эффекта различия, уровень затягивания между уплотнительными торцами 13 и 23 может быть определен соответствующим образом.
Фиг.16А и 16В представляют собой диаграммы, на которых показан вариант продольно-осевого распределения интенсивности отраженных сигналов, которая получена при передаче и приеме ультразвуковой волны, чтобы сфокусировать ультразвуковую волну вблизи внутренней поверхности муфты при помощи ультразвукового иммерсионного датчика (частота составляла 5 МГц, диаметр измерительного преобразователя составлял приблизительно 19 мм, фокусное расстояние составляло приблизительно 64 мм, точечный датчик) и просканировать точку передачи и приема ультразвуковой волны вдоль оси резьбового соединения 100 вокруг уплотнительного торца 23 муфты (внешний диаметр составлял приблизительно 190 мм, внутренний диаметр составлял приблизительно 160 мм), имеющего различие на внутренней диаметральной стороне. На фиг.16A показана интенсивность отраженного сигнала, когда уплотнительный торец 23 муфты 2 и уплотнительный торец 13 ниппеля 1 не сцеплены плотно друг с другом (а именно в случае, когда уплотнительный торец 13 не прижат к уплотнительному торцу 23), а на фиг.16B показана интенсивность отраженного сигнала, когда уплотнительный торец 23 муфты 2 и уплотнительный торец 23 ниппеля 1 плотно сцеплены друг с другом (а именно в случае, когда уплотнительный торец 13 вкручивается дальше по направлению к уплотнительному торцу из положения, в котором уплотнительный торец 13 первоначально прижат к уплотнительному торцу 23).
Как показано на фиг.16A, в случае несцепленного состояния интенсивность отраженного сигнала, улавливаемого ультразвуковым датчиком в качестве вторичной скользящей волны (в дальнейшем называемой вторичная скользящая отраженная волна), возрастает. Напротив, как показано на фиг.16B, в случае сцепленного состояния интенсивность вторичной скользящей отраженной волны снижается. Таким образом, определяя отношение X/A между интенсивностью X вторичной скользящей отраженной волны и интенсивностью отраженного сигнала A торцевой части на нижней стороне уплотнительной поверхности в качестве оценочного показателя и сравнивая данный оценочный показатель с установленным пороговым значением Th, если оценочный показатель не превышает пороговое значение, то можно определить, что уровень затягивания является хорошим, а если оценочный показатель превышает пороговое значение, можно определить, что уровень затягивания является плохим. Кроме того, определение интенсивности X вторичной скользящей отраженной волны может быть выполнено следующим образом. Другими словами, регистрируя максимальную интенсивность отраженного сигнала из интенсивности отраженных сигналов в осевом положении в установленном диапазоне, которое может совпадать или являться смежным с точкой, в которой ультразвуковая волна сдвига распространялась от внешней поверхности муфты (например, точкой P, показанной на фиг.12), указанная интенсивность может быть определена как X.
Фиг.17 представляет собой диаграмму, на которой показан пример результат определения изменения оценочного показателя X/A, когда уровень сцепления между уплотнительным торцом 13 ниппеля и уплотнительным торцом 23 муфты изменяется, при помощи ультразвукового датчика, такого же, как вышеуказанный ультразвуковой датчик, относительно уплотнительного торца 23 муфты (внешний диаметр составлял приблизительно 190 мм, внутренний диаметр составлял приблизительно 160 мм), имеющего различие на своей внутренней диаметральной стороне. Кроме того, боковая ось на фиг.17 является значением, эквивалентным количеству ввинчивания, когда уплотнительный торец 13 вкручивается дальше по направлению к уплотнительному торцу, из положения, в котором уплотнительный торец 13 первоначально прижат к уплотнительному торцу 23.
Как показано на фиг.17, если уровень сцепления между уплотнительными торцами 13 и 23 повышается, установлено, что значение оценочного показателя, представленного отношением между интенсивностью X вторичной скользящей отраженной волны и интенсивностью отраженных сигналов A торцевой части на нижней стороне уплотнительной поверхности, снижается. Таким образом, как описано выше, сравнивая указанный оценочный показатель с установленным пороговым значением Th, если оценочный показатель не превышает пороговое значение, можно определить, что уровень затягивания является хорошим, а если оценочный показатель превышает пороговое значение, можно определить, что уровень затягивания является плохим.
В дальнейшем будет описан конкретный пример измерительного устройства для осуществления способа определения уровня затягивания резьбового соединения согласно настоящему изобретению.
Фиг.18 представляет собой блок-схему, на которой схематично показана полная конструкция измерительного устройства. Фиг.19 представляет собой схематическую блок-схему ультразвукового сканирующего устройства, формирующего измерительное устройство.
Как показано на фиг.18 и фиг.19, измерительное устройство 200 согласно настоящему варианту осуществления снабжено: ультразвуковым сканером 3 для сканирования ультразвуковой волной резьбового соединения 100 по направлению оси; ультразвуковым дефектоскопом 4 для контроля передачи и приема ультразвуковых волн от ультразвуковых датчиков 31, 32 и 33, расположенных на ультразвуковом сканере 3; электроприводом 5 для управления электродвигателем 35, расположенным на ультразвуковом сканере 3; вращательным устройством 6 для сканирования при помощи ультразвукового сканера 3 по окружности резьбового соединения 100 или вращения резьбового соединения 100 по окружности; контроллером 7 для управления ультразвуковым дефектоскопом 4, электроприводом 5 и вращательным устройством 6; а также дозатором воды 8 для подачи воды W в качестве контактной среды ультразвуковой волны.
Ультразвуковой сканер 3 оборудован ультразвуковым датчиком 31 для определения уровня затягивания между резьбовыми частями 11 и 12, ультразвуковым датчиком 32 для определения уровня затягивания между металлическими затворами 12 и 22, а также ультразвуковым датчиком 33 для определения уровня затягивания между уплотнительными торцами 13 и 23. В качестве ультразвукового датчика 31, ультразвукового датчика 32 и ультразвукового датчика 33 может использоваться такой же ультразвуковой датчик, как для оценочного испытания, результат которого показан на фиг.4, такой же ультразвуковой датчик, как для оценочного испытания, результат которого показан на фиг.5, и такой же ультразвуковой датчик, как для оценочного испытания, результат которого показан на фиг.6 соответственно. Кроме того, предпочтительно, чтобы диаметр сфокусированного пучка ультразвуковой волны (а именно диаметр пучка ультразвуковой волны на фокальной точке) являлся максимально малым, и предпочтительно, чтобы указанный диаметр ультразвукового датчика 31, например, не превышал длину верхнего торца вершины профиля резьбы внутренней резьбовой части 21 (длины по направлению оси резьбового соединения).
Ультразвуковой сканер 3 оборудован держателем 34 датчиков, электродвигателем 35 и платформой 36, на которой в дополнение к ультразвуковым датчикам 31, 32 и 33 закреплены держатель датчиков 34 и электродвигатель 35.
Ультразвуковые датчики 31, 32 и 33 присоединены к держателю датчиков 34. Держатель датчиков 34 также выполняет функцию наполнения воды W в качестве контактной среды, которая поступает из дозатора 8 воды и выходит из канала 341 для подачи воды в промежутке между ультразвуковыми датчиками 31, 32, 33 и внешней поверхностью муфты 2 резьбового соединения 100. Вращательный момент электродвигателя 35 передается держателю 34 датчиков через соответствующий механический элемент, преобразующий указанный вращательный момент в линейное движение, и таким образом держатель 34 датчиков может перемещаться вдоль оси резьбового соединения 100. В результате движения держателя 34 датчиков, ультразвуковые датчики 31, 32 и 33, присоединенные к держателю 34 датчиков также перемещаются вдоль оси резьбового соединения 100, и таким образом точка передачи и приема ультразвуковой волны сканирует резьбовое соединение 100 в продольном направлении. В данном случае, так как платформа 36 удерживает состояние контакта с резьбовым соединением 100 (муфтой 2), расстояние между держателем датчиков 34, присоединенным к платформе 36, и внешней поверхностью муфты 2, а также расстояние между ультразвуковыми датчиками 31, 32, 33 и внешней поверхностью муфты 2 может сохраняться постоянным. Таким образом, так как платформа 36 или резьбовое соединение 100 вращается в круговом направлении посредством вращательного устройства 6, можно передавать и принимать ультразвуковую волну к и от ряда участков по окружности резьбового соединения 100.
На фиг.20А и 20В показан пример результата измерения интенсивности отраженных сигналов металлического затвора 2 в сцепленном состоянии при помощи измерительного устройства 200, имеющего вышеописанную конструкцию. Согласно примеру, показанному на фиг.20, распределение интенсивности отраженных сигналов по всей окружности измеряли с шагом измерения 12 мм вдоль оси резьбового соединения 100 и шагом измерения 1° по окружности. На фиг.20A показан снимок дефектоскопа, на котором различные цвета соответствуют значению интенсивности отраженных сигналов на каждой точке измерения с боковой осью по направлению окружности и продольной осью в осевом направлении. На фиг.20B показано продольно-осевое распределение интенсивности отраженных сигналов, полученной от участка окружности при 50°.
Как показано на фиг.20A, в области, отличной от области, в которой присутствует дефект при затягивании (а именно дефект, возникающий на внешней поверхности муфты 2, когда муфта 2 зажата инструментом при затягивании), была получена практически равная по направлению окружности интенсивность отраженного сигнала. Кроме того, как показано на фиг.20B, было обнаружено, что интенсивность отраженного сигнала была ниже практически по центру части металлического затвора в продольно-осевом распределении интенсивности отраженных сигналов, полученной от участка окружности при 50°. Кроме того, согласно результату, показанному на фиг.20, неравномерность уровня затягивания по окружности резьбового соединения 100 не регистрировали, вследствие чего можно полагать, что ультразвуковое сканирование по окружности не требуется. Однако в целях выполнения точного определения предпочтительно выполнять сканирование по окружности, и с учетом эксплуатационной эффективности или подобного шаг измерения по направлению окружности предпочтительно выбирается, например, из 180°, 90° и 45° или подобного.
Кроме того, ультразвуковой сканер не ограничен конструкцией, показанной на фиг.13, при этом может также использоваться конструкция, включающая, например, ультразвуковой фазированный датчик (согласно примеру, показанному на фиг.21, ультразвуковой фазированный датчик 31A для определения уровня затягивания между резьбовыми частями 11 и 21 и ультразвуковой фазированный датчик 32A для определения уровня затягивания между металлическими затворами 12 и 22, а также для определения уровня затягивания между уплотнительными торцами 13 и 23), как показано на фиг.21. Таким образом, электрически регулируя передачу и прием ультразвуковой волны посредством каждого измерительного преобразователя ультразвуковых фазированных датчиков 31A и 32A согласно общеизвестному способу, передаваемая и получаемая ультразвуковая волна может сканировать резьбовое соединение 100 в продольном направлении.
Авторы настоящего изобретения провели испытание для определения продольно-осевого распределения интенсивности отраженных сигналов в части металлического затвора 22 (фиг.1) муфты (внешний диаметр составлял приблизительно 150 мм, внутренний диаметр составлял приблизительно 125 мм) резьбового соединения 100, используя ультразвуковой фазированный датчик 32A, показанный на фиг.21, и используя ультразвуковой датчик с линейным фокусом и ультразвуковой датчик с точечным фокусом в качестве ультразвукового датчика, показанного на фиг.18, соответственно.
В частности, при плотном сцеплении металлического затвора 22 муфты 2 и металлического затвора 12 ниппеля 1 друг с другом (а именно когда внешний диаметр металлического затвора 12 немного превышает внутренний диаметр металлического затвора 22), при помощи каждого ультразвукового датчика, показанного в таблице 1, ультразвуковую волну передавали и принимали, фокусируя на центральной части уплотнительной поверхности металлического затвора 22, при этом сканируя положение передачи и приема данной ультразвуковой волны в продольном направлении резьбового соединения 100, определяли продольно-осевое распределение интенсивности отраженных сигналов. Размер измерительного преобразователя ультразвукового фазированного датчика 32A, показанного в таблице 1, означает, что расположены тридцать две части преобразователя, имеющего размер 0,75 мм по направлению оси резьбового соединения 100 и размер 10 мм по направлению окружности. Кроме того, размер пучка ультразвуковой волны, показанный в таблице 1, является размером пучка ультразвуковой волны в фокальной точке (расстояние между участками, в которых интенсивность ниже максимальной интенсивности на 6 дБ). Ультразвуковой датчик с линейным фокусом 32 имеет размер пучка ультразвуковой волны по направлению оси резьбового соединения 100, составляющий 0,8 мм, и размер пучка ультразвуковой волны по направлению окружности, составляющий 13 мм, а ультразвуковой фазированный датчик 32A имеет размер пучка ультразвуковой волны по направлению оси резьбового соединения 100, составляющий 0,9 мм, и размер пучка ультразвуковой волны по направлению окружности, составляющий 6 мм. Кроме того, относительно ультразвукового фазированного датчика 32A передачей и приемом ультразвуковой волны каждым измерительным преобразователем управляют электрически, в результате чего передаваемая ультразвуковая волна распространяется под прямым углом к уплотнительной поверхности металлического затвора 22. Кроме того, каждый угол датчиков 32 с линейным фокусом и точечным фокусом регулировали таким образом, чтобы передаваемая ультразвуковая волна распространялась под прямым углом к уплотнительной поверхности металлического затвора 22.
Фиг.22 представляет собой диаграмму, на которой показан пример продольно-осевого распределения интенсивности отраженных сигналов, которая получена для металлического затвора 22 муфты 2. На фиг.22A показана интенсивность отраженного сигнала при использовании точечного ультразвукового датчика 32, на фиг.22B показана интенсивность отраженного сигнала при использовании ультразвукового датчика с линейным фокусом 32, и на фиг.22C показана интенсивность отраженного сигнала при использовании ультразвукового фазированного датчика 32A. Как показано на фиг.22, в случае использования ультразвукового датчика с линейным фокусом 32 и ультразвукового фазированного датчика 32A интенсивность отраженного сигнала ультразвуковой волны локально ниже, так же как и в случае использования точечного ультразвукового датчика 32.
Далее авторы настоящего изобретения провели испытание с целью определения изменения оценочного показателя, когда уровень сцепления между металлическим затвором 12 ниппеля 1 и металлическим затвором 22 муфты 2 изменяется, при помощи каждого ультразвукового датчика, описанного выше. При этом отношение между интенсивностью отраженного сигнала X вблизи центра уплотнительной поверхности металлического затвора 22 и интенсивностью отраженного сигнала A края 221 на нижней стороне металлического затвора 22 (фиг.8) определяли в качестве оценочного показателя (фиг.22). Однако, как описано выше со ссылкой на фиг.8, считается доказанным, что отношение между интенсивностью отраженного сигнала вблизи центра уплотнительной поверхности металлического затвора 22 и интенсивностью отраженного сигнала торцевой части на нижней стороне уплотнительной поверхности может быть преобразовано в оценочный показатель.
Фиг.23 представляет собой диаграмму, на которой показан пример результата определения изменения оценочного показателя согласно вышеописанному оценочному испытанию. Боковая ось представляет значение, эквивалентное интервалам сопряжения металлических затворов 12 и 22. Как показано на фиг.23, в случае использования ультразвукового датчика с линейным фокусом 32 и ультразвукового фазированного датчика 32A, так же как и в случае использования точечного ультразвукового датчика 32, было обнаружено, что оценочный показатель различен, при этом чем выше уровень затягивания между металлическими затворами 12 и 22, тем ниже значение оценочного показателя.
Из результата оценочного испытания, описанного со ссылкой на фиг.22 и фиг.23, в случае использовании ультразвукового датчика с линейным фокусом и ультразвукового фазированного датчика, так же как и в случае использования точечного ультразвукового датчика, при передаче и приеме ультразвуковых волн к и от ряда участков вдоль оси резьбового соединения 100, с последующим сравнением интенсивности отраженного сигнала, измеренного для указанного ряда участков, было установлено, что может быть определен хороший и плохой уровень затягивания резьбового соединения 100.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЗЬБОВОГО СОЕДИНЕНИЯ ТРУБ ИЛИ ТРУБОК | 2007 |
|
RU2394234C1 |
| СПОСОБ ОЦЕНКИ СОСТОЯНИЯ ЗАКРЕПЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ТРУБ ИЛИ ТРУБОК, СПОСОБ ЗАКРЕПЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ТРУБ ИЛИ ТРУБОК И УСТРОЙСТВО ДЛЯ ОЦЕНКИ СОСТОЯНИЯ ЗАКРЕПЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ТРУБ ИЛИ ТРУБОК | 2010 |
|
RU2478202C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНОЙ ТРУБЫ | 2016 |
|
RU2694698C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ДЛЯ ТРУБ | 2020 |
|
RU2802489C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2757621C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2015 |
|
RU2659834C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2012 |
|
RU2562835C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2762926C1 |
| МУФТОВЫЙ ПРЕДОХРАНИТЕЛЬ ДЛЯ РЕЗЬБОВОГО ЗАМКА ДЛЯ ТРУБ | 2013 |
|
RU2569413C1 |
| РЕЗЬБОВОЕ УПОРНОЕ СОЕДИНЕНИЕ КЛАССА ПРЕМИУМ | 2018 |
|
RU2753544C2 |

Использование: для определения уровня затягивания резьбового соединения колонн или труб при осуществлении затягивания резьбового соединения колонн или труб. Сущность: заключается в том, что определяют состояние затягивания резьбового соединения колонн или труб, включающего ниппель, имеющий внешнюю резьбовую часть, металлическое уплотнение и уплотнительный торец на внешней периферийной поверхности, и муфту, имеющую внутреннюю резьбовую часть, металлическое уплотнение и уплотнительный торец, соответствующие каждой части ниппеля на внутренней периферийной поверхности и соединяемые с ниппелем, осуществляя передачу и прием ультразвуковых волн к и от ряда участков вдоль оси резьбового соединения в, по меньшей мере, одной из частей внутренней резьбовой части, металлического уплотнения и уплотнительного торца муфты, после чего определяют интенсивности отраженных сигналов для ряда участков и сравнивают интенсивности отраженных сигналов, измеренных для ряда участков, с тем, чтобы определить хорошим или плохим является состояние затягивания резьбового соединения. Технический результат: обеспечение возможности определения уровня затягивания резьбового соединения с высокой степенью точности не только в ходе затягивания, но и после затягивания. 2 н. и 3 з.п. ф-лы, 23 ил., 1 табл.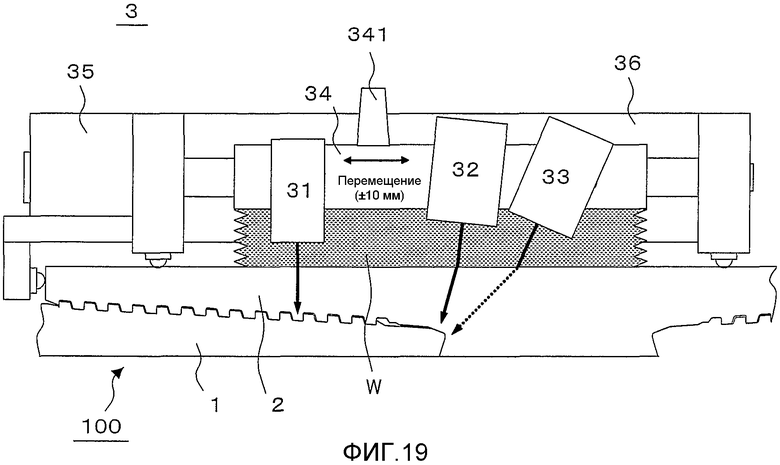
1. Способ определения состояния затягивания резьбового соединения колонн или труб, включающего ниппель, имеющий внешнюю резьбовую часть, металлическое уплотнение и уплотнительный торец на внешней периферийной поверхности, и муфту, имеющую внутреннюю резьбовую часть, металлическое уплотнение и уплотнительный торец, соответствующие каждой части ниппеля на внутренней периферийной поверхности и соединяемые с ниппелем, при этом способ включает следующие операции:
передача и прием ультразвуковых волн к и от ряда участков вдоль оси резьбового соединения в, по меньшей мере, одной из частей внутренней резьбовой части, металлического уплотнения и уплотнительного торца муфты;
определение интенсивности отраженных сигналов для ряда участков;
сравнение интенсивностей отраженных сигналов, измеренных для ряда участков, для определения, хорошим или плохим является состояние затягивания резьбового соединения.
2. Способ определения состояния затягивания резьбового соединения колонн или труб по п.1, в котором установленная частота передаваемой и принимаемой ультразвуковой волны не превышает 25 МГц.
3. Способ определения состояния затягивания резьбового соединения колонн или труб по п.1 или 2, в котором ультразвуковые волны передают и принимают к и от ряда участков вдоль оси резьбового соединения, по меньшей мере, в одной части муфты посредством относительного перемещения ультразвукового датчика вдоль резьбового соединения.
4. Способ определения состояния затягивания резьбового соединения колонн или труб по п.1 или 2, в котором ультразвуковые волны передают и принимают к и от ряда участков вдоль оси резьбового соединения в, по меньшей мере, одной части муфты, электрически управляя передачей и приемом ультразвуковой волны с помощью каждого измерительного преобразователя ультразвукового фазированного датчика, в одном ряду которого расположено множество измерительных преобразователей.
5. Способ затягивания резьбового соединения колонн или труб, включающий следующие операции:
определение в процессе затягивания резьбового соединения с помощью способа по любому из пп.1-4, хорошим или плохим является состояние затягивания;
завершение затягивания резьбового соединения в точке, в которой результат определения становится хорошим.
| Способ ультразвукового контроля конических резьбовых соединений с упорными уступами | 1991 |
|
SU1792530A3 |
| Устройство для ультразвуковой дефектоскопии резьбовых соединений труб | 1990 |
|
SU1748044A1 |
| Устройство для ультразвукового контроля усилия затяжки резьбовых соединений | 1985 |
|
SU1280536A1 |
| СПОСОБ ПОЛУЧЕНИЯ Н-БУТИЛЗАМЕЩЕННЫХ ФУЛЛЕРЕНОВ C | 1998 |
|
RU2134255C1 |
| Способ приготовления сырьевой смеси для пеносиликатных изделий | 1983 |
|
SU1235848A1 |

