Изобретение относится к неразрушающему контролю и может быть использовано при ультразвуковом контроле резьбовых участков и резьбовых соединений труб нефтяного сортамента,
Известно устройство для ультразвукового контроля конических резьб труб, содержащее основание с узлом урепления к контролируемой трубе, радиальные направляющие, ультразвуковые преобразователи, жестко укрепленные в держателе с подпружиненным ограничителем перемещения, с коническим наконечником, взаимодействующим с впадинами резьбы.
Однако устройство не позволяет контролировать резьбовые соединения свинченных труб, а положение ультразвукового
.преобразователя не зависит От изменения угла ;напиона рчёз&бы, -. ;- -V ..-.- V Известно устройство, содержащее ос- нование закрепленную на нем направляю- в СтшргГли; подвижно размещенную на ней каретку с двигателем и движителем, шарнйрно соединённый с ка- реТкой ультразвуковой преобразователь. :V . Недостатком известного устройства является жесткая заданность на определен- ный диаметр контролируемого резьбового соединения. ... 1- :
Наиболее близким к предлагаемому является устройство для неразрушающего контроля цилиндрических изделий, содержащее основание с роликами, шарнйрно со- единенную с ним систему захватных рычагов, установленный на основании ультVI
00
О
Ј
развуковой преобразователь и опорные ролики, установленные на свободных концах рычагов.
Недостатком известного устройства является то, что установка призмы ультразвукового искателя относительно продольного осевого сечения резьбового соединения постоянна и не зависит от угла наклона резьбы, что снижает точность неразрушающего контроля, так как ультразвуковые лучи падают на контролируемую поверхность под углом, отличающимся от прямого на величину угла наклона резьбы в зоне контроля.
Цель изобретения - повышение точности контроля резьбовых соединений труб различного сортимента путем установки призмы ультразвукового преобразователя относительно продольного осевого сечения резьбового соединения под углом равным углу наклона резьбы в точке выхода ультразвуковых колебаний, который определяется по формуле1
щения, Г-образным ограничителем, одно плечо которого жестко закреплено на ползуне, а другое, расположенное в плоскости, параллельной оси симметрии устройства,
взаимодействует со свободным концом одного из захватных рычагов. Ультразвуковой преобразователь связан с кривошипом таким образом, что ось шарнира кривошипа проходит через точку выходу ультразвуковых колебаний преобразователя, а расстояния Н и 12 межДу осью направляющей и осью шарнира кривошипа и точкой пересечения оси кривошипа с осью направляющей на ползуне равны в заданном масштабе шагу t
резьбы и среднему диаметру DCp резьбы в точке выхода ультразвуковых колебаний соответственно
Угол установки призмы ультразвукового преобразователя относительно плоскости
симметрии устройства описывается формулой
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2405672C1 |
| Устройство для неразрушающего контроля цилиндрических изделий | 1990 |
|
SU1783417A1 |
| Устройство для ультразвукового контроля цилиндрических изделий | 1987 |
|
SU1587433A1 |
| Устройство для ультразвукового контроля конических резьб труб | 1987 |
|
SU1434363A1 |
| Устройство для ультразвукового контроля труб | 1987 |
|
SU1677620A1 |
| Устройство для ультразвукового контроля труб | 1984 |
|
SU1244582A2 |
| Ультразвуковой преобразователь | 1986 |
|
SU1420520A1 |
| Устройство для дефектоскопии труб | 1988 |
|
SU1663531A1 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1755174A1 |
| Устройство для ультразвукового контроля полых цилиндрических изделий | 1985 |
|
SU1307330A1 |
Изобретение относится к неразрушаю- щеМу контролю и может быть использовано ,при ультразвуковом контроле резьбовых участков и резьбовых соединений труб нефтяного сортамента, Цель изобретения - повышение точности контроля резьбы и резьбовых соединений труб различных диаметров - достигается путем установки призмы ультразвукового преобразователя относительно продольного осевого сечения резьбового соединения под углом а, равным углу наклона резьбы, в точке ввода ультразвуковых колебаний с помощью специального механизма. 2 ил. (Л G
/ arctg jj
ср
где t - шаг контролируемой резьбы,
DCp - средний диаметр резьбы в точке выхода ультразвуковых колебаний
Это достигается тем что устройство, содержащее основание с роликами, шарнир- но соединенную с ним систему подпружиненных захватных рычагов, опорные ролики установленные на свободных концах рычагов, ультразвуковой преобразователь, снабжено механизмом, обеспечивающим установку угла поворота призмы ультразвукового преобразователя относительно продольного осевого сечения, равного углу наклона резьбы в точке выхода ультразвуковых колебаний за счет предварительной настройки на заданный шаг резьбового соединения и измерения в процессе контроля среднего диаметра резьбы в зоне контроля. Для этого устройство снабжено направляющей, жестко закрепленной на основании перпендикулярно оси симметрии устройства, ползуном, установленным на направляющей с возможностью возвратно- поступательного перемещения, упругим элементом, передающим ползуну усилие в перпендикулярном оси симметрии устройства направлении, в основании выполнен паз в плоскости, параллельной оси симметрии устройства Устройствотакже снабжено осью, установленной в пазу, кривошипам, один конец которого шзрнирно закреплен на оси, а другой - на ползуне с возможностью возвратно-поступательного переме25
ft-- arctg -jl
что обеспечивает выход ультразвуковых колебаний по нормали к контролируемой поверхности резьбового соединения, использование наибольшего количества
энергии ультразвуковых колебаний и, как следствие, повышение точности контроля резьбовых соединений труб различного сортамента
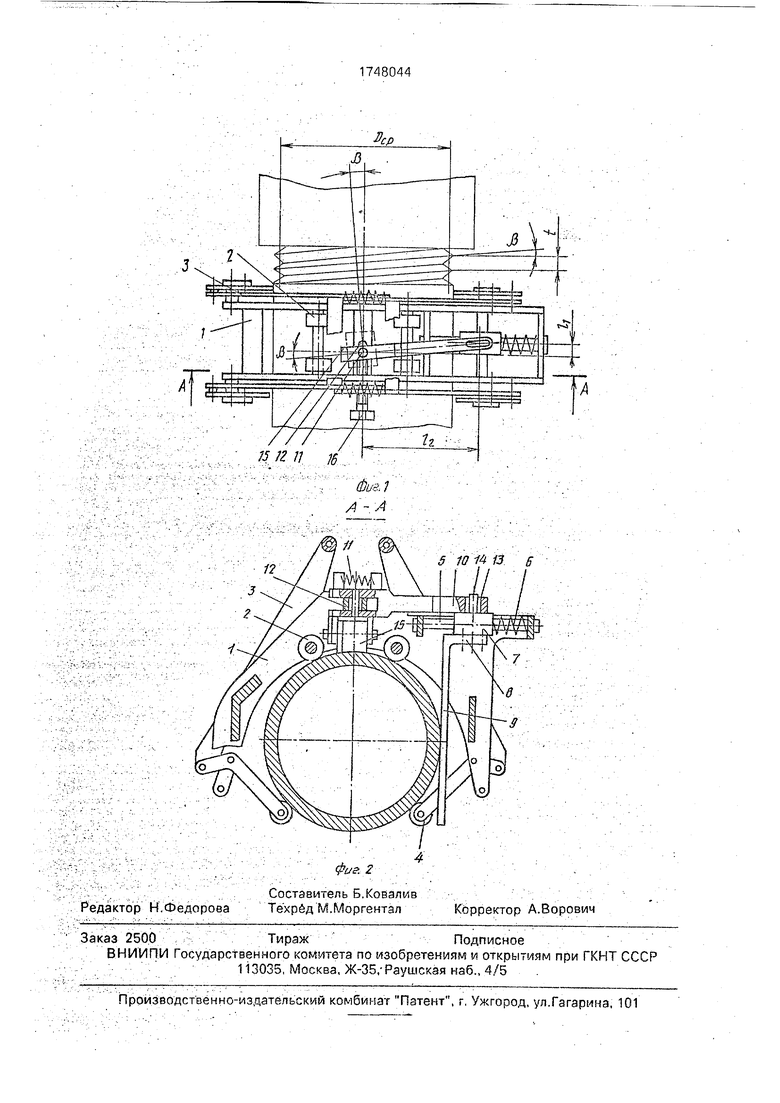
На фиг 1 показано устройство, общий
вид, на фиг 2 - на фиг. 1.
Устройство содержит основание 1 с роликами 2 На основании 1 шарнирно установлены подпружиненные захватные рычаги 2. На основании 1 шарнирно установлены подпружиненные захватные рычаги 3, на свободных концах которых размещены опорные ролики 4, На основании 1 жестко закреплена направляющая 5 с пружиной б. На направляющей 5 установлен с возможностью возвратно-поступательного движения ползун 7, к которому жестко прикреплен Г-образный ограничитель 8, свободный конец которого взаимодействует с роликом 4, а свободное плечо 9
ограничителя 8, которое размещено в плоскости, параллельной оси симметрии устройства, взаимодействует с контролируемым резьбовым соединением труб. Кривошип 10 при помощи оси 11 шарнирно
закреплен на основании 1 в пазу 12, а другой конец снабжен пазом 13, который взаимодействует с пальцем 14, жестко установленным на ползуне 7. К кривошипу 10 прикреплен ультразвуковой преобразователь
15 таким образом, что ось шарнира 11 проходит через точку выходу ультразвуковых колебаний преобразователя 15. Винт 16 закреплен с возможностью вращения на оси 11 и соединен по резьбе с основанием 1.
Устройство работает следующим образом.
Перед началом контроля разводят захватные рычаги 3, шарнирно прикрепленные к основанию 1. При этом опорный ролик 4 оттягивает Г-образный ограничитель 8 вместе с жестко прикрепленным к нему ползуном 7. Винтом 16 устанавливают расстоя- ние И, равное шагу резьбы контролируемого соединения После этого вводят контролируемое соединение внутрь до соприкосновения с роликами 2 После этого сводят между собой рычаги 3 до соприкосновения роликов 4 с контролируемым соединением. Свободное плечо 9 Г-образного ограничителя вследствие отхода ролика 4 прижимается к контролируемому соединению. За счет того, что расстояние И равно в определенном масштабе шагу резьбы конт ролируемого соединения, а расстояние 2 в том же масштабе равно среднему диаметру резьбы в точке отражения ультразвуковых сигналов, достигается возможность сзмо- установки призмы ультразвукового преобразователя относительно продольного осевого сечения под углом, равным углу наклона резьбы в точке отражения ультразвуковых сигналов, т е ввод ультразвуковых сигналов происходит по нормали к контролируемой поверхности, чем достигается по- вышение точности контроля при различных диаметрах контролируемых соединений за счет использования наибольшего количества энергии ультразвуковых колебаний.
Закрепленное на .контролируемом из- делии устройство вручную поворачивают относительно резьбового соединения и с помощью ультразвукового преобразователя 15 осуществляют контроль.
Наличие механизма установки призмы ультразвукового преобразователя в зависимости от шага и среднего диаметра контролируемой резьбы и, следовательно, ввода
ультразвуковых сигналов по нормали к контролируемой поверхности обеспечивает использование наибольшего количества энергии ультразвуковых колебаний и повышает таким образом точность контроля.
Формула из бретения Устройство для ультразвуковой дефектоскопии резьбовых соединений труб, содержащее основание с роликами, шарнирно соединенную с ним систему подпружиненных захватных рычагов, опорные ролики, установленные на свободных концах рычагов, ультразвуковой преобразовэтепь, отличающееся тем что, с целью повышения точности контроля резьбовых соединений труб различного сортамента, оно снабжено направляющей, жестко закрепленной нз основании перпендикулярно оси симметрии устройства, ползуном, установленным на направляющей с возможностью возвратно- поступательного перемещения упругим элементом, передающим ползуну усилие в перпендикулярном оси симметрии устройства направлении, в основании выполнен паз в плоскости параллельной оси симметрии устройства, устройство снабжено осью, установленной в пазу, кривошипом, один конец которого шарнирно закреплен на оси, а другой - на ползуне с возможностью возвратно-поступательного перемещения, Г- образным ограничителем, одно плечо которого жестко закреплено на ползуне, а другое, расположенное в плоскости, параллельной оси симметрии устройства, взаимодействует со свободным концом одного из захватных рычагов, ультразвуковой преобразователь связан с кривошипом таким образом, что ось шарнира кривошипа проходит через точку выхода ультразвуковых колебаний преобразователя, расстояния между осью направляющей с осью шарнира кривошипа и между осью шарнира и точкой пересечения оси кривошипа с осью направляющей на ползуне равны в заданном масштабе шагу резьбы и среднему диаметру резьбы в точке выхода ультразвуковых колебаний соответственно.
77-у
Я П 11 %
Фи- 1 А -А
12
и
5 10 14 13 5
| Устройство для ультразвукового контроля конических резьб труб | 1987 |
|
SU1434363A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для ультразвуковой дефектоскопии резьбовых соединений труб | 1986 |
|
SU1374122A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для неразрушающего контроля цилиндрических изделий | 1983 |
|
SU1233035A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
