Изобретение относится к обработке металлов давлением и может быть использовано при производстве гнутых тонкостенных профилей Т-образного сечения из металлической полосы, в частности потолочных профилей с полыми стенками.
Известен способ изготовления гнутых тонкостенных полых профилей с облицовкой стенок путем последовательного выполнения операций формования, подгибки и обжатия элементов профиля и облицовки (Патент США №6938389, опубл. 06.09.2005). Профиль, полученный этим способом, не обладает высокой поперечной жесткостью, т.к. при скручивании профиля в поперечном сечении происходит отделение и смещение облицовки от полок и стенок профиля.
Наиболее близким к заявляемому решению является способ изготовления гнутого тонкостенного профиля Т-образного сечения с облицовкой полок из металлической полосы с утолщением по основанию стенки, включающий последовательное образование элементов профиля из основной полосовой заготовки, облицовку полок снаружи облицовочной полосовой заготовкой путем подгибки ее краев с охватом концевых частей полок, обжатие сдвоенной стенки с нанесением насечки на поверхность сдвоенной стенки профиля (Патент РФ №2218226, опубл. 10.12.2003).
Известно устройство для изготовления гнутого тонкостенного профиля Т-образного сечения с облицовкой полок, содержащее рабочие клети с верхними и нижними роликами, формующими последовательной подгибкой стенку, полки и краевые элементы облицовки полок, сшивное приспособление, в котором специальными дисками с зубчиками обжимают и наносят насечку на сдвоенную стенку профиля (Патент РФ №2218226, опубл. 10.12.2003).
Недостатками описанных способа и устройства для изготовления гнутого тонкостенного профиля Т-образного сечения является их сложность и высокая трудоемкость, выражающиеся в необходимости использования большого числа переходов и, соответственно, рабочих клетей (в примере описания ближайшего аналога приведено 15 клетей) и применение специального сшивного приспособления. Кроме того, этими способом и устройством невозможно изготовить гнутый тонкостенный профиль Т-образного сечения высокой жесткости с полой стенкой.
Технический результат от использования изобретения состоит в том, что предлагаемые способ и устройство позволяют по сравнением с ближайшими аналогами существенно снизить сложность используемого профилегибочного оборудования, сократить трудоемкость и повысить качество гнутого тонкостенного профиля Т-образного сечения с полой стенкой и облицовкой полок.
Технический результат достигается за счет того, что в способе изготовления гнутого профиля Т-образного сечения с облицовкой полок, включающем образование полой стенки и полок последовательной подгибкой по переходам элементов профиля из основной тонкостенной полосовой заготовки, облицовку полок снаружи полосовой облицовочной заготовкой подгибкой ее краевых элементов с охватом концевых частей полок, в процессе окончательной подгибки облицовочной полосовой заготовки на краевых элементах со стороны стенки наносят насечки глубиной 1÷2 толщины полосовой облицовочной заготовки с шагом 0,5÷5 ширины полки профиля.
Для реализации указанного способа изготовления гнутого профиля Т-образного сечения известное устройство, содержащее рабочие клети с верхними и нижними роликами, формующими из основной тонкостенной полосовой заготовки последовательной подгибкой стенку и полки, а из тонкостенной облицовочной полосовой заготовки - облицовку полок и краевые элементы облицовки полок, в рабочей клети, осуществляющей окончательную подгибку краевых элементов облицовки полок, нижний ролик снабжен выступами высотой 1÷2 толщины полосовой облицовочной заготовки для нанесения насечек. Выступы для нанесения насечек на краевых элементах облицовки полок профиля образованы бойками, которые размещены в отверстиях, выполненных в нижнем ролике рабочей клети, осуществляющей окончательную подгибку краевых элементов облицовки полок.
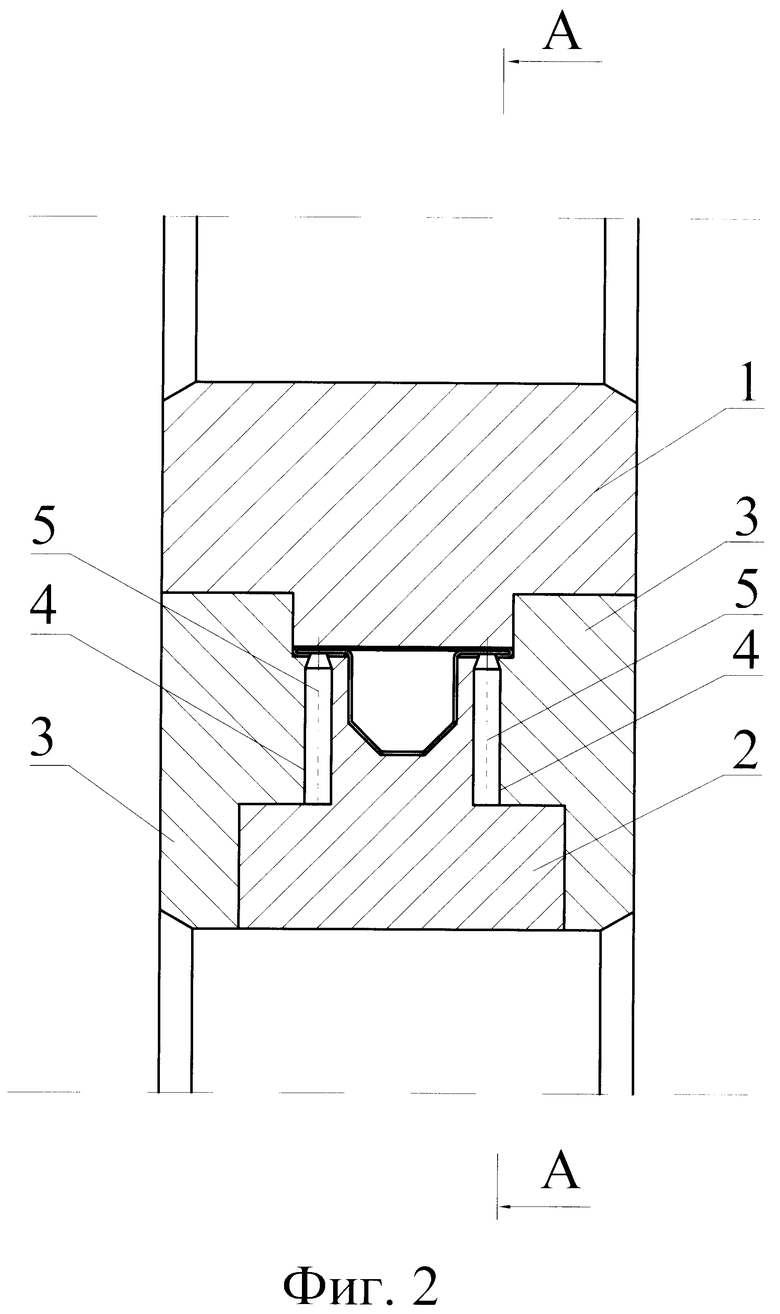
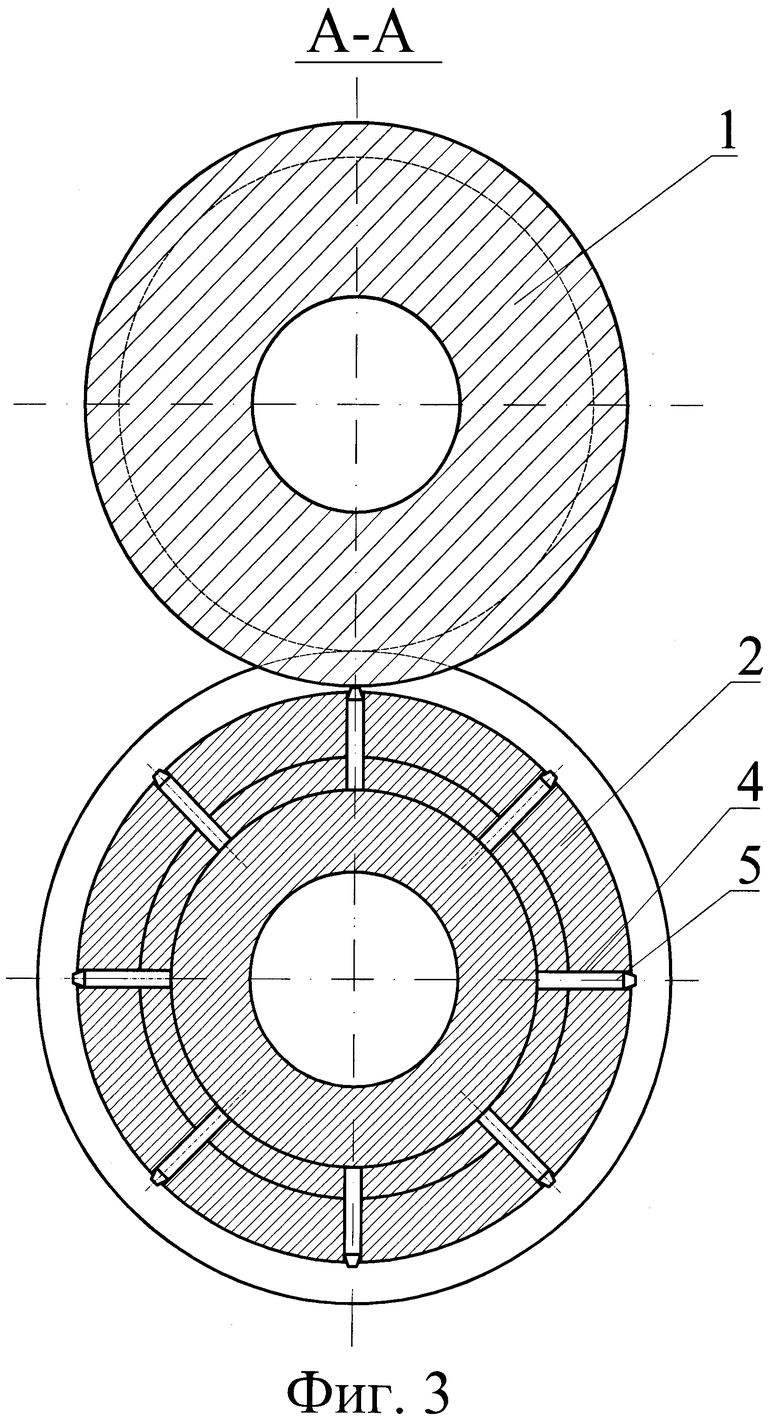
На фиг.1 приведена схема формовки гнутого тонкостенного профиля Т-образного сечения с полой стенкой. Последняя рабочая клеть, в которой производится окончательная подгибка краевых элементов облицовки полок профиля и нанесение на них насечек, представлена на фиг.2. Сечение верхнего и нижнего роликов последней рабочей клети, осуществляющей окончательную подгибку краевых элементов облицовки полок, с выступами для насечки показаны на фиг.3.
Способ осуществляется следующим образом. В соответствии со схемой формовки, представленной на фиг.1, из основной тонкостенной полосовой заготовки за 4 перехода подгибкой с одновременным радиальным и тангенциальным сжатием мест изгиба производится формование полой стенки и полок профиля. Далее производится на полках профиля (см. фиг.1) за 4 перехода подгибка краевых элементов облицовочной тонкостенной полосовой заготовки с охватом концевых частей полок профиля. На последнем переходе, в процессе окончательной подгибки облицовочной полосовой заготовки на краевых элементах со стороны стенки наносят насечки глубиной 1÷2 толщины полосовой облицовочной заготовки с шагом 0,5÷5 ширины полки профиля. Выбранная внешняя форма бойков для насечек обеспечивает сохранение полимерного защитно-декоративного покрытия на облицовке полок профиля.
Устройство для реализации рассмотренного способа изготовления гнутого тонкостенного профиля Т-образного сечения с полой стенкой содержит последовательно установленные рабочие клети с верхними и нижними роликами, формующими последовательной подгибкой полую стенку, полки и краевые элементы облицовки полок согласно схеме формовки (см. фиг.1). В последней рабочей клети (см. фиг.2) профиль проходит в калибре между верхним роликом 1 и составным нижним роликом, состоящим из центральной вставки 2 и двух симметричных боковых вставок 3. В центральной вставке 2 нижнего ролика выполнены отверстия (пазы) 4, в которых размещены бойки 5, выполненные из сплава повышенной твердости (см. фиг.2). Отверстия (пазы) 4 (см. фиг.3) расположены равномерно по поверхности нижнего ролика, например с шагом 0,5÷5 ширины полки профиля. Бойки 5 выступают над поверхностью центральной вставки 2 нижнего ролика на 1÷2 толщины облицовочной полосовой заготовки. В этой последней рабочей клети осуществляется одновременно поддержка полой стенки профиля центральной вставкой 2 нижнего ролика и центральной части облицовки верхним роликом 1, окончательная подгибка краевых элементов облицовки полок нижним роликом, а также выполнение насечек бойками 5 нижнего ролика на краевых элементах облицовки полок профиля.
Пример конкретного выполнения
Опытное производство гнутого тонкостенного профиля Т-образного сечения с полой стенкой в соответствии со схемой формовки, представленной на фиг.1, было произведено на профилегибочном станке ГПС-350М8, разработанным ОАО «Ульяновский НИАТ», из листовой стали 08 сп с толщинами основной и облицовочной полосовых заготовок S=0,5 мм, высотой стенки - 16,5 мм и шириной полок - 34 мм. Изготовление профиля было обеспечено с одновременным радиальным и тангенциальным сжатием мест изгиба за 8 переходов (см. фиг.1), что почти в 2 раза меньше, чем число переходов и рабочих клетей в ближайшем аналоге (Патент РФ №2218226, опуб. 10.12.2003) при изготовлении гнутого тонкостенного профиля Т-образного сечения. При изготовлении профиля с вышеуказанными параметрами в ОАО «Ульяновский НИАТ» без насечек на краевых элементах облицовки полок полученный профиль не обладал необходимой жесткостью, что приводило при испытаниях к скручиванию профиля на 12÷15° на длине 3 м при приложении крутящего момента 0,4÷0,5 Нм. В последующем после выполнения на краевых элементах облицовки полок профиля насечек глубиной 0,8÷1 мм с шагом 35 мм скручивание профиля при испытаниях не превышало 5° на длине 3 м при том же крутящем моменте (0,4÷0,5 Нм).
Таким образом, использование предлагаемых способа и устройства позволяет производить жесткий гнутый тонкостенный профиль Т-образного сечения с полой стенкой в компактном профилегибочном оборудовании с небольшим числом рабочих клетей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| Способ изготовления гнутых @ -образных профилей | 1982 |
|
SU1118448A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ТОНКОСТЕННОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА | 2008 |
|
RU2386508C2 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
Группа изобретений относится к обработке металлов давлением, в частности к производству потолочных профилей с полой стенкой. Способ заключается в последовательной подгибке элементов профиля из основной тонкостенной полосовой заготовки, облицовки полок снаружи полосовой облицовочной заготовкой подгибкой ее краевых элементов с охватом концевых частей полок. В процессе окончательной подгибки облицовочной полосовой заготовки на краевых элементах со стороны стенки наносят насечки определенной глубины с шагом, зависящим от ширины полки профиля. Нижний ролик последней рабочей клети устройства имеет выступы для нанесения насечек. Повышается качество гнутых профилей, сокращается число переходов и трудоемкость изготовления. 2 н. и 1 з.п. ф-лы, 3 ил.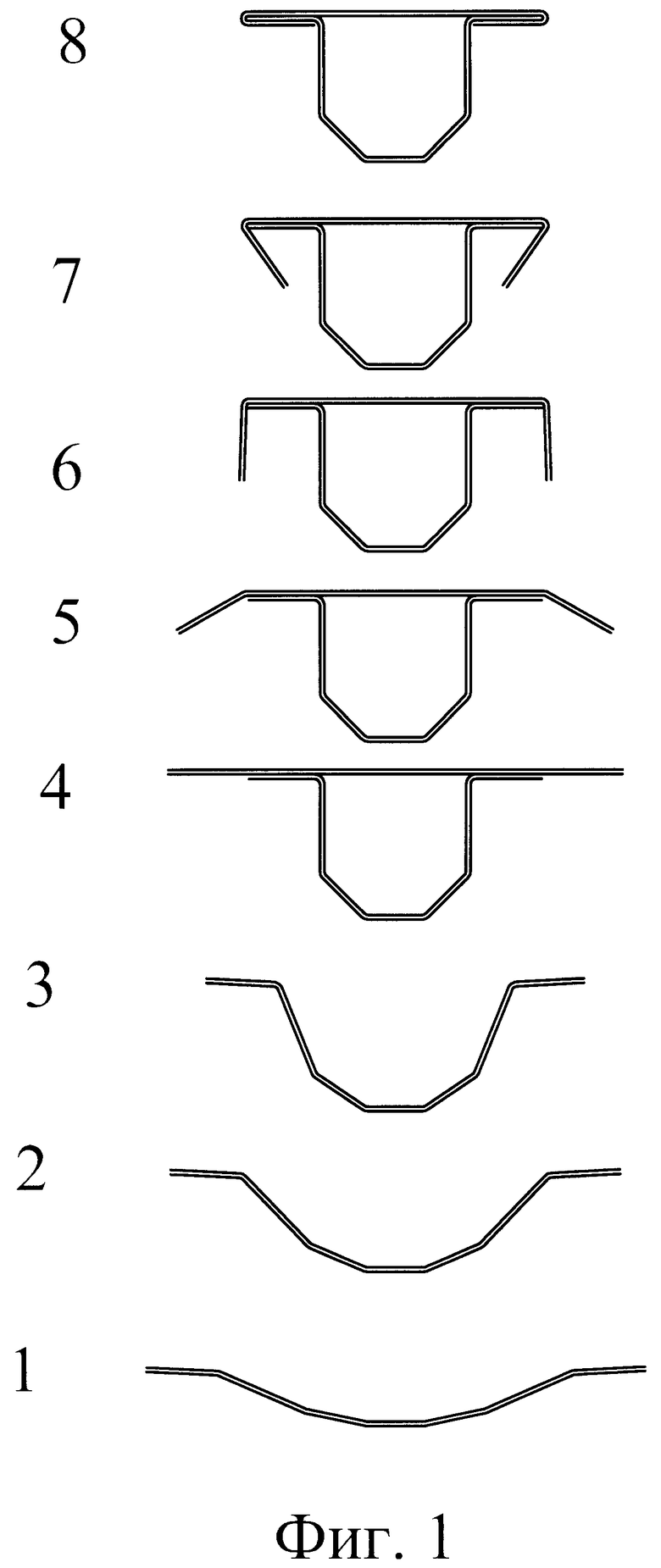
1. Способ изготовления гнутого тонкостенного профиля Т-образного сечения с облицовкой полок, включающий образование полой стенки и полок последовательной подгибкой по переходам элементов профиля из исходной тонкостенной полосовой заготовки, облицовку полок снаружи полосовой облицовочной заготовкой подгибкой ее краевых элементов с охватом концевых частей полок, отличающийся тем, что в процессе окончательной подгибки облицовочной полосовой заготовки на краевых элементах со стороны стенки наносят насечки глубиной 1÷2 толщины полосовой облицовочной заготовки с шагом 0,5÷5 ширины полки профиля.
2. Устройство для изготовления гнутого тонкостенного профиля Т-образного сечения с облицовкой полок, содержащее рабочие клети с верхними и нижними роликами, формующими последовательной подгибкой стенку, полки и краевые элементы облицовки полок, отличающееся тем, что нижний ролик рабочей клети, осуществляющей окончательную подгибку краевых элементов облицовки полок, выполнен с выступами для нанесения насечек высотой 1÷2 толщины полосовой облицовочной заготовки.
3. Устройство по п.2, отличающееся тем, что в нижнем ролике выполнены отверстия, в которых размещены бойки, образующие выступы для нанесения насечек на краевых элементах облицовки полок профиля.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| Способ изготовления профилей с гофрами жесткости | 1970 |
|
SU308608A1 |
| Композиция для изготовления покрытия спортивных площадок | 1986 |
|
SU1452818A1 |

