Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей с покрытием в валках профилегибочных станов, и предназначено для использования преимущественно в черной металлургии, а также в строительстве, тракторном, сельскохозяйственном машиностроении и судостроении
Известен способ получения прямоугольного профиля, в соответствии с которым гибку участков и середины стенки осуществляют на одной позиции и одновременно обжимают прилегающие к стенке угловые участки по их биссектрисам, а при распрямлении осуществляют формовку на стенке поперечных ребер.
Существенным недостатком этого способа является то, что при изготовлении гнутых профилей с покрытием не обеспечивается скоростной режим в калибрах клетей, что способствует нарушению сплошности покрытия, а также деформация изгиба стенки в последующих переходах, то есть волнистость. Кроме этого не обеспечивается качественная отформовка мест изгибов между стенкой и полками в последних переходах.
Известен также способ гнутых профилей полузакрытой формы, в соответствии с которым первоначально формообрэзуют профиль с заданной габаритной шириной на уровне полок и стенкой зауженной ширины за счет отформовки гофра с меньшей шириXJ
СЛ
ной основания и увеличенной высотой, а окончательную подгибку боковых стенок профиля до заданной формы и увеличение ширины основания гофра до требуемой ня готовом профиле величины производят путем разгибания боковых стенок гофров со смещением смежных с гофром участков стенки при сохранении ширины профиля на уровне полок.
Существенный недостаток такого способа заключается в том, что при изготовлении гнутых тонкостенных профилей с покрытием неизбежно нарушение сплошности покрытия, поскольку на заготовку в процессе ее формообразования осуществляется силовое воздействие на элементы стенки, боковых стенок и полки профиля при значительном перепаде линейных скоростей в калибре клети.
Знакопеременная деформация указанных элементов профиля способствует отслоению покрытия, что ведет к ухудшению качества профилей. Неизбежна волнистость на стенке профиля, так как смещение смежных с гофром участков при разгибании бок ззых стенок гофров вызывает различное их защемление в калибре клети. Места изгибов между стенкой и полками в чистовых переходах будут отформованы некачественно, так как осуществляются свободной гибкой.
Наиболее близким по технической сущности к предлагаемому является способ изготовления гнутых профилей, в соответствии с которым на первых переходах подгибку ступенчатой отбортовки осуществляют до вертикального положения одного из ее элементов, подгибая одновременно участок боковой стенк, сопряженный с ней, при размещении краевого элемента отбортовки, горизонтальной стенки и недог- нутого участка боковой стенки на уровне формовки, а поворот ступенчатой отбортовки осуществляют с одновременным возвращением на уровень формовки предварительно отогнутого участка боковой стенки.
По этому способу места интенсивной деформации элементов профиля расположены на уровне формовки, что способствует обеспечению необходимого скоростного режима в калибрах клетей, однако при многократной знакопеременной деформации элементов отбортовки наблюдается отслоение покрытия в местах изгиба и некачественной отформовки мест изгибов, а следовательно ухудшение качества профилей. Неизбежна так же волнистость на стенке и краевых участках отбортовки, так как
многократная деформация ее элементов способствует этому.
Цель изобретения - повышение качества профилей с V-образными отгибами, улучшение отформовки мест изгибов между стенкой и полками и обеспечение сохранности покрытия.
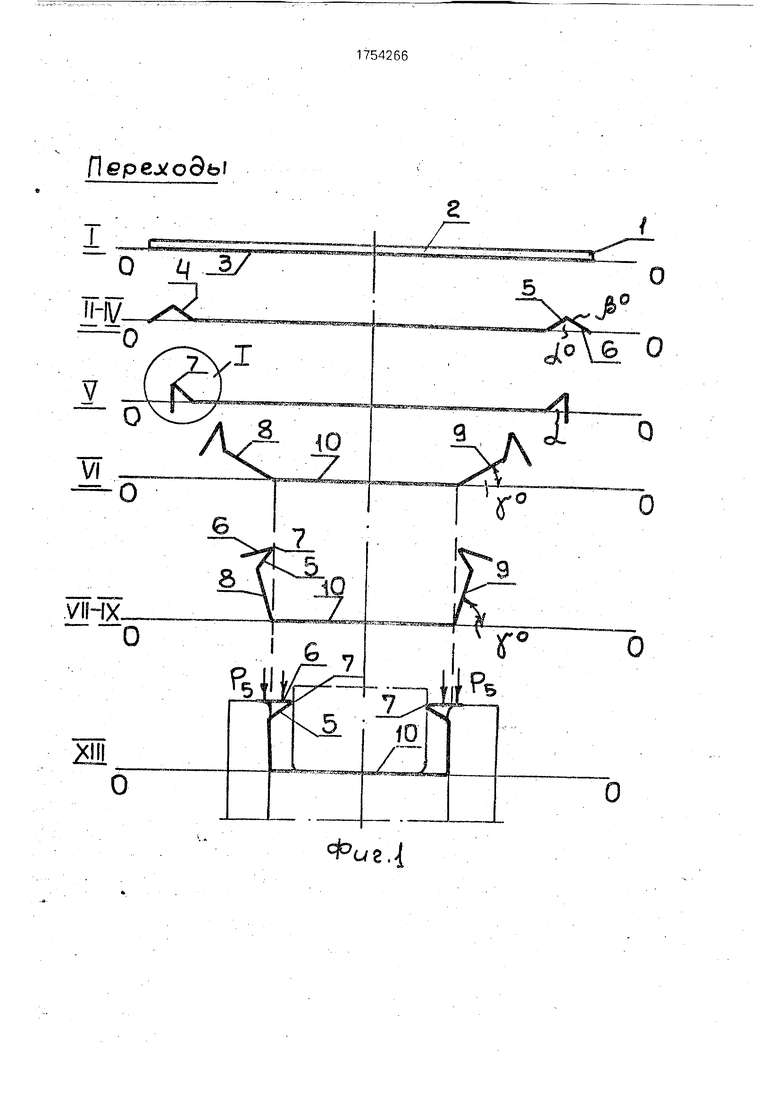
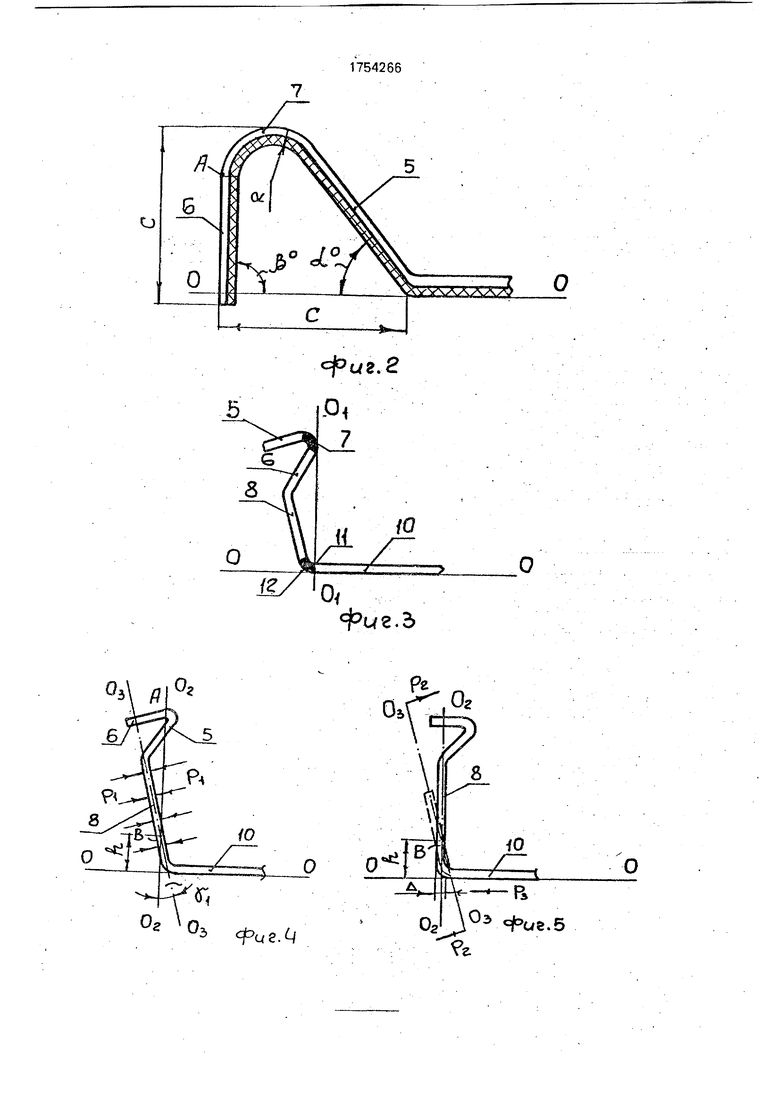
На фиг, 1 приведена схема технологических переходов формообразования гнутого
тонкостенного профиля; на фиг. 2 - V-образ- ный отгиб, включающий краевой и сопряженный участок; на фиг. 3 - прямая . проведенная от наружной поверхности изгиба сопряженного и краевого участка V-образного отгиба на место сопряжения стенки с местом изгиба между стенкой и полкой; на фиг. 4 - прямая , проведенная с конца прямолинейной части краевого участка V- образного отгиба на плоскость формовки
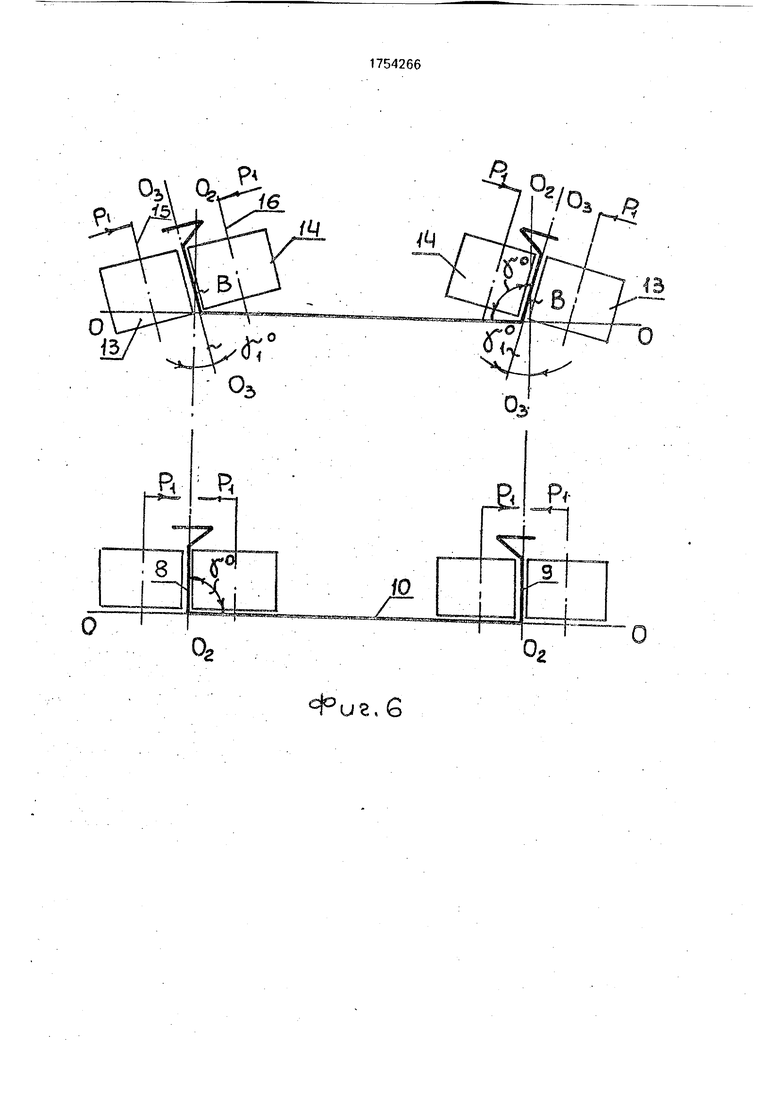
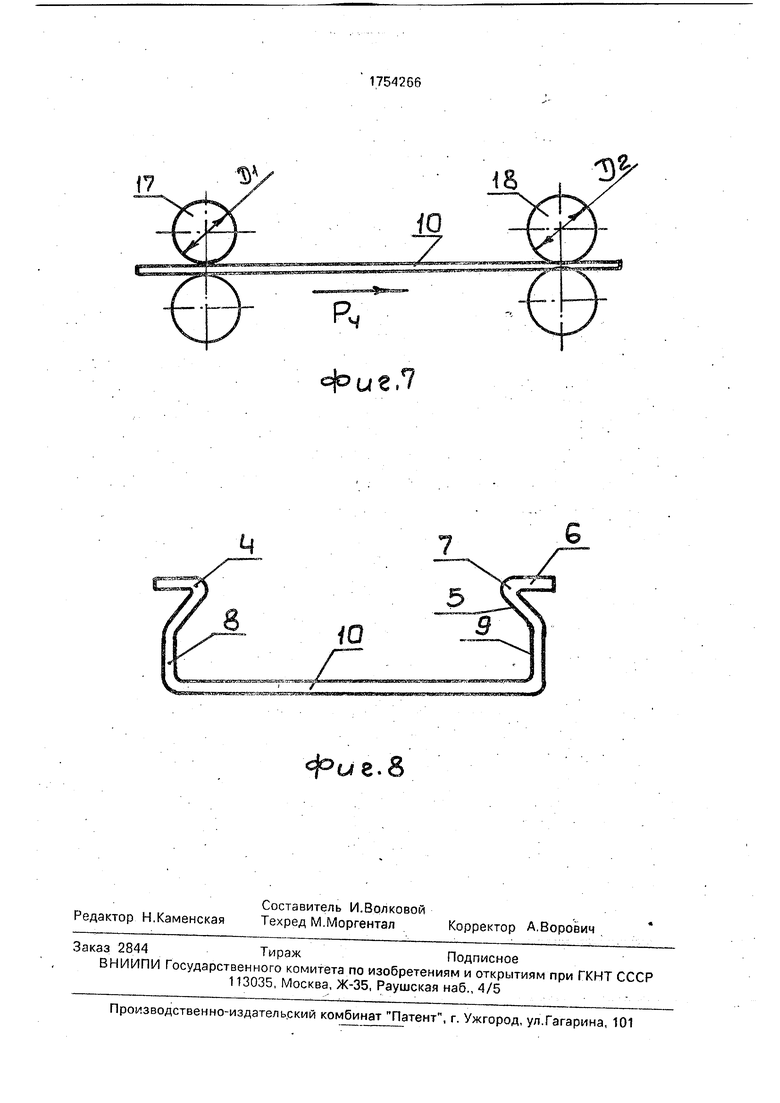
0-0; на фиг. 5 - поворот полки профиля усилием Р2 вокруг точки В, при котором осуществляется растяжение стенки профиля в поперечном направлении; на фиг. 6 - схема расположения и поворота вертикальных роликов вокруг точки В; на фиг. 7 - схема приложения продольной растягивающей силы РЧ к стенке профиля; на фиг. 8 - поперечное сечение гнутого тонкостенного профиля, изготовленного по предлагаемому
способу
В первых переходах I-V из полосовой заготовки 1, состоящей из металла 2 и покрытия 3, в валках профилегибочного стана
отформовывают V-образные отгибы 4, содержащие сопряженные 5 и краевые б участки, а затем подгибку полок 8 и 9 в последующих переходах V-IX осуществляют до совмещения касательной к наружной
поверхности места изгиба 7 между сопряженным 6 с полкой 8 и краевым 5 участками V-образного отгиба 4 с вертикапьной линией Oi-Oi, проходящей в поперечном сечении через участок сопряжения 11 стенки
10 с местом изгиба 12 между стенкой 10 и полкой 8, а затем в чистовых переходах X-XI осуществляют обжатие полок 8 и 9 в пределах упругой деформации усилием Pi с одновременной их подгибкой усилием 2 до
заданных углов за счет поворота на угол yi, вокруг точки В, расположенной в поперечном сечении на полке 8 с растяжением стенки 10 в упругих пределах в плоскости формовки 0-0 поперечными РЗ и продольными РЗ усилиями, а в последнем переходе XIII краевые участки б V-образных отгибов 4 обжимают вертикальными усилиями PS, удерживая при этом в фиксированном состоянии места изгибов 7 сопряженных 5 и краевых 6 участков V-образных отгибов 4.
Усилие Pi создается парой вертикальных неприводных роликов 13 и 14, которые обжимают с обоих сторон полку 8 и установлены на поворотных осях 15 и 16с углом поворота yi, вокруг точки В. При этом осу- ществляется качественная отформовка углов у между стенкой 10 и полкой 8, подгибка полок 8 и 9 до заданных углов. Причем в процессе поворота вертикальных неприводных роликов осуществляется рас- тяжение стенки 10 усилием Рз на величину, равную 1,8-2 мм. Продольное растяжение стенки усилием РА (фиг, 6) достигается за счет разности диаметров D2-Di двух пар приводных роликов 17 и 18 (фиг. 7) между переходами XI-XN.
Установлено, что для профиля ПМ-25 с шириной стенки 44 мм точка В расположена на расстоянии 1,6 мм от уровня формовки, а для профилей ПМ-26 и ПМ27 с шириной стенки 194 и 244 мм соответственно точка В находится на расстоянии 4,5 и 6,2 мм.
Гнутые тонкостенные профили, изготовленные по предлагаемому способу, характеризуются стабильностью геометри- ческих размеров и хорошим качеством по- верхности покрытия в местах изгиба на V-обрэзных отгибах у кромок.
Способ имеет следующие преимуще ства:
повышается качество гнутых профилей за счет уменьшения волнистости на стенке и краевых участках V-обрззных отгибов с 1,8-2,0 мм до 0,3-0,5 мм на погонный метр, что находится в пределах требований ТУ;
улучшается отформовка мест изгибов между стенкой и полками; радиус мест изгибов на этих участках уменьшается с 2,5- 2,8 мм до 1,8-2.0 мм, что отвечает требованиям ТУ;
обеспечивается возможность расширения сортамента гнутых тонкостенных профилей с V-образными отгибами у кромок, нарушение сплошности покрытия отсутствует,
Формула изобретения Способ изготовления гнутых тонкостенных профилей швеллерного типа с V-образными отгибами у кромок, содержащими участки, сопряженные с полкой, и краевые участки, преимущественное покрытием, путем последовательной по переходам подгибки элементов профиля в валках профилегибочного стана, согласно которому вначале отформовывают V-образные отгибы, а затем гтодгибают полки профиля, отличающийся тем, что, с целью повышения качества профилей с V-образными отгибами внутрь профиля за счет устранения волнистости на стенке и краевых участках V-образных отгибов, улучшения от- формовки мест изгибов между стенкой и полками и обеспечения сохранности покрытия, подгибку полок на первых переходах осуществляют до совмещения касательной к наружной поверхности места изгиба между сопряженным с полкой и краевым участками V-образного отгиба с вертикальной линией, проходящей в поперечном сечении через участок сопряжения стенки с местом изгиба между стенкой и полкой, а затем в чистовых переходах осуществляют обжатие полок в пределах упругой деформации с одновременной их подгибкой до заданных углов за счет поворота вокруг точки, расположенной в поперечном сечении на полке, с растяжением стенки в упругих пределах в плоскости формовки поперечными и продольными усилиями; а в последнем переходе краевые участки V-обрэзных отгибов обжимают вертикальными усилиями, удерживая при этом в фиксированном состоянии места изгибов сопряженных и краевых участков V-образных отгибов.
СО Ј СМ
г Ш Гl О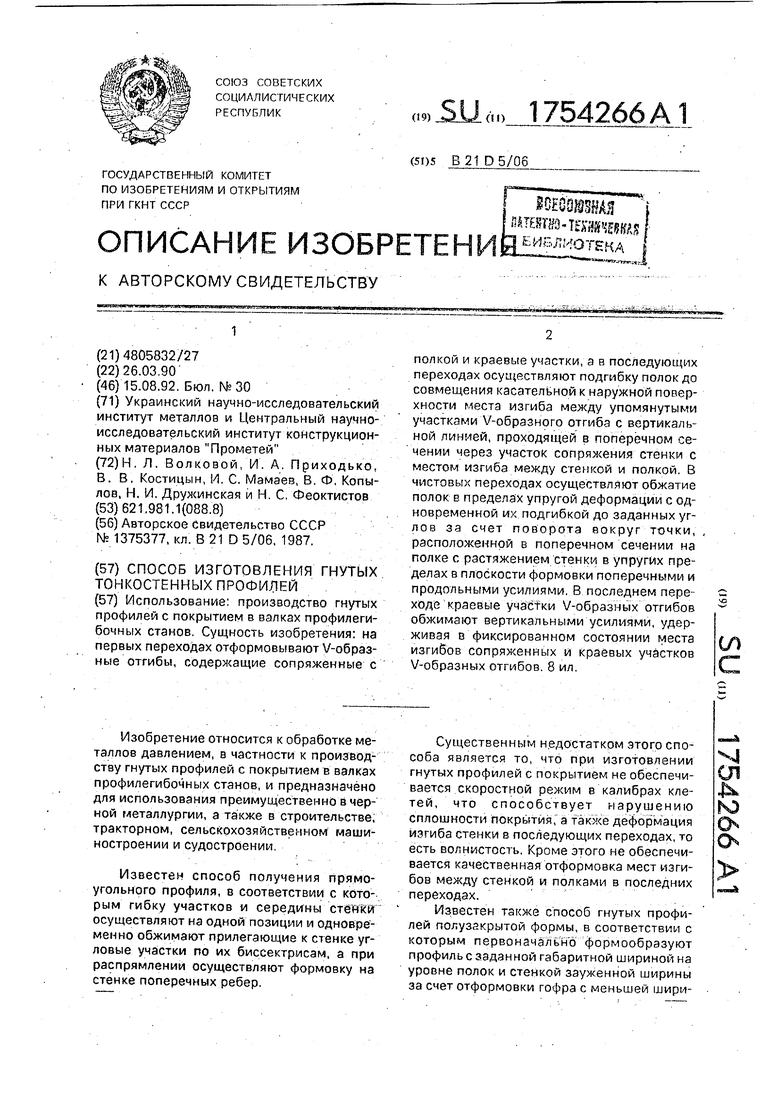
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| Способ изготовления гнутых тонкостенных корытообразных профилей с отбортовками | 1989 |
|
SU1648591A1 |
| Способ изготовления гнутых профилей | 1989 |
|
SU1710166A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ изготовления полузамкнутых гнутых профилей | 1987 |
|
SU1489883A1 |
| Способ изготовления гнутых коробчатых профилей | 1975 |
|
SU551077A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| Способ изготовления гнутых профилей полузакрытой формы | 1986 |
|
SU1344459A1 |
| Способ изготовления гнутыхпРОфилЕй | 1978 |
|
SU799858A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ТОНКОСТЕННЫХ ПРОФИЛЕЙ
Использование: производство гнутых профилей с покрытием в валках профилеги- бочных станов. Сущность изобретения: на первых переходах отформовывают V-образ- ные отгибы, содерхощие сопряженные с полкой и краевые участки, а в последующих переходах осуществляют подгибку полок до совмещения касательной к наружной поверхности песта изгиба между упомянутыми участками V-обрэзного отгиба с вертикальной линией, проходящей в поперечном сечении через участок сопряжения стенки с местом изгиба между сгенкой и полкой. В чистовых переходах осуществляют обжатие полок в пределах упругой деформации с одновременной их подгибкой до заданных уг- лов за счет поворота вокруг точки, расположенной в поперечном сечении на полке с растяжением стенки в упругих пределах в плоскости формовки поперечными и продольными усилиями. В последнем пере ходе краевые участки V-образных отгибов обжимают вертикальными усилиями, удерживая в фиксированном состоянии места изгибов сопряженных и краевых участков V-образных отгибов. 8 ил. (Л
.Ј
5
/fO,
t
.З
°з fli°«
5 ue.Q
Рг
0
е
О
.-о
00
г-о
гР
J
fr
с
лэ
Г
ъ
-)
ел Ji.
NJ 05 35
Ь
Р
ш
-о
Фые.7
ue.S
| Способ изготовления гнутых профилей | 1986 |
|
SU1375377A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
