Изобретение относится к области обработки металлов давлением, в частности к холодной штамповке, и может быть использовано для вырубки заготовок из полосы режущих ножей-линеек и их подготовки для плоских для штанцевальных форм.
Известно «Режущее устройство», содержащее основание, подвижный нож и средство контроля размера отрезаемой заготовки, отличающееся тем, что подвижный нож выполнен с двумя режущими лезвиями, расположенными перпендикулярно друг другу и основанию, и установлен так, что его режущие лезвия составляют угол 45° с продольной кромкой основания, а кромки режущих лезвий параллельны рабочей поверхности основания, нож закреплен на ползуне, размещенном в полости стойки, установленной перпендикулярно основанию и жестко закрепленной на нем, ползун установлен в контакте с эксцентриком, шарнирно соединенным со стойкой, а в эксцентрике жестко закреплена рукоятка, на основании параллельно его продольной кромке по обе стороны от стойки установлены протяженные упоры с возможностью перемещения в направлении, перпендикулярном продольной кромке основания, и последующей их фиксации, средство контроля размера отрезаемой заготовки выполнено в виде измерительной линейки, установленной в пазу, выполненном в основании параллельно одному из протяженных упоров, при этом начало отсчета линейки совпадает с проекцией точки пересечения лезвий ножа на основание, а протяженный упор со стороны измерительной линейки снабжен передвижным упором с фиксатором, торцы протяженных упоров, обращенные к стойке, скошены под углом к продольной кромке основания.
Патент РФ на изобретение №2219047, МПК: B26D 1/06, д. публ. 20.12.2003
Известно «Устройство для вытяжки и обрезки деталей эластичной средой», содержащее матрицу с эластичной средой и пуансонодержатель с закрепленным на нем пуансоном, отличающееся тем, что пуансон прикреплен к пуансонодержателю через эластичную втулку, при этом пуансонодержатель установлен на верхней плите и снабжен металлической втулкой с режущей кромкой, а эластичная среда выполнена в виде диска, запрессованного в матрице.
Патент РФ на изобретение №2173597, МПК: B21D 22/30, д публ.20.09.2001.
Известно «Устройство для резки длинномерного материала», содержащее узел подачи в виде протяжного и подпружиненного относительно него прижимного валков с приводом и узел резки в виде неподвижного ножа и установленного с возможностью взаимодействия с последним и связанного с приводом узла подачи подвижного ножа, отличающееся тем, что оно снабжено механизмом переключения и тормозом реверсивного перемещения материала в процессе резки, узел резки снабжен втулкой с эксцентриком, шестерней и шайбой, привод узла подачи выполнен реверсивным, при этом шестерня узла резки смонтирована на указанной втулке, шайба установлена на эксцентрике втулки с возможностью поворота и шарнирно связан с подвижным ножом, а механизм переключения установлен с возможностью сцепления привода при его рабочем ходе с протяжным валом узла подачи, а при реверсе с шестерней узла резки.
Патент РФ на изобретение №2050229, МПК: B23D 33/02, д. публ. 20.12.1995
Известно «Устройство для вырубки, вытяжки и обрезки деталей», содержащее верхнюю плиту, пуансон, размещенный в металлической втулке, имеющей режущую кромку, вытяжную матрицу, вырубной пуансон и вырубную матрицу, отличающееся тем, что пуансон закреплен на верхней плите с помощью эластичной втулки через пуансонодержатель, вырубная матрица установлена на вытяжной матрице, выполненной с запрессованным в нее диском из эластичной среды, вырубной пуансон подпружинен относительно верхней плиты посредством чередующегося набора эластичных втулок и металлических колец с возможностью взаимодействия с вырубной матрицей.
Патент РФ на изобретение №2240887, МПК: B21D 22/30, д. публ. 27.11.2004
Наиболее близким аналогом к данному изобретению является
«Устройство реверсивной вырубки листовой детали», содержащее неподвижную матрицу, верхнюю пуансон-матрицу, расположенную в неподвижной с возможностью перемещения, подвижный прижим, верхний пуансон, нижнюю пуансон-матрицу и нижний пуансон, установленные с возможностью перемещения, и узлы относительного перемещения верхнего и нижнего пуансонов и верхней и нижней пуансон-матриц, отличающееся тем, что узлы относительного перемещения верхнего и нижнего пуансонов и верхней и нижней пуансон-матриц выполнены в виде верхнего и нижнего кулачков с двойным профилем, установленных с возможностью синхронного вращения и взаимодействия соответственно с верхней пуансон-матрицей и верхним пуансоном, с нижней пуансон-матрицей и нижним пуансоном с обеспечением возможности перемещения верхнего и нижнего пуансонов для фиксации отхода в отверстии вырубаемой детали, последующей первичной деформации заготовки посредством введения в нее нижней пуансон-матрицы, реверсивной деформации заготовки посредством введения в нее верхней пуансон - Патент РФ на ПМ №126270. МПК: B21D 28/14, д. публ. 27.03.2013 г.
К техническому результату заявляемого изобретения относится повышение производительности устройства при сохранении качества получаемых режущих ножей-линеек путем совмещения в одном устройстве блока вырубки с блоками подачи и выравнивания, а также за счет обеспечения блока вырубки корпусом с четырьмя картриджами и размещения в нем блока выбора картриджей, который воздействуя на один из четырех картриджей, позволяет получить режущий нож-линейку определенной геометрии, которая в свою очередь определяется рубящим профилем пуансонов и матриц, установленных в картриджах.
Достижение данного технического результата обеспечивается тем, что Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм, содержит установленный на станине блок вырубки листовой детали из полосы. При этом оно снабжено установленными перед блоком вырубки последовательно расположенными блоком выравнивания и блоком линейной подачи полосы. Блок выравнивания связан с блоком линейной подачи полосы и выполнен с регулируемыми вальцами. Кроме того блок линейной подачи полосы связан с блоком вырубки и выполнен с возможностью захвата полосы, ее протяжки и фиксации посредством пневмоцилиндров, связанных шарико-винтовой парой с сервоприводом, обеспечивающий перемещение полосы в блок вырубки. А блок вырубки в свою очередь состоит из корпуса, в котором установлены четыре картриджа, каждый из которых выполнен из двух подпружиненных относительно друг друга частей в виде подвижной верхней части, с установленным в ней пуансоном, и неподвижной нижней части, в которой установлена матрица, ползуна, расположенного с возможностью поступательного движения от сервопривода посредством эксцентрика, и блока выбора картриджей, состоящего из кулачка, приводимого в движение посредством ременной передачи шаговым двигателем, и расположенного с возможностью передачи поступательного движения ползуна на выбранный картридж, путем воздействия на его верхнюю часть, обеспечивающего смещение пуансона относительно матрицы в процессе вырубки режущих ножей-линеек из полосы. При этом в картриджах установлены пуансоны и матрицы, рубящий профиль которых соответствует заданной геометрии изготавливаемых режущих ножей-линеек.
Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм поясняется чертежами-схемами на фиг. 1, 2, 3, 4, 5, 6.
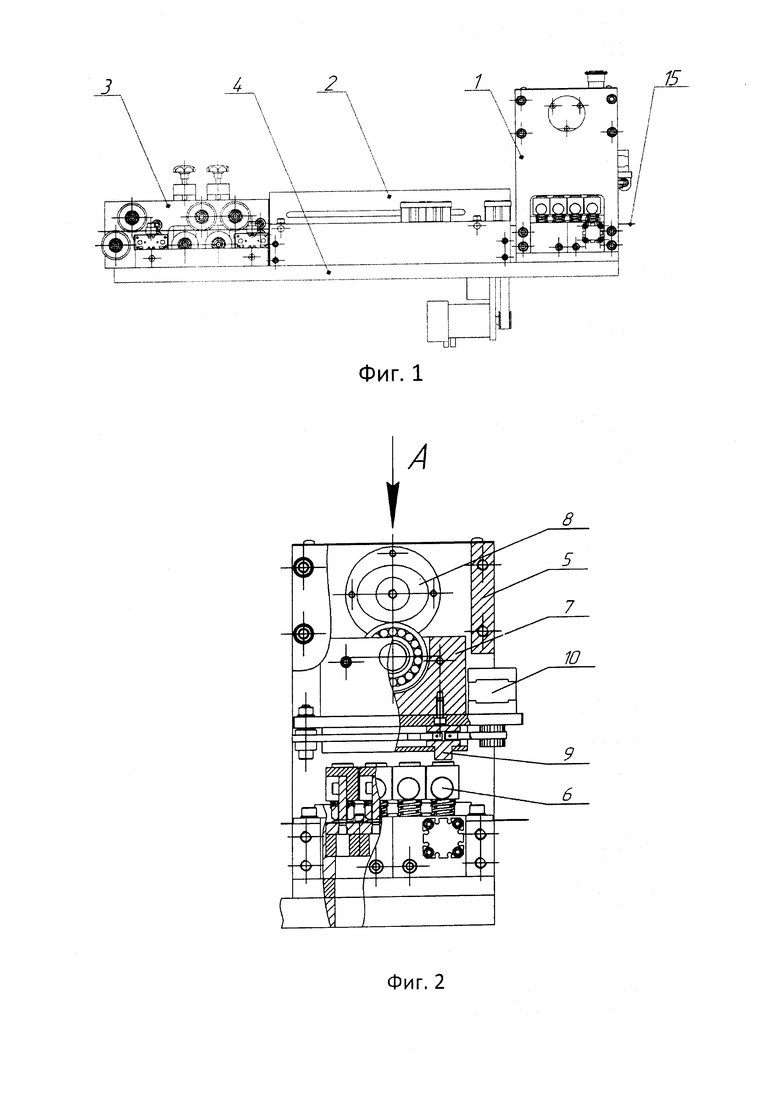
Фиг. 1 - Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм (общий вид в сборке);
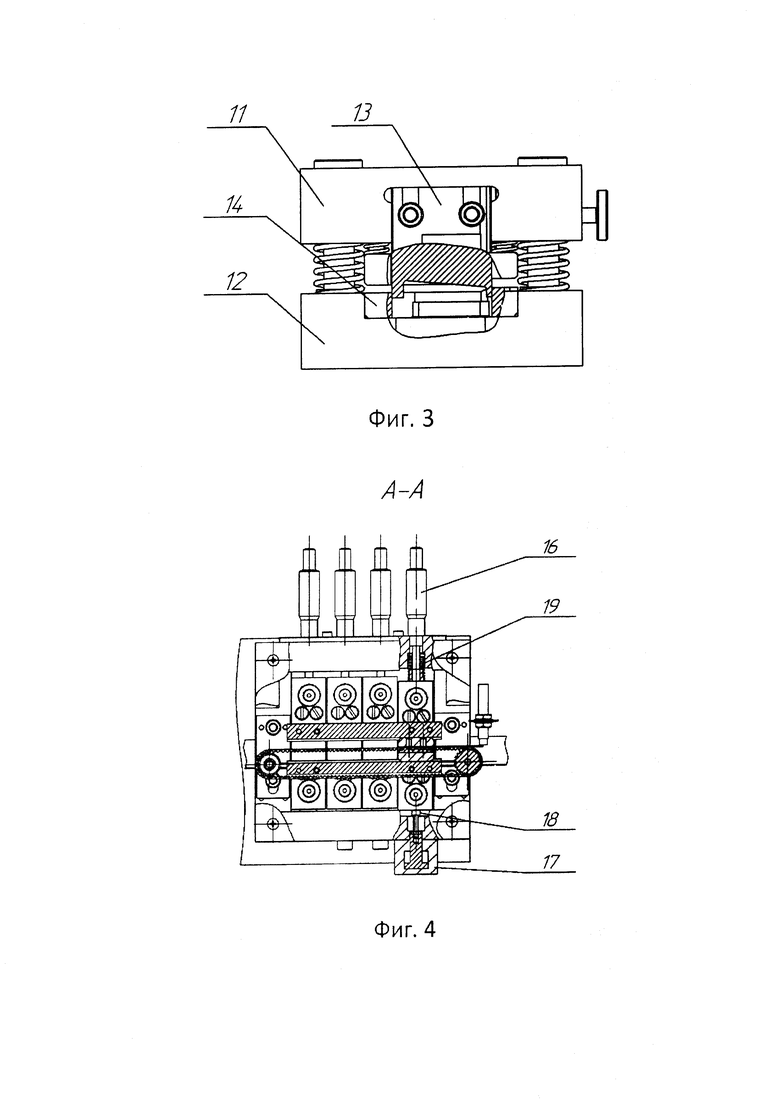
Фиг. 2 - Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм (общий вид блока вырубки);
Фиг. 3 - Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм (общий вид картриджа);
Фиг. 4 - Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм (разрез блока вырубки по А-А);
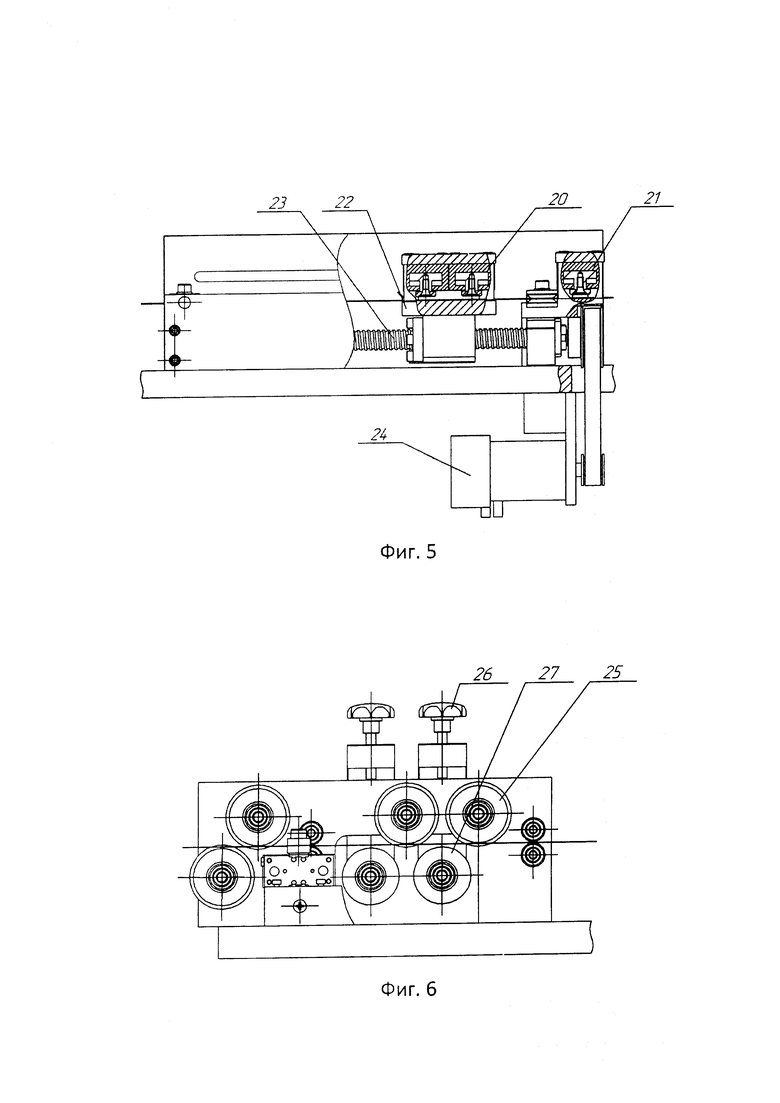
Фиг. 5 - Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм (общий вид блока подачи);
Фиг. 6 - Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм (общий вид блока выравнивания).
Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм содержит блок вырубки 1, блок подачи 2 и блок выравнивания 3, размещенные на станине 4. Блок вырубки состоит из корпуса 5 с установленными в него картриджами 6, ползуна 7, приводимого в поступательное движение серводвигателем посредством эксцентрика 8, блока выбора картриджей, который в свою очередь состоит из кулачка 9, передающего поступательное движение ползуна на выбранный картридж и приводимого в движение посредством ременной передачи шаговым двигателем 10.
Картриджи состоят из двух подпружиненных относительно друг друга частей: верхней 11, на которой установлен пуансон 13 и нижней 12, который снабжен матрицей 14. Регулировка положения картриджей 6 относительно ножа-линейки 15 осуществляется посредством микрометрических винтов 16, которые воздействуют штоком на нижнюю часть 12 картриджа. Кроме того, один из четырех картриджей 6 имеет двухпозиционную регулировку, которая достигается за счет использования пневмоцилиндра 17, воздействующего на нижнюю часть 12 картриджа посредством винта 18. В первой позиции шток пневмоцилиндра 17 полностью втянут в корпус, а картридж нижней частью 12 упирается в винт 18 посредством пружины 19. Во второй позиции шток пневмоцилиндра 17 выдвигается, перемещая нижнюю часть 12 картриджа до соприкосновения со штоком микрометрического винта 16. Двухпозиционная регулировка в совокупности с комбинированными пуансоном 13 и матрицей 14 позволяет расширить функционал картриджа 6. Блок подачи 2 осуществляет протяжку и фиксацию полосы режущих ножей-линеек и последовательно связан с блоком вырубки 1. Захват полосы ножей-линеек для протяжки обеспечивается двумя пневмоцилиндрами 20, а фиксация пневмоцилиндром 21. В движение полоса приводится за счет каретки 22 связанной с шарико-винтовой парой 23, которая, в свою очередь, связана через ременную передачу с серводвигателем 24. Блок выравнивания 3 последовательно связан с блоком вырубки 1 и блоком подачи 2. Выравнивание полосы режущих ножей-линеек обеспечивается механическим воздействием на нее вальцов 25. Регулировка силы механического воздействия осуществляется за счет линейного перемещения подвижных вальцов 27 посредством регулировочного винта 26.
Устройство работает следующим образом: длинномерная полоса режущих ножей-линеек 15 последовательно заправляется в функциональные блоки 3, 2 и 1. При запуске управляющей программы блок подачи 2 производит перемещение выровненной блоком 3 полосы через блок вырубки 1, в котором при поступательном движении ползуна 7 с помошью кулачка 9 узла выбора картриджей осуществляют воздействие на верхнюю часть корпуса 11 одного из выбранных картриджей, в следствие чего происходит смещение пуансона 13 относительно матрицы 14, закрепленной в неподвижной части 12 картриджа, и соответственно происходит вырубная штамповка ножа-линейки 15, то есть выполняется запрограммированная операция вырубной штамповки. Геометрия режущих ножей-линеек определяется рубящим профилем пуансонов и матриц, установленных в картриджи.
Устройство работает следующим образом: длинномерная полоса режущих ножей-линеек 15 последовательно заправляется в функциональные блоки 3, 2 и 1. При запуске управляющей программы блок подачи 2 производит перемещение выровненной блоком 3 полосы через блок вырубки 1, в котором с помощью узла выбора картриджей воздействуют на верхнюю часть корпуса 1 Определенного картриджа кулачком 9 при поступательном движении ползуна 7 происходит смещение пуансона 13 относительно матрицы 14, закрепленной в неподвижной части 12 картриджа, вследствие чего происходит вырубная штамповка ножа-линейки 15, то есть происходит запрограммированная операция вырубной штамповки.
Предложенное в качестве изобретения «Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм» позволяет повысить производительности устройства при сохранении качества получаемых режущих ножей-линеек, путем совмещения в одном устройстве блока вырубки с блоками подачи и выравнивания, кроме того повысить функциональность устройства за счет обеспечения блока вырубки четырьмя картриджами и размещенного в нем узла выбора картриджей, который воздействуя на один из четырех картриджей, позволяет получить режущий нож-линейку определенной геометрии, которая в свою очередь определяется рубящим профилем пуансонов и матриц, установленных в картриджах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫРУБКИ ПАЗОВ В ПОЛОСОВЫХ ЗАГОТОВКАХ | 2002 |
|
RU2217298C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| Штамп для чистовой вырубки | 1991 |
|
SU1807907A3 |
| ШТАМП ДЛЯ ВЫРУБКИ | 2005 |
|
RU2297296C1 |
Изобретение относится к области обработки металлов давлением, в частности к холодной штамповке, и может быть использовано для вырубки заготовок из полосы режущих ножей-линеек и их подготовки для плоских штанцевальных форм. Устройство содержит установленный на станине блок вырубки листовой детали из полосы и последовательно установленные перед ним блок выравнивания и блок линейной подачи полосы. Блок выравнивания связан с блоком линейной подачи полосы и выполнен с регулируемыми вальцами. Блок линейной подачи полосы связан с блоком вырубки и выполнен с возможностью захвата полосы, ее протяжки и фиксации. Блок вырубки состоит из корпуса, в котором установлены четыре картриджа, каждый из которых выполнен из двух подпружиненных относительно друг друга частей, ползуна и блока выбора картриджей. В картриджах установлены пуансоны и матрицы, рубящий профиль которых соответствует заданной геометрии изготавливаемых режущих ножей-линеек. Повышается производительность устройства при сохранении качества получаемых режущих ножей-линеек. 6 ил.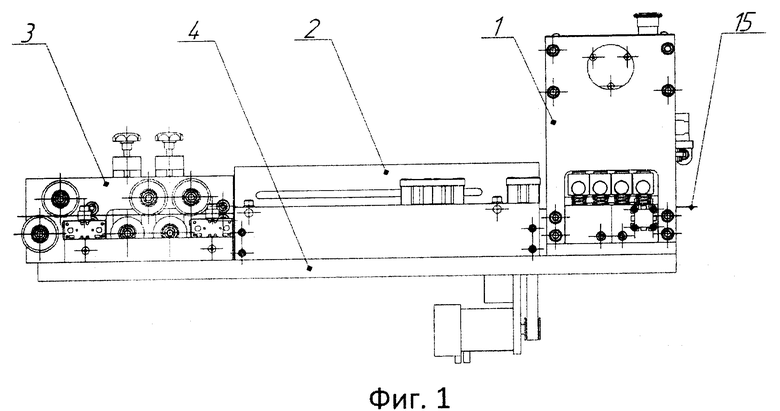
Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм, содержащее установленный на станине блок вырубки листовой детали из полосы, отличающееся тем, что оно снабжено установленными перед блоком вырубки последовательно расположенными блоком выравнивания и блоком линейной подачи полосы, при этом блок выравнивания связан с блоком линейной подачи полосы и выполнен с регулируемыми вальцами, кроме того, блок линейной подачи полосы связан с блоком вырубки и выполнен с возможностью захвата полосы, ее протяжки и фиксации посредством пневмоцилиндров, связанных шарико-винтовой парой с сервоприводом, обеспечивающий перемещение полосы в блок вырубки, а блок вырубки, в свою очередь, состоит из корпуса, в котором установлены четыре картриджа, каждый из которых выполнен из двух подпружиненных относительно друг друга частей в виде подвижной верхней части с установленным в ней пуансоном и неподвижной нижней части, в которой установлена матрица, ползуна, расположенного с возможностью поступательного движения от сервопривода посредством эксцентрика, и блока выбора картриджей, состоящего из кулачка, приводимого в движение посредством ременной передачи шаговым двигателем, и расположенного с возможностью передачи поступательного движения ползуна на выбранный картридж путем воздействия на его верхнюю часть, обеспечивающего смещение пуансона относительно матрицы в процессе вырубки режущих ножей-линеек из полосы, при этом в картриджах установлены пуансоны и матрицы, рубящий профиль которых соответствует заданной геометрии изготавливаемых режущих ножей-линеек.
| Способ электрохимического получения индия, олова, свинца и сплава индий-галлий | 1959 |
|
SU126270A1 |
| Прибор для подогрева воздуха отработавшими газам и двигателя | 1921 |
|
SU320A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Устройство для вырубки заготовок из полосового и ленточного материала | 1979 |
|
SU871926A1 |
| Автоматизированная линия для штамповки листовых деталей | 1982 |
|
SU1069906A1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| WO 1997018047 A1, 22.05.1997. | |||

