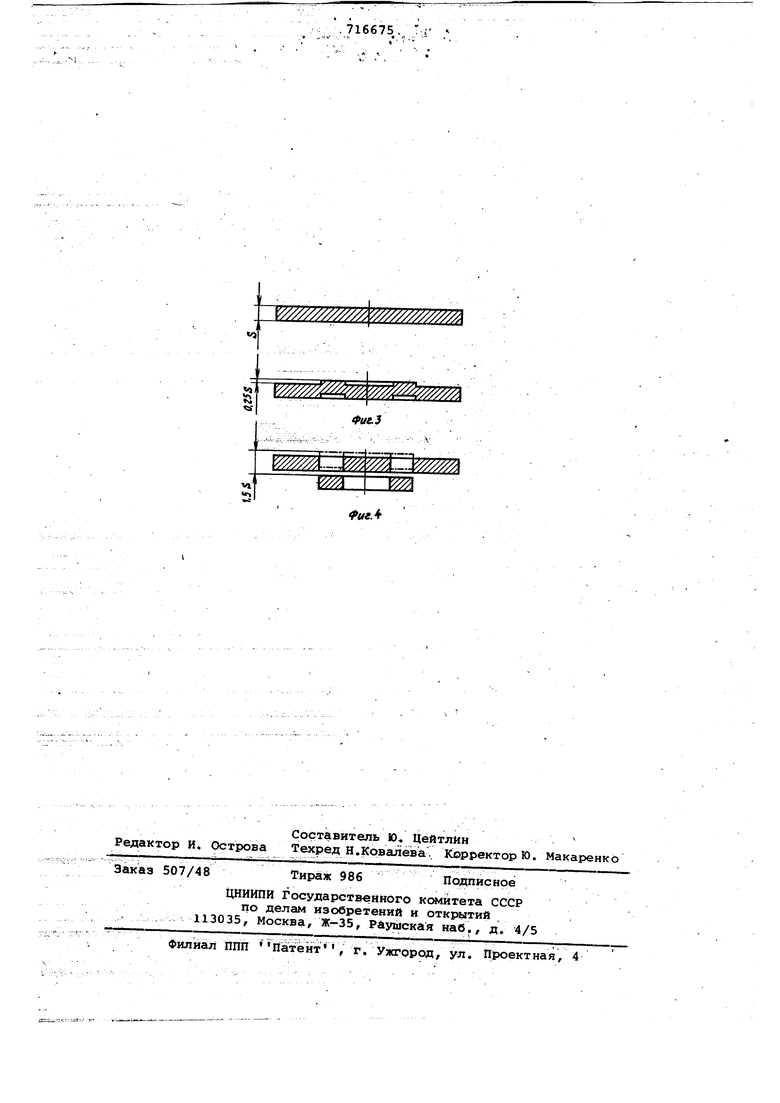
(54) ШТАМП ДЛЯ ЧИСТОВОЙ РЕВЕРСИВНОЙ ВЫРУБКИ ДЕТАЛЕЙ И ПРОБИВКИ В НИХ ОТВЕРСТИЙ На фиг. 1 показан штамп, общий видслева- в положении контакта рабочих инструментов с заготовкой и нижней пуансон-матрицы с ползушками/ -справа - в положении внедрения.верхни х инструментов в эаготойку на част ее глубины и толкателей в нижн плиту: нафиг. 2 - то же (слева - по ложение контакта рабочих инструментов с заготовкой и нижней пуансонматрицы с ползушками, справа - полож ние 3 нижней мертвой точке); на фиг. 2 полуфабрикат после внедрения интрументов на часть его толщины; ка иг. 4 - готовая деталь в отход. Штамп содержит нижню-з ппу гу 1, на которой закреплены стойки 2, нижние вырубная матрица 3, пуансон-матрииа 4, пробивной пуансон 5. В стойках 2 в два яруса расположены ползушки б, снабженные пружинами 7. Штамп содержит также верхнюю плиту 8, на которой закреплены клинья 9, верхние вырубная матрица 10, пуансон-матрица 11, пробивной пуансон 12. Вырубные матрицы 3 и 10 опираются соответственно на нижнюю 1 и верхнюю 8 плиту через толкатель 13, упругие элементы 14 и 15. Нижняя 4 и верхняя 11 пуансон-матрицы подпружинены соответственно упругими элементами 16 и 17. Штамп работает следующим образом При ходе ползуна пресса вниз верх няя плита 8 вместе с верхним пуансон матрицей 11, верхней матрицей 10, верхним пуансонсм 12, клиньями 9 и упругими элементами 17 и 15 опускают ся. При этом верхний пуансон-матрица 11, верхняя матрица 10 и верхний пуансон 12 прижимают заготовку 18, к нижней пуансон-матрице 4, нижнему пу ансону 5 и нижней матрице 3, нижний и верхний упругие элементы 16, 1 и 15 частично сжимаются, а нижний пу сон-матрица 4 опускается до упора в нижние ползушки 6 (см. фиг. 1 вид слева). При дальнейшем ходе ползуна прес са вниз клинья 9 своими верхними выступами перемещают в горизонтальном направлении верхние подпружиненные ползушки 6, которые в свою очередь сво.ими клиновыми выступами перемещают вниз, относительно верхней пуансо матрицы 11, верхнюю матрицу 10 и Вер ний пуансон 12 на величину до 0,25 S Нижняя матрица 3.и нижний пуансон 5 также опускаются относительно нижней пуансон-матрицы 4, вызывая врезание этой пуансон-матрицы 4 в .,заготовку 18 на ту же величину 0,25 S. При этом нижний упругий элемент 14, а также верхние упругие элементы 15 и 17 дополнительно сжимаются, а толкатели 13 упираются в нижнюю пли ту 1 (фиг. 1, вид справа), и заготовка принимает форму, изображенную на фиг. 3. При дальнейшем ходе ползуна пресса вниз клинья 9 своими нижними выступами выводят из зацепления нижние ползушки б с нижней пуансон-матрицей 4, упругие элементы 16 и 17 окончательно сжимаются , а верхняя плита 8 опускается до прикосновения с верхней поверхностью пуансон-матрицы 11 (фиг. 2, вид слева). При опускании ползуна в крайнее нижнее положение верхняя плита В совместно с верхней пуансон-матрицей 11 также опускаются и при этом пуансонматрица 11 производит полный срез по наружному и внутреннему контуру, нижняя пуансон-матрица 4 опускается и окончательно снижает угругий элемент 16 (фиг. 2, вид справа), а заготовка 18 принимает вид, изображенный на фиг. 4. . При обратном ходе ползуна пресса подвижные детали штампа возвращаются в исходное положение, а готовая деталь с отходами удаляется из рабочей зоны штампа. Новую заготовку устанавливают в рабочую зону штампа и цикл повторяют. Формула изобретения Штамп для чистовой реверсивной вырубки деталей и пробивки в них отверстий на прессе простого действия, содержащий верхнюю и нижнюю плиты и соосно установленные на каждой из них вырубную матрицу, пуансон-матрицу и пробивной пуансон и оснащенный узлом относительного перемещения матриц, пуансон-матриц и пуансонов, о и-ча ю щ и и ся тем, что, с целью упрощения конс трукции штампа и облегчения условий эксплуатации, узел относительного перемещения выполнен в виде подпружиненных ползушек, размещенных с возможностью перемещения в горизонтальных плоскостях на нижней плите штампа двумя расположенными один над другим верхним и нижним ярусами, взаимодействующими соответственно с верхней матрицей и нижней пуансон-матрицей, клиньев, закрепленных на верхней плите и взаимодействующих с ползушками, и упругих элемен- тов, установленных между верхней и нижней плитами и соответствующими матрицами и пуансон-матрицами. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 225834, кл. В 21 D 28/14, 1967. 2.Авторское свидетельство ЧССР № 153897, кл. 49 с 19 В 23 D 33/08, 1974 (прототип). ,
«Vs./
%Щ%% %;%%1
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления тарельчатых пружин | 1978 |
|
SU721184A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1972 |
|
SU349452A1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1973 |
|
SU394138A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |

у/////// /1:Щ// // МШШ(
v
Фие.3
