Изобретение относится к ковочному прессу с горячим штампом, в частности, для изотермической ковки и к средству теплоизоляции для этого пресса.
При ковке с горячим штампом верхний штамп опускается на нижний штамп для последовательного прессования поковки, и при этом штампы нагреты до высокой температуры (обычно выше 800°С). В этом типе ковки поковочный материал по причине его высокой температуры находится в состоянии, соответствующем его пределам способности деформироваться при ковке. Длительность ковки с горячим штампом достаточно высокая и в любом случае не сводится к краткому мгновению, соответствующему удару. Этот тип ковки обычно используется для формирования деталей, трудно поддающихся ковке, например деталей с крупной площадью поверхности, или деталей, сделанных из металлургически сложных материалов.
Изобретение относится, во-первых, к ковке с горячим штампом, и точнее к прессу для изотермической ковки, т.е. ковке, при которой штампы и поковка находятся при одинаковой температуре, неизменной в течение всего процесса ковки. Изобретение также относится к более общему случаю ковки с горячим штампом, при которой штампы и поковка находятся при постоянной температуре и при которой заготовку, нагретую перед ковкой до температуры, более высокой, чем температура штампов, охлаждают во время выполнения ковки.
Пресс для осуществления процесса ковки с горячим штампом обычно содержит нижний штамп и верхний штамп, которые установлены на нижнем основании пресса и верхнем основании пресса, и, как вариант, с применением опорной плиты. Так как температура материала поковки должна быть равномерной, а также для исключения образования таких дефектов ковки, как складки или трещины, для обеспечения в поковке образования имеющих хорошие характеристики микроструктур штампы должны находиться при очень высокой температуре (выше 800°С), и при этом основания или промежуточные плиты, которые часто сделаны из стали, должны находиться при низкой температуре, чтобы сохранять свои механические свойства. Следовательно, нужно обеспечить хорошую теплоизоляцию между штампами и их опорным основанием или плитой.
Для этого известный уровень техники предусматривает между каждым штампом и его опорным элементом средство теплоизоляции, состоящее из последовательности толстых пластин (обычно две-три пластины), выполненных из сплавов и из материалов с низкой теплопроводностью, например из такого сплошного керамического материала, как диоксид циркония, кремнезем или пирографит, и обладающих высокой механической прочностью при высокой температуре.
В документе JP 63171239 предложено выполнение керамического слоя (Si3N4 или ZrO2) между каждой промежуточной пластиной, расположенной в структуре примыкающих друг к другу столбцов многоугольного поперечного сечения.
Это изолирующее средство имеет очень большую толщину, т.к. градиент температуры между штампами и их опорными элементами очень значительный. Например, толщина этого средства для каждого основания 4000-тонного пресса может доходить до 600 мм, т.е. в общем 1200 мм для всего пресса, и это обстоятельство соответствующим образом уменьшает имеющееся расстояние между основаниями, в котором должна размещаться поковка.
То есть, не всегда имеется возможность использования прессов известного уровня техники для ковки с горячим штампом, и эти прессы нужно заменять новыми прессами более крупных размеров, в результате чего значительно повышаются капитальные затраты и производственные издержки.
Далее для выполнения этих теплоизолирующих средств требуется большое количество дорогостоящих материалов (никелевые сверхсплавы, кобальтовые сплавы, керамические материалы), трудно поддающиеся станочной обработке. Поэтому эти средства очень дорогие.
Авторами настоящего изобретения предложено уменьшить толщину изолирующего средства для прессов для осуществления ковки с горячим штампом и устранения упоминаемых выше недостатков.
Изобретение относится к ковочному прессу для штамповки с горячим штампом при рабочей температуре Т, который содержит два штампа, установленных между их двумя опорными элементами, при этом теплоизолирующее средство расположено между каждым штампом и его опорным элементом, отличающемуся тем, что упомянутое средство содержит по меньшей мере два налагающихся один поверх другого слоя, при этом первый слой содержит первый материал, механические и тепловые свойства которого соответствуют работе при температуре выше температуры Т, второй слой содержит второй материал, механические и тепловые свойства которого соответствуют работе при температуре ниже температуры Т и теплопроводность которого ниже теплопроводности первого материала и приблизительно равна 0,2 Вт/м·К с допустимым отклонением от этого значения в пределах 10%.
В настоящем изобретении за счет того, что материалы с низкой теплопроводностью обычно имеют низкое механическое сопротивление при высокой температуре, возможно достаточное снижение температуры благодаря наличию слоя первого материала для обеспечения того, что второй материал находится в температурных пределах, в которых его механические свойства будут достаточными для его использования в прессе; причем этот второй материал по причине своей низкой теплопроводности обеспечивает возможность действенного изолирования опорного элемента по отношению к штампу. Поэтому толщину этого средства можно уменьшить: для толщины первого слоя достаточно, чтобы он лишь обеспечивал тепловую защиту второму слою для сохранения его механических свойств, и тогда он, обладая очень низкой теплопроводностью, может иметь очень небольшую толщину.
Таким образом, за счет комбинирования механических и тепловых свойств двух слоев обеспечивается возможность уменьшения толщины теплоизолирующего средства, расположенного между каждым штампом и его опорным элементом.
Температура Т предпочтительно составляет 800°С.
Также предпочтительно, чтобы опорные элементы штампов были выполнены из стали.
Пресс предпочтительно рассчитан на поковки, выполняемые под давлением выше 20 МПа.
Целесообразно, чтобы теплопроводность первого материала приблизительно составляла 2 Вт/м·К с допустимым отклонением от этого значения в пределах 10%; причем первый материал является керамическим материалом.
Второй материала целесообразно является листовой слюдой горячего прессования.
При помощи этих материалов авторами настоящего изобретения было сконструировано изолирующее средство для 4000-тонного пресса с общей толщиной двух слоев величиной в 100 мм, тем самым уменьшая толщину изоляции по сравнению с известным уровнем техники более чем на 83%.
Настоящее изобретение также относится, в качестве его промежуточного результата, к изолирующему средству для упоминаемого выше ковочного пресса с горячим штампом, которое выполнено в виде пластины, содержащей по, меньшей мере, два налагаемых друг на друга слоя; при этом первый слой содержит первый материал, механические и тепловые свойства которого соответствуют работе при температуре выше температуры Т; и второй слой содержит второй материал, механические и тепловые свойства которого соответствуют работе при температуре ниже температуры Т, и его теплопроводность ниже теплопроводности первого материала и приблизительно составляет 0,2 Вт/м·К с допустимым отклонением от этого значения в пределах 10%.
Изобретение применимо, в частности, для изотермической ковки, но заявитель не ограничивает объем своих прав только этим применением.
Изобретение поясняется приводимым ниже описанием ковочного пресса с горячим штампом и теплоизолирующего средства согласно настоящему изобретению, со ссылкой на прилагаемые чертежи, на которых:
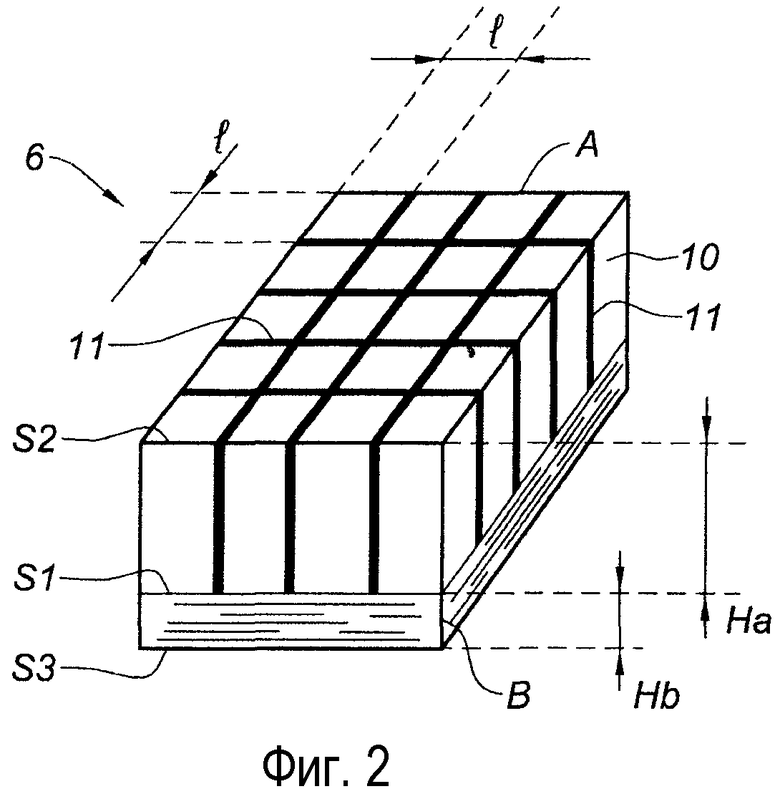
Фиг.1 схематически показывает в сечении предпочтительное осуществление ковочного пресса с горячим штампом согласно настоящему изобретению; и
Фиг.2 схематически показывает изображение в перспективе и в поперечном сечении предпочтительного осуществления теплоизолирующего средства согласно настоящему изобретению.
На Фиг.1 изображен ковочный пресс 1 с горячим штампом согласно настоящему изобретению, содержащий нижнее основание 2 пресса и верхнее основание 3 пресса, обращенное к нижнему основанию 2. Верхнее основание 3 выполнено с возможностью вертикального поступательного перемещения относительно нижнего основания 2. На нижнем основании 2 и верхнем основании 3 установлены промежуточные плиты, соответственно нижняя плита 4 и верхняя плита 5, выполненные в данном случае из стали.
На каждой промежуточной плите 4, 5 установлены, соответственно, нижний штамп 7 и верхний штамп 8 для размещения и прессования поковки 9. Поковка 9 обычно является сплавом, для которого требуется применение ковки с горячим штампом горячей штампованной ковки. В данном случае это - изотермическая ковка. Поперечное изолирующее средство, не показываемое, но хорошо известное специалистам в данной области техники, обеспечивает возможность выполнения этого процесса.
Теплоизолирующее средство 6, 6′ располагается между каждой из плит 4, 5 и установленными на них штампами 7, 8. Два теплоизолирующих средства 6, 6′ в данном случае одинаковые и выполнены в виде пластины в форме параллелепипеда и с многоугольным основанием в соответствии с геометрией плит 4, 5 и штампов 7, 8, между которыми они расположены, при этом они обращены в том или ином направлении в зависимости от их нахождения в нижнем положении (6) или верхнем положении (6′). Форма плит, штампов и теплоизолирующего средства не является ограниченной. Плиты и штампы могут иметь круглое или многоугольное поперечное сечение, при этом изолирующее средство принимает форму плиты с соответствующим круглым или многоугольным основанием.
Штампы 7 и 8 нагревают до температуры Т, например, если поковка 9 выполнена из титанового сплава или никелевого сплава до 800°С, при помощи соответствующего нагревающего средства, например, резисторами (не показаны).
Обращаясь к Фиг.2: каждое теплоизолирующее средство 6, 6′ содержит два расположенных один сверху другого слоя А и В, выполненных из разных материалов. Первый слой А выполнен из первого материла, в данном случае керамического, точнее, сплошного керамического материала, в частности диоксид циркония, и этот первый материал имеет первую теплопроводность. В этом случае это - керамический материал, стабилизированный оксидом магния (MgO). Чем меньшей будет теплопроводность материала, тем большей будет теплоизолирующая способность этого материала.
Второй слой В выполнен из второго материала, в данном случае из слюды, в частности из слюды, имеющей фирменное наименование PAMITHERM и имеющей вторую теплопроводность. Каждое теплоизолирующее средство 6, 6′ по причине его двух расположенных один сверху другого слоев А, В выполняет теплоизолирующую функцию между штампом 7, 8 и промежуточной опорной плитой 4, 5. Первый слой А расположен на той же стороне, что и штамп 7 или 8; и второй слой В - на той же стороне, что промежуточная плита 4 или 5. Теплопроводность второго слоя В ниже теплопроводности первого слоя А.
Первый слой А содержит расположенные в примыкании друг к другу керамические столбцы 10 многоугольного или круглого поперечного сечения. В данном случае столбцы 10 имеют цилиндрическую форму. Эти столбцы могут полностью примыкать друг к другу, как предложено в упоминаемом выше документе JP 63171239, или, как в изображенном случае, они могут отделяться перегородками 11 или наполнителем 11, являющимся другим соответствующим материалом, таким как волоконная изоляция типа минеральной шерсти. Этот тип сочетания керамических столбцов 11 и теплоизоляционного наполнителя 11 хорошо известен специалистам в области теплоизоляции. Цилиндрические столбцы 10 здесь смещены относительно друг друга, чтобы обеспечивать промежутки между ними. Сплошной керамический материал, в частности диоксид циркония, имеет очень хорошие механические свойства, особенно прочность, при температуре до 1200°С и поэтому способен сохранять свои механические свойства при рабочей температуре Т штампов 7 и 8 свыше 800°С, в данном случае. Его теплопроводность в этом случае составляет 2 Вт/м·К, с допустимым отклонением от этого значения в пределах 10% (в этом случае теплопроводностью первого слоя А является комбинация керамических столбцов 10 и наполнителя 11). Столбцы 10 расположены таким образом, что нижняя и верхняя поверхности первого слоя А оставались полностью плоские, и при этом усилия распределялись равномерно.
Второй слой В в данном случае является слоистым слоем из подвергнутых горячему прессованию листов слюды. Слюда имеет очень низкую теплопроводность, и в этом случае она приблизительно равна 0,2 Вт/м·К с допустимым отклонением от этого значения в пределах 10%, но ее механическая прочность значительно снижается при повышенных температурах в значениях ниже температуры Т; в данном случае выше To=750°С. Если он подвергается действию температур ниже To, то этот второй слой В может выдерживать условия его использования в прессе и будет иметь очень хорошую теплоизолирующую способность.
В каждом теплоизолирующем средстве 6, 6′ два слоя А и В контактируют друг с другом одной из своих поверхностей, обозначенной как S1 для их обоих; при этом слой В контактирует с промежуточной плитой 4, 5 на поверхности S3, и слой А контактирует со штампом 7, 8 на поверхности S2.
Керамический слой А механически защищает слюдяной слой В от высокой температуры Т штампов 7, 8, которая является температурой поверхности S2, при которой керамический слой А сохраняет свои механические свойства, причем его толщина такова, что благодаря его теплопроводности температура поверхности S1 ниже To, в этом случае около 500°С, то есть она соответствует температуре, при которой слюдяной слой В имеет достаточную механическую прочность, позволяющую использовать его в прессе. Слой В сам обеспечивает возможность значительного снижения температуры между его поверхностью S1 и его поверхностью S3 по причине его низкой теплопроводности. В данном случае температура поверхности S2 - около 300°С.
То есть, два слоя А и В подобраны в соответствии с их относительными механическими и тепловыми свойствами, и они расположены относительно штампов 7, 8 таким образом, что обеспечивают возможность использования второго слоя В с низкой теплопроводностью, который сохраняет свои механические свойства благодаря изоляции, обеспечиваемой первым слоем А относительно штампов 7, 8.
Для того, чтобы поверхность S1 оставалась при температуре ниже То, необходимо, чтобы толщина первого слоя А, благодаря его теплопроводности, по меньшей мере была равна заданной минимальной толщине На. Для 4000-тонного пресса эта толщина На может не превышать 80 мм. Поперечное сечение столбцов 10 - будь они квадратными или прямоугольными - в данном случае могут иметь стороны длиной около 40-60 мм. Если поперечное сечение столбцов 10 круглое, то их диаметр может составлять около 60 мм.
Толщину второго слоя В подбирают такой, чтобы она была по меньшей мере равна минимальной высоте Hb, чтобы, за счет его теплопроводности, снизить температуру поверхности S3 до температуры, приемлемой для промежуточных плит 4, 5. В приводимом выше примере Hb может составлять менее 20 мм.
Разумеется, значения толщины На и Hb подбирают как можно меньшими, но достаточными для выполнения ими изолирующих функций, в зависимости от температур, которые определит специалист в данной области техники.
Для 4000-тонного пресса общая толщина (Ha+Hb) получаемого таким образом изолирующего средства может быть меньше 100 мм для одного штампа, т.е. 200 мм в совокупности для двух штампов. Габариты, особенно толщина, системы, содержащей основания, промежуточные плиты и штампы на них, таким образом, значительно уменьшены. Поэтому на обычных прессах можно применить процесс ковки с горячим штампом, без увеличения их габаритов и обеспечивая вертикальное пространство между штампами, достаточное для размещения в нем поковки 9.
Два слоя А и В можно либо просто расположить один сверху другого, либо связать их соответствующим образом. Между ними можно выполнить механическую связь, например с помощью связей, проходящих через слои А и В и прикрепляемых к плитам 4, 5 и к соответствующему штампу 7, 8 соответственно.
Несмотря на то что описаны два расположенных один на другом слоя, изобретение не ограничено только этими двумя слоями, а может содержать три и более слоев.
Работа пресса 1 при ковке с горячим штампом также полностью обычная: верхнее основание 3 опускается для прессования детали 9, подвергаемой ковке между двумя штампами 7 и 8 пуансоном.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОДНООСНОГО ПРЕССОВАНИЯ И НАГРЕВА | 2006 |
|
RU2412048C2 |
| ТЕПЛОИЗОЛЯЦИОННАЯ ПОДУШКА ДЛЯ ШТАМПОВ | 2011 |
|
RU2455101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ГОРЯЧЕЙ ШТАМПОВКОЙ НА ПРЕССАХ | 2010 |
|
RU2429934C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕПЛОПРОВОДНОСТИ СТАЛИ, ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ, В ЧАСТНОСТИ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ДЛЯ ГОРЯЧИХ ВИДОВ ОБРАБОТКИ, ПРИМЕНЕНИЕ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ И ИЗДЕЛИЕ ИЗ СТАЛИ | 2007 |
|
RU2469120C2 |
| Смазка для горячей обработки металлов давлением | 1988 |
|
SU1567614A1 |
| ТЕПЛОЗАЩИТНЫЙ ЭКРАН | 2004 |
|
RU2241798C1 |
| ТЕМНЫЙ ПЛОСКИЙ ЭЛЕМЕНТ С МАЛОЙ ТЕПЛОПРОВОДНОСТЬЮ, СНИЖЕННОЙ ПЛОТНОСТЬЮ И НИЗКИМ ПОГЛОЩЕНИЕМ СОЛНЕЧНОГО ИЗЛУЧЕНИЯ | 2005 |
|
RU2404219C2 |
| СПОСОБ ОХЛАЖДЕНИЯ РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ С ОДНОВРЕМЕННОЙ ТЕРМООБРАБОТКОЙ ВНЕШНИХ ВИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2384631C1 |
| Способ получения многослойного пористого стеклокерамического блока и изделий из него | 2001 |
|
RU2223237C2 |
| Способ измерения коэффициента теплопроводности теплоизолирующего материала | 2019 |
|
RU2731840C1 |
Изобретения относятся к обработке давлением, в частности к прессам для ковки в штампах, нагретых до рабочей температуры, преимущественно, для изотермической ковки. Пресс содержит два штампа, размещенных между двумя опорными элементами для штампов, и теплоизолирующее средство. Указанное средство расположено между каждым из штампов и его опорным элементом. Средство содержит по меньшей мере два расположенных один поверх другого слоя (А, В). Первый слой (А) размещен со стороны штампа и выполнен из первого материала. Механические и тепловые свойства этого материала соответствуют работе при температуре выше рабочей температуры штампа. Второй слой (В) размещен со стороны опорного элемента и выполнен из второго материала. Механические и тепловые свойства второго материала соответствуют работе при температуре ниже рабочей температуры штампа. Теплопроводность второго материала ниже теплопроводности первого материала и приблизительно равна 0,2 Вт/м·К с отклонением от этого значения в пределах 10%. В результате обеспечивается расширение технологических возможностей пресса за счет уменьшения толщины теплоизолирующего средства. 2 н. и 8 з.п. ф-лы, 2 ил.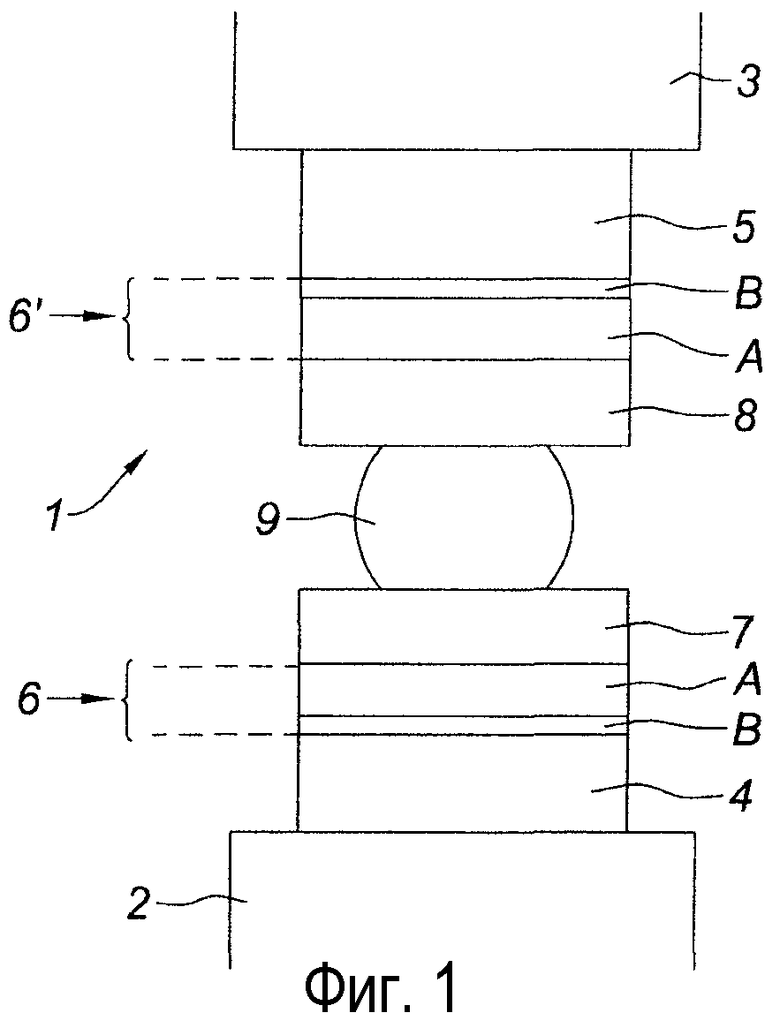
1. Пресс для ковки в штампах, нагретых до рабочей температуры, содержащий два штампа, размещенных между двумя опорными элементами для штампов, теплоизолирующее средство, расположенное между каждым из штампов и его опорным элементом, отличающийся тем, что упомянутое теплоизолирующее средство содержит по меньшей мере два расположенных один поверх другого слоя (А, В), причем первый слой (А), размещенный со стороны штампа, выполнен из первого материала, обладающего механическими и тепловыми свойствами, соответствующими работе при температуре выше рабочей температуры штампа, второй слой (В), размещенный со стороны опорного элемента, выполнен из второго материала, обладающего механическими и тепловыми свойствами, соответствующими работе при температуре ниже рабочей температуры штампа, а теплопроводность второго материала ниже теплопроводности первого материала и приблизительно равна 0,2 Вт/м·К с отклонением от этого значения в пределах 10%.
2. Пресс по п.1, отличающийся тем, что рабочая температура превышает или равна 800°С.
3. Пресс по п.1, отличающийся тем, что опорные элементы для штампов выполнены из стали.
4. Пресс по п.1, отличающийся тем, что он предназначен для поковок, обрабатываемых давлением, превышающим 20 МПа.
5. Пресс по п.1, отличающийся тем, что теплопроводность первого материала приблизительно равна 2 Вт/м·К с отклонением от этого значения в пределах 10%.
6. Пресс по п.1, отличающийся тем, что в качестве первого материала использован керамический материал.
7. Пресс по п.1, отличающийся тем, что в качестве второго материала использована листовая слюда, подвергнутая горячему прессованию.
8. Пресс по п.1, отличающийся тем, что он выполнен с возможностью осуществления изотермической ковки.
9. Теплоизолирующее средство пресса для ковки по п.1, которое выполнено в виде пластины, содержащей по меньшей мере два расположенных один поверх другого слоя, причем первый слой выполнен из первого материала, имеющего механические и тепловые свойства, обеспечивающие работу материала при температуре, превышающей рабочую температуру штампа, а второй слой выполнен из второго материала с механическими и тепловыми свойствами, которые обеспечивают работу при температуре ниже рабочей температуры штампа, а теплопроводность второго материала ниже теплопроводности первого материала и приблизительно равна 0,2 Вт/м·К с допустимым отклонением от этого значения в пределах 10%.
10. Средство по п.9, отличающееся тем, что первый материал является керамическим материалом, теплопроводность которого приблизительно равна 2 Вт/м·К с допустимым отклонением от этого значения в пределах 10%, второй материал является листовой слюдой, подвергнутой горячему прессованию, теплопроводность которой приблизительно равна 0,2 Вт/м·К с допустимым отклонением от этого значения в пределах 10%.
| Блок теплоизоляции штампа для изотермической штамповки | 1988 |
|
SU1606252A1 |
| Теплоизолирующая прокладка к штампудля гОРячЕй шТАМпОВКи | 1979 |
|
SU829301A1 |
| Устройство для горячей штамповки | 1977 |
|
SU632461A1 |
| JP 0063171239 А, 15.07.1988. | |||

