Изобретение относится к смазкам для горячей обработки металлов давлением и может быть использовано пои ковке дисков из труднодеформируемых жаропрочных сталей и сплавов.
Цель изобретения - снижение усилия деформирования при осадке заготовок из труднодеформируемых жаропроч- ,ных сталей и сплавов за счет повышения теплоизолирующих и антифрикционных свойств смазки.
Для приготовления смазки используют асбест (ГОСТ 12871-83Е), графит (ГОСТ 17022-76), лигносульфонат технический ЛСТ марки А (ОСТ 13-183-83) И жидкое стекло (ГОСТ 13078-81).
Асбест, являющийся в смазке основой, легко перемешивается и образует устойчивую механическую смесь с порошкообразным графитом. При этом графит представляет собой равномерные включения антифрикционных и че контактирующих одна с другой теплопроводных частиц, большое число которых соприкасается как с поковкой, так и с инструментом. Последнее обстоятельство обеспечивает хорошие антифрикционные свойства смазки. Поскольку твердые частицы графита не имеют между собой хорошего теплового контакта (их разделяют пористые волокна асбеста) , то теплопроводность слоя смазки определяется теплопроводностью асбестовой основы и остается весьма низкой. В итоге предлагаемая смазка сочетает в себе высокие теплоизолирующие и антифрикционные свойства. Применение лигносульфоната обусловлено тем, что он не горюй, не плавок, обладает хорошими адгезионными свойствами .
Содержание асбеста R смазке менее 29 мае.% снижает т ппоизолирующие свойства смазки зч счет контакта
ел
о
О
частиц графита одна с другой, л увеличение асбеста более 33 мас.% приводит к снижению антифрикционных свойст смазки за счет увеличения контакта частиц асбеста одна с другой. Содержание графита в смазке менее 10 мас.% снижает антифрикционные свойства смазки, так как увеличиваемся количество частиц асбеста, которые кон- тактируют между собой, а при содержании графита более 16 мае Д ухудшаются теплоизолирующие свойства смазки за счет контакта частиц графита одна с другой. При содержании лигносульфо- ната менее 8 мас.% слой смазки не обладает достаточной прочностью и сцеплением с прокладкой, а при концентрации более 16 мас.% происходит сильное коробление прокладок со смаз кой при сушке.
Приготовление смазки рсуществляют следующим образом.
В бак засыпают асбест и графит и перемешивают. Отдельно готовят раст- вор лигносульфоната в воде и на полученном растворе связки замешивают смесь асбеста с графитом. Полученную массу наносят равномерным слоем толщиной 2-5 мм на картонные или метал- лические листы, которые со смазкой высушивают на воздухе при комнатной температуре. Перед осадкой заготовки один лист смазкой вверх укладывают на нижнюю осадочную плиту, устанав- ливают на него нагретую заготовку, сверху укладывают второй лист смазкой к заготовке, устанавливают верхнюю осадочную плиту и осуществляют процесс деформации.
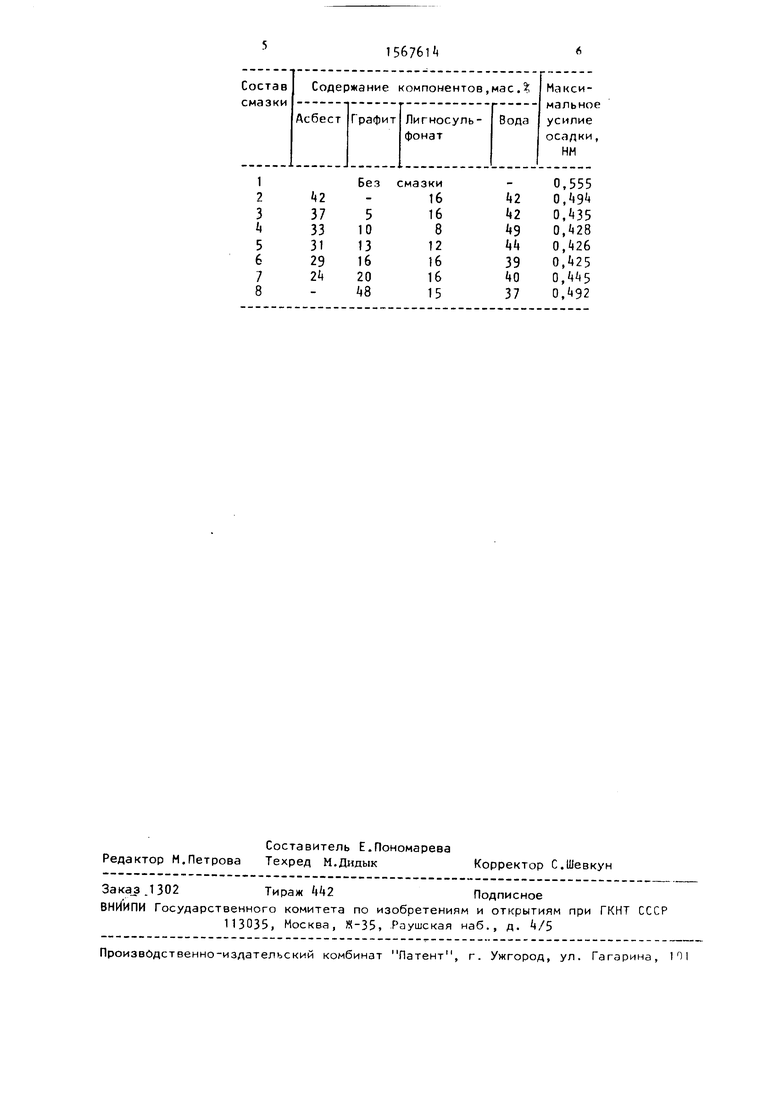
В таблице представлены предлагаемые составы и результаты сравнительных с известным составом испытаний смазок. Испытания проводят в процессе горячей осадки на 50% цилиндричес ких заготовок из теплоустойчивой стали на гидравлическом прессе с номинальным усилием 1,0 МН.
проведения испытаний применяют заготовки диаметром 50,0 мм,, вы- сотой 50,0 мм с отклонением в размерах не более ±0,1 мм, шероховатость поверхности Rz kO мкм, материал - сталь 25Х1М1ФА.
Осадочные плиты выполнены диаметром 100 мм, толщиной 30 мм, материал - сталь 5ХНВ, шероховатость рабочей поверхности Rz 40 мкм.
Перед испытанием заготовки нагревают до 1150±5 С. Длительность выдержки образцов в печи после достижения печью температуры 1150°С составляет 30 мин. Осадочные плиты перед испытанием подогревают до 200+10°С. Температуру плит перед осадкой каждого из образцов контролируют цифровым термоэлектрическим прибором ТТЦ-1 (Ватра 1-02). I
Фиксацию максимального усилия осадки проводят автоматическим устройством, смонтированным на манометре гидравлического пресса.
Результаты испытаний показали, что предлагаемая смазка по сравнению с известной снижает усилие осадки в 1,15 раза
С целью сохранения консистенции предлагаемой смазки, обеспечивающей удовлетворительную покрывающую способность, суммарное содержание асбеста и графита должно находиться в пределах мае.;, поэтому максимальному содержанию асбеста соответствует минимальное содержание графита и наоборот.
Формула изобретения
Смазка для горячей обработки металлов давлением, содержащая воду, графит и лигносульфонат, отличающаяся тем, что, с целью снижения усилия деформирования, смазка дополнительно содержит асбест при следующем соотношении компонентов, мас.%: Асбест29-33
Графит10-16
Лигносульфонат 8-16 ВодаОстальное
37 33 31 29 2i
смазки 16 16 8 12 16 16 15
k2 9 4 39 0 37
0,555 O. ig
0.35 0,)28 0,26 0, 0,5 0,92
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1988 |
|
SU1558961A1 |
| Смазка для горячей обработки металлов давлением | 1990 |
|
SU1712394A1 |
| СМАЗКА ДЛЯ ЗАГОТОВОК ПРИ ГОРЯЧЕЙ ИЛИ ПОЛУГОРЯЧЕЙ ОБРАБОТКЕ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2002 |
|
RU2224011C1 |
| Смазка для горячей обработки металлов давлением | 1987 |
|
SU1467082A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2039792C1 |
| Смазка для горячей обработки металлов давлением | 1988 |
|
SU1579929A1 |
| ЗАЩИТНО-СМАЗОЧНОЕ ПОКРЫТИЕ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2001 |
|
RU2209838C2 |
| Смазка для горячей обработки металлов давлением | 1985 |
|
SU1306936A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2065485C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2028374C1 |
Изобретение касается смазочных веществ, в частности смазки для горячей обработки металлов давлением. Цель изобретения - снижение усилия деформирования. В смазку входят, мас.%: асбест 29 - 33
графит 10 - 16
лигносульфонат 8 - 16 и вода до 100. В этом случае усилие деформирования при нагревании стальных плит до 1150°С (30 мин) по максимальной осадке составляет 0,425 - 494 против 0,555 МН. 1 табл.
| Смазка для полугорячего выдавливания | 1980 |
|
SU956551A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Вейлер С.Я | |||
| и др | |||
| Действие смазки для обработки металлов давлением | |||
| М., АН СССР, с.194-195 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
