Область техники, к которой относится изобретение
Настоящее изобретение относится к изготовлению механической и химико-механической древесной массы. В частности, настоящее изобретение предлагает новый способ изготовления древесной массы из лигноцеллюлозного сырья, такого как древесина или однолетние, или многолетние растения, посредством механической дефибрации и устройство для осуществления этого способа.
Предшествующий уровень техники
Вопрос о разработке новых механических способов получения древесной массы стоит остро, как никогда. Повышение цен на электроэнергию, постоянно ослабляющее конкурентоспособность технологических процессов, теперь неизбежно. Кроме того, увеличивающаяся потребность в древесной массе для бумагоделательных машин с большей производительностью требует более высокой производительности существующих линий по производству древесной массы, и это, в частности, относится к разделению на волокна круглого лесоматериала, поскольку приспосабливать новые производственные линии к существующему оборудованию может быть неэкономично.
Размалывание свежей древесины является обычным процессом изготовления древесной массы для бумажного производства. За долгое время промышленного использования этот процесс много раз становился предметом исследований. Фундаментальные механизмы дефибрации являются сложными и трудными для наблюдения, в результате чего этот процесс в течение десятилетий привлекает исследователей. Один из самых активных периодов начался в 1950-х годах, когда исследователи занимались характеристикой древесной массы и приступили к описанию фундаментальных механизмов, лежащих в основе дефибрации. Однако к началу 1990-х ситуация застыла в состоянии, когда хорошо известные рабочие характеристики были признаны в качестве физических зависимостей, которые нельзя изменить.
Современная технология разделения древесины на волокна нуждается в улучшении.
Различные механизмы дефибрации были предложены Atack и др. (1, 2), а также Klemm (3), Steenberg и Nordstrand (4).
Раскрытие изобретения
В основе настоящего изобретения лежит идея о том, что в то время, как при обычном размоле древесины стадии разрыхления древесноволокнистой структуры и отделения волокон осуществляются при помощи одного и того же абразивного устройства на размалывающей поверхности, согласно настоящему изобретению для разрыхления древесноволокнистой структуры используется нетрадиционная основная форма размалывающей поверхности, а абразивная поверхность отделяет волокна. Такая возможность появилась, когда было обнаружено, что процесс разрыхления (т.е. придания материалу усталости) может более эффективно осуществляться с помощью волнистой формы поверхности значительно большего размера, чем та, которая используется для отделения волокон (т.е. отслаивания) (5).
Таким образом, изобретение предлагает в способе механической дефибрации разделить стадии создания усталости материала (разминания) и разделения (отслаивания). Дефибрерная поверхность (размалывающая поверхность) с основным волнистым рельефом, имеющим определенную амплитуду и определенную длину волны, может использоваться, в основном, для осуществления стадии создания усталости материала. В противоположность этому стадия отделения волокон осуществляется при помощи синтетических или полусинтетических абразивов предварительно выбранного размера и формы. Абразивный материал прикрепляется к базовой поверхности в виде плоских слоев для получения перпендикулярных выступов абразива приблизительно на одинаковом расстоянии от базового уровня. Дефибрация согласно настоящему изобретению осуществляется предпочтительно при низких окружных скоростях, но с высокой производительностью.
Таким образом, согласно настоящему изобретению способ механической дефибрации древесины включает в себя стадии отделения волокон от древесины при помощи размалывающих абразивных зерен, расположенных на дефибрерной поверхности, причем по меньшей мере 90% распределения разницы по высоте между смежными или соседними (что в данном случае одно и то же) зернами на поверхности, лежит в области значений, максимум которых равен среднему диаметру зерна. Другими словами, зерна абразива мало отличаются по размеру (обычно отклонения размера зерна составляют менее 30%, в частности, менее 20% от среднего диаметра) и прикреплены к поверхности таким образом, что по меньшей мере 90% из них расположены на расстоянии, меньшем, чем средний диаметр зерна, от поверхности наиболее удаленных зерен. В одном из предпочтительных вариантов осуществления изобретения коэффициент формы зерен абразива больше 0,82.
Устройство для механической дефибрации древесины посредством отделения волокон с использованием средств разделения на волокна содержит устройства, имеющие дефибрерную поверхность с абразивными зернами, где по меньшей мере 90% распределения разницы по высоте между соседними зернами на поверхности лежит в области значений, максимум которых равен среднему диаметру зерна.
Использование настоящего изобретения позволяет получить существенные преимущества. Согласно настоящему изобретению достигается значительное снижение удельного потребления энергии до 50% или даже более. Такое радикальное снижение энергопотребления при разделении на волокна достигается благодаря созданию более эффективного механического воздействия на стадии разрыхления древесины и сочетанию этой высокоэффективной усталостной обработки с соответствующим отслаиванием волокон. Экспериментальные данные подтверждают новый подход к дефибрации, механизм которой более подробно описывается ниже.
Разделение функций размалывающей поверхности на две разные стадии, разминание и отслаивание, в процессе дефибрации позволяет избежать недостатков известных решений, включающих в себя необходимость компромисса для достижения хорошей усталости и хорошего отслаивания волокна при одной и той же абразивной структуре на дефибрерной поверхности. Следует заметить, что при использовании термина «отслаивание» в отношении дефибрации имеется в виду выдергивание цельных волокон из древесной основы, в то время как под «отслаиванием» при рафинировании древесины понимается снятие различных слоев волокна при обработке более грубых волокон на вспомогательных стадиях рафинирования или отбраковки.
Согласно настоящему изобретению при дефибрации имеется возможность оптимизации операции, относящейся к созданию усталости волокнистой структуры как одного процесса, и операции отслаивания волокна как другого процесса. Конечно, между этими двумя операциями существует взаимосвязь, как будет показано ниже.
Далее изобретение будет описано более подробно со ссылками на прилагаемые чертежи.
Краткое описание чертежей
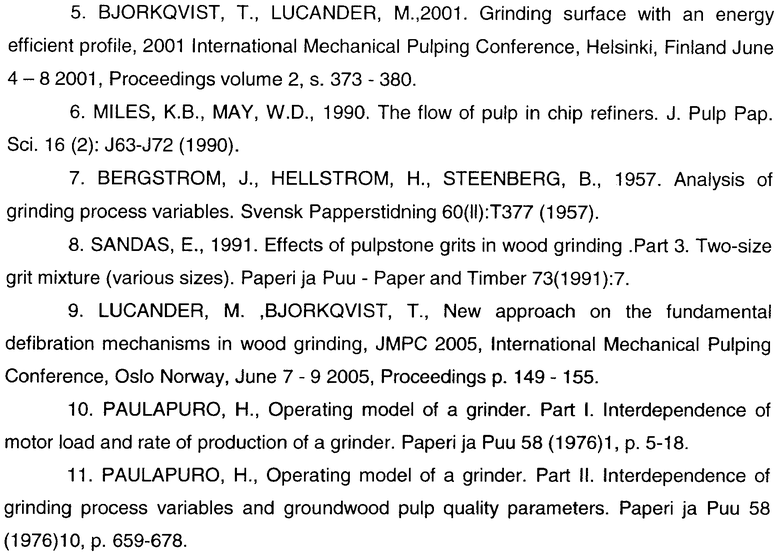
На фиг.1 схематически представлено отслаивание волокна, перенесенное из ссылочного документа 2.
На фиг.2 представлены формы и размеры вариантов дефибрерной поверхности.
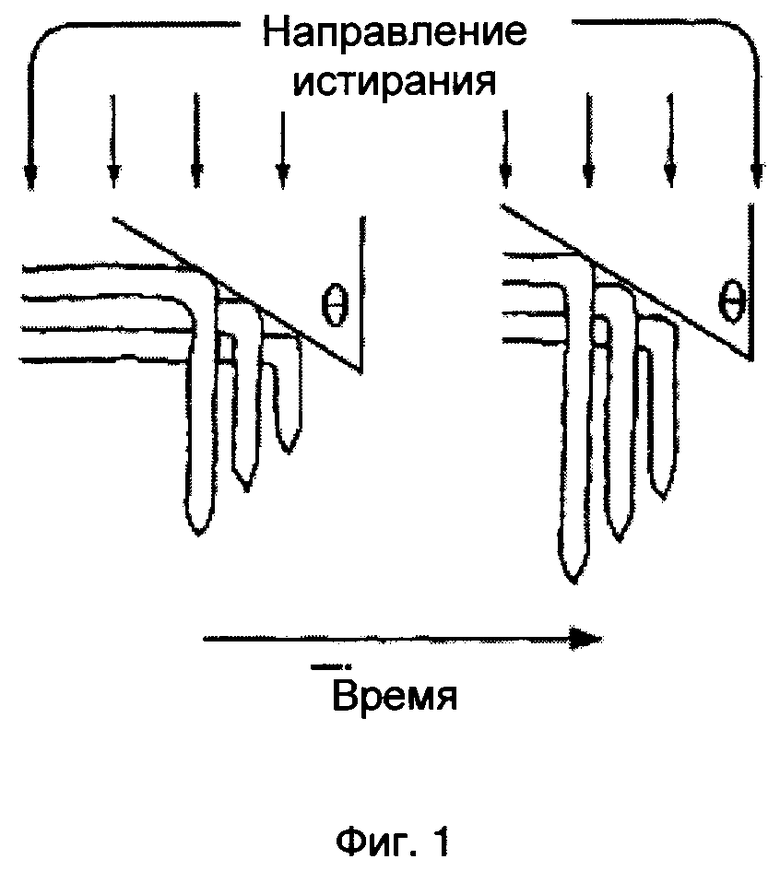
На фиг.3 представлено рабочее «окно» при дефибрации.
На фиг.4 представлен график зависимости нагрузки двигателя от производительности (подача древесины).
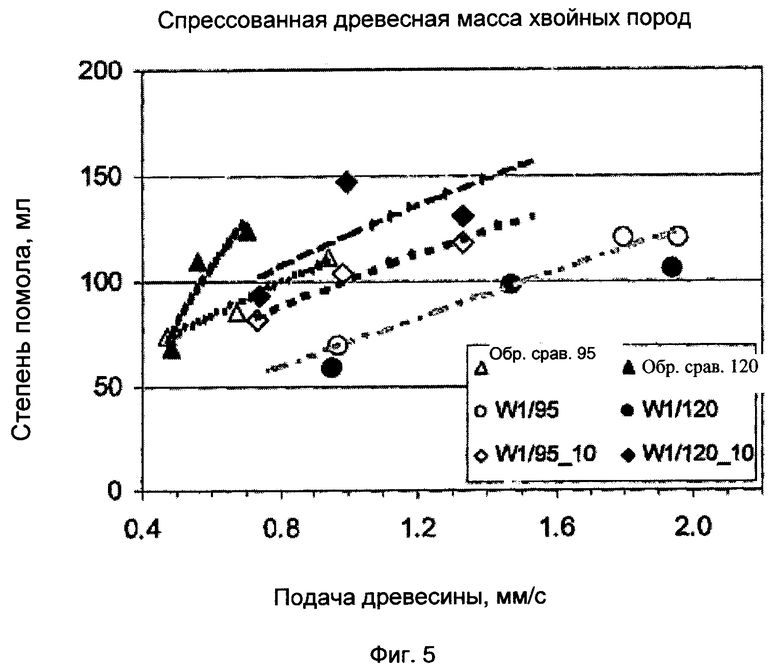
На фиг.5 представлен график зависимости степени помола от производительности.
На фиг.6 представлен график зависимости удельного потребления энергии от степени помола.
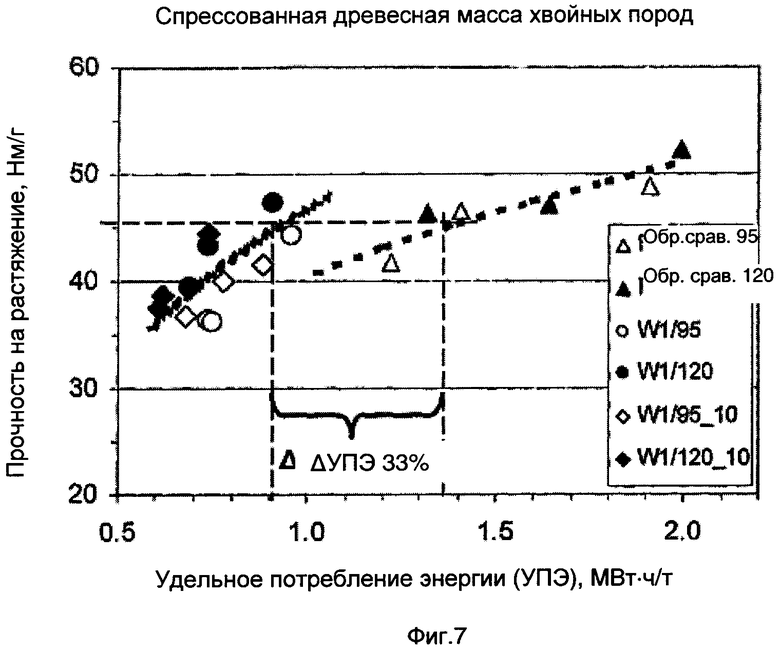
На фиг.7 представлен график зависимости прочности на растяжение от удельного удельного потребления энергии.
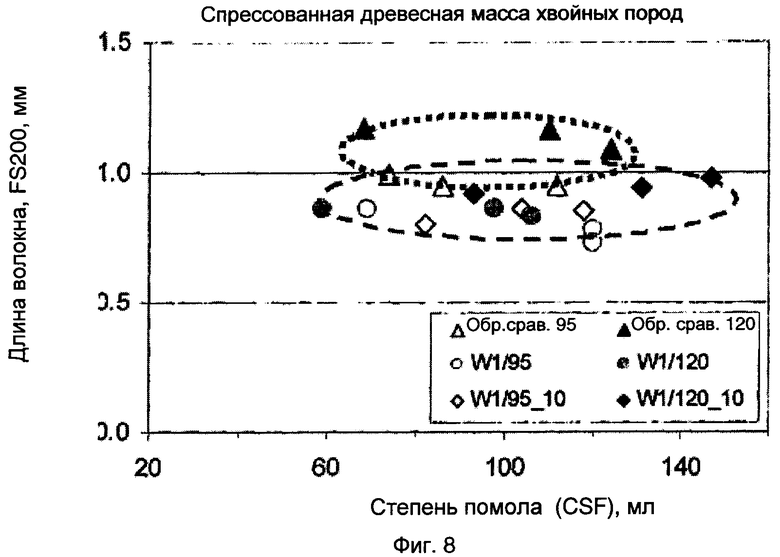
На фиг.8 представлен график зависимости длины волокна (арифметическая длина) от степени помола.
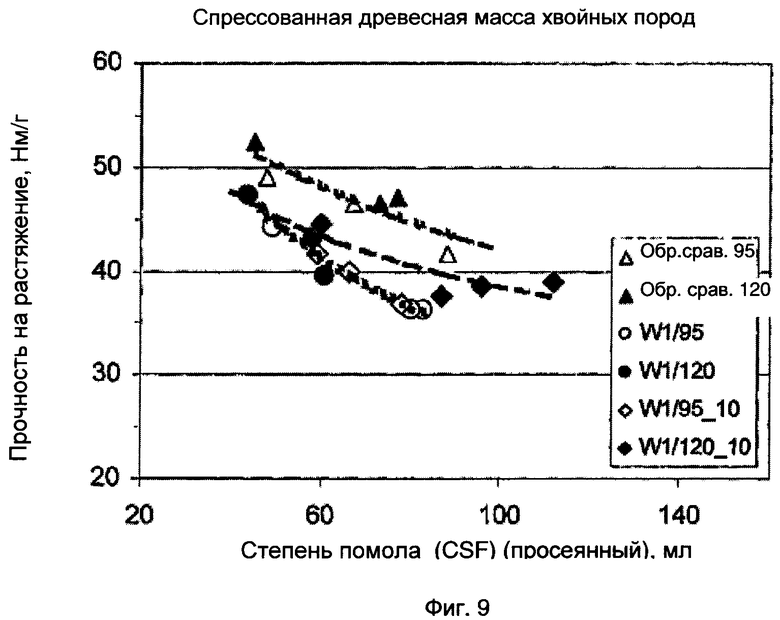
На фиг.9 представлен график зависимости прочности на растяжение от степени помола.
На фиг.10 представлен график зависимости прочности на разрыв от степени помола.
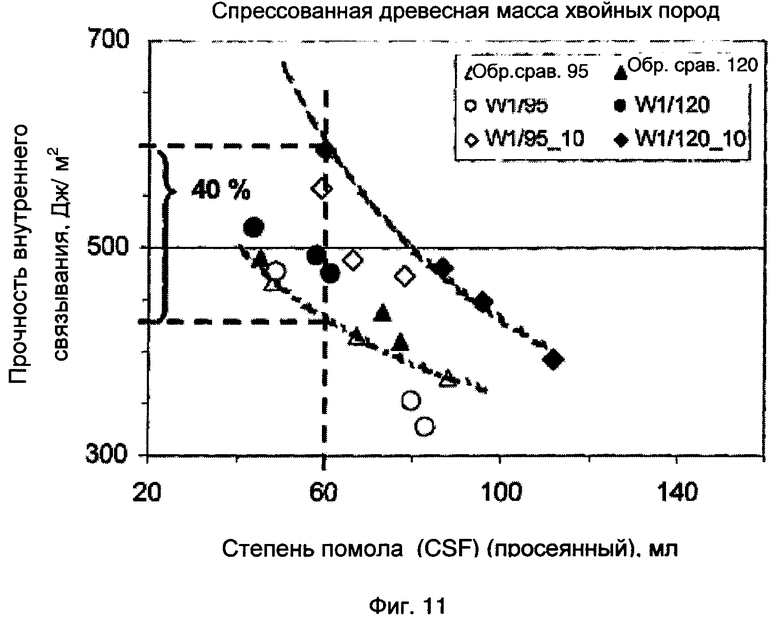
На фиг.11 представлен график Z-прочности (прочности внутреннего связывания) от степени помола.
На фиг.12 представлен график зависимости коэффициент светорассеяния от степени помола «Канадский стандарт» (CSF).
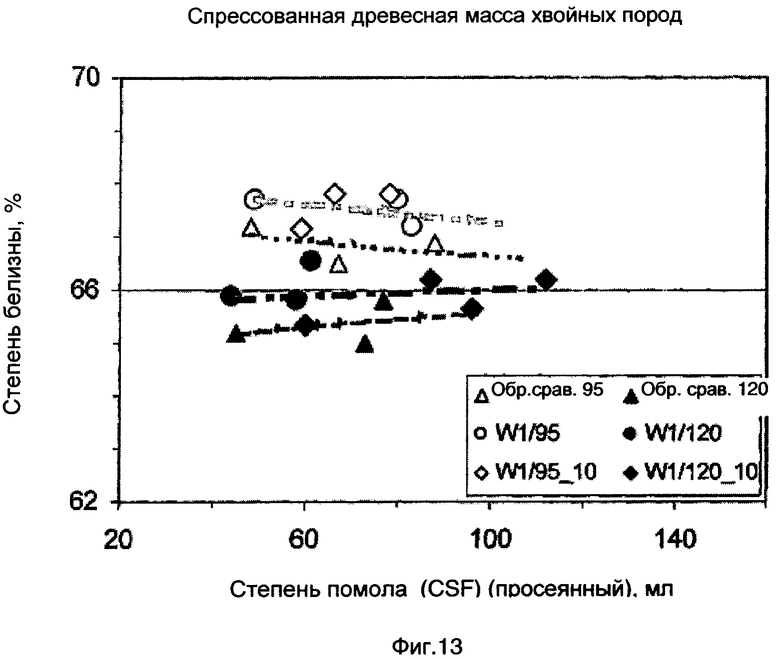
На фиг.13 представлен график зависимости степени белизны от степени помола «Канадский стандарт» (CSF).
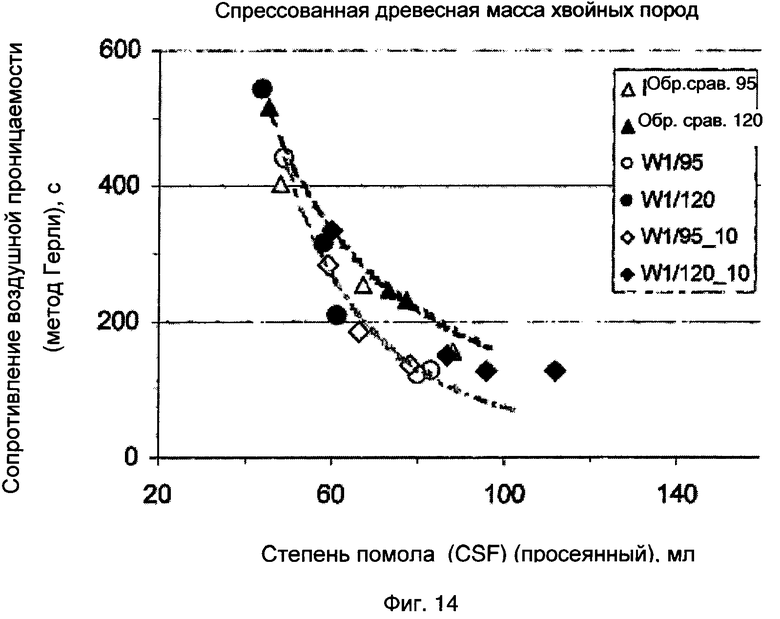
На фиг.14 представлен график зависимости пористости бумажного полотна от степени помола «Канадский стандарт» (CSF).
На фиг.15 представлен график зависимости удельного объема от степени помола «Канадский стандарт» (CSF).
На фиг.4-15 используются следующие обозначения:
Открытые условные обозначения - температура орошающей воды/давление - 95°С/250 кПа.
Закрытые условные обозначения - 120°С/450 кПа.
Ref - эталонный камень (контроль) и
W - волнистая поверхность.
Обозначения, имеющие пометку «10», характеризуют волокнистую массу, обрабатываемую при окружной скорости дефибрерной поверхности 10 м/с. Другие пометки характеризуют волокнистую массу, обрабатываемую при окружной скорости дефибрерной поверхности 20 м/с.
Осуществление изобретения
В связи с настоящим изобретением была детально изучена операция отслаивания волокна. Использование определенной базовой формы дефибрерной поверхности для создания усталости рассматривается в более раннем документе (5). Основным выводом, содержащимся в этом документе, является то, что операцию разрыхления в процессе дефибрации можно контролировать и сделать ее более энергоэкономичной, применяя волнистую форму дефибрерной поверхности. Основными проектными параметрами формы поверхности являются амплитуда модуляции и частота.
Как указано выше, задача настоящего изобретения состоит в радикальном снижении энергопотребления в процессе измельчения древесины посредством создания более эффективного механического воздействия на стадии разрыхления древесины и сочетания этой эффективной усталостной обработки с соответствующим отслаиванием волокна.
Сначала будут подробно рассмотрены технические предпосылки настоящего изобретения со ссылками на более ранний документ (9). Затем, будут даны некоторые результаты экспериментов.
Для создания более понятной основы для рассмотрения операции отслаивания волокна необходимо определить термин, описывающий важные условия отслаивания волокна. Наиболее важным в этом отношении является характер сохранения структуры волокна, т.е. необходимо прояснить, сохраняется ли при отслаивании длина волокна, или происходит нежелательное разрезание волокна. Для определения того, насколько грубо волокнистый материал отделяется от усталой поверхности древесины, был выбран термин «грубость отслаивания волокна».
При измельчении древесины на волокна характер отслаивания волокна определяется структурой древесины и воздействием отделения. Следует отметить, что грубость отслаивания волокна в таком случае является функцией параметров, относящихся к самой древесине, к дефибрерной поверхности и к контролю дефибрации. Использование этого термина до некоторой степени сравнимо с использованием термина «интенсивность рафинирования» в исследованиях, касающихся термомеханической обработки бумажной массы (6).
Грубость отслаивания волокна непосредственно связана с действием отслаивающих сил на одну часть выступающего на поверхность волокна (фиг.1). До тех пор, пока волокно остается частично связанным с древесной основой, на него действуют силы трения, создаваемые отслаиванием, и силы противодействия, создаваемые связью с древесной основой. В этот момент эти две силы и прочность волокна в самом слабом месте определяют результат. Прочность волокна предпочтительно должна превышать силы противодействия в процессе отслаивания, в то время как связывающая сила уменьшается и должна постепенно в конце отслаивания волокна стать меньше силы отслаивания. Ожидаемый результат должен обеспечить получение длинных тонких волокон, имеющих хорошую связывающую способность. Однако обычно при разделении на волокна волокно не способно выдержать силу противодействия и разрезается. Если разделение на волокна начинает разрезать слишком много волокон, критическая грубость отслаивания волокна превышается.
Наиболее изученные параметры, влияющие на грубость отслаивания волокна, относятся к управлению процессом разделения на волокна, которое в течение десятилетий использовалось для контроля качества дефибрерной древесной массы (7, 10, 11). Скорость дефибрерной поверхности является точным параметром в классической модели дефибрации, в то время как скорость подачи древесины и сила лишь неявно характеризуют силу разделения на волокна. Температура орошающей воды обычно используется по меньшей мере частично для регулировки температуры зоны измельчения.
Увеличение скорости дефибрерной поверхности приводит к увеличению грубости отслаивания волокна, являющегося прямым следствием увеличения сил отслаивания. Одной из причин является второй закон Ньютона, согласно которому увеличение силы приводит к увеличению ускорения поверхностного волокна; однако основной причиной является то, что большая сила необходима для деформации поверхностных слоев волокон при более высокой скорости из-за вязкоупругих свойств древесины.
Кроме того, весьма вероятно, что эта большая локальная сила вызывает также разрушение волокна, что предполагает последующее снижение прочности волокна в самом слабом его месте.
Увеличение скорости подачи древесины приводит к увеличению усилия подачи, что означает повышение степени проникновения активной части дефибрерной поверхности. Повышение степени проникновения, в свою очередь, подразумевает увеличение сил отслаивания, и, таким образом, увеличение как скорости подачи древесины, так и усилия приводит к увеличению грубости отслаивания.
С другой стороны, повышение температуры зоны измельчения снижает грубость отслаивания и, соответственно, уменьшает вероятность разрезания волокна. Одной из причин является то, что высокая температура на поверхностных волокнистых слоях приводит к низким показателям вязкоупругости, что подразумевает уменьшение деформирующих сил. Другая важная причина состоит в том, что силы связывания волокна с древесной основой при высоких температурах также малы.
Параметрами, влияющими на грубость отслаивания волокна и связанными с состоянием структуры древесины в условиях разделения на волокна, являются вязкоупругие свойства древесины, силы связывания волокон с основой и прочность самих волокон. Разные породы древесины, а также разная древесина одних и тех же пород имеют разную жесткость, т.е. вязкоупругие свойства, разные силы связывания волокон с основой и разную прочность волокна. При высоких показателях вязкоупругости создаются большие деформирующие усилия, то есть увеличение жесткости древесных пород ведет к повышению грубости отслаивания волокна. По определению увеличение сил связывания волокон с основой так же приводит к увеличению грубости отслаивания. С другой стороны, увеличение прочности волокна понижает грубость отслаивания также по определению. Плотность древесины хорошо соотносится с жесткостью и может, следовательно, использоваться в качестве легко измеряемого параметра, характеризующего натуральную древесину. Высокое содержание влаги само по себе подразумевает малую жесткость, а так же способствует уменьшению жесткости при повышенной температуре. Из сказанного становится очевидным, что повышение содержания влаги уменьшает грубость отслаивания волокна.
Усталостная обработка и температура древесины, вступающей в фазу отслаивания волокна, в сумме оказывают огромное влияние на грубость отслаивания волокна или даже определяют грубость отслаивания волокна. Даже если волокно и его свойства окончательно формируются при отслаивании волокна, важность контроля операции разрыхления, определяющей температуру и усталость, становится очевидной. Усталостная обработка уменьшает вязкоупругие показатели и силы связывания волокон с древесной основой. Кроме того, усталостная обработка ослабляет стенку клетки волокна изнутри, что повышает упругость волокна, например, его способность противостоять разрезанию, особенно при нагрузках, в которых присутствует элемент сгибания. Снижение вязкоупругости приводит к уменьшению сил отслаивания волокна. Это, а так же уменьшение сил связывания и повышение прочности волокна по определению уменьшает грубость отслаивания. Можно утверждать, что улучшение кумулятивной усталостной обработки оказывает сильное уменьшающее воздействие на грубость отслаивания волокна.
Повышение температуры в результате рассеивания механической энергии при операции разрыхления действует почти так же, как усталостная обработка. Вязкоупругие показатели и силы связывания волокна уменьшаются, даже внутренняя структура волоконной стенки размягчается, и волокно становится более упругим. Повышение температуры древесины так же оказывает сильное уменьшающее воздействие на грубость отслаивания волокна.
Третья группа параметров, влияющих на грубость отслаивания, относится к дефибрерной поверхности. Обычно абразивные зерна разных размеров используют для изготовления древесных масс для производства разных сортов бумаги. Эти древесные массы отличаются друг от друга разной степенью помола. Размер абразивного материала также оказывает влияние на грубость отслаивания волокна. Это происходит из-за того, что при одинаковом давлении подачи при использовании крупного абразивного материала его часть, проникающая в древесину, имеет более пологую форму, чем при использовании мелкого абразивного материала (8). Степень проникновения уменьшается и направление деформирующей силы становится более перпендикулярным к направлению скорости поверхности; и то, и другое уменьшает усилие отслаивания волокна, действующее в направлении скорости поверхности. Кроме того, локальное давление под активными зонами понижается, в результате чего уменьшается локальное разрушение волокон. И уменьшение усилия отслаивания волокна, и повышение прочности волокна означают, что увеличение размера абразивного материала приводит к уменьшению грубости отслаивания волокна.
Второй параметр в этой третьей группе - это форма зерна абразива. Принимая во внимание разницу в размерах между шириной волокна и диаметром зерна абразива, вероятно, что при активном остроугольном абразивном материале осуществляется большее локальное проникновение и давление на стенку волокна, перпендикулярно движению абразива, чем при активном абразивном материале объемистой формы. Избыточное локальное давление легко разрушает стенку волокна и, как следствие, снижает его прочность. Изложенное ясно показывает, что увеличение закругленности зерна абразива уменьшает грубость отслаивания волокна.
Обычная дефибрация древесины основана на взаимодействии между керамической дефибрерной поверхностью и влажной древесиной. Как создание усталости, т.е. разминание, так и отделение волокна, т.е. операция отслаивания волокна, осуществляются с помощью одних и тех же зерен в абразивном материале. Это решение становится возможным благодаря трехмерной объемной структуре абразивного материала, которая определяет широкое распределение поверхностных зерен по высоте. В этом контексте выступание абразивных зерен, весьма существенное из-за широкого распределения по высоте, как в случае с обычным абразивным материалом, кроме того, подразумевает широкое распределение по грубости отслаивания волокна.
Отслаивание волокна до заданного уровня помола массы с высокой грубостью всегда энергоэкономичнее, чем с низкой грубостью, но на практике грубость не должна превышать предельную критическую грубость отслаивания волокна, т.е. усилие, действующее на волокно, не должно превышать прочность волокна. При следовании этому правилу хвост высоких значений широкого распределения по грубости будет ограничивать отслаивание волокна. Соответственно, хвост низких значений широкого распределения по грубости будет означать потери энергии разделения на волокна без значительного отслаивающего эффекта. Следовательно, только малая часть зерен в распределении по высоте обычного абразивного материала осуществляет энергоэкономичное отслаивание волокна.
Можно использовать различные свойства дефибрерной поверхности для разминания и отслаивания волокна, как было описано ранее и раскрыто в патенте США №6241169, содержание которого включено в данное описание посредством ссылки. Согласно этому документу разминание осуществляется поверхностью разделения на волокна, имеющей в боковой проекции базовую волнистую форму. Благодаря этой форме поверхность с более высоким классом крупности не принимает участия в отслаивании волокна.
Высота (амплитуда) волн и расстояние между ними определяется таким образом, что всегда можно выбрать такую скорость поверхности, которая позволит получить соответствующую длину цикла для дефибрируемой древесины. Амплитуда может составлять порядка 0,1-10 мм, в частности, приблизительно 0,2-1 мм (например, 0,5 мм), и расстояние между волнами - порядка 1-50 мм, но эти значения приводятся только в качестве примеров.
Волнистый рельеф поверхности можно, разумеется, модифицировать; однако результирующая длина цикла должна предпочтительно в 1-3 раза превышать среднее время релаксации древесного сырья, т.е. половина длины цикла должна соответствовать приблизительно среднему времени релаксации. Нисходящая часть волнистого рельефа, в частности, должна изменяться для достижения достаточного свободного пространства для разрыхленных волокон. В патенте США №6241169 говорится, что когда дефибрерная поверхность указанного вида движется с окружной скоростью относительно сырья, такого как бревна или щепа, древесное сырье подвергается повторяемой обработке, длина цикла (т.е. продолжительность) которой определяется контуром дефибрерной поверхности и окружной скоростью. Восходящие части дефибрерной поверхности сжимают древесное сырье, тогда как нисходящие части позволяют древесному сырью расширяться. Если такое сочетание окружной скорости и регулярной формы дефибрерной поверхности выбрано так, что половина длины результирующего цикла соответствует среднему времени релаксации древесного сырья, следующая восходящая часть ударяет по поверхности древесного сырья при малом значении изменения механического момента, необходимого для поддержания вибрации.
Согласно настоящему изобретению отслаивание волокна осуществляется при помощи плоского слоя, образующего абразивную структуру на поверхности -например, на поверхности указанного типа, имеющей гладкую базовую форму. Распределение по высоте над базовой формой абразивной структуры (т.е. распределение в направлении по оси Z) является узким из-за плоской структуры и выпуклой формы одноразмерных абразивных зерен. Следовательно, изобретение подразумевает узкое распределение по грубости вокруг желаемого значения отслаивания волокна, которое позволяет получить оптимальную грубость отслаивания для всех абразивов, обеспечивающую повышение энергоэкономичного отслаивания волокна в целом. Эту ситуацию можно сравнить с соответствующей ситуацией согласно обычному решению, где только меньшая часть абразивных зерен осуществляет энергоэкономичное отслаивание, а основная часть приводит к более или менее бесполезному для отслаивания волокна потреблению энергии.
Зерна абразива, используемые согласно изобретению, предпочтительно имеют в основном сферическую форму. Особенно предпочтительно, чтобы их форма отклонялась приблизительно на 30% или менее от абсолютно сферической формы, хотя предпочтительно, чтобы поверхность абразива обладала некоторой нерегулярностью или грубостью, позволяющей открывать поверхность волокна.
Нерегулярность на поверхностях абразивных зерен может включать тупые углы. Поскольку дефибрация осуществляется в присутствии воды, нерегулярность на абразивной поверхности обеспечивает достаточный контакт с волокнами древесного сырья через водную пленку, позволяющий усилить высвобождение волокон и придать шероховатость их поверхности.
Как известно, абразивный материал состоит из отдельных частиц, которые прикрепляются к дефибрерной поверхности, обычно содержащей металлическую пластину. Для механического прикрепления абразивного материала к поверхности могут использоваться различные технологии, такие как гальванопокрытие, пайка и лазерное покрытие, как будет описано ниже. В основном, абразивные материалы значительно устойчивее к износу, чем металлический материал, к которому они прикрепляются. Обычно они равномерно распределяются по поверхности таким образом, что расстояние между отдельными зернами (считая от их наружных поверхностей) в 0-15, предпочтительно в 0-10 и, в частности, приблизительно в 0-8 раз превышает средний диаметр зерен, причем значение «0» означает, что два зерна находятся в непосредственном контакте друг с другом. Согласно одному из вариантов реализации настоящего изобретения расстояние между отдельными зернами абразива не более чем в 5 раз, в частности, не более чем в 3 раза, больше среднего диаметра. Минимальное расстояние, в 0,1-1 раз превышающее диаметр, может быть предпочтительным во всех указанных случаях, хотя изобретение не ограничивается этим вариантом реализации.
Абразивным материалом является соответствующий синтетический или полусинтетический твердый материал. В качестве примеров соответствующих материалов можно назвать следующие: окись алюминия, алмаз, карбид вольфрама, карбид кремния, нитрид кремния, нитрид вольфрама, нитрид бора, карбид бора, оксид хрома, оксид титана, смесь оксида титана, кремнезема и оксида хрома и смеси, содержащие два или более из этих составляющих. Предпочтительными материалами являются оксид алюминия и материалы на основе оксида алюминия.
Размер частицы абразива составляет обычно приблизительно 10-1000 микрометров предпочтительно приблизительно 50-750 микрометров, в частности приблизительно 100-600 микрометров. В примерах, приведенных ниже, использовались абразивные материалы с меш приблизительно 60 (250 микрометров). Абразивные зерна прикрепляются таким образом, что максимальное расстояние по меньшей мере 90% зерен от поверхности на противоположной стороне дефибрерной основы или пластины, к которой они прикрепляются, до плоскости, параллельной касательной поверхности наиболее удаленных от центра зерен, равно среднему размеру зерен (равному, например, 10-1000 микрометров).
Дефибрерное устройство, в котором активные дефибрерные формы содержат дефибрерные выступы одинаковые по высоте, описано в патенте США №123153511. Известные дефибрерные выступы имеют вершины, согнутые в направлении движения. Выступы изготовлены из металла или синтетической смолы и деформируются при работе устройства. Из-за изогнутой формы и деформации выступы не могут эффективно ни ослабить древесную структуру, ни отделить волокна от древесины, но разогревают древесную структуру. Таким образом, известное решение не предлагает удовлетворительного дефибрерного устройства, о чем свидетельствует тот факт, что такие металлические дефибрерные колеса не заменили дефибрерных камней, несмотря на недостатки керамических дефибрерных камней.
Настоящее изобретение было протестировано на лабораторном оборудовании, и испытания показали, что удельное потребление энергии при дефибрации с использованием энергоэкономичной поверхности на 50% ниже при той же степени помола и на 30% ниже при том же сопротивлении растяжению, чем при дефибрации с использованием дефибрерного камня обычной конструкции (фиг.6 и 7).
В свете вышеизложенного настоящее изобретение предлагает способ механического разделения древесины на волокна, включающий в себя отслаивание волокна от древесины при помощи абразивного материала на дефибрерной поверхности, причем по меньшей мере 90% распределения разницы по высоте между смежными или соседними зернами на дефибрерной поверхности лежит в области значений, равных среднему диаметру зерна. Предпочтительно по меньшей мере 92% или даже 95% всех абразивных зерен имеют высоту, лежащую в этом диапазоне. Таким образом, с одной стороны, предпочтительно, чтобы все, или по меньшей мере почти все (95% или более) абразивные зерна были расположены на поверхности таким образом, чтобы расстояние от их поверхности до касательной поверхности зерен, наиболее удаленных от центра, было меньше, чем диаметр зерна. С другой стороны, так же предпочтительно, чтобы расстояние от поверхности до касательной поверхности было как можно меньше. Например, расстояние может в среднем составлять менее 75%, в частности менее приблизительно 50% или даже менее приблизительно 30% среднего диаметра зерна. В идеале все или почти все зерна имеют наружную поверхность, лежащую на одной касательной поверхности.
В результате макроскопически поверхность будет выглядеть, в основном, ровной и гладкой. Важно, чтобы не было или практически не было выступающих отдельных зерен, разрывающих волокна.
Новая дефибрерная поверхность может, например, изготавливаться посредством вырезания гладкой волнистой формы на стальном колесе при помощи электроэрозии и прикрепления выпуклых синтетических одноразмерных абразивных материалов при помощи гальванопокрытия на волнистую форму.
Абразивный материал может также прикрепляться инверсным гальваническим способом, способом пайки и/или лазерным способом.
Влияние параметров на грубость отслаивания волокна приведено в Таблице 1.
Были проведены испытания на дефибрерных устройствах описанной здесь конструкции. Результаты этих испытаний приведены ниже.
Серия испытаний касается четырех активных параметров, влияющих на грубость отслаивания волокна. Для уменьшения грубости отслаивания было решено усилить кумулятивную усталостную обработку древесины вблизи зоны истирания и увеличить закругленность зерна абразива посредством выбора другого типа абразивного материала. Кроме того, зерна приблизительно одинакового размера были нанесены в виде плоского слоя для получения узкого распределения выступания зерен. Результирующее уменьшение грубости отслаивания волокна можно использовать, увеличив скорость подачи древесины, для обеспечения высокой производительности и низкого удельного энергопотребления при изготовлении древесной массы. Желательная, предварительно выбранная степень помола была реализована при помощи данных, полученных при проведении предварительных испытаний с абразивными зернами разного размера.
Были подготовлены дефибрерные поверхности с волнистым рельефом. Для операции усталостной обработки древесины была сконструирована поверхность с волнистым рельефом и подготовлена для оптимальной производительности разделения на волокна. Параметры амплитуды, частоты и скорости поверхности для циклического разрушения древесной волокнистой основы энергоэкономичной поверхностью (ЭЭП) были определены каждый в отдельности (фиг.2).
В этом контексте обычный керамический дефибрерный камень сравнивался с волнистой поверхностью, обеспечивающей определенную амплитуду деформации, и далее проводилось испытание эффективности разделения на волокна при двух разных скоростях дефибрерной поверхности. Выбранная амплитуда составила 0,25 мм, и скорости поверхности - 10 и 20 м/с.
На фиг.2 представлены формы и размеры дефибрерных поверхностей. Характеристиками дефибрерной поверхности, влияющими на отслаивание волокна, главным образом являются форма, размер и распределение выступания зерен. В настоящем документе описываются эксперименты с оптимальной формой (круглой, выпуклой) зерен. Дефибрерные поверхности имели зерна диметром приблизительно 0,25 мм. Обычный дефибрерный камень 38А601 (размер зерна приблизительно 0,25 мм) с насечкой #10/28° использовался в качестве образца сравнения.
Результаты испытаний
В процессе испытаний были исследованы различные характеристики, относящиеся к контролю процесса, потреблению энергии, длине волокна, прочностным и структурным свойствам бумажного полотна.
Контроль процесса
В практическом применении, например на серийных дефибрерах, рабочий уровень дефибрации часто далек от оптимального из-за сырья, производительности, нагрузки двигателя или других ограничений. На фиг.3 представлено рабочее «окно» при разделении на волокна.
По сравнению с контрольными керамическими поверхностями дефибрерного камня (образцы сравнения) энергоэкономичная поверхность обеспечивает возможность значительно большего контроля в широком интервале производительности (фиг.4). Между скоростью подачи древесины (производительностью) и усилием подачи древесины имеется прямая зависимость, которая логически отзывается на изменения в процессе, такие как температура истирания и окружная скорость поверхности камня. Подобным же образом производительность так же хорошо откликается на нагрузку двигателя (или наоборот), показывая, что с использованием энергоэкономичной поверхности легко достигаются намеченные степени помола (фиг.5) (Зависимость степени помола от производительности. Обозначения см. фиг.4.
Понятно, что концепция энергоэкономичной поверхности предлагает при широком диапазоне сочетаний режимов обработки, таких как температура и скорость поверхности, значительно большую производительность, чем дефибрация с применением контрольной поверхности дефибрерного камня. Когда масса размалывается до намеченных 50-150 мл (степень помола «Канадский стандарт» (CSF)), производительность может повышаться на 100%. Такой результат был получен при нормальных усилиях подачи древесины или гидравлических давлениях. Рабочее окно большего размера позволяет значительного снизить необходимость в заточке.
Потребление энергии
При дефибрации наиболее эффективное разрушение древесных волокон и переработка их в высококачественную древесную массу для картонной и печатной бумаги достигается посредством обеспечения наилучшего возможного взаимодействия между древесиной и дефибрерной поверхностью. Эффективное разрушение древесной структуры перед отслаиванием волокон от древесной основы в зоне истирания позволяет изготавливать древесную массу при потреблении 50% энергии, обычно потребляемой при дефибрации. Для достижения степени помола 100 мл потребление энергии составляет 0,7 МВт·ч/т (фиг.6). Если сравнивать потребление энергии на изготовление очищенной массы с использованием энергоэкономичной поверхности и с использованием контрольной поверхности, видно, что удельное энергопотребление еще больше понижается. Если мы сравним энергосбережение при том же сопротивлении растяжению, снижение удельного энергопотребления составит 30% (фиг.7). Полный энергосберегающий потенциал приложенного усилия, создаваемого волной дефибрерной поверхности, еще не определен.
Длина волокна
Как уже говорилось в теоретической части этого документа, высокая производительность (высокие скорости подачи древесины) приводит к грубому отслаиванию волокон от древесной основы. Следовательно, при таком неблагоприятном режиме можно ожидать разрезания волокна. Длина волокна была на 15-20% меньше в древесной массе, полученной при использовании энергоэкономичной поверхности, чем в контрольной древесной массе (фиг.8). Однако посредством установки соответствующих режимов обработки можно и при использовании энергоэкономичной поверхности получить древесную массу, сравнимую с контрольной массой для PGW95. Снижение жесткости режимов дефибрации при пониженной скорости поверхности (10 м/с) уменьшают разницу по длине волокна в древесных массах, полученных с использованием энергоэкономичной и контрольной поверхностей.
Содержание длинных волокон (+14 BMcN фракции) оказалось значительно ниже в древесной массе, полученной с использованием энергоэкономичной поверхности, чем в контрольной массе, что означает, что древесная масса, изготовленная энергоэкономичной поверхностью, может иметь высокий потенциал использования в производстве высококачественной печатной бумаги.
Прочностные свойства бумажного полотна
Прочность на разрыв и прочность на растяжение были на 25% и 15% ниже для древесной массы, обработанной энергоэкономичной поверхностью (фиг.9 и 10). Когда разделение на волокна осуществлялось при соответствующих режимах обработки, эти значения составляли только 15% и 10%, соответственно. Однако Z-прочность была одинаковой для древесной массы ЭЭП (обработанной энергоэкономичной поверхностью), хотя при подходящих условиях обработки Z-прочность могла быть на 40% выше, чем у образца (фиг.11). Для использования потенциала концепции энергоэкономичной поверхности в полном объеме необходимо проведение дальнейших исследований, объясняющих отличный характер волокон древесной массы, изготовленной с применением энергоэкономичной поверхности.
Структурные свойства бумажного полотна
Несколько ухудшенные прочностные свойства древесной массы ЭЭП уравновешивают хорошие поверхностные и структурные свойства бумажного полотна. В соответствии с этим древесная масса ЭЭП имеет ту же рассеивающую способность, что и контрольная древесная масса (фиг.12). Кроме того, показатели степени белизны выше для древесной массы ЭЭП (фиг.13).
Древесная масса, изготовленная с использованием энергоэкономичной поверхности, наиболее вероятно является конкурентоспособной, как подходящий волокнистый компонент для журнальной бумаги. Структура полотна является более открытой (пористой), а так же имеет такие же или даже лучшие объемные свойства по сравнению с образцом (фиг.14 и 15).
Из всего вышесказанного очевидно, что потребность в более энергоэкономичной дефибрации привела к изучению фундаментальных механизмов дефибрации и применению полученных знаний в экспериментах. Эксперименты показали, как можно изменить грубость отслаивания волокна, и как такие изменения улучшают результаты дефибрации.
Результаты показывают, что энергоэкономичная поверхность более эффективно разрушает структуру древесины. Полуэкспериментальные контрольные испытания дефибрации с использованием энергоэкономичной поверхности показали, что процесс дефибрации можно легко изменять в большом диапазоне.
Испытания показали уменьшение удельного энергопотребления приблизительно на 30% при использовании энергоэкономичной поверхности по сравнению с энергопотреблением при использовании обычного дефибрерного камня при том же сопротивлении растяжению. При той же степени помола удельное энергопотребление снизилось на 50%. Некоторые потери, касающиеся длины волокна и прочностных свойств, компенсируются хорошими поверхностными и структурными свойствами бумажного полотна.
Все вышеуказанное позволяет сделать вывод, что хорошо известные рабочие зависимости, ранее широко принятые в качестве физических закономерностей, могут быть изменены при этом новом подходе. Например, соотношение между качеством древесной массы и удельным энергопотреблением может быть заменено новым, более благоприятным соотношением при использовании концепции энергоэкономичной дефибрерной поверхности.
Источники информации
| название | год | авторы | номер документа |
|---|---|---|---|
| Дефибрерный камень (его варианты) | 1984 |
|
SU1194931A1 |
| Дефибрерный камень (его варианты) | 1984 |
|
SU1189914A1 |
| ДЕФИБРЕРНЫЙ КАМЕНЬ | 1992 |
|
RU2046868C1 |
| Дефибрерный камень дефибрера | 1986 |
|
SU1416572A2 |
| ВОЛОКНИСТАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГАЗЕТНОЙ БУМАГИ | 1994 |
|
RU2061136C1 |
| СПОСОБ И СИСТЕМА ДЛЯ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК ВОЛОКНА ПУТЕМ ДОБАВЛЕНИЯ ОБРАБАТЫВАЮЩЕГО СРЕДСТВА ВО ВРЕМЯ МЕХАНИЧЕСКОГО ПУЛЬПИРОВАНИЯ | 2008 |
|
RU2491378C2 |
| ЦЕЛЛЮЛОЗНАЯ МАССА И СПОСОБ ВАРКИ | 2006 |
|
RU2401352C2 |
| УСТРОЙСТВО И СПОСОБ РАЗДЕЛЕНИЯ ДРЕВЕСИНЫ | 2006 |
|
RU2530834C2 |
| Дефибрер для производства древесной массы | 1990 |
|
SU1707115A1 |
| СПОСОБ ПОЛУЧЕНИЯ БУМАГИ | 2010 |
|
RU2531254C2 |






Способ механического разделения древесины на волокна включает в себя отделение волокон от древесины при помощи зерен абразива, которые расположены на дефибрерной поверхности, где по меньшей мере 90% распределения разницы по высоте между смежными зернами на поверхности лежит в области значений, максимум которых равен среднему диаметру зерна. Устройство для механического разделения древесины на волокна посредством отделения волокон от древесной основы при помощи средств разделения на волокна, в котором указанные средства имеют дефибрерную поверхность с зернами абразива, где по меньшей мере 90% распределения разницы по высоте между смежными зернами на поверхности лежит в области значений, максимум которых равен среднему диаметру зерна. Использование данной группы изобретений позволяет оптимизировать операции, относящиеся к созданию усталости волокнистой структуры, как одного процесса и операции отслаивания волокна. 2 н. и 8 з.п. ф-лы, 15 ил, 1 табл.
1. Способ механического разделения древесины на волокна, включающий в себя отделение волокон от древесины при помощи зерен абразива, расположенных на дефибрерной поверхности, где по меньшей мере 90% распределения разницы по высоте между смежными зернами на поверхности лежит в области значений, максимум которых равен среднему диаметру зерна.
2. Устройство для механического разделения древесины на волокна посредством отделения волокон от древесной основы при помощи средств разделения на волокна, в котором указанные средства имеют дефибрерную поверхность с зернами абразива, где по меньшей мере 90% распределения разницы по высоте между смежными зернами на поверхности лежит в области значений, максимум которых равен среднему диаметру зерна.
3. Устройство по п.2, отличающееся тем, что зерна абразива прикреплены к поверхности в виде одного плоского абразивного слоя.
4. Устройство по п.2, отличающееся тем, что распределение по размеру зерен абразива является однородным.
5. Устройство по п.2, отличающееся тем, что коэффициент формы зерен абразива больше 0,82.
6. Устройство по любому их пп.2-4, отличающееся тем, что зерна абразива прикреплены к поверхности, имеющей, по существу, волнистую форму.
7. Устройство по любому их пп.2-5, отличающееся тем, что зерна абразива прикреплены к поверхности при помощи гальванического покрытия.
8. Устройство по любому их пп.2-5, отличающееся тем, что зерна абразива прикреплены к поверхности при помощи инверсного гальванического покрытия.
9. Устройство по любому их пп.2-5, отличающееся тем, что зерна абразива прикреплены к поверхности при помощи пайки.
10. Устройство по любому их пп.2-5, отличающееся тем, что зерна абразива прикреплены к поверхности при помощи лазерного покрытия.
| US 6241169 А, 05.06.2001 | |||
| JP 2001131886 А, 15.05.2001 | |||
| СПОСОБ КОНСЕРВАЦИИ СВЕЖЕУБРАННОГО ЗЕРНА | 2002 |
|
RU2222905C1 |
| Коник лесозаготовительной машины | 1981 |
|
SU1044501A1 |
| Дефибрерный камень | 1986 |
|
SU1416573A1 |
| Дефибрер для получения древесной массы | 1982 |
|
SU1040007A1 |

