Изобретение относится к сварным соединениям и предназначено для сварки сложных конструкций, в частности при изготовлении камеры на плазменном фокусе.
Известен способ пайки телескопических изделий (см., например, патент РФ №2109605, кл. B23K 1/00, 1996), основанный на предварительной сборке деталей телескопического изделия с последующей пайкой.
Этот способ предлагает предварительный контроль плотности прилегания спаиваемых поверхностей с последующим нанесением покрытия, что усложняет процесс спаивания.
Известен способ сварки телескопических изделий (см., например, патент РФ №2096143, кл. B23K 1/00, 1996), основанный на предварительной сборке деталей с установкой зазора между наружной и внутренней оболочками с последующей сваркой в печи в атмосфере инертного газа.
При осуществлении этого способа для повышения выхода годной продукции необходимо использование дополнительного компенсатора с последующим его удалением, что усложняет процесс сварки деталей.
Предложенное техническое решение направлено на упрощение реализации способа при сохранении качества сварки и выхода годной продукции.
Для этого в способе сварки анода с контактом и металлокерамическим изолятором камеры на плазменном фокусе в металлокерамический изолятор, выполненный полым и с манжетой, устанавливают монолитный медный анод с образованием паза между анодом и верхним концом изолятора, на другой конец анода насаживают медный контакт с зазором между контактом и манжетой изолятора, регулируют величину зазора между контактом и манжетой изолятора путем установки медных прокладок в паз между анодом и верхним концом изолятора, собранную конструкцию помещают в камеру и производят электроннолучевую сварку одновременно анода, контакта и металлокерамического изолятора, зазор между медным контактом и манжетой изолятора устанавливают 0,2-0,3 мм.
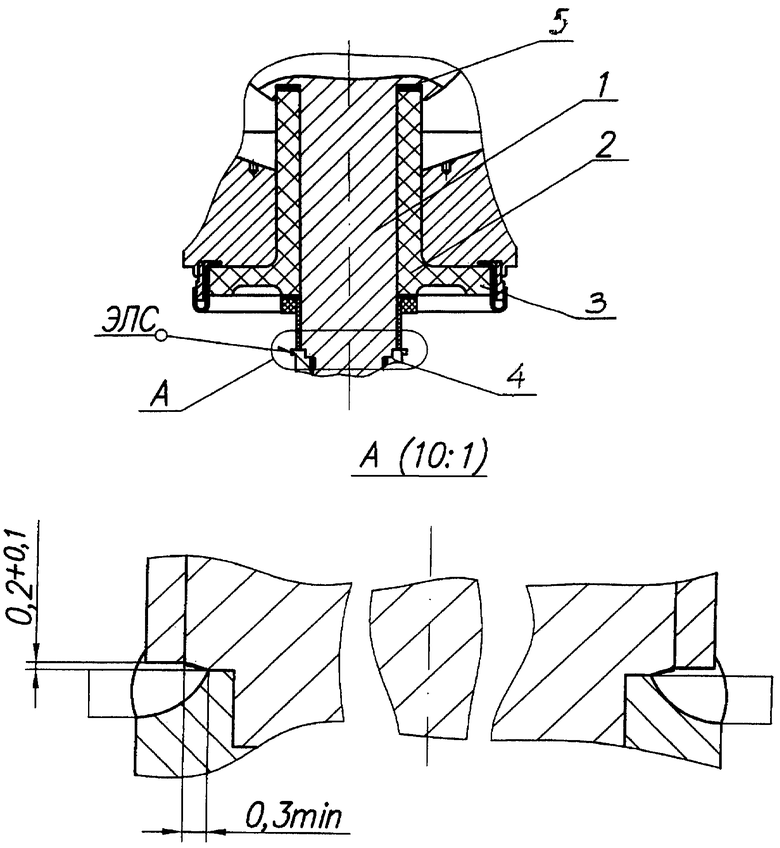
Изобретение поясняется чертежом, где показана конструкция свариваемого изделия.
На чертеже обозначены: анод 1, изолятор 2 с манжетой 3, контакт 4, прокладки из меди 5, ЭЛС - место сварки.
Сущность изобретения заключается в следующем.
Все свариваемые детали должны быть изготовлены из одного и того же материала. В предлагаемом способе все детали изготовлены из меди. Изолятор выполнен металлокерамическим.
Анод выполнен монолитным для обеспечения прохождения тока без локального разогрева на сварных швах.
Перед сваркой собирается свариваемая конструкция в следующей последовательности. Сначала монолитный анод 1 устанавливается в изолятор 2 с манжетой 3. Со стороны свободного конца на анод устанавливается контакт 4 из меди таким образом, чтобы между анодом 1, контактом 4 и манжетой 3 изолятора 2 в месте сварки оставался зазор шириной 0,2-0,3 мм. Зазор обеспечивает качественную сварку при переменной длине изолятора (в пределах допуска). Величина зазора регулируется подбором медных прокладок 5 толщиной 0,05 мм, укладываемых в верхний паз между анодом 1 и верхним концом изолятора 2. При необходимости операция регулирования зазора повторяется. Собранную конструкцию помещают в специальную камеру и производят электроннолучевую сварку. Режим сварки подобран таким образом, что одновременно происходит сварка анода 1 и контакта 4 методом переплавления металлов (оба материала медь), при этом глубина проплавления контакта и анода должна быть не менее 0,3 мм по диаметру для обеспечения токопроводности сваренной конструкции, и сварка контакта 4 с металлокерамическим изолятором методом наплавления меди контакта на коваровую манжету изолятора.
Электроннолучевая сварка анода с контактом и металлокерамическим изолятором при изготовлении камеры на плазменном фокусе проводилась по инструкции ОТ.25395.00000 в режиме, приведенном в таблице.
Контроль герметичности сварного шва проводился гелиевым масс-спектрометрическим течеискателем. Норма герметичности не более 5·10-11 м3·Па/с (Вт).
Предложенный способ сварки имеет следующие преимущества:
- обеспечивает установку монолитного анода в изделие с внутренней стороны;
- обеспечивает сварку цилиндрических деталей диаметром более 18 мм;
- обеспечивает технологичность сборочных и сварочных операций;
- исключает селективную механическую обработку соединения изолятор-анод;
- значительно снижает технологический отход.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕ РАСТВОРЯЮЩИХСЯ ДРУГ В ДРУГЕ МЕТАЛЛОВ | 2006 |
|
RU2313430C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2474913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО РАЗРЯДНИКА | 2013 |
|
RU2550350C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ЭЛЕКТРОННОЙ ПУШКИ С АНОДНЫМ БЛОКОМ СВЧ ЛАМПЫ О-ТИПА | 1993 |
|
RU2080683C1 |
| Способ электронно-лучевой обработки | 1985 |
|
SU1330869A1 |
| Способ изготовления ребристых панелей из разнородных сплавов | 2021 |
|
RU2761841C1 |
| Способ лазерной сварки листов из разнородных металлов встык | 2022 |
|
RU2784044C1 |
Изобретение относится к способу сварки анода с контактом и металлокерамическим изолятором камеры на плазменном фокусе и может найти применение при изготовлении камеры на плазменном фокусе. В металлокерамический изолятор, выполненный полым и с манжетой, устанавливают монолитный медный анод с образованием паза между анодом и верхним концом изолятора. На другой конец анода насаживают медный контакт с зазором между контактом и манжетой изолятора. Регулируют величину зазора между контактом и манжетой изолятора путем установки медных прокладок в паз между анодом и верхним концом изолятора. Собранную конструкцию помещают в камеру и производят электроннолучевую сварку одновременно анода, контакта и металлокерамического изолятора. Изобретение обеспечивает высокое качество сварки и увеличивает процент выхода годной продукции. 1 з.п. ф-лы, 1 ил., 1 табл.
1. Способ сварки анода с контактом и металлокерамическим изолятором камеры на плазменном фокусе, характеризующийся тем, что в металлокерамический изолятор, выполненный полым и с манжетой, устанавливают монолитный медный анод с образованием паза между анодом и верхним концом изолятора, на другой конец анода насаживают медный контакт с зазором между контактом и манжетой изолятора, регулируют величину зазора между контактом и манжетой изолятора путем установки медных прокладок в паз между анодом и верхним концом изолятора, собранную конструкцию помещают в камеру и производят электроннолучевую сварку одновременно анода, контакта и металлокерамического изолятора.
2. Способ по п.1, отличающийся тем, что зазор между медным контактом и манжетой изолятора устанавливают 0,2-0,3 мм.
| Способ плавки стали в основной мартеновской печи с использованием возвратного шлака | 1948 |
|
SU73579A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА | 1990 |
|
RU2035280C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2109605C1 |
| ПЛАЗМЕННЫЙ ИСТОЧНИК ПРОНИКАЮЩЕГО ИЗЛУЧЕНИЯ | 1970 |
|
SU347006A1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2096143C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИМПУЛЬСНОГО РЕНТГЕНОВСКОГО И НЕЙТРОННОГО ИЗЛУЧЕНИЯ | 2005 |
|
RU2297117C1 |
| JP 2006073801 A, 16.03.2006 | |||
| US 4119876 A, 10.10.1978. | |||

