ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к устройству для манипулирования стержнями оправок на прокатной установке для прокатки бесшовных труб. Изобретение относится также к прокатной установке и способу прокатки бесшовных труб.
УРОВЕНЬ ТЕХНИКИ
При изготовлении бесшовных труб применяют станы-элонгаторы, на которых трубные заготовки раскатывают на длинных цилиндрических стержнях оправок. С этой целью перед собственно процессом прокатки в трубную заготовку вводится стержень оправки и вместе с трубной заготовкой перемещается через прокатный стан с множеством расположенных друг за другом прокатных клетей, в результате чего достигается уменьшение толщины стенки и, таким образом, удлинение трубной заготовки на стержне оправки. После прохождения трубной заготовки через прокатные клети, в которых она раскатывается в желательную трубу или полуфабрикат, стержень оправки посредством устройства для удерживания стержня оправки извлекается противоположно направлению прокатки назад и из группы клетей прокатного стана.
Известно, что прокатываемая трубная заготовка посредством поперечного перемещения может быть установлена в линию прокатки таким образом, что она расположена перед прокатным станом соосно с линией прокатки и у расположенной заподлицо линии перед прокатным станом. Стержень оправки, необходимый для пластического деформирования прокатываемого изделия, устанавливается в линию прокатки также посредством поперечного перемещения. Посредством вталкивателя, при необходимости с применением устройства для удерживания стержня оправки, стержень оправки, покрытый смазочным материалом, вдвигается в трубную заготовку.
Такой механизм с устройством для удерживания стержня оправки описан, например, в DE 2742288 C2. Известны альтернативные решения, согласно которым предварительно введенный стержень оправки вместе с прокатываемым изделием вдвигают в линию прокатки.
Когда стержень оправки вводится в линии прокатки в трубную заготовку, то необходимый осевой ход устройства для удерживания стержня оправки получается из длины прокатываемого изделия и длины стержня оправки. Устройство для удерживания стержня оправки в течение основного времени машинного цикла должно вводиться в прокатываемое изделие, что препятствует более высокой тактовой частоте и, таким образом, повышению производительности установки. Решения, согласно которым стержень оправки предварительно вводится рядом с линией прокатки, имеют технологические недостатки, например, снижение температуры прокатываемого изделия вследствие большей продолжительности контакта со стержнем оправки.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задача изобретения состоит в усовершенствовании прокатки бесшовных труб, в частности в повышении производительности прокатной установки для прокатки бесшовных труб.
Эта задача решается устройством с признаками пункта 1, прокатной установкой с признаками пункта 10 и способом с признаками пункта 12 формулы изобретения. Выгодные усовершенствованные варианты осуществления следуют из зависимых пунктов, последующего описания изобретения и описания предпочтительных примеров осуществления.
Указанное устройство предназначено для манипулирования стержнями оправок на прокатной установке для прокатки бесшовных труб. Прокатная установка содержит прокатный стан, обычно с множеством прокатных клетей, расположенных друг за другом в направлении прокатки, выполненный с возможностью раскатки на стержне оправки в трубу трубной заготовки, в настоящем описании также называемой прокатываемым материалом, прокатываемым изделием или заготовкой. Труба может быть изготовлена, например, из стали или цветного металла.
Устройство содержит вталкиватель, выполненный с возможностью перемещения или, соответственно, продвижения в направлении прокатки стержня оправки, расположенного в линии прокатки, так что стержень оправки вдвигается или, соответственно, вводится в трубную заготовку, в направлении прокатки расположенную перед стержнем оправки. Положение, при котором стержень оправки и трубная заготовка расположены друг за другом в линии прокатки, т.е. стержень оправки ни полностью, ни частично не вдвинут в трубную заготовку, в настоящем описании называется основным положением.
Устройство также содержит удерживающее устройство с фиксирующим узлом, выполненным с возможностью перемещения вдоль линии прокатки и временного удерживания стержня оправки в точке захвата в области заднего конца стержня оправки и осуществления рабочего хода, начиная от исходного положения, в направлении прокатки, а также противоположно направлению прокатки, в результате чего стержень оправки может быть введен в прокатный стан в направлении прокатки и посредством удерживающего устройства извлечен из прокатного стана противоположно направлению прокатки.
Другими словами, задача удерживающего устройства, прежде всего, состоит в удерживании стержня оправки после перемещения трубной заготовки через прокатный стан и извлечении из прокатного стана противоположно направлению прокатки. Удерживающее устройство также по меньшей мере частично может осуществлять продвижение стержня оправки в прокатный стан или участвовать в указанном продвижении. Для этого удерживающее устройство содержит фиксирующий узел, выполненный с возможностью временного удерживания или, соответственно, временной фиксации, например зажима, стержня оправки в точке захвата. В этой связи термины "удерживание" или, соответственно, "фиксация" означают не то, что останавливается перемещение стержня оправки вдоль линии прокатки, а то, что между стержнем оправки и фиксирующим узлом временно существует жесткое соединение, так что в зафиксированном положении они не выполняют относительное перемещение вдоль линии прокатки. Механизм для фиксации и расцепления стержня оправки в простейшем случае может содержать упор или в качестве альтернативы может быть осуществлен в виде захвата, посредством зажимных колодок или другим подходящим образом.
Следует указать на то, что термины, относящиеся к расположению в пространстве, такие как "сзади", "спереди", "задний", "передний" и т.д., относятся к направлению прокатки и, таким образом, однозначно определены.
Согласно изобретению удерживающее устройство выполнено таким образом, что в основном положении исходное положение фиксирующего узла находится между обоими концами стержня оправки.
Другими словами, рабочий ход фиксирующего узла во время машинного цикла уже не складывается из длин трубной заготовки и стержня оправки, а укорочен по сравнению с ними, что позволяет уменьшить основное время машинного цикла. В то время как в основном положении исходное положение обычно находится в области заднего конца стержня оправки, исходное положение согласно изложенному здесь новшеству сдвинуто вперед в направлении прокатки и находится между передним концом и задним концом стержня оправки. Предпочтительно, фиксирующий узел ни в какой момент времени регулярного цикла прокатки не перемещается назад за исходное положение. Укорочение рабочего хода удерживающего устройства или, соответственно, его фиксирующего узла, например, приблизительно соответствует длине трубной заготовки.
Благодаря такому укорочению рабочего хода стержень оправки во время вспомогательного времени машинного цикла может быть предварительно введен в трубную заготовку, что позволяет достичь уменьшения времени цикла, которое может быть использовано для увеличения производства.
Кроме того, укорочение рабочего хода удерживающего устройства делает возможной минимизацию подвижной массы, что позволяет уменьшить приводные мощности и динамические нагрузки.
Позиционирование и настройка фиксирующего узла в зависимости от размера трубной заготовки (трубных заготовок) могут быть выполнены простым и гибким образом. Так, при более коротких трубных заготовках система может быть предварительно позиционирована для еще большего уменьшения продолжительности цикла.
Этапы процесса "вставка стержня оправки" и "вставка трубной заготовки" в линию прокатки могут быть осуществлены одновременно или с перекрытием по времени, что позволяет достичь еще большего уменьшения времени машинного цикла. Извлечение перемещенного назад стержня оправки и вставка новой трубной заготовки могут быть осуществлены вдоль максимально короткого пути, непосредственно друг за другом. Для этого передаточное устройство, выполненное с соответствующей возможностью, может быть установлено с предварительным позиционированием на минимально возможном расстоянии.
Посредством того, что стержень оправки вводится в трубную заготовку в линии прокатки, могут быть минимизированы возможные тепловые потери в прокатываемом материале. Одновременно происходит менее значительное нагревание стержня (стержней) оправки, что в свою очередь позволяет минимизировать количество применяемых стержней оправок.
Предпочтительно, удерживающее устройство также выполнено таким образом, что рабочий ход фиксирующего узла меньше общей осевой длины стержня оправки и трубной заготовки. Рабочий ход может быть уменьшен по существу до длины трубной заготовки, что позволяет минимизировать время машинного цикла.
Предпочтительно, точка захвата стержня оправки выполнена в виде хвостовика, причем указанный хвостовик, например, содержит локальный хвостовик, утолщение, выемку или кольцевую выточку (ниже для их обозначения используется общий термин "хвостовик"). Так, стержень оправки в точке захвата имеет, например, участок уменьшенного диаметра, причем в этом случае фиксирующий узел выполнен с возможностью вхождения с зацеплением с хвостовиком. Таким образом, простым и надежным образом с точки зрения машиностроения между стержнем оправки и фиксирующим узлом может быть осуществлена временная фиксация. При этом фиксирующий узел, например, может или посредством зажима активно входить в зацепление в хвостовик, или пассивно стыковаться с хвостовиком, и/или упираться в хвостовик.
Предпочтительно, удерживающее устройство выполнено таким образом, что в основном положении фиксирующий узел выведен из зацепления со стержнем оправки, так что стержень оправки, продвигаемый вталкивателем в направлении прокатки, начиная от основного положения, может быть перемещен или, соответственно, передвинут относительно фиксирующего узла. Таким образом, в указанном случае стержень оправки, начиная от основного положения, проходит определенное расстояние в направлении прокатки, пока точка захвата стержня оправки не достигнет фиксирующего узла. При этом фиксирующий узел может направлять стержень оправки до фиксации относительно друг друга.
Однако во время продвижения стержня оправки относительно фиксирующего узла в направлении прокатки фиксирующий узел не должен оставаться на месте и быть неподвижным. Более того, удерживающее устройство предпочтительно выполнено таким образом, что во время продвижения вталкивателя в направлении прокатки фиксирующий узел перемещается с меньшей скоростью (относительно стержня оправки) или ускоряется (также в направлении прокатки) для по меньшей мере частичного выравнивания скорости фиксирующего узла и скорости стержня оправки. Такое выравнивание скорости или, соответственно, синхронизация перемещений может способствовать дальнейшему уменьшению времени машинного цикла и снижению механической нагрузки на задействованные компоненты. При этом во время продвижения стержня оправки фиксирующий узел вначале в течение определенного времени может оставаться в исходном положении, пока он не ускорится в направлении прокатки.
Предпочтительно, удерживающее устройство выполнено таким образом, что фиксирующий узел автоматически входит в зацепление с точкой захвата или, соответственно, сужением, когда точка захвата стержня оправки в результате продвижения посредством вталкивателя достигает положения фиксирующего узла. Указанное положение для зацепления может представлять собой исходное положение фиксирующего узла или, если предпринимается выравнивание скорости, находиться ниже по потоку в направлении прокатки.
Предпочтительно, удерживающее устройство содержит салазки, выполненные с возможностью перемещения параллельно линии прокатки, на которых расположен фиксирующий узел. Удерживающее устройство также может содержать электродвигатель с реечно-шестеренчатым механизмом, посредством которого приводятся в движение салазки. Салазки и зубчатая рейка предпочтительно находятся рядом с линией прокатки. В указанном случае удерживающее устройство имеет такую конструкцию, что пространство для установки на линии прокатки остается доступным, так что стержень оправки может быть вставлен в линию прокатки и извлечен из линии прокатки без необходимости введения фиксирующего узла для фиксации стержня оправки от заднего конца стержня оправки.
Предпочтительно, предусмотрено соединительное устройство, выполненное с возможностью фиксации стержня оправки с силовым замыканием с вталкивателем во время перемещения вперед до передачи на удерживающее устройство, причем соединительное устройство предпочтительно установлено на вталкивателе. Таким образом, может быть осуществлена безопасная и надежная передача стержня оправки также при высоких скоростях машины.
Предпочтительно, удерживающее устройство и стержень оправки выполнены с возможностью соединения друг с другом с геометрическим замыканием после выполненной передачи и механического разъединения в крайних положениях удерживающего устройства, регулируемых дискретно или плавно.
Указанная выше задача решается также прокатной установкой, содержащей прокатный стан с одной или множеством прокатных клетей для прокатки бесшовных труб, и устройством для манипулирования стержнями оправок согласно одному из описанных выше вариантов осуществления.
Прокатный стан выполнен в виде стана продольной прокатки, например, с тремя-восьмью, предпочтительно пятью-шестью прокатными клетями и двумя-четырьмя, предпочтительно тремя рабочими валками на клеть, из которых по меньшей мере один валок, предпочтительно все валки, выполнены с возможностью приведения их в движение. Термин "стан продольной прокатки" охватывает станы-элонгаторы всех типов, такие как непрерывные прокатные станы, MPM (multistand pipe mill - непрерывный трубопрокатный стан с удерживаемой оправкой), а также штоссбанки.
Признаки, технические эффекты, преимущества и примеры осуществления, описанные в отношении устройства для манипулирования стержнями оправок, аналогичным образом действуют в отношении прокатного устройства.
Указанная выше задача также решается способом прокатки бесшовных труб при помощи прокатной установки, включающим: вставку трубной заготовки и стержня оправки в линию прокатки, так что стержень оправки находится перед вталкивателем, трубная заготовка - перед стержнем оправки, а первая клеть прокатного стана - перед трубной заготовкой, при наблюдении в направлении прокатки, в результате чего стержень оправки находится в основном положении; позиционирование фиксирующего узла удерживающего устройства в исходном положении, находящимся между обоими концами стержня оправки, причем фиксирующий узел выведен из зацепления со стержнем оправки таким образом, что стержень оправки является подвижным относительно фиксирующего узла вдоль линии прокатки; перемещение вталкивателя в направлении прокатки, в результате чего вталкиватель продвигает стержень оправки и вталкивает его в трубную заготовку, причем происходит относительное смещение между фиксирующим узлом и стержнем оправки; удерживание стержня оправки фиксирующим узлом, когда точка захвата стержня оправки достигает положения фиксирующего узла, так что вслед за этим относительное перемещение между фиксирующим узлом и стержнем оправки не происходит; транспортировку трубной заготовки с вдвинутым стержнем оправки через прокатный стан, так что трубную заготовку раскатывают на стержне оправки в трубу; и последующий отвод стержня оправки из прокатного стана противоположно направлению прокатки посредством удерживающего устройства.
Перечисление этапов способа не обязательно определяет порядок или хронологическую последовательность. Так, например, вставка трубной заготовки и стержня оправки в линию прокатки, а также позиционирование фиксирующего узла могут быть осуществлены друг за другом, одновременно или с перекрытием по времени.
Признаки, технические эффекты, преимущества и примеры осуществления, описанные в отношении устройства для манипулирования стержнями оправок, аналогичным образом действуют в отношении способа.
Предпочтительно, передача стержня оправки от вталкивателя к удерживающему устройству происходит динамично во время перемещения вперед, причем во время передачи скорости указанных обоих устройств относительно друг друга синхронизированы.
Предпочтительно, трубную заготовку и/или стержень оправки вставляют в линию прокатки поперечно направлению прокатки, т.е. поперечно осевому направлению трубной заготовки или стержня оправки, в результате чего загрузка линии прокатки может быть произведена с максимально возможной скоростью. Это равным образом относится и к извлечению из линии прокатки стержня оправки, применяемого в цикле прокатки.
Предпочтительно, по указанным выше основаниям во время продвижения стержня оправки в направлении прокатки посредством вталкивателя фиксирующий узел перемещается с меньшей скоростью (относительно стержня оправки) или ускоряется, чтобы по меньшей мере частично выровнять скорость фиксирующего узла и скорость стержня оправки в направлении прокатки. При этом во время продвижения стержня оправки посредством вталкивателя фиксирующий узел вначале в течение определенного времени может оставаться в исходном положении, пока он не ускорится в направлении прокатки.
Предпочтительно, по указанным выше основаниям фиксирующий узел удерживает стержень оправки посредством того, что фиксирующий узел входит с зацеплением в сужение в точке захвата стержня оправки.
Предпочтительно, сразу же за отводом стержня оправки из прокатного стана производят передачу стержня оправки посредством того, что крепление между фиксирующим узлом и стержнем оправки расцепляют, и стержень оправки выбрасывают поперечно линии прокатки, причем выброс предпочтительно производят в положении, которое отличается от основного положения. Обычно стержень оправки выбрасывается в положении, расположенном ближе к прокатному стану, чем его положение в основном положении.
Предпочтительно, трубная заготовка перемещается в прокатный стан отдельным валком с приводом, также называемым "подающим валком".
Дополнительные преимущества и признаки настоящего изобретения станут очевидными из последующего описания предпочтительных вариантов осуществления. Описанные в нем признаки могут быть осуществлены отдельно или в сочетании с одним или множеством вышеизложенных признаков, поскольку указанные признаки не противоречат друг другу. Ниже приводится описание предпочтительных примеров осуществления со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предпочтительные дополнительные варианты осуществления изобретения более подробно объясняются при помощи следующего описания чертежей. На чертежах показано следующее:
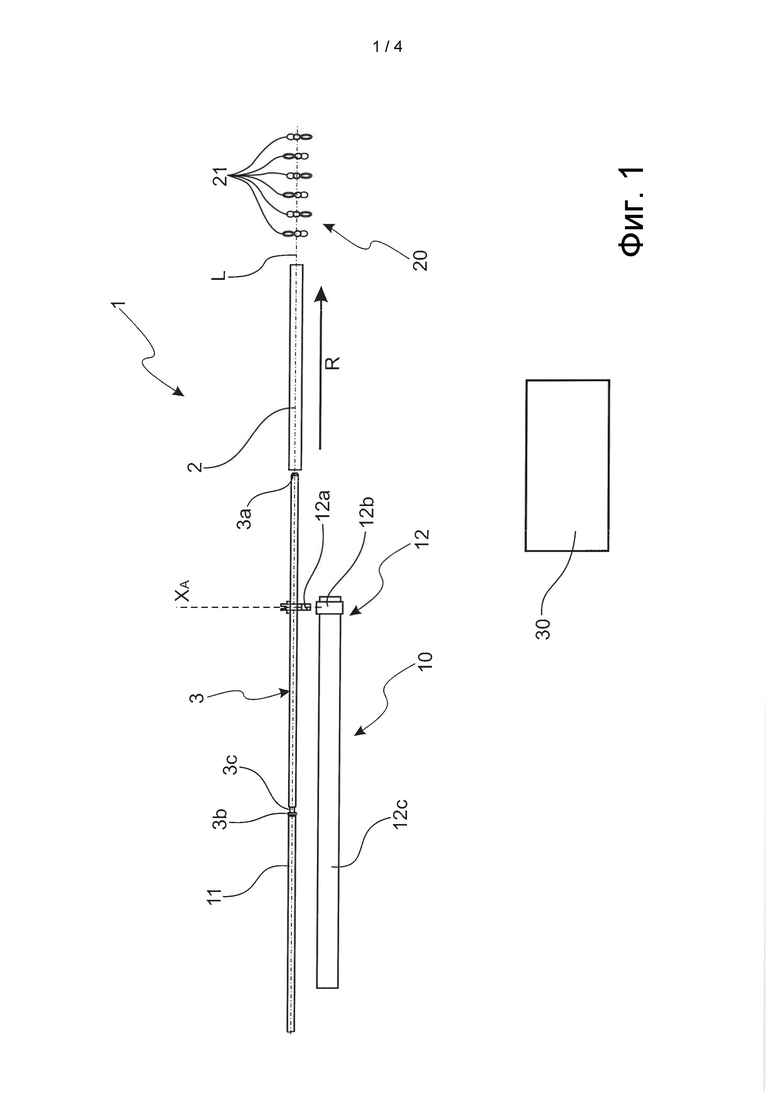
фиг. 1 - схематичный вид сверху прокатной установки для прокатки бесшовных труб с устройством для манипулирования стержнями оправок и прокатным станом;
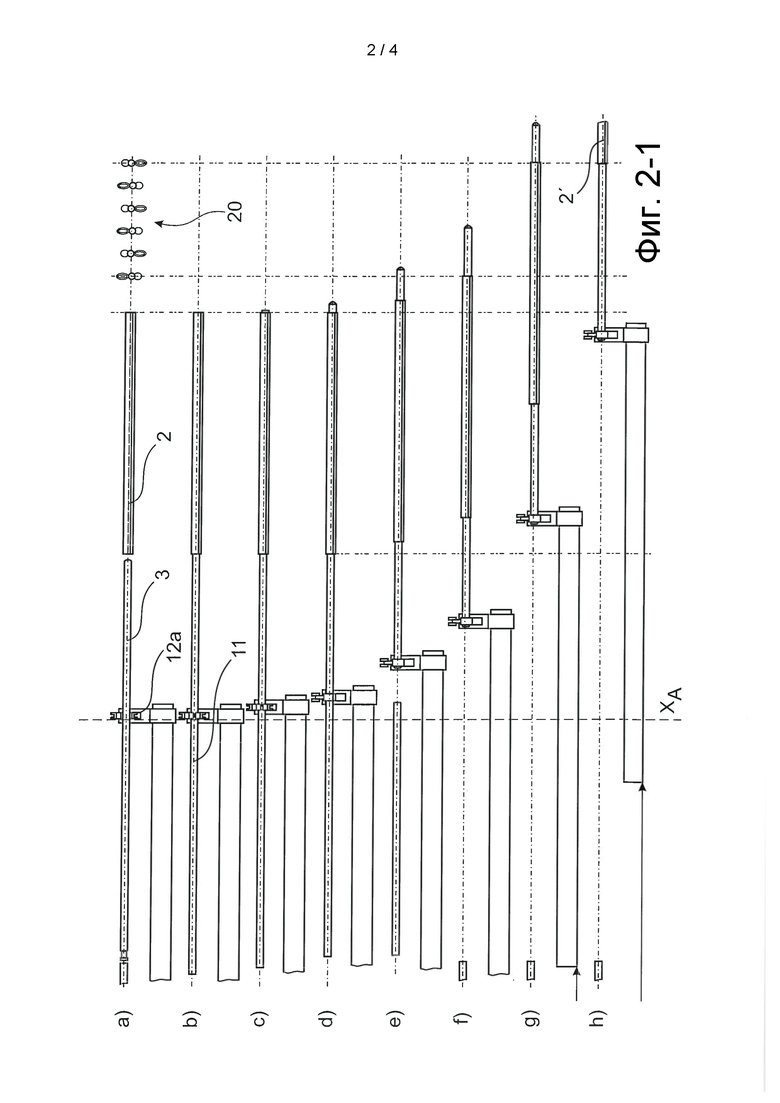
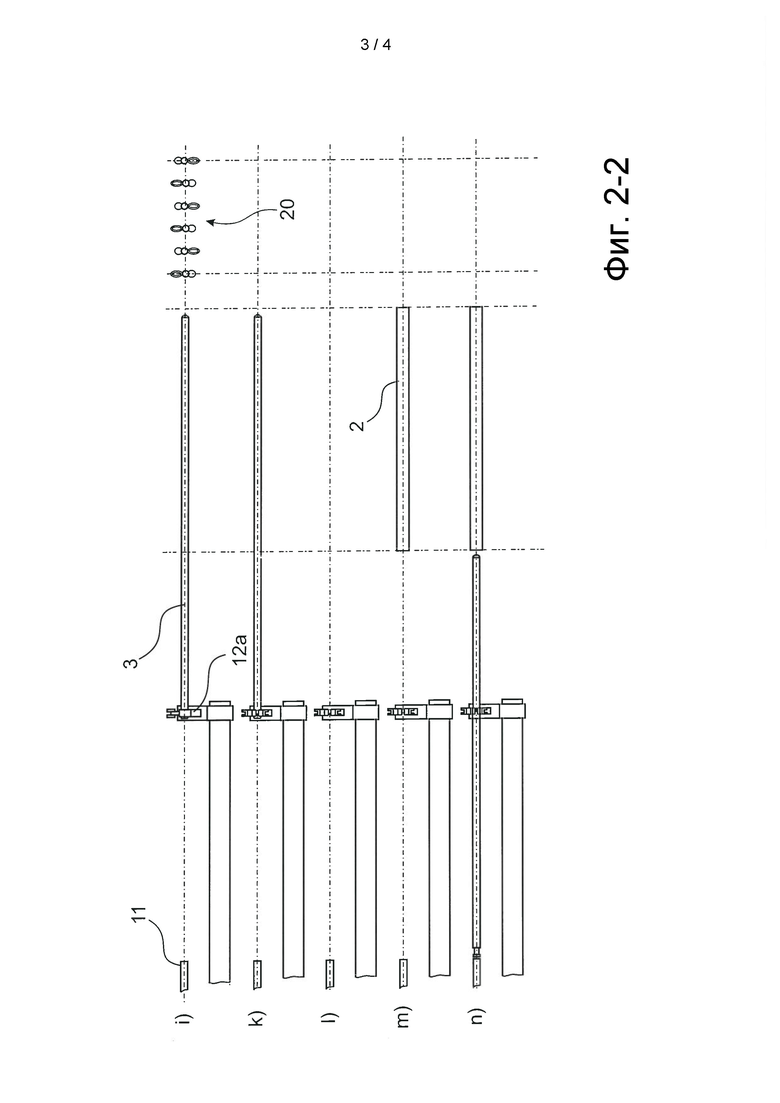
фиг. 2 - последовательность положений, занимаемых прокатной установкой по фиг. 1 во время машинного цикла;
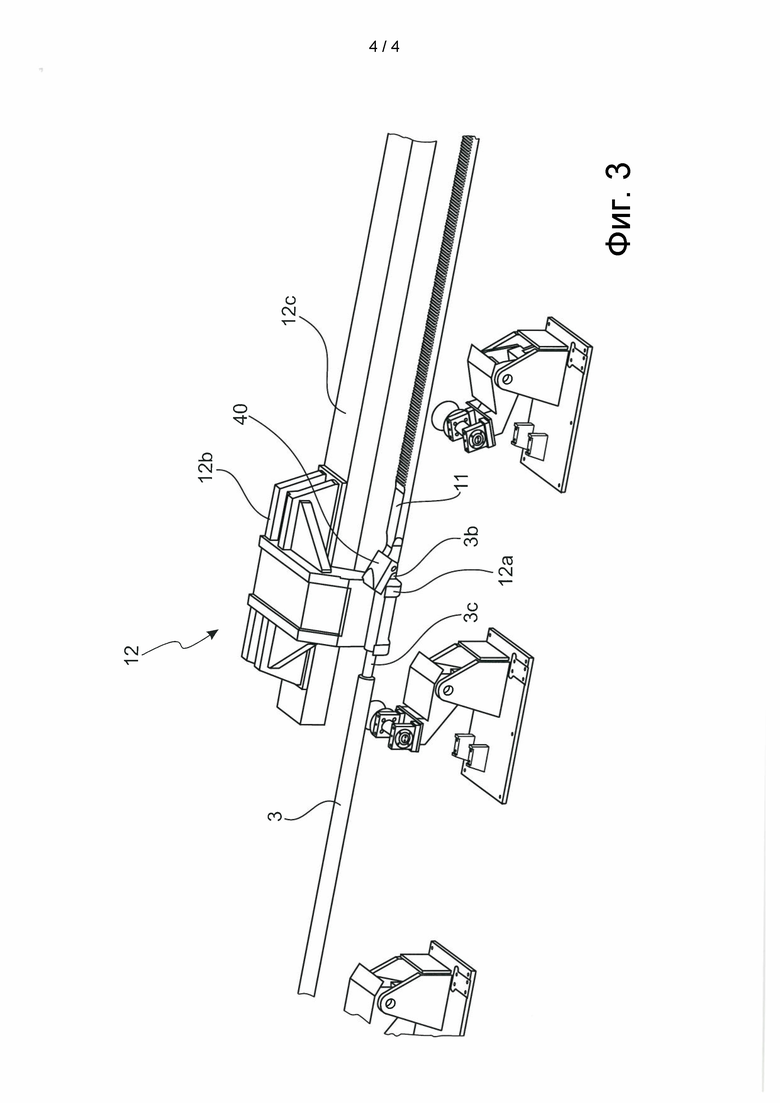
фиг. 3 - соединительное устройство, установленное на вталкивателе, фиксирующее стержень оправки на вталкивателе во время перемещения вперед до передачи на удерживающее устройство.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Ниже при помощи чертежей описываются предпочтительные примеры осуществления. При этом одинаковые, аналогичные или одинаково функционирующие элементы обозначены на чертежах идентичными ссылочными обозначениями и, во избежание избыточности, подробное описание этих элементов частично опущено.
Фиг. 1 представляет собой схематичный вид сверху прокатной установки 1 для прокатки трубной заготовки 2, в настоящем описании также называемой "прокатываемым материалом", "прокатываемым изделием" или "заготовкой", в трубу 2' (см. фиг. 2), причем прокатная установка 1 содержит устройство 10 для манипулирования стержнями 3 оправок и прокатный стан 20.
Прокатный стан 20 содержит множество прокатных клетей 21, расположенных друг за другом вдоль направления R прокатки, посредством которых трубная заготовка 2 вместе с введенным стержнем 3 оправки транспортируется вдоль линии L прокатки и пластично деформируется посредством того, что трубная заготовка 2 раскатывается в трубу 2' на стержне 3 оправки.
Прокатный стан 20 предпочтительно выполнен в виде стана продольной прокатки, например, с тремя-восьмью, предпочтительно пятью-шестью прокатными клетями 21 и двумя-четырьмя, предпочтительно тремя рабочими валками на клеть, из которых по меньшей мере один валок, предпочтительно все валки, имеют привод. Термин "стан продольной прокатки" охватывает станы-элонгаторы всех типов, такие как непрерывные прокатные станы, MPM (multistand pipe mill - непрерывный трубопрокатный стан с удерживаемой оправкой), а также штоссбанки. Прокатные клети 21 содержат указанные выше рабочие валки, конструкция которых на чертежах подробно не показана, и которые производят желательное пластическое деформирование заготовки. Посредством двух-четырех, предпочтительно трех, рабочих валков, равномерно расположенных вокруг прокатываемого материала или, соответственно, центра прокатки, производится продольная подача заготовки 2.
На стадии процесса, показанной на фиг. 1, как трубная заготовка 2, так и стержень 3 оправки уже находятся в линии L прокатки перед прокатным станом 20. Предварительно трубная заготовка 2 и стержень 3 оправки были соответствующим образом позиционированы посредством поперечного перемещения. Трубная заготовка 2 находится непосредственно перед первой прокатной клетью 21, предпочтительно у расположенной заподлицо линии перед прокатным станом 20. За трубной заготовкой 2 соосно с ней расположен стержень 3 оправки. На переднем конце 3a стержень 3 оправки имеет закругленную или немного суживающуюся головку для облегчения ввода стержня 3 оправки в трубную заготовку 2. В области заднего конца 3b стержень 3 оправки имеет точку 3c захвата для фиксации посредством описанного ниже удерживающего устройства 12. Согласно данному примеру осуществления точка 3c захвата выполнена в виде сужения, но сужением она не ограничена.
Устройство 10 для манипулирования стержнем 3 оправки содержит вталкиватель 11, также расположенный в линии L прокатки за стержнем 3 оправки, и не показанное на чертежах устройство для активного продвижения вталкивателя 11 в направлении R прокатки. Между стержнем 3 оправки и вталкивателем 11 в основном положении, показанном на фиг. 1, при необходимости имеется интервал безопасности, чтобы не препятствовать поперечному перемещению стержня 3 оправки в линию L прокатки.
Устройство 10 также содержит удерживающее устройство 12, задача которого, прежде всего, состоит в удерживании стержня 3 оправки после перемещения трубной заготовки 2 через прокатный стан 20 и извлечении из прокатного стана 20 противоположно направлению R прокатки. Удерживающее устройство 12 также по меньшей мере частично может осуществлять продвижение стержня 3 оправки в прокатный стан 20 или участвовать в нем.
Для этого удерживающее устройство 12 содержит фиксирующий узел 12a, выполненный с возможностью временной фиксации, например, зажима, стержня 3 оправки в точке 3c захвата. Механизм для фиксации и расцепления стержня 3 оправки в простейшем случае может содержать упор, или в качестве альтернативы может быть осуществлен в виде захвата, посредством зажимных колодок или другим подходящим образом. Фиксирующий узел 12a выполнен с возможностью передвижения посредством салазок 12b вдоль линии L прокатки. Салазки 12b предпочтительно приводятся в движение посредством электродвигателя с реечно-шестеренчатым механизмом, из которого на чертежах схематично показана зубчатая рейка 12c. Однако исполнительный орган для перемещения салазок 12b реечно-шестеренчатым механизмом, приводимым в действие электродвигателем, не ограничен. Так, в качестве альтернативы удерживающее устройство 12 может приводиться в действие, например, гидравлически или посредством линейного двигателя.
Еще один пример осуществления удерживающего устройства 12 с соединительным устройством 40, установленным на вталкивателе 11, показан на фиг. 3. Посредством соединительного устройства 40 стержень 3 оправки во время перемещения вперед до передачи на удерживающее устройство 12 с силовым замыканием фиксируется на вталкивателе 11.
Ниже со ссылкой на фиг. 2 описывается протекание процесса в прокатной установке 1 для одного машинного цикла. При этом фиг. 2 разделена на участки от а) до n), каждый из которых показывает во временной последовательности положение прокатной установки 1 во время машинного цикла. Для наглядности на фиг. 2 некоторые ссылочные обозначения не показаны.
Исходным пунктом является показанное на фиг. 2a) основное положение (соответствует фиг. 1), в котором трубная заготовка 2 и стержень 3 оправки посредством поперечного перемещения (на чертеже не показано), в настоящем описании также называемого "ходом передачи стержня оправки", были установлены перед прокатным станом 20 в линии L прокатки. Фиксирующий узел 12a в исходном положении xA находится в расцепленном состоянии относительно стержня 3 оправки, так что стержень 3 оправки может свободно перемещаться в направлении R прокатки относительно фиксирующего узла 12a. В основном положении по фиг. 2a) исходное положение xA находится между обоими концами стержня 3 оправки, предпочтительно в передней половине стержня 3 оправки.
Начиная от основного положения по фиг. 2a), вталкиватель 11 перемещается в направлении R прокатки, в результате чего вталкиватель 11 продвигается вперед и вводит стержень 3 оправки в трубную заготовку 2, см. фиг. 2b). Фиксирующий узел 12a разомкнут, чтобы сделать возможным продвижение вталкивателя 11 и стержня 3 оправки.
Во время продвижения стержня 3 оправки вначале фиксирующий узел 12a остается в исходном положении xA, а затем ускоряется в направлении R прокатки, чтобы достичь выравнивания скоростей между стержнем 3 оправки и фиксирующим узлом 12a, как показано на фиг. 2c). В настоящем документе этот ход также называется "ходом синхронизации стержня оправки". Таким образом, во время хода синхронизации стержня оправки происходит относительное перемещение между стержнем 3 оправки и фиксирующим узлом 12a, а точка 3c захвата еще не находится непосредственно в положении фиксирующего узла 12a. При этом можно стремиться к полному или частичному выравниванию скоростей.
Когда точка 3c захвата стержня 3 оправки достигает положения фиксирующего узла 12a, фиксирующий узел 12a вдоль хода с зажимом стержня оправки входит в зацепление с точкой 3c захвата или, соответственно замыкается, как показано на фиг. 2d). Одновременно стержень 3 оправки полностью проникает в трубную заготовку 2 и на конце 3a, расположенном со стороны головки, входит в прокатный стан 20.
По окончании хода с зажимом стержня оправки синхронное перемещение между вталкивателем 11 и стержнем 3 оправки прекращается, дальнейшее продвижение стержня 3 оправки в направлении R прокатки, в настоящем описании называемое "ходом подачи стержня оправки", берут на себя удерживающее устройство 12 и/или прокатный стан 20, вталкиватель 11 останавливается, в результате чего стержень 3 оправки и вталкиватель 11 отделяются друг от друга, см. фиг. 2e). Одновременно трубная заготовка 2 ускоряется в процессе хода ускорения трубной заготовки в направлении первой прокатной клети 21, причем стержень 3 оправки полностью проник в трубную заготовку 2 и на переднем конце 3a входит в прокатный стан 20.
На фиг. 2f показан ход начала прокатки. Трубная заготовка 2 входит в первую прокатную клеть 21 прокатного стана 20. Одновременно вталкиватель 11 перемещается назад в свое исходное положение, что делает его готовым к следующему машинному циклу.
На фиг. 2g) показано положение во время прокатки трубной заготовки 2, в котором трубная заготовка 2 продвинута до последней прокатной клети 21 прокатного стана, а на фиг. 2h) показано положение, в котором трубная заготовка 2 вышла из последней прокатной клети 21 прокатного стана 20 и полностью раскатана на стержне оправки 3 в трубу 2'. Стержень 3 оправки выполнил полный ход, в настоящем описании также называемый ходом стержня оправки до конца прокатки.
Затем стержень 3 оправки посредством удерживающего устройства 12 перемещается из прокатного стана 20 противоположно направлению R прокатки назад, в положение выброса, см. фиг. 2i).
Затем происходит ход передачи стержня оправки посредством того, что фиксация стержня 3 оправки посредством фиксирующего узла 12a расцепляется или, соответственно, разжимается, см. фиг. 2k), после чего происходит выброс поперечно линии L прокатки, как показано на фиг. 2l). После этого в линию L прокатки вставляется новая трубная заготовка 2 и новый стержень 3 оправки, см. фиг. 2m) и 2n). Вставка трубной заготовки 2 и стержня 3 оправки в рамках хода передачи стержня оправки может быть осуществлено друг за другом, одновременно или с перекрытием по времени.
Описанный выше ход процесса может быть осуществлен средством 30 управления, схематично показанным на фиг. 1. Для наглядности каналы связи с соответствующими исполнительными органами, датчиками и т.п. не обозначены.
Средство 30 управления может образовывать отдельный электронный узел, обмениваться данными со средством управления машиной, средством управления установкой и т.п. или являться их составной частью. Обмен данными между указанными электронными компонентами может происходить в аналоговой или цифровой форме, по проводам или по радио. Средство 30 управления может представлять собой составную часть приложений, основанных на Интернет-технологиях или на использовании облачных ресурсов, или оно может быть реализована другим образом, а также при необходимости обращаться к банкам данных.
Удерживающее устройство 12 имеет такую конструкцию, что пространство для установки в области линии L прокатки остается доступным, так что стержень 3 оправки может быть установлен в линии L прокатки и извлечен из нее без необходимости уборки фиксирующего узла 12a для фиксации стержня 3 оправки от заднего конца стержня 3 оправки. Другими словами, рабочий ход фиксирующего узла 12a во время машинного цикла уже не складывается из длин трубной заготовки 2 и стержня 3 оправки, а укорочен по сравнению с ними, что позволяет уменьшить основное время машинного цикла. В то время как в основном положении исходное положение xA обычно находится в области заднего конца 3b стержня 3 оправки, исходное положение xA согласно изложенному здесь новшеству сдвинуто вперед в направлении R прокатки и находится между передним концом 3a и задним концом 3b стержня 3 оправки. Укорочение рабочего хода удерживающего устройства 12 или, соответственно, его фиксирующего узла 12a, например, приблизительно соответствует длине трубной заготовки 2.
Благодаря такому укорочению рабочего хода стержень 3 оправки во время вспомогательного времени машинного цикла может быть предварительно введен в трубную заготовку 2, что позволяет достичь уменьшения времени цикла, которое может быть использовано для увеличения объема производства.
Кроме того, укорочение рабочего хода удерживающего устройства 12 делает возможной минимизацию подвижной массы, что позволяет уменьшить приводные мощности и динамические нагрузки. Соединение удерживающего устройства 12 со стержнем 3 оправки во время хода синхронизации стержня оправки способствует дополнительному уменьшению времени машинного цикла. Позиционирование и настройка фиксирующего узла 12a в зависимости от размера трубной заготовки (трубных заготовок) 2 могут быть выполнены простым и гибким образом. Так, при более коротких трубных заготовках 2 система может быть без проблем предварительно позиционирована для еще большего уменьшения продолжительности цикла. Этапы процесса "вставка стержня 3 оправки" и "вставка трубной заготовки 2" в линию L прокатки могут быть осуществлены одновременно, что позволяет достичь еще большего уменьшения времени машинного цикла. Извлечение перемещенного назад стержня 3 оправки и вставка новой трубной заготовки 2 могут быть осуществлены вдоль максимально короткого пути, непосредственно друг за другом. Для этого передаточное устройство, выполненное с соответствующей возможностью, может быть установлено с предварительным позиционированием на минимально возможном расстоянии.
Посредством того, что стержень 3 оправки вводится в трубную заготовку 2 в линии L прокатки, могут быть минимизированы возможные тепловые потери в прокатываемом материале. Одновременно происходит менее значительное нагревание стержня (стержней) 3 оправки, что в свою очередь позволяет минимизировать количество применяемых стержней 3 оправок.
Там, где это применимо, все отдельные признаки, показанные в примерах осуществления, могут быть скомбинированы друг с другом и/или заменены без выхода за рамки объема изобретения.
Перечень ссылочных обозначений
1 прокатная установка
2 трубная заготовка
2' раскатанная труба
3 стержень оправки
3a передний конец стержня оправки
3b задний конец стержня оправки
3c точка захвата
10 устройство для манипулирования стержнями оправок
11 вталкиватель
12 удерживающее устройство
12a фиксирующий узел
12b салазки
12c зубчатая рейка
20 прокатный стан
21 прокатная клеть
30 средство управления
40 соединительное устройство
L линия прокатки
R направление подачи/прокатки
xA исходное положение
Изобретение относится к манипулированию стержнями оправок на прокатной установке с прокатным станом для прокатки бесшовных труб. Устройство содержит удерживающее устройство с фиксирующим узлом и вталкиватель, выполненный с возможностью перемещения в направлении прокатки стержня оправки, расположенного в линии прокатки. Причем стержень оправки, начиная от основного положения, может быть вдвинут в трубную заготовку, в направлении прокатки расположенную перед стержнем оправки. Фиксирующий узел выполнен с возможностью перемещения вдоль линии прокатки и временного удерживания стержня оправки в точке захвата в области заднего конца стержня оправки и осуществления рабочего хода, начиная от исходного положения, в направлении прокатки, а также противоположно направлению прокатки. Удерживающее устройство выполнено таким образом, что в упомянутом основном положении исходное положение фиксирующего узла находится между обоими концами стержня оправки. В результате обеспечивается укорочение рабочего хода удерживающего устройства и, соответственно, его фиксирующего узла. 3 н. и 16 з.п. ф-лы, 3 ил.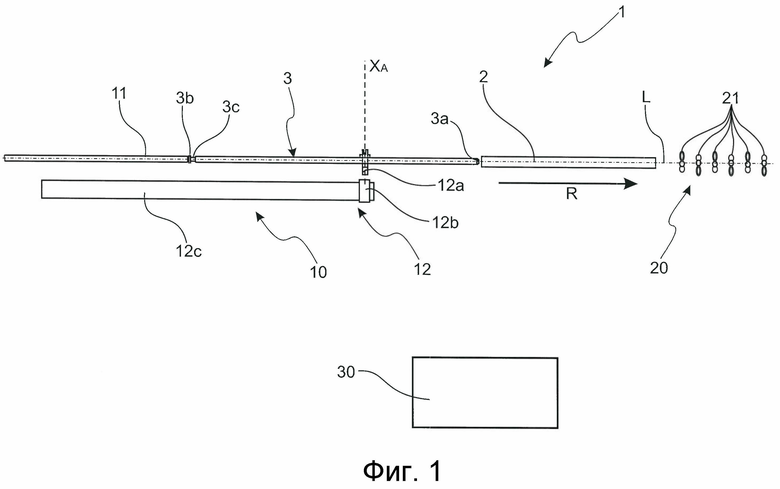
1. Устройство (10) для манипулирования стержнями (3) оправок на прокатной установке (1) с прокатным станом (20) для прокатки бесшовных труб (2'), содержащее:
вталкиватель (11), выполненный с возможностью перемещения в направлении (R) прокатки стержня (3) оправки, расположенного в линии (L) прокатки, так что стержень (3) оправки, начиная от основного положения, может быть вдвинут в трубную заготовку (2), в направлении (R) прокатки расположенную перед стержнем (3) оправки;
удерживающее устройство (12) с фиксирующим узлом (12a), выполненным с возможностью перемещения вдоль линии (L) прокатки, временного удерживания стержня (3) оправки в точке (3c) захвата в области заднего конца (3b) стержня (3) оправки и осуществления рабочего хода, начиная от исходного положения (xA), в направлении (R) прокатки, а также противоположно направлению (R) прокатки, в результате чего стержень (3) оправки может быть введен в прокатный стан (20) в направлении прокатки (R) и посредством удерживающего устройства (12) извлечен из прокатного стана (20) противоположно направлению (R) прокатки;
отличающееся тем, что
удерживающее устройство (12) выполнено таким образом, что в упомянутом основном положении исходное положение (xA) фиксирующего узла (12a) находится между обоими концами (3a, 3b) стержня (3) оправки.
2. Устройство (10) по п. 1, отличающееся тем, что удерживающее устройство (12) выполнено таким образом, что рабочий ход фиксирующего узла (12a) меньше общей осевой длины стержня (3) оправки и трубной заготовки (2) и предпочтительно по существу соответствует длине трубной заготовки (2).
3. Устройство (10) по п. 1 или 2, отличающееся тем, что точка (3c) захвата стержня (3) оправки выполнена в виде хвостовика, а фиксирующий узел (12a) выполнен с возможностью вхождения с зацеплением в хвостовик и/или упирания в хвостовик, причем хвостовик предпочтительно содержит локальное утолщение, выемку и/или кольцевую выточку.
4. Устройство (10) по любому из пп. 1-3, отличающееся тем, что удерживающее устройство (12) выполнено таким образом, что в основном положении фиксирующий узел (12a) выведен из зацепления со стержнем (3) оправки, так что стержень (3) оправки, продвигаемый вталкивателем (11) в направлении (R) прокатки, начиная от основного положения, является подвижным относительно фиксирующего узла (12a).
5. Устройство (10) по п. 4, отличающееся тем, что удерживающее устройство (12) выполнено таким образом, что во время продвижения вталкивателя (11) в направлении (R) прокатки фиксирующий узел (12a) продвигается с меньшей скоростью относительно стержня (3) оправки или ускоряется для по меньшей мере частичного выравнивания скорости фиксирующего узла (12a) и скорости стержня (3) оправки в направлении (R) прокатки.
6. Устройство (10) по любому из пп. 1-5, отличающееся тем, что удерживающее устройство (12) выполнено таким образом, что фиксирующий узел (12a) входит в зацепление с точкой (3c) захвата, когда точка (3c) захвата стержня (3) оправки в результате продвижения посредством вталкивателя (11) достигает положения фиксирующего узла (12a).
7. Устройство (10) по любому из пп. 1-6, отличающееся тем, что удерживающее устройство (12) содержит салазки (12b), выполненные с возможностью перемещения параллельно линии (L) прокатки, на которых расположен фиксирующий узел (12a), причем удерживающее устройство (12) предпочтительно содержит электродвигатель с реечно-шестеренчатым механизмом (12с), посредством которого приводятся в движение салазки (12b).
8. Устройство (10) по любому из пп. 1-7, отличающееся тем, что предусмотрено соединительное устройство (40), выполненное с возможностью фиксации стержня (3) оправки с силовым замыканием с вталкивателем (11) во время перемещения вперед до передачи на удерживающее устройство (12), причем соединительное устройство (40) предпочтительно установлено на вталкивателе (11).
9. Устройство по любому из пп. 1-8, отличающееся тем, что удерживающее устройство (12) и стержень (3) оправки выполнены с возможностью соединения друг с другом с геометрическим замыканием после выполненной передачи и механического разъединения в крайних положениях удерживающего устройства (12), регулируемых дискретно или плавно.
10. Прокатная установка (1) с прокатным станом (20), содержащим одну или множество прокатных клетей (21), для прокатки бесшовных труб (2'), и устройством (10) для манипулирования стержнями (3) оправок по любому из пп. 1-9, причем прокатный стан (20) выполнен в виде стана продольной прокатки.
11. Прокатная установка (1) по п. 10, отличающаяся тем, что прокатный стан (20) выполнен в виде стана продольной прокатки с тремя-восьмью, предпочтительно пятью-шестью, прокатными клетями (21) и двумя-четырьмя, предпочтительно тремя, рабочими валками на прокатную клеть (21), причем по меньшей мере один из рабочих валков, предпочтительно все рабочие валки, имеет привод.
12. Способ прокатки бесшовных труб (2') при помощи прокатной установки (1) по п. 10 или 11, включающий:
вставку трубной заготовки (2) и стержня (3) оправки в линию (L) прокатки, так что в направлении (R) прокатки стержень (3) оправки находится перед вталкивателем (11), трубная заготовка (2) - перед стержнем (3) оправки, а первая клеть (21) прокатного стана (20) - перед трубной заготовкой (2), в результате чего стержень (3) оправки находится в основном положении;
позиционирование фиксирующего узла (12a) удерживающего устройства (12) в исходном положении (xA), находящемся между обоими концами (3a, 3b) стержня (3) оправки, причем фиксирующий узел (12a) выведен из зацепления со стержнем (3) оправки таким образом, что стержень (3) оправки может перемещаться относительно фиксирующего узла (12a) вдоль линии (L) прокатки;
перемещение вталкивателя (11) в направлении (R) прокатки, в результате чего вталкиватель (11) продвигает стержень (3) оправки и вталкивает его в трубную заготовку (2), причем происходит относительное смещение между фиксирующим узлом (12a) и стержнем (3) оправки;
удерживание стержня (3) оправки фиксирующим узлом (12a), когда точка захвата (3c) стержня (3) оправки достигает положения фиксирующего узла (12a), так что вслед за этим относительное перемещение между фиксирующим узлом (12a) и стержнем (3) оправки не происходит;
транспортировку трубной заготовки (2) с вдвинутым стержнем (3) оправки через прокатный стан (20), так что трубную заготовку (2) раскатывают на стержне (3) оправки в трубу (2'); и
последующий отвод стержня (3) оправки из прокатного стана (20) противоположно направлению (R) прокатки посредством удерживающего устройства (12).
13. Способ по п. 12, отличающийся тем, что передача стержня (3) оправки от вталкивателя (11) к удерживающему устройству (12) происходит динамично во время перемещения вперед, причем во время передачи скорости стержня (3) оправки и удерживающего устройства (12) синхронизированы.
14. Способ по п. 12 или 13, отличающийся тем, что трубную заготовку (2) и/или стержень (3) оправки вставляют в линию (L) прокатки поперечно направлению (R) прокатки.
15. Способ по любому из пп. 12-14, отличающийся тем, что во время продвижения стержня (3) оправки в направлении (R) прокатки посредством вталкивателя (11) фиксирующий узел (12a) продвигают с меньшей скоростью относительно стержня (3) оправки или ускоряют для частичного или полного выравнивания скорости фиксирующего узла (12a) и скорости стержня (3) оправки в направлении (R) прокатки.
16. Способ по п. 15, отличающийся тем, что во время продвижения стержня (3) оправки в направлении (R) прокатки посредством вталкивателя (11) фиксирующий узел (12a) вначале остается в исходном положении (xA), прежде чем его ускоряют в направлении (R) прокатки.
17. Способ по любому из пп. 12-16, отличающийся тем, что фиксирующий узел (12a) удерживает стержень (3) оправки посредством того, что фиксирующий узел (12a) входит в зацепление или упирается в сужение в точке (3c) захвата стержня (3) оправки.
18. Способ по любому из пп. 12-17, отличающийся тем, что сразу за отводом стержня (3) оправки из прокатного стана (20) производят передачу стержня оправки посредством того, что крепление между фиксирующим узлом (12a) и стержнем (3) оправки расцепляют, и стержень (3) оправки выбрасывают поперечно линии (L) прокатки, причем выброс предпочтительно производят в положении, которое отличается от основного положения.
19. Способ по любому из пп. 12-18, отличающийся тем, что трубную заготовку (2) перемещают в прокатный стан (20) отдельным валком с приводом.
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ДАВЛЕНИЕМ НАГНЕТАНИЯ ДЛЯ УВЕЛИЧЕНИЯ НЕФТЕОТДАЧИ С ИСПОЛЬЗОВАНИЕМ ПОЛИМЕРА | 2017 |
|
RU2742288C2 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1995 |
|
RU2103081C1 |
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
| DE 1427915 A1, 14.08.1969. | |||
