ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к устройству и к способу для изготовления трубы из пустотелой заготовки, имеющей отверстие, причем устройство содержит прокатный стан для прокатки пустотелой заготовки на оправке, вставленной в отверстие пустотелой заготовки.
УРОВЕНЬ ТЕХНИКИ
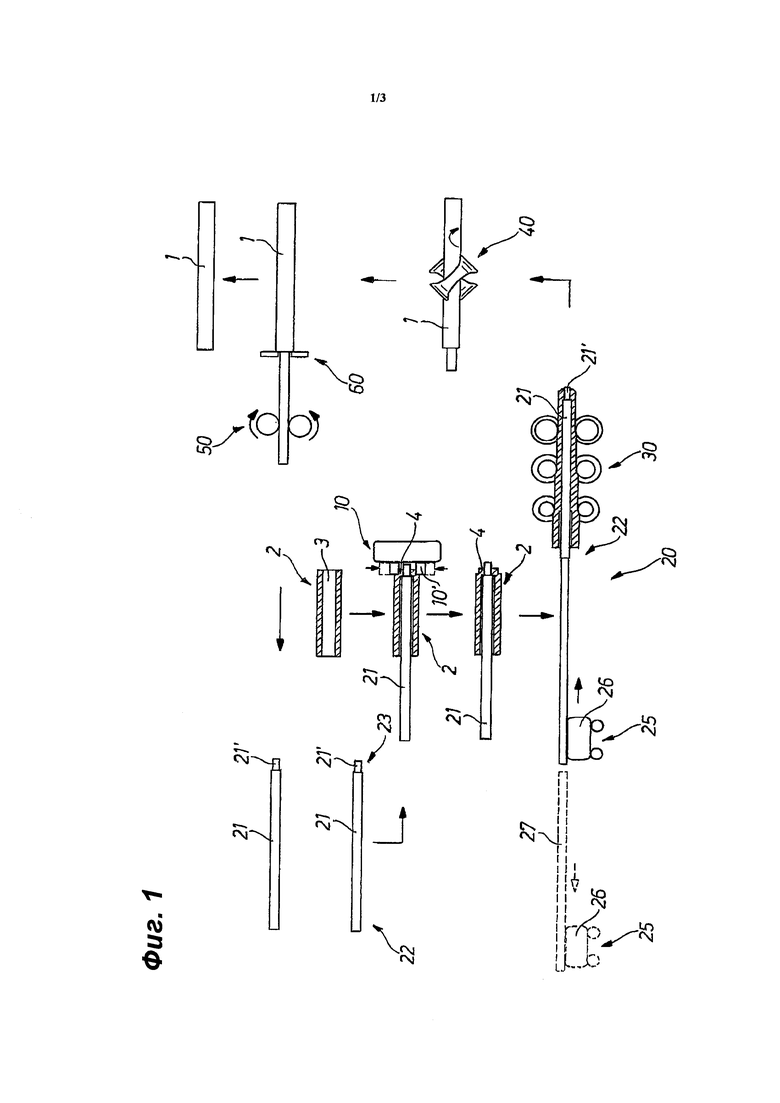
На фигуре 1 показан известный пресс 20 для протяжки для изготовления бесшовной трубы 1 из пустотелой заготовки 2. На фигуре также показаны технологические операции - обозначены стрелками - и их очередность.
Пустотелая заготовка 2 служит в качестве исходного материала. Ее получают, например, посредством того, что массивную заготовку нагревают и проделывают в ней отверстие посредством поперечно-винтовой прокатки заготовки на пробойнике или вдавливания пробойника, вследствие чего сквозь пустотелую заготовку 2 проходит отверстие 3.
Затем пустотелую заготовку 2 вкладывают в листоштамповочный пресс 10. Его задача состоит в том, чтобы сжать конец пустотелой заготовки 2 таким образом, что формируется конец 4 с силовым замыканием - силовым замыканием относительно оправки 21, которую в большинстве случаев вдвигают в непроштампованную пустотелую заготовку или, в альтернативном варианте, в ходе следующей операции вдвигают в отверстие 3 пустотелой заготовки 2. После этого комбинированную конструкцию из пустотелой заготовки 2 и оправки 21 вкладывают во входной участок пресса 20 для протяжки.
Приводной механизм 25, который содержит узел подачи 26 и передающий давление стержень 27, продавливает оправку 21 и пустотелую заготовку 2 вперед через пресс 20 для протяжки. Для этого блок 26 подачи перемещает стержень 27 вперед, он в свою очередь воздействует на задний конец 22 оправки 21. Вследствие созданного до этого в листоштамповочном прессе 10 силового замыкания конца 4 пустотелой заготовки 2, на который воздействует передний конец 23 оправки 21, оправка 21 и пустотелая заготовка 2 совместно подаются вперед через прокатный стан 30. В прессе 20 для протяжки валки не имеют привода. Таким образом, пустотелую заготовку 2 накатывают на оправку 21 во время процесса протяжки. Происходит формообразование пустотелой заготовки 2 и, в частности, ее удлинение, как это следует из фигуры 1. Произведенный таким образом полуфабрикат - труба 1 - в технической терминологии обозначается также термином "трубная заготовка".
После развальцовки пустотелой заготовки 2 до вида трубы 1 приводной механизм 25 вместе со стержнем 27 снова возвращают в начальное положение. Для этого находящуюся в прокатанной трубе оправку 21 и стержень 27 отделяют друг от друга. Пресс 20 для протяжки готов к следующему циклу прокатки.
Параллельно с этим, развальцованную трубу 1 с находящейся внутри нее оправкой 21 перемещают в клеть 40 для снятия трубы с оправки, обозначаемую также термином "риллинг-стан", задача которой состоит в том, чтобы отсоединить трубу 1 и оправку 21 друг от друга. С этой целью диаметр трубы 1 увеличивают посредством процесса прокатки между парами криволинейных валков, расположенных под углом, так что обеспечивается возможность разъединения оправки 21 и трубы 1, напрессованной на оправку вследствие понижения температуры.
Затем в вытяжном механизме 50 оправку 21 вытягивают из трубы 1. При этом трубу 1 удерживают посредством держателя 60. После этого возможно подведение трубы 1 к следующему этапу обработки, например, для уменьшения калибра или редукционно-растяжной обработки. Оправку 21 возвращают в технологический цикл.
Известные конфигурации установок и этапов способа описаны в следующих источниках:
- "Herstellung von Rohren", Verlag Stahleisen M.В.H.,  , 1975, Bild 3, S. 16 und Bild 14, S. 26 ("Изготовление труб", издательство Штальайзен М.Б.Х., Дюссельдорф, 1975 г., фиг. 3, стр. 16 и фиг. 14, стр. 26);
, 1975, Bild 3, S. 16 und Bild 14, S. 26 ("Изготовление труб", издательство Штальайзен М.Б.Х., Дюссельдорф, 1975 г., фиг. 3, стр. 16 и фиг. 14, стр. 26);
- Burkhard Schifferings, "Herstellverfahren  nahtlose Rohre mit kleiner und mittlerer
nahtlose Rohre mit kleiner und mittlerer  ", Neue
", Neue  , 32. Jahrgang, Heft 1, 1987 (Буркхард Шифферингс, "Способ изготовления бесшовных труб с малой и средней производительностью", Нойе Хютте, 32-е издание, №1, 1987 г.).
, 32. Jahrgang, Heft 1, 1987 (Буркхард Шифферингс, "Способ изготовления бесшовных труб с малой и средней производительностью", Нойе Хютте, 32-е издание, №1, 1987 г.).
Кроме того, прочие способы и устройства известны из DE 1 452 255 А и US 2 819 790 А.
При отсоединении трубы 1 от оправки 21 трубу 1 расширяют в вышеназванном процессе поперечно-винтовой прокатки в клети 40 для снятия с оправки, чтобы обеспечить возможность извлечения оправки 21. Этот процесс влечет за собой деформацию трубы 1, вследствие чего качество продукта может ухудшиться. В частности, существует риск появления неравномерности толщины стенки трубы 1.
Кроме того, клеть 40 для снятия с оправки и вытяжной механизм 50 представляют собой компоненты, которые приходится предоставлять в качестве частей пресса 20 для протяжки или в качестве отдельных частей установки, конфигурировать их для совместной работы с прессом 20 для протяжки и обслуживать. Помимо этого, в установке не обойтись без технических средств для транспортировки или, соответственно, оборота оправок 21 между отдельными позициями в технологическом цикле.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задача изобретения состоит в создании устройства и обеспечении способа изготовления труб с улучшенным качеством и/или с упрощенной конструкцией устройства.
Задача решена устройством с признаками пункта 1 формулы изобретения, а также способом с признаками пункта 9 формулы изобретения. Предпочтительные варианты усовершенствования изобретения следуют из зависимых пунктов формулы изобретения, из нижеследующего раскрытия изобретения, а также из описания предпочтительных вариантов осуществления.
Устройство согласно изобретению предназначено для изготовления бесшовной трубы из пустотелой заготовки. Пустотелая заготовка имеет отверстие, которое может представлять собой, например, сквозное отверстие или удлиненное глухое отверстие, закрытое с одной стороны. Устройство содержит прокатный стан. Для развальцовки пустотелой заготовки в ее отверстие вводят оправку, которая также может представлять собой часть устройства, и узел, состоящий из оправки и пустотелой заготовки, подводят к прокатному стану, где пустотелую заготовку развальцовывают посредством оправки и производят трубу. Из формы отверстия пустотелой заготовки - оно может быть сквозным или выполненным в виде глухого отверстия - следует, что под обозначением "труба" в данном тексте понимаются цилиндрические полые изделия как со сквозным отверстием, так и с закрытым с одной стороны отверстием. Далее, пустотелая заготовка и/или труба могут иметь в общем случае цилиндрическую форму, т.е. она не ограничивается формой круглого цилиндра. Устройство предпочтительно представляет собой пресс для протяжки, у которого валки в прокатном стане не имеют привода.
Согласно изобретению за прокатным станом предусмотрено удерживающее устройство для удержания трубы. Для этого к трубе предпочтительно прикладывают усилие, противодействующее силе тяги, вызываемой оправкой и действующей против направления прокатки. Кроме того, обеспечена возможность извлечения оправки из трубы после прокатки, т.е. предпочтительно обеспечена возможность перемещения оправки в направлении, противоположном направлению подачи. Таким образом, в сочетании с удерживающим устройством возможно снятие трубы с оправки после прокатки. Другими словами, посредством удерживающего устройства путем вытягивания оправки осуществляют относительное перемещение между трубой и оправкой, вследствие чего их отсоединяют друг от друга. Из этого следует, что удерживающее устройство не обязательно должно закреплять трубу стационарно - например, по отношению к прокатному стану (однако такое закрепление вполне возможно), - а должно лишь проводить ее таким образом, что обеспечивается возможность вытягивания оправки из трубы при обратном ходе. После этого оправку предпочтительно возвращают непосредственно к исходному пункту, т.е. в то место, в котором оправку вводят в пустотелую заготовку.
В данном тексте при использовании обозначений "перед" и "за", "впереди" и "позади" и т.д. они относятся к указаниям места относительно направления прокатки. Таким образом, "за" прокатным станом означает ниже по ходу потока в направлении прокатки или, в терминах процесса, после прокатки. Равным образом также "передний конец", "передняя часть" или "задний конец", например, оправки, однозначно определены, как относящиеся к направлению ее транспортировки через прокатный стан.
Для отсоединения трубы от оправки, вместо применения клети для снятия трубы, трубу удаляют с оправки за прокатным станом посредством удерживающего устройства, предпочтительно непосредственно в линии прокатного стана и предпочтительно непосредственно за прокатным станом. Тогда у трубы недостаточно времени для ее охлаждения до такой степени, что она плотно напрессовывалась бы на оправку при термоусаживании. При необходимости возможно использование средств - например, теплоизоляции, - предусмотренных для предотвращения или замедления охлаждения трубы до ее снятия.
Таким образом, устройство согласно изобретению позволяет отказаться от клети для снятия трубы с оправки. В частности, исключается поперечно-винтовая прокатка в риллинг-стане для освобождения трубы от оправки, благодаря чему исключается возникновение связанной с этим деформации трубы, которая как правило нежелательна и невыгодна. Улучшается качество продукта, в частности, обеспечивается возможность получения особенно равномерной толщины стенки снятой трубы. Кроме того, сокращается потеря трубой тепла перед последующей обработкой -например, уменьшением калибра, или редукционно-растяжной обработкой, - что позволяет исключить ее возможное дополнительное подогревание. Таким образом, благодаря исключению клети для снятия трубы с оправки в определенных вариантах осуществления возможна эксплуатация устройства, во многих отношениях более эффективная с точки зрения энергозатрат: не требуется эксплуатация клети для снятия трубы, не требуется подогрев, не требуется оборот нескольких оправок.
Наряду с повышением качества продукции и экономией энергии, как показано выше, конструкция устройства упрощается за счет исключения клети для снятия трубы с оправки, а также системы для оборота оправок. Это в свою очередь позволяет экономить на запасных инструментах и на инвестиционных расходах. Возможно использование всего одной оправки, вместо нескольких оправок в системе их оборота. Можно обойтись без трудоемкой замены оправок. Возможно последовательное использование оправки для нескольких проходов. Таким образом, представленная здесь технология подходит, в частности, для небольших типов установок.
Устройство предпочтительно содержит стержень, который выполнен с возможностью его соединения с оправкой для работы на растяжение и на сжатие. Поскольку оправку вытягивают "назад" из трубы, она в этом отношении предпочтительно выполнена с возможностью нагружения на растяжение и предпочтительно жестко соединена со стержнем. Возможны, например, соединение стержня и оправки друг с другом посредством резьбового соединения. Предпочтительно обе детали завинчены друг в друга, т.е. на их концах имеются соответственно внутренняя или наружная резьба. Таким образом, оправка и стержень предпочтительно остаются жестко соединенными друг с другом на протяжении нескольких циклов прокатки. В этом случае отпадает необходимость трудоемкой замены оправок.
Предпочтительно возможно перемещение оправки вдоль пути транспортировки через прокатный стан в обратном направлении при удерживаемой трубе. Согласно этому варианту осуществления, таким образом осуществляется технически легко реализуемое возвратно-поступательное движение оправки (при необходимости вместе с укрепленным на ней стержнем) вдоль линии прокатки.
Таким образом, устройство согласно изобретению позволяет обеспечить соединение между стержнем и оправкой, выполненное для работы на растяжение и на сжатие, в частности, для вытягивания оправки из трубы, накатанной на оправку, посредством вытягивания стержня, с обеспечением при этом легкой замены оправок.
Удерживающее устройство предпочтительно содержит удерживающую втулку, которая выполнена с возможностью ее приведения в контакт с задней торцевой поверхностью трубы перед вытягиванием оправки из трубы и/или при ее вытягивании. Благодаря этому труба технически простым способом снимается с оправки. Альтернативно возможно удержание трубы относительно оправки посредством ведущих роликов, вытяжного устройства или другим способом.
Перед прокатным станом предпочтительно предусмотрен листоштамповочный пресс, который предусмотрен для такого деформирования - например, частичного или полного сжатия - участка пустотелой заготовки, что обеспечивается возможность его соединения с оправкой с силовым замыканием и/или с геометрическим замыканием. При этом предпочтительно деформируют передний участок и/или передний конец пустотелой заготовки. Листоштамповочный пресс предпочтительно включен в линию прокатки устройства и направлен в соответствии с положением первой роликовой обоймы прокатного стана. Таким образом, согласно предпочтительному варианту исполнения обработку кромки производят в ходе прокатной линии. Листоштамповочный пресс, предусмотренный на входе прокатного стана, особенно хорошо взаимодействует с представленным здесь устройством, которое обходится без оборота оправки и/или без отделения оправки от стержня.
Оправка и/или стержень, если он предусмотрен, содержит один или более каналов для охлаждения, выполненных с возможностью прохождения по ним текучего охлаждающего средства, предпочтительно воды. Такая мера предпочтительна из-за высокой нагрузки, действующей на оправку, в частности, во время вытягивания из трубы. Возможно также осуществление охлаждения оправки технически другим способом, однако охлаждение посредством интегрированного канала для охлаждения представляет собой предпочтительный вариант, поскольку таким образом эффективно предотвращают нежелательное или чрезмерное охлаждение трубы. Предпочтительно предусмотрен удлиненный канал для охлаждения, центральный относительно продольной протяженности оправки. Согласно следующему варианту осуществления в канале для охлаждения предусмотрена трубка охлаждения, предпочтительно концентрическая по отношению к каналу для охлаждения, которая доходит до области переднего конца оправки, транспортирует к этому месту охлаждающее средство и через отверстие трубки охлаждения отдает его в канал для охлаждения.
Обобщая вышесказанное, способ согласно изобретению изготовления трубы из пустотелой заготовки, имеющей отверстие, содержит следующие этапы: введение оправки в отверстие пустотелой заготовки; транспортировка узла, состоящего из оправки и пустотелой заготовки, через прокатный стан, для прокатки пустотелой заготовки на оправке с получением трубы; удержание трубы посредством удерживающего устройства и вытягивание оправки из отверстия трубы, при удерживаемой трубе.
Оправку предпочтительно используют для нескольких циклов прокатки, в каждом из которых раскатывают в трубу соответствующую пустотелую заготовку, в частности, без разделения оправки и стержня, если стержень предусмотрен.
Представленные устройства и способы особенно хорошо подходят для труб большого диаметра, например, примерно до 37 см (14''), и/или для установок малой производительности, например, до 200.000 тонн в год.
Дальнейшие преимущества и признаки данного изобретения следуют из приведенного ниже описания предпочтительных вариантов осуществления. Описанные там признаки могут осуществляться по отдельности или в сочетании с одним или несколькими из вышеуказанных признаков, если признаки не противоречат другу. При этом нижеследующее описание предпочтительных вариантов осуществления приводится со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фигуре 1 схематично показана конструкция пресса для протяжки для изготовления бесшовной трубы, имеющего клеть для снятия трубы с оправки и вытяжной механизм, а также представлен соответствующий способ изготовления.
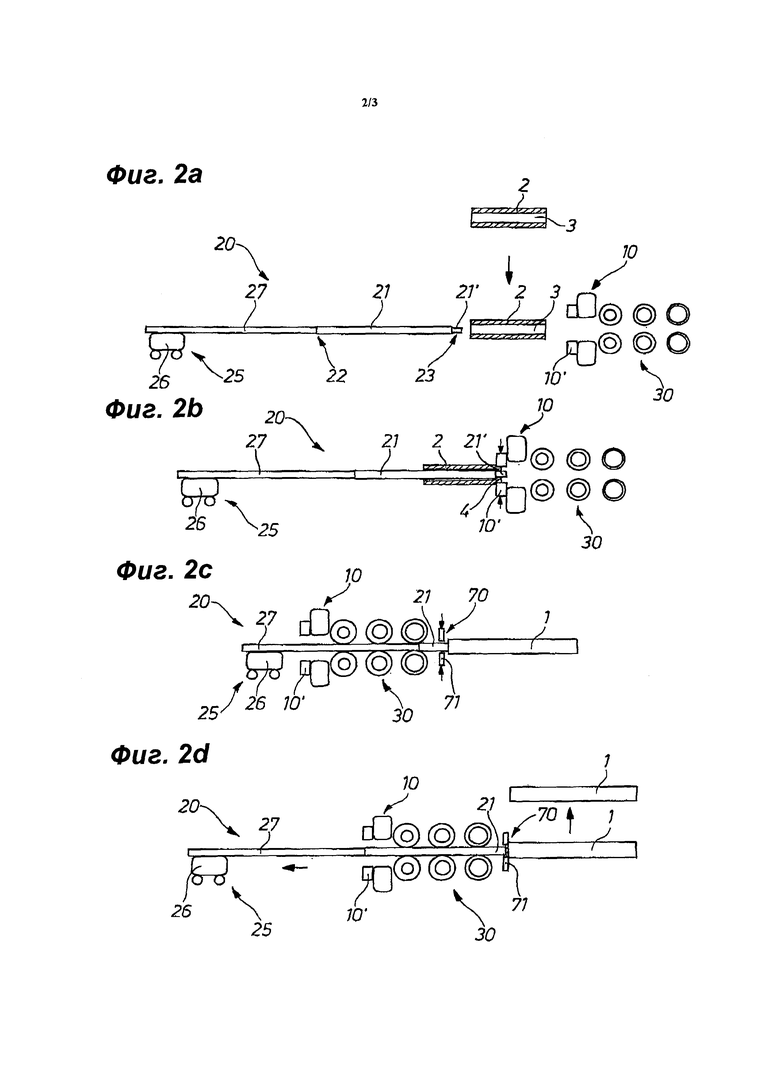
На фигурах 2а-2d схематично показана конструкция пресса для протяжки, который обходится без клети для снятия трубы с оправки и без обычного вытяжного механизма. Кроме того, из фигур следует способ изготовления бесшовных труб посредством такого пресса для протяжки.
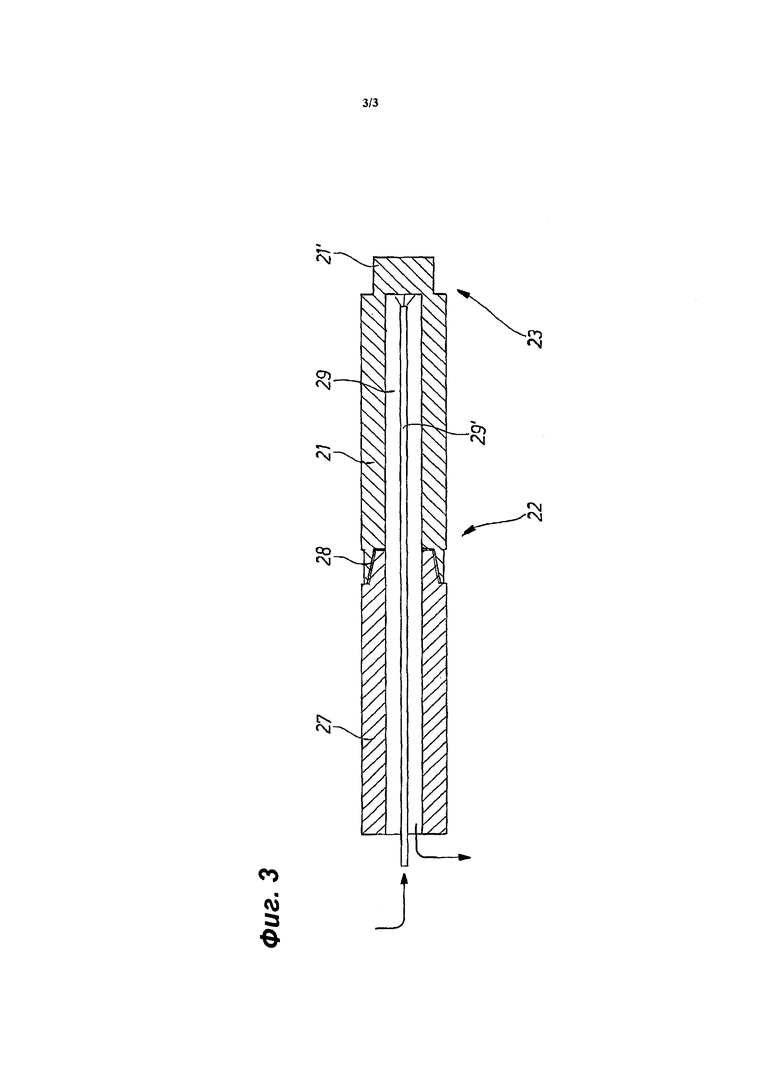
На фигуре 3 показано соединение между оправкой и стержнем с интегрированным каналом для охлаждения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Ниже предпочтительные варианты осуществления описываются на основе фигур. При этом одни и те же, аналогичные или аналогичным образом действующие элементы снабжены на фигурах идентичными обозначениями, а повторяющееся описание этих элементов частично опущено, во избежание избыточности. Описание вариантов осуществления производится на основе или с учетом схематичного изображения с фигуры 1, которое уже представлено во введении; в частности, для упрощения представления сохранены их нумерация и обозначения.
На фигуре 2а показана пустотелая заготовка 2, которую сначала обрабатывают листоштамповочным прессом 10. В отличие от установки с фигуры 1 листоштамповочный пресс 10 находится в линии пресса 20 для протяжки перед прокатным станом 30. В этом смысле листоштамповочный пресс 10 в данном варианте осуществления интегрирован в пресс 20 для протяжки, и пустотелую заготовку 2 вкладывают в загрузочный желоб пресса 20 для протяжки без предварительной обработки отдельным листоштамповочным прессом.
В альтернативных вариантах можно осуществлять обработку листоштамповочным прессом 10, как показано на фигуре 1, или также другим способом, либо отказаться от нее. В частности, согласно варианту осуществления возможен отказ от сжатия или деформирования пустотелой заготовки 2 в листоштамповочном прессе 10, если, например, предусмотрена пустотелая заготовка 2 с глухим отверстием, вместо сквозного отверстия, или если конец с силовым замыканием производят непосредственно при отливке или формировании пустотелой заготовки 2. Важно, что пустотелая заготовка 2 сформирована таким образом, что возможно ее продавливание посредством оправки 21 сквозь пресс для протяжки. Для этого предпочтительно обеспечена возможность создания соединения с силовым замыканием и/или с геометрическим замыканием между пустотелой заготовкой 2 и оправкой 21.
В случае конкретного варианта осуществления на фигуре 2а конец пустотелой заготовки 2 непосредственно перед прокатным станом 30 сжимают листоштамповочным прессом 10 настолько, что в пустотелой заготовке 2 формируют конец 4 с силовым замыканием - с силовым замыканием относительно оправки 21, которую предпочтительно вводят в непроштампованную пустотелую заготовку, в отверстие 3 пустотелой заготовки 2. В данном примере оправка 21 имеет уступ, или заплечик 21' с уменьшенным диаметром, предусмотренный для точного проведения сквозь открытый передний конец 4 пустотелой заготовки 2. Это особенно отчетливо видно на фигуре 2b.
В фазе осуществления способа, показанной на фигуре 2а, приводной механизм 25, который содержит узел 26 подачи и стержень 27, а также оправка 21 отведены назад и ждут подачи пустотелой заготовки 2.
Как только пустотелая заготовка 2 вложена в загрузочный желоб пресса 20 для протяжки, приводной механизм 25, с которым соединены стержень 27 и оправка 21 перемещается вперед и вдвигает оправку 21 в пустотелую заготовку 2.
Затем пустотелую заготовку 2 с находящейся внутри нее оправкой 21 посредством приводного механизма 25 вводят в рабочее пространство листоштамповочного пресса 10. Эта операция видна на фигуре 2b. При необходимости могут быть предусмотрены вспомогательные приводы для введения и/или для транспортировки. Листоштамповочный пресс 10 содержит зажимные колодки и/или рабочие валки 10', которые путем их сведения или, соответственно, сжатия образуют загнутое дно 4, деформированное, предпочтительно зауженное, для соединения с силовым замыканием.
Затем стержень 27, приводимый в движение узлом 26 подачи, перемещает пустотелую заготовку 2 с находящейся внутри нее оправкой 21 через прокатный стан 30 пресса 20 для протяжки. При этом пустотелую заготовку 2 и оправку 21 сдвигают сквозь осевое отверстие листоштамповочного пресса 10. В процессе протяжки пустотелую заготовку 2 посредством прокатного стана 30 накатывают на оправку 21, в результате чего получается труба 1, которая обозначается также термином "трубная заготовка". При этом происходит формование пустотелой заготовки 2 и, в частности, ее удлинение. Этот процесс виден из сравнения фигур 2b и 2с.
После протяжки приводной механизм 25 останавливается и останавливает оправку 21 и развальцованную на ней трубную заготовку 1 в определенном положении. Там вслед за этим с трубной заготовкой 1 взаимодействует удерживающее устройство 70, как показано на фигуре 2с. В качестве примера удерживающее устройство 70 оборудовано запираемой втулкой 71 для снятия, имеющей, например, массивную пластину с отверстием, при необходимости подвижную. Альтернативно возможно закрепление трубной заготовки 1 посредством рычажных захватов, ведущих роликов, вытяжного устройства или другим способом.
В то время, как приводной механизм 25 возвращается в исходное положение, при этом ведя за собой не только стержень 27, но и оправку 21, - сравни фигуру 2d, - оправку 21 вытягивают из трубной заготовки 1, которую одновременно удерживают втулкой 71 для снятия. Возврат оправки 21 и ее подготовка, позиционирование и/или направление для следующей пустотелой заготовки 2 возможны без ее оборота, т.е. без изъятия из линии прокатки.
Вместо клети 40 для снятия трубы с оправки трубную заготовку 1 отсоединяют от оправки 21 в линии пресса 20 для протяжки посредством втулки 71 для снятия и обратного хода оправки 21. Это предпочтительно происходит непосредственно за прокатным станом 30, чтобы трубная заготовка 1 не охлаждалась или только незначительно охлаждалась и не могла напрессоваться на оправку 21 при термоусаживании. Возможно наличие предусмотренных средств - например термоизоляции - для предотвращения охлаждения трубной заготовки 1 или его замедления.
Вышеуказанная конструкция не использует клеть 40 для снятия трубы с оправки и отдельный вытяжной механизм 50, предусмотренный за пределами пресса 20 для протяжки. В частности, исключается поперечно-винтовая прокатка в рилинг-стане для освобождения трубной заготовки 1 от оправки 21, благодаря чему предотвращается связанная с этим деформация трубной заготовки 1. Качество продукции повышается, в частности, обеспечивается возможность особенно равномерной толщины стенки снятой трубной заготовки 1. Кроме того, уменьшается потеря тепла трубной заготовкой 1 перед ее возможной дальнейшей обработкой - например, уменьшением калибра, или редукционно-растяжной обработкой, - что позволяет отказаться от возможного дополнительного подогревания. Благодаря исключению клети для снятия трубы с оправки в определенных вариантах осуществления возможна эксплуатация устройства, во многих отношениях более эффективная с точки зрения энергозатрат: не требуется эксплуатация клети 40 для снятия трубы, не требуется подогрев, не требуется оборот нескольких оправок.
Наряду с улучшением качества изготавливаемой трубы или заготовки, исключается клеть 40 для снятия трубы с оправки, а также система оборота оправки 21. Это в свою очередь позволяет экономить на запасных инструментах и на инвестиционных расходах. Возможно применение всего одной оправки 21 вместо нескольких оправок в системе их оборота. Можно обойтись без трудоемкой замены оправок. Возможно последовательное использование оправки 21 для нескольких проходов. Таким образом, представленная здесь технология подходит, в частности, для небольших типов установок.
Представленный процесс требует особого исполнения инструмента в том отношении, что оправка 21 должна быть предусмотрена возвращаемой, предпочтительно оправка 21 выполнена с возможностью возврата посредством стержня 27. В этом случае должна обеспечиваться возможность выдерживания растягивающей нагрузки на стержень 27 и оправку 21.
С этой целью оправку 21 и/или стержень 27 предпочтительно охлаждают. Охлаждение может осуществляться, например, посредством представленного на фигуре 3 внутреннего охлаждения. На фигуре 3 показана область соединения между стержнем 27 и оправкой 21. Соединение может представлять собой, например, резьбовое соединение 28. Возможны другие виды соединения, если они выдерживают нагрузку на растяжение. Альтернативно возможно выполнение оправки 21 и стержня 27 в виде единого целого. Также возможен вариант осуществления, при котором соединение между стержнем 27 и оправкой 21 не рассчитано на растяжение, и оправку 21 после ее прохождения через пресс 20 для протяжки выталкивают назад со стороны, противоположной стержню 27, либо вытягивают из трубы 1 и возвращают назад другим способом.
Вышеупомянутое внутреннее охлаждение узла, состоящего из стержня 27 и оправки 21, показано на фигуре 3. Для этой цели предусмотрено продольное отверстие, или канал 29 для охлаждения, для транспортировки охлаждающего средства, предпочтительно воды. Канал 29 для охлаждения предпочтительно проходит в середине оправки 21 и/или стержня 27, в осевом направлении.
Согласно предпочтительному варианту исполнения в канале 29 для охлаждения находится внутренняя трубка 29', которая транспортирует охлаждающее средство к концу стержня. Охлаждающее средство, предпочтительно находящееся под давлением, может удаляться из канала 29 для охлаждения, например, через отверстие на заднем конце полого стержня 27, и при необходимости направляться назад, в циркуляционный контур охлаждающей жидкости.
Представленные выше устройства и способы особенно хорошо подходят для труб большого диаметра, например, приблизительно до 37 см (14''), и/или для установок малой производительности, например, до 200.000 тонн в год.
Все отдельные признаки, которые представлены в вариантах осуществления, в случае применимости, могут комбинироваться друг с другом и/или заменять друг друга, без выхода за рамки изобретения.
Перечень обозначений:
1 труба
2 пустотелая заготовка
3 отверстие пустотелой заготовки
4 конец пустотелой заготовки с силовым замыканием / загнутое дно
10 штамповочный пресс
10' зажимные колодки или зажимные валки
20 пресс для протяжки
21 оправка
21' уступ на переднем конце оправки
22 задний конец оправки
23 передний конец оправки
25 приводной механизм
26 узел подачи
27 стержень
28 резьбовое соединение
29 канал для охлаждения
29' внутренняя трубка
30 прокатный стан
40 клеть для снятия трубы с оправки
50 вытяжной механизм
60 держатель
70 удерживающее устройство
71 втулка для снятия
Изобретение относится к области изготовления трубы (1) из пустотелой заготовки (2), имеющей отверстие (3). Устройство содержит прокатный стан (30) для прокатки пустотелой заготовки (2) на оправке (21), вставленной в отверстие (3) пустотелой заготовки (2) с получением в результате трубы (1). За прокатным станом (30) предусмотрено удерживающее устройство (70) для удержания трубы (1), а само устройство содержит стержень (27), выполненный с возможностью соединения с оправкой (21) для работы на растяжение и на сжатие и с возможностью отсоединения от нее, и выполнено так, что обеспечена возможность извлечения оправки (21) из трубы (1) после прокатки, в то время как труба (1) удерживается посредством удерживающего устройства (70). Изобретение обеспечивает возможность выполнения соединения между стержнем и оправкой для работы на растяжение и на сжатие, в частности для вытягивания оправки из трубы, накатанной на оправку, посредством вытягивания стержня, с обеспечением при этом легкой замены оправок. 2 н. и 11 з.п. ф-лы, 3 ил.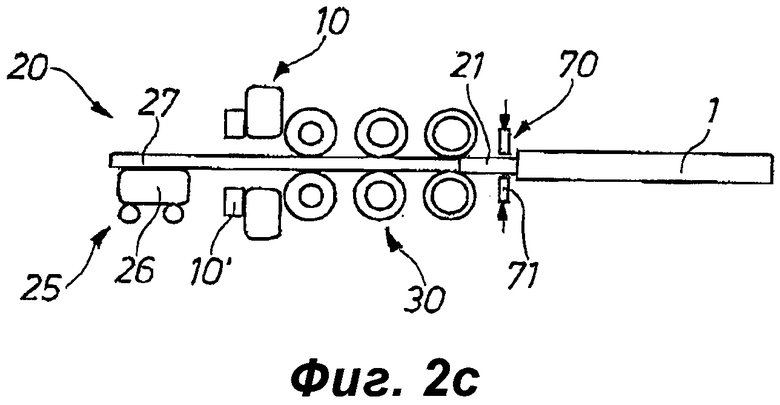
1. Устройство для изготовления трубы (1) из пустотелой заготовки (2) с отверстием (3), содержащее прокатный стан (30) для прокатки пустотелой заготовки (2) на оправке (21), вставленной в отверстие (3) пустотелой заготовки (2), с получением трубы (1) и стержень (27), выполненный с возможностью соединения с оправкой (21) для работы на растяжение и на сжатие и с возможностью отсоединения от нее,
причем
за прокатным станом (30) предусмотрено удерживающее устройство (70) для удержания трубы (1), а
указанное устройство выполнено с возможностью извлечения оправки (21) из трубы (1) после прокатки посредством вытягивания стержня (27) при удерживании трубы (1) посредством удерживающего устройства (70).
2. Устройство по п. 1, отличающееся тем, что стержень (27) и оправка (21) соединены друг с другом посредством резьбового соединения.
3. Устройство по п. 1 или 2, отличающееся тем, что оно выполнено с возможностью при удержании трубы (1) удерживающим устройством (70) перемещения оправки (21) в обратном направлении, вдоль пути транспортировки при прокатке.
4. Устройство по одному из пп. 1-3, отличающееся тем, что удерживающее устройство (70) содержит удерживающую втулку (71), выполненную с возможностью ее приведения в контакт с задней торцевой поверхностью трубы (1) при вытягивании оправки (21) из трубы (1).
5. Устройство по одному из пп. 1-4, отличающееся тем, что перед прокатным станом (30), предпочтительно в линии прокатки, предусмотрен листоштамповочный пресс (10), который предназначен для деформирования, предпочтительно для частичного или полного сжатия, участка пустотелой заготовки (2), для его соединения с оправкой (21) с силовым замыканием и/или с геометрическим замыканием.
6. Устройство по одному из пп. 1-5, отличающееся тем, что оправка (21) содержит один или более каналов (29) для охлаждения, по которым обеспечена возможность прохождения текучего охлаждающего средства, предпочтительно воды.
7. Устройство по п. 6, отличающееся тем, что в канале (29) для охлаждения предусмотрена трубка (29') охлаждения, которая доходит до области переднего конца оправки (21) и выполнена с возможностью транспортировки охлаждающего средства до этой области и его подачи в канал (29) для охлаждения через отверстие трубки охлаждения.
8. Способ изготовления трубы (1) из пустотелой заготовки (2) с отверстием (3), включающий: использование устройства по одному из пп.1-7;
введение оправки (21) в отверстие (3) пустотелой заготовки (2);
транспортировку узла, состоящего из оправки (21) и пустотелой заготовки (2), через прокатный стан (30) для прокатки пустотелой заготовки (2) на оправке (21) с получением трубы (1);
удержание трубы (1) посредством удерживающего устройства (70) и вытягивание оправки (21) из отверстия (3) трубы (1), причем
оправку (21) вытягивают посредством вытягивания стержня (27), соединенного с оправкой (21) для работы на растяжение и выполненного с возможностью отсоединения от нее, удерживая трубу (1) посредством удерживающего устройства (70).
9. Способ по п. 8, отличающийся тем, что оправку (21) отводят назад, в обратном направлении вдоль пути транспортировки при прокатке, удерживая трубу (1) посредством удерживающего устройства (70).
10. Способ по п. 8 или 9, отличающийся тем, что используют удерживающее устройство, содержащее удерживающую втулку, которую при вытягивании оправки (21) из трубы (1) приводят в соприкосновение с задней торцевой поверхностью трубы (1).
11. Способ по одному из пп. 8-10, отличающийся тем, что перед прокаткой участок пустотелой заготовки (2) деформируют, предпочтительно частично или полностью сжимают, посредством листоштамповочного пресса (10), который предпочтительно предусмотрен в линии прокатки, для соединения пустотелой заготовки (2) и оправки (21) друг с другом с силовым замыканием и/или с геометрическим замыканием посредством деформируемого участка.
12. Способ по одному из пп. 8-11, отличающийся тем, что оправку (21) охлаждают во время прокатки и/или во время вытягивания из трубы (1), предпочтительно посредством текучего охлаждающего средства, проходящего по одному или более каналам (29) для охлаждения, выполненным в оправке (21).
13. Способ по одному из пп. 8-12, отличающийся тем, что оправку (21) используют для нескольких циклов прокатки, следующих непосредственно друг за другом, в каждом из которых раскатывают в трубу (1) соответствующую пустотелую заготовку (2).
| Способ получения производных аминометиленфосфоновых кислот | 1986 |
|
SU1452482A3 |
| Вращающаяся несменяемая оправка для вторичной прошивки при производстве бесшовных труб | 1959 |
|
SU130473A1 |
| ОПРАВКА ДЛЯ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ | 2006 |
|
RU2333053C1 |
| Устройство для отвертывания и завертывания шпилек | 1985 |
|
SU1256944A2 |
| EP 2055399 A1, 06.05.2009. | |||

