Изобретение относится к области литья металлов и может использоваться преимущественно в обучающих процессах для проведения практических занятий и изучения технологии и особенностей изготовления деталей методом центробежного литья.
Одним из эффективных методов получения отливок из металла является метод центробежного литья, преимущественно с вертикальной осью вращения. При этом заполнение форм металлом и образование отливок происходит при воздействии центробежных сил, превосходящих силы гравитации. Получаемые центробежным литьем отливки характеризуются высоким качеством. Центробежное литье позволяет изготавливать фасонные детали сложных форм. Устройства для центробежного литья имеют разнообразные конструктивные выполнения, в том числе сложные. В то же время для целей обучения технике литья функциональные возможности применяемых в промышленности устройств для центробежного литья ограничены. Устройства, предназначенные для использования в учебном процессе, должны быть достаточно просты по конструкции и в эксплуатации и обеспечивать возможность демонстрации всех особенностей метода центробежного литья. При этом в таких устройствах достаточно использования конструктивов, позволяющих применять легкоплавкий металл. К основным особенностям этих устройств относятся их демонстрационные свойства, характеризующиеся возможностями этих устройств для обеспечения эффективного учебного процесса.
Известно, например, устройство для центробежного литья с вертикальной осью вращения, содержащее опорный диск с закрепленным на нем снабженным крышкой корпусом, в полости которого размещена сообщающаяся с системой вакуумирования цилиндрическая опока с периферическими отверстиями в боковой стенке, в крышке корпуса размещены выпускной клапан и горловина залива расплава, литник расположен вдоль вертикальной оси опоки и может быть выполнен различной формы, например, в форме сужающегося в направлении от горловины до выходного отверстия конуса, при этом устройство снабжено системой охлаждения (WO 2014163522 А1, 2014). Это устройство обладает высокой производительностью, позволяет получать тонкостенные и многослойные отливки высокой чистоты. Однако оно сложно по конструкции и в эксплуатации. Для возможности демонстрации его основных конструктивных узлов требуются трудоемкие операции сборки-разборки. Поэтому оно малопригодно для демонстрации в учебном процессе.
Известно, например, устройство для центробежного литья, включающее привод с обеспечением возможности регулирования скорости вращения и по меньшей мере один держатель для крепления одноразовой литейной формы, содержащей по меньшей мере три рабочих полости, к каждой из которых подведен по меньшей мере один проходящий от литниковой чаши литниковый канал с впускным отверстием, при этом впускные отверстия рабочих полостей расположены в одной плоскости, а литниковые каналы выполнены отходящими наружу от впускных отверстий (RU 2274514 С2, 2006). Это устройство предназначено преимущественно для изготовления украшений и зубопротезных изделий и заготовок для зубных протезов. Благодаря наличию нескольких рабочих полостей оно позволяет получать за один цикл несколько изделий. Однако оно достаточно сложно по конструкции, демонстрация его внутренних узлов затруднена, а для расширения номенклатуры изготавливаемых деталей требуется замена одноразовой литейной формы. Поэтому оно недостаточно эффективно для использования в учебном процессе.
Из известных устройств наиболее близким к предложенному является устройство для центробежного литья, содержащее снабженную приводом металлическую литейную форму с обеспечением возможности вращения вокруг ее вертикальной центральной оси, в центральной верхней части которой выполнен металлоприемник, связанный с расположенной под ним литниковой камерой, а в ее периферийной части выполнены расположенные на одинаковом расстоянии от ее вертикальной центральной оси симметрично одна по отношению к другой рабочие полости, каждая из которых связана с литниковой камерой посредством литникового канала, расположенного радиально в плоскости, перпендикулярной вертикальной центральной оси металлической литейной формы (RU 2284244 С2, 2006). В этом устройстве металлическая литейная форма выполнена неразъемной вместе с металлоприемником, литниковыми каналами и двумя рабочими полостями. Для получения отливок доставка жидкого металла производится непосредственно в рабочие полости, закрытые с внешней стороны металлической литейной формы запирающим узлом. Формирование фасонных отливок происходит внутри рабочих полостей. Это устройство достаточно просто по конструкции. Однако оно не позволяет получать отливки разнообразных форм, для чего требуется замена металлической литейной формы. Конструкция устройства не позволяет обеспечить обозрение его внутренних узлов без нарушения его целостности и приведения в непригодность к дальнейшему использованию по назначению. Поэтому это устройство не имеет достаточных возможностей для эффективного использования в учебном процессе.
Техническая проблема, решаемая изобретением, состоит в создании лишенного недостатков прототипа устройства для центробежного литья, позволяющего эффективно использовать его в учебном процессе для проведения практических занятий и изучения технологии и особенностей изготовления деталей методом центробежного литья. Обеспечиваемый изобретением технический результат заключается в расширении функциональных возможностей устройства для центробежного литья металлов, обеспечивающих его эффективное использование в учебном процессе, в том числе за счет повышения разнообразия получаемых литьем металла деталей без замены литейных форм.
Это достигается тем, что в устройстве для центробежного литья, содержащем снабженную приводом металлическую литейную форму с обеспечением возможности вращения вокруг ее вертикальной центральной оси, в центральной верхней части которой выполнен металлоприемник, связанный с расположенной под ним литниковой камерой, а в ее периферийной части выполнены расположенные на одинаковом расстоянии от ее вертикальной центральной оси симметрично одна по отношению к другой рабочие полости, каждая из которых связана с литниковой камерой посредством литникового канала, расположенного радиально в плоскости, перпендикулярной вертикальной центральной оси металлической литейной формы, металлическая литейная форма выполнена в виде верхней и нижней разъемных полуформ, в каждом из литниковых каналов установлен с обеспечением возможности перемещения вдоль его продольной оси подвижной литник, снабженный на своем периферийном торце головкой, в каждой из рабочих полостей установлена сменная изложница с имеющей приемный элемент литьевой формой, а головка подвижных литников и приемный элемент литьевых форм выполнены с обеспечением возможности их взаимного герметичного контактирования. Головка подвижных литников и приемный элемент литьевых форм могут быть выполнены в виде конгруэнтных конусного выступа и конусного углубления соответственно.
Достижение указанного технического результата обеспечивается всей совокупностью существенных признаков, представленных в формуле изобретения, каждый признак которой необходим, а вместе они достаточны для решения указанной технической проблемы.
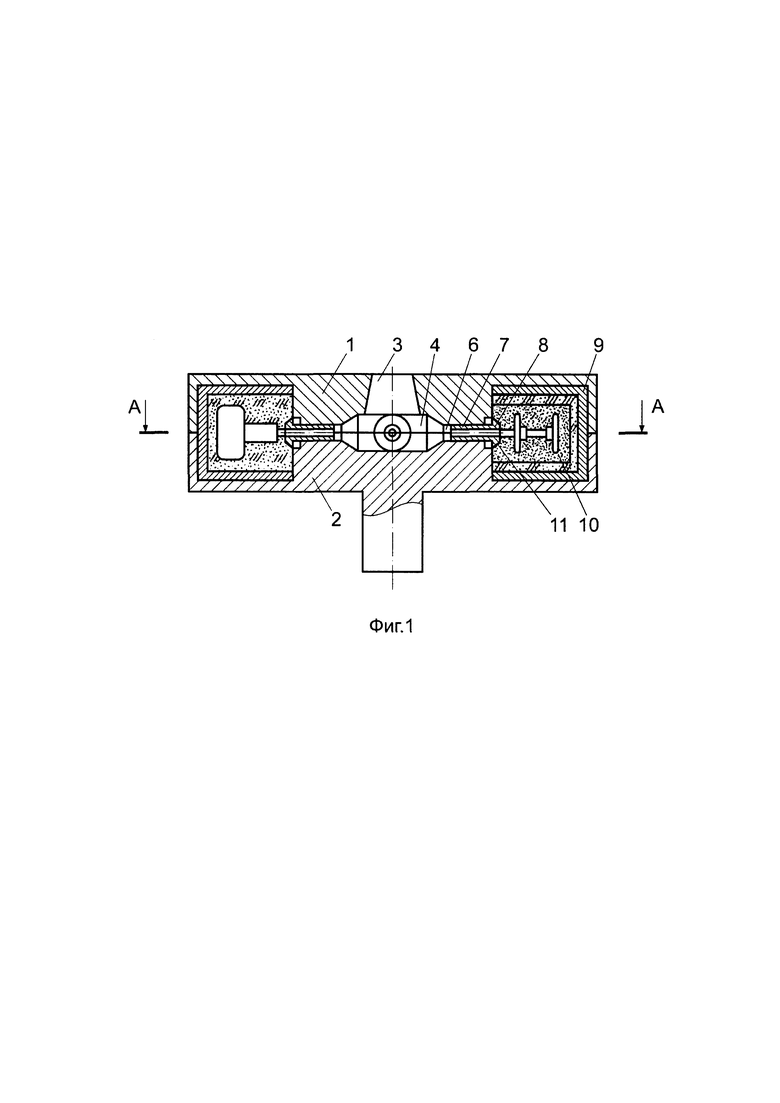
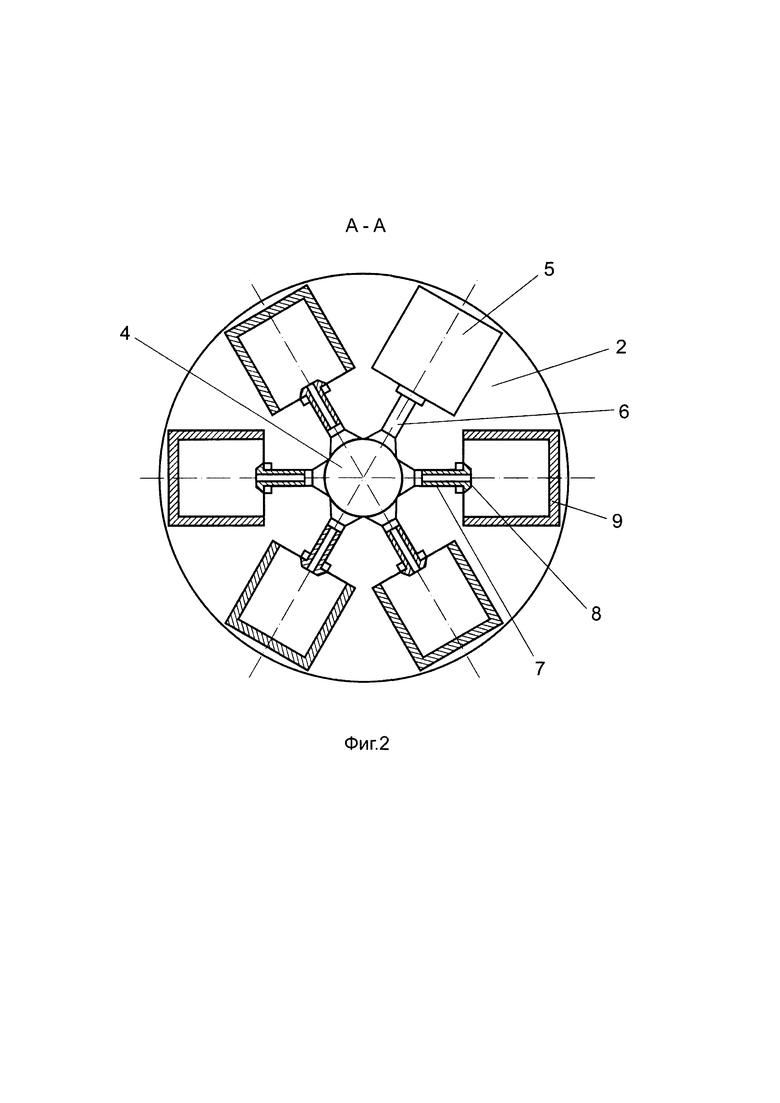
На фиг. 1 схематично изображено устройство для центробежного литья в поперечном разрезе. На фиг. 2 схематично изображено продольное сечение устройства (по А-А) без литьевых форм (на чертеже условно показаны пять сменных изложниц и одна рабочая полость).
Устройство для центробежного литья содержит снабженную приводом (на чертежах не показан) металлическую литейную форму с обеспечением возможности вращения вокруг ее вертикальной центральной оси. Металлическая литейная форма выполнена в виде двух разъемных полуформ - верхней 1 и нижней 2. Соединение полуформ 1 и 2 между собой может быть выполнено преимущественно болтовым с накидными гайками или винтовым.
В центральной верхней части литейной формы выполнен металлоприемник 3, преимущественно конусной формы. Металлоприемник 3 связан с расположенной под ним литниковой камерой 4. В периферийной части литейной формы выполнены расположенные на одинаковом расстоянии от ее вертикальной центральной оси симметрично одна по отношению к другой рабочие полости 5. Их количество может составлять, например, шесть. Каждая из рабочих полостей 5 связана с литниковой камерой 4 посредством литникового канала 6, расположенного радиально в плоскости, перпендикулярной вертикальной центральной оси металлической литейной формы. В каждом из литниковых каналов 6 установлен с обеспечением возможности перемещения вдоль его продольной оси подвижной литник 7, преимущественно в виде цилиндрической трубки. На своем периферийном конце (обращенном к соответствующей рабочей полости 5) он снабжен головкой 8. В каждой из рабочих полостей 5 установлена сменная изложница 9 с литьевой формой 10. В каждой литьевой форме 10 выполнен приемный элемент 11. Головка 8 и приемный элемент 11 выполнены с обеспечением возможности их взаимного герметичного контактирования, например, в виде конгруэнтных конусного выступа и конусного углубления соответственно. В устройстве могут быть использованы сменные изложницы 9 различных типов, например, с использованием для образования литьевой формы 10 песчано-земляной смеси (на фиг. 1 слева) или гипса (на фиг. 1 справа). Устройство может быть размещено в переносном корпусе, например, в виде снабженного переносной ручкой короба с откидной крышкой (на чертежах не показано).
Перед использованием установки разъединяют верхнюю 1 и нижнюю 2 разъемные полуформы. Подвижные литники 7 сдвигают в сторону вертикальной центральной оси разъемных полуформ 1 и 2, тем самым обеспечивая возможность размещения (фиксации) в рабочих полостях 5 сменных изложниц 9 с литьевыми формами 10. При этом продольная ось приемных элементов 11 литьевых форм 10 должна совпадать с продольной осью подвижных литников 7. Это обеспечивается преимущественно выполнением рабочих полостей 5 и сменных изложниц 9 одинаковой формы и с одинаковыми соответствующими размерами (с необходимыми допусками). После установки сменных изложниц 9 соединяют разъемные полуформы 1 и 2 и включают привод. При вращении верхней 1 и нижней 2 разъемных полуформ под действием центробежной силы подвижные литники 7 перемещаются до контактирования их головок 8 с приемными элементами 11 литьевых форм 10 с образованием герметичного соединения. Расплавленный металл заливают через металлоприемник 3 в литниковую камеру 4. Под действием центробежной силы металл поступает через литниковые каналы 6 и подвижные литники 7 в соответствующие литьевые формы 10. После затвердевания металла в литьевых формах 10 разъединяют разъемные полуформы 1 и 2, подвижные литники 7 выламывают и вынимают сменные изложницы 9, из которых затем извлекают изготовленные детали. В дальнейшем из подвижных литников 7 извлекают застывший металл и они могут быть установлены в устройство вновь. Такое выполнение устройства для центробежного литья расширяет его функциональные возможности, позволяющие эффективно использовать устройство в учебном процессе. Это обусловлено нижеследующим. Конструкция устройства позволяет не менять металлическую литейную форму для литья изделий разной формы, поскольку разъемные полуформы 1 и 2 не образуют непосредственно литьевые формы, а являются корпусом для нетрудоемкой установки сменных изложниц 9 с литьевыми формами 10. При этом сменные изложницы 9 могут включать литьевые формы 10 для получения деталей разнообразных конфигураций, в том числе фасонных деталей. При снятии верхней полуформы 1 открывается доступ к обозрению внутренних узлов устройства.
Пример реализации. Устройство для центробежного литья выполнено в виде компактного настольного набора для проведения практических занятий с учащимися и изучения технологии и особенностей изготовления деталей методом центробежного литья. Напряжение питания привода - 220 В, скорость вращения полуформ 1 и 2 - 500 об/мин. В качестве подвижных литников 7 использованы металлические трубки с внешним диаметром 6 мм и внутренним диаметром 4 мм, которые снабжены конусной головкой с наибольшим диаметром 12 мм. Габаритные размеры устройства с крышкой - 480×380×120 мм. Количество рабочих полостей 5 - шесть.
Устройство для центробежного литья, выполненное в соответствии с изобретением, обладает более широкими функциональными возможностями по сравнению с известным аналогичными, позволяя эффективно использовать его в учебном процессе. Оно просто по конструкции и в пользовании. Позволяет демонстрировать все основные узлы устройства и в целом технологический процесс центробежного литья для получения деталей различных конфигураций.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1991 |
|
RU2014946C1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1970 |
|
SU282617A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1976 |
|
SU582892A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| Пресс-форма для литья под давлением с прямой литниковой системой | 1984 |
|
SU1296292A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
Изобретение относится к области литейного производства и может быть использовано в целях обучения. Устройство для центробежного литья содержит разъемную металлическую литейную форму, вращающуюся вокруг своей вертикальной центральной оси, содержащую две полуформы (1, 2), и привод ее вращения. В центральной верхней части формы выполнен металлоприемник (3) и расположенная под ним литниковая камера (4). В периферийной части формы на одинаковом расстоянии от вертикальной центральной оси симметрично одна другой выполнены рабочие полости, связанные с литниковой камерой каналами (6), расположенными радиально в плоскости, перпендикулярной вертикальной центральной оси. В каждом канале (6) установлен с возможностью перемещения вдоль продольной оси литникового канала подвижной литник (7) с головкой на периферийном торце. В каждой рабочей полости установлена сменная изложница (9) с имеющей приемный элемент литьевой формой (10). Головки подвижных литников и упомянутые приемные элементы выполнены с возможностью их взаимного герметичного контактирования. Обеспечивается использование устройства в учебном процессе за счет доступа к обозрению внутренних узлов устройства и повышения разнообразия получаемых литьем металла деталей без замены литьевых форм. 2 ил., 1 пр.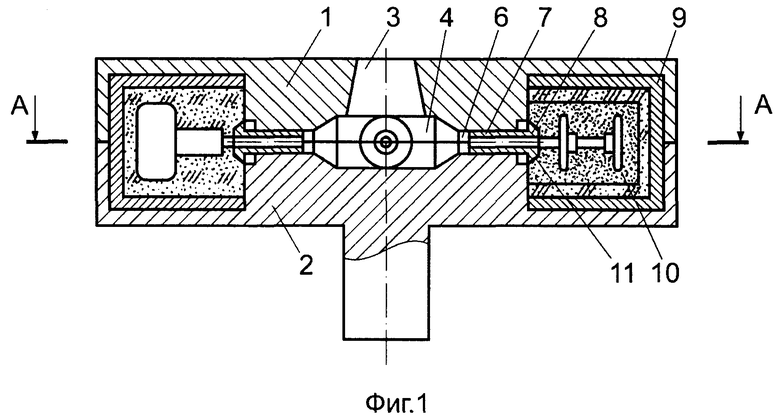
1. Устройство для центробежного литья, содержащее снабженную приводом металлическую литейную форму, выполненную с возможностью вращения вокруг своей вертикальной центральной оси, в центральной верхней части металлической литейной формы выполнен металлоприемник, связанный с расположенной под ним литниковой камерой, а в периферийной части металлической литейной формы на одинаковом расстоянии от ее вертикальной центральной оси симметрично одна по отношению к другой выполнены рабочие полости, каждая из которых связана с литниковой камерой посредством литникового канала, расположенного радиально в плоскости, перпендикулярной вертикальной центральной оси металлической литейной формы, отличающееся тем, что металлическая литейная форма выполнена в виде двух разъемных полуформ, в каждом из литниковых каналов установлен с возможностью перемещения вдоль продольной оси литникового канала подвижной литник, снабженный на своем периферийном торце головкой, в каждой из рабочих полостей установлена сменная изложница с имеющей приемный элемент литьевой формой, при этом головка подвижных литников и приемный элемент литьевых форм выполнены с возможностью их взаимного герметичного контактирования.
2. Устройство по п. 1, отличающееся тем, что головки подвижных литников и приемные элементы литьевых форм выполнены в виде конгруэнтных конусных выступов и конусных углублений соответственно.
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2284244C2 |
| Центробежная машина с вертикальной осью вращения | 1978 |
|
SU749556A1 |
| Вертикальная центробежная машина для индивидуальной отливки поршневых колец | 1946 |
|
SU74005A1 |
| Центробежная машина с вертикальной осью вращения | 1983 |
|
SU1196122A1 |
| JP 8238555 A, 17.09.1996 | |||
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ РАСПЛАВЛЕННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2660437C2 |

