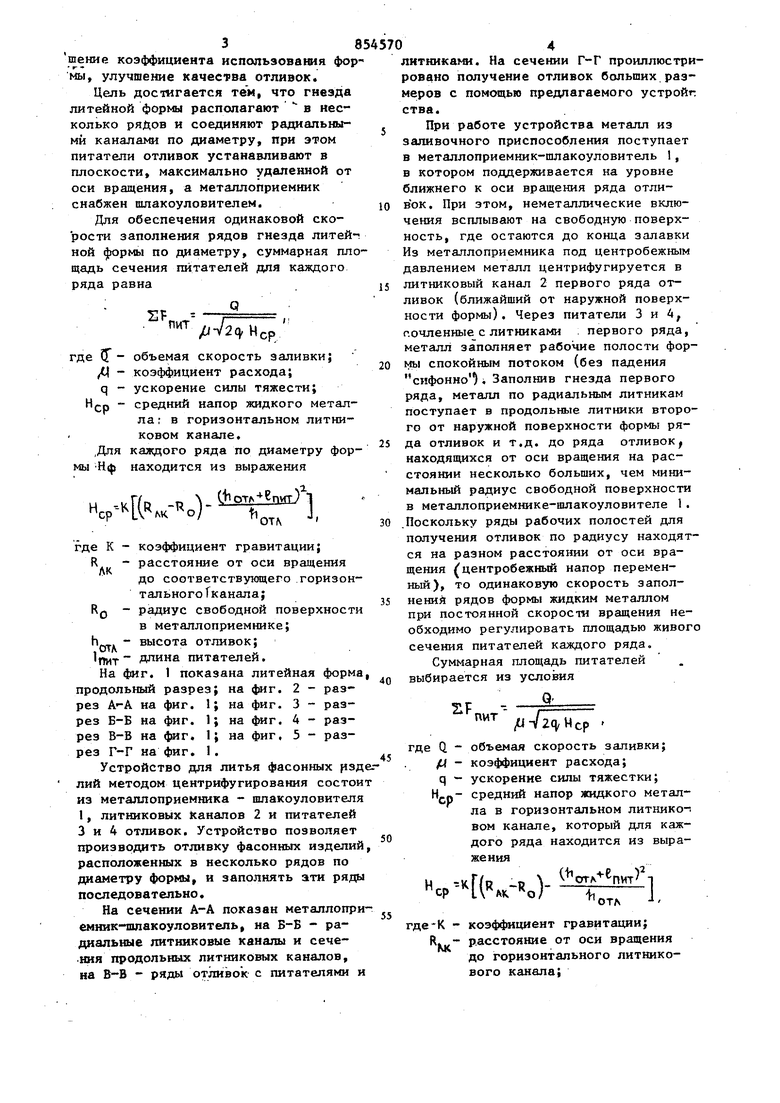
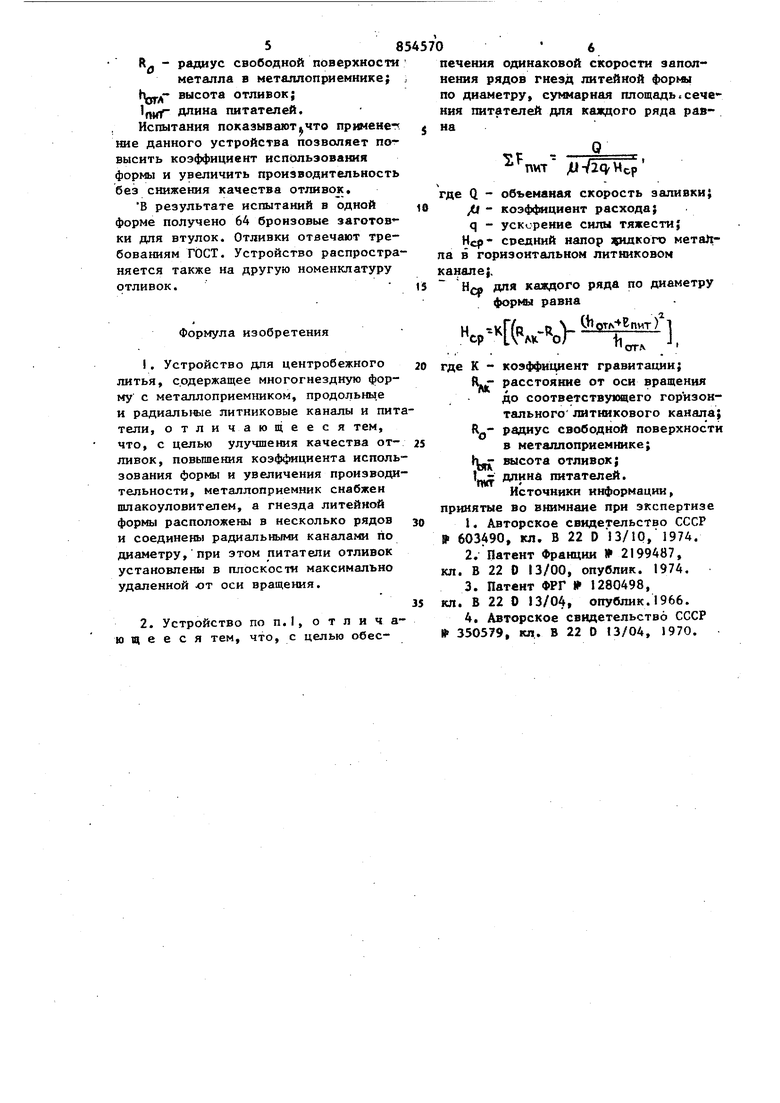
Изобретение относится к литейному производству преимущественно к оборудованию для изготовления фасоИ1а г -ртливок способом центробежного литья в многогнездных формах из разовых, полупостоянных или постоянных секций. Известны устройства,включаккцие металлоприемник, многогнездную форму с продольными и радиальными литниковы ми каналами и питатели р , 2 и pj Известио также устройство для центробежного литья заготовок, имеющее многогнездную форму с индивидуаль ными литниковыми каиалами и обпщй металлоприемник,. а также коническую виулку, образукяцую с металлогнездиой формой общую кольцевую прибыль 4 . Основным недостатком данных уст-; тройств является то, что зти устройства предназначены для изготовления отливок, распол(якениых в один ряд на одинаковом расстоянии от оси вращения или одной отливки, симметричной относительно центра вращения. Это jpesKo с{шжает использование полезного объема по радиусу (особенно при OTJHfBKe мелких деталей в обечайкак больших диаметров), т.е. не ш:чер1швает возможное-т формы по обеспечешёЬ прсжзводщтельиости. Кроме того запопне1ше рабочих по лостей из плоскости, максимально- прнближешюй к оси вращения (сверху), производатся т фбуленткым потоком, т.е. не гарантируется получение качественных отливок нз-аа окисления металла в процессе заливки. Существенным недостатком является и то, что неметаллические включения в литниковой системе, находящей ся в силовом центробежном поле, не всплывают на свободную поверхность и попадают в тело отлнвки, что не исключает брак и снижает качество изделий. Цель изобретения - увеличение прозводительност устройства, повышение коэффициента испопьзовавдя фо мы, улучшение качества отливок. Цель достигается тем, что гнезда литейной формы располагают в несколько рядов и соединяют радиальными каналами по диаметру, прн этом питатели отливок устанавливают в плоскости, максимально удаленной от оси вращения, а металлоприемник снабжен шлакоуловителем. Для обеспечения одинаковой скорости заполнения рядов гнезда литей ной формы по диаметру, суммарная пл щадь сечения питателей для каждого ряда равна / V2cvHcp где If- объемая скорость заливки; - коэффициент расхода; q - ускорение силы тяжести; - средний напор жидкого металла г в горизонтальном литниковом канале. ,Для каждого ряда по диаметру фор мы Нф находится из выражения Н -kffD -R V Ьотл ПУи) о)tiJ коэффициент гравитации; расстояние от оси вращения до соответствующего .горизон тального Гканал а; радиус свободной поверхност в металлоприемнике; высота отливок; длина питателей. На фиг. 1 показана литейная форм продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на . 1; на фиг, 5 - разрез Г-Г на фиг. 1. Устройство для литья фасонных рз ЛИЙ методом центрифугирования состо из металлоприемника - шлакоуловител 1, литниковых Каналов 2 и питателей 3 и 4 отливок. Устройство позволяет производать отливку фасонных издели расположенных в несколько рядов по диаметру формы, и заполнять ати ряд последовательно. На сечении А-А показан металлопр емник-шлакоуловитель, на Б-В - радиальные литниковые каналы и сечения продольных литниковых каналов, на В-В - ряды отливок с питателями литниками. На сечении Г-Г проиллюстрировано получение отливок больших размеров с помощью предлагаемого устройг ства. При работе устройства металл из заливочного приспособления поступает в металлоприемник-шлакоуловитель 1, в котором поддерживается на уровне ближнего к оси вращения ряда отливок. При этом, неметаллические включения всплывают на свободную поверхность, где остаются до конца залавки Из металлоприемника под центробежным давлением металл центрифугируется в литниковый канал 2 первого ряда отливок (ближайший от наружной поверхности формы). Через питатели 3 и 4, почленные с литниками ; первого ряда, металл заполняет рабочие полости формь1 спокойным потоком (без падения сифонно) i Заполнив гнезда первого ряда, металл по радиальным литникам поступает в продольные литники второго от наружной поверхности формы ряда отливок и т.д. до ряда отливок находящихся от оси вращения на расстоянии несколько больших, чем минимальный радиус свободной поверхности в металлоприемнике-шлакоуловителе 1. Поскольку ряды рабочих полостей для получения отливок по радиусу находятся на разном расстоянии от оси вращения центробежный напор переменный), то одинаковую скорость заполнений рядов формы жидким металлом при постоянной скорости вращения необходимо регулировать площадью живого сечения питателей каждого ряда. Суммарная площадь питателей выбирается из условия «-/2чГнср где Q - объемая скорость заливки; Д( - коэффициент расхода; q - ускорение силы тяжестки; средний напор жидкого металла в горизонтальном литнико-, вом канале, который для каждого ряда находится из выражения..-)- 1, гдеК - коэффициент гравитации; расстояние от оси вращения до горизонтального литникового канала; радфиус свободной поверхности металла в металлonриемнике; , ffff высота отливок; 1,j длина питателей. , Испытания показывают.что применение данного устройства позволяет повысить коэффициент испольэова1шя формы и увеличить производительность без снижения качества отливок. В результате испытаний в одной 0 форме получено 64 бронзовые заготов ки для втулок. Отливки отвечают требованиям ГОСТ. Устройство распространяется также на другую номенклатуру отливок.15 Формула изобретения . Устройство для центробежного 20 литья, содержащее многогнездную форму с металлоприемником, продольны.е и радиалыаде литниковые каналы и питатели, отличающееся тем, что, с целью улучшения качества от- 25 ливок, повьппения коэффициента использования формы и увеличения производительности, металлоприемник снабжен шлакоуловителем, а гнезда литейной формы расположены в несколько рядов зо и соединень радиальными каналами lio диаметру, при этом питатели отливок установлены в плоскости максимально удаленной ют оси вращения. 2. Устройство по п.I, о т л и ч аю ц е е с я тем, что, с цепью обеспене по ни на гд па ка гд пр кл кл ения одинаковой скорости заполия рядов гнезд литейкой формы дианетру} суммарная площадь.сечепитателей для каждого ряда равпит Д1-/20.Нср Q - объеманая скорость заливки; /I - коэффициент расхода; q - ускорение силы тяжести; Hcf- средний напор з идкого метаЛв горизонтальном литниковом але. HCB для каждого ряда по диаметру форьод равна ) 1 «ср-ЧКс о л К - козффищ1ент гравитации; {L.- расстояние от оси вращения до соответствующего горизонтального литникового канала; радиус свободной поверхности в металпоприемнике; f высота отливок; пкт Д питателей. Источники информации, нятые во внимнаие при экспертизе 1.Авторское свидетельство СССР 03490, кл, В 22 D 13/10, 1974. 2.Патент Франции 2199487, В 22 О 13/00, опублик. 1974. 3.Патент ФРГ 1280498, В 22 О 13/04, опублик.1966. 4.Авторское свидетельство СССР 50579, кл. В 22 О 13/04, 1970.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для центробежного литья | 1981 |
|
SU980942A1 |
| Коллектор литниковой системы для центробежного литья | 1978 |
|
SU772697A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2284244C2 |
| Литниковая система | 1983 |
|
SU1135530A1 |
| МЕТАЛЛОПРИЕМНИК ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2008 |
|
RU2402403C2 |
| Литниковая система для сифонной заливки керамических форм | 1989 |
|
SU1720782A1 |
| Устройство для центробежного литья | 2020 |
|
RU2748447C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Устройство для заполнения форм расплавом | 1976 |
|
SU597501A1 |

Aфаг. 2
6-5
фаг.З
В- В
(Риг.чГ -Г
фиг.$
