Изобретение относится к способу наматывания горячекатаной ленты с помощью
- дорна моталки,
- по меньшей мере одного первого прижимного приспособления и
- по меньшей мере одного второго прижимного приспособления,
причем горячекатаную ленту с помощью первого прижимного приспособления и второго прижимного приспособления прижимают к дорну моталки. Изобретение относится также к устройству для наматывания горячекатаной ленты.
Моталки горячекатаной ленты расположены в конце ленточных прокатных станов и служат для сматывания горячекатаной ленты в рулоны после прокатки. При этом лента наматывается под натяжением для получения достаточно твердо намотанного рулона и исключения разворачивания рулона после завершения намотки. Натяжение также необходимо для изгибания ленты вокруг дорна моталки и одновременной пластичной деформации. В случае лент большой толщины необходимы большие натягивающие усилия для превышения пластического изгибающего момента.
При намотке лента проводится через ведущий блок подачи, состоящий из верхнего ведущего валка и нижнего ведущего валка, и транспортируется к дорну моталки. Лента наматывается при поддержке прижимных валков вокруг дорна, и образуется рулон, который после полного наматывания ленты стягивается с дорна моталки. Во время намотки в ленте устанавливается предварительно заданное натяжение между ведущим блоком подачи и дорном моталки.
В патенте ЕР 0469483 раскрыты моталки горячекатаной ленты, в которых лента прижимается к дорну четырьмя прижимными валками.
В патенте JP 58058931 A описана моталка, в которой наматываемая лента прижимается к дорну тремя регулируемыми прижимными валками. Каждый прижимной валок посредством собственного гидравлического цилиндра отклоняется вокруг собственного центра поворота.
Для того чтобы уже начало ленты полностью вступало в контакт с дорном и первые витки ленты образовывали фрикционную связь, в патенте DE 2414482 B2 предусмотрено уменьшение толщины ленты в начале ленты по меньшей мере на 20%. Началу ленты придается толщина, которая делает возможным полное прилегание к дорну начала ленты и первых витков. После того как первые витки оказываются фрикционно связанными друг с другом и соответственно лежат друг на друге, толщина ленты подгоняется к заданным величинам и повышается. Такая методика представлена также в патенте DE 2414475 A1.
Способы и устройства для наматывания горячекатаной ленты известны также из патентов ЕР 0790084 B1 и JP 59064116 A.
В случае лент с толщиной 7 мм и более, при низких температурах наматывания, а также при использовании материалов с повышенной твердостью, например материалов труб, необходимы большие значения натяжения ленты. Однако несмотря на высокие значения натяжения ленты последняя не ложится непосредственно на дорн и на первые витки рулона, а изгибается на более длинном участке, прежде чем вступит в контакт с рулоном.
Поэтому в основу изобретения поставлена задача разработки способа, посредством которого катаная лента с толщинами ленты 7 мм и более при низких температурах намотки, а также при использовании материалов с повышенной твердостью, таких как материал труб, при намотке в рулон прилегает вначале полностью к дорну моталки и в последующем полностью к уже намотанным виткам рулона. Еще одним объектом является устройство для наматывания горячекатаной ленты.
Задача решается согласно изобретению посредством того, что в случае способа вышеуказанного типа между первым прижимным приспособлением и вторым прижимным приспособлением устройство предварительной гибки отжимает и соответственно отводит горячекатаную ленту от дорна моталки, в результате чего горячекатаная лента подвергается предварительному изгибу.
За счет предварительного изгибания горячекатаной ленты обеспечивается полное прилегание горячекатаной ленты к дорну моталки от начала намотки и, соответственно, к последующим виткам, и обеспечивается возможность наматывания с меньшим натяжением ленты, так как горячекатаная лента деформируется не только прижимными приспособлениями, но и дополнительно устройством предварительной гибки.
Варианты осуществления способа раскрыты в зависимых пунктах формулы изобретения.
Кроме того, изобретение касается устройства для наматывания горячекатаной ленты, содержащего
- дорн моталки,
- по меньшей мере одно первое прижимное приспособление,
- по меньшей мере одно второе прижимное приспособление,
причем горячекатаная лента прижимается к дорну моталки первым прижимным приспособлением и вторым прижимным приспособлением, между первым прижимным приспособлением и вторым прижимным приспособлением расположено устройство предварительной гибки, которое на внутренней стороне рулона находится в контакте с горячекатаной лентой и деформирует горячекатаную ленту радиально наружу, в направлении от дорна моталки. За счет деформации горячекатаная лента приобретает радиус, который соответствует радиусу дорна моталки или несколько меньший. Горячекатаная лента прилегает с начала намотки к дорну моталки или на основании предварительного напряжения и за счет несколько меньшего радиуса полностью прижимается прижимными приспособлениями к дорну моталки.
Варианты выполнения устройства раскрыты в зависимых пунктах формулы изобретения.
Регулирование/управление наматывания горячекатаной ленты производится так, что расположенное между первым и вторым прижимным приспособлением устройство предварительной гибки передвигается от дорна моталки прочь и соответственно к дорну моталки таким образом, что, в зависимости от диаметра рулона, толщины горячекатаной ленты, материалов горячекатаной ленты и/или температуры горячекатаной ленты, всегда в начале намотки обеспечивается прилегание горячекатаной ленты к дорну моталки. Для этого устройство предварительной гибки может передвигаться как от дорна моталки, так и к дорну моталки. Дополнительно может изменяться интервал устройства предварительной гибки с первым прижимным приспособлением и со вторым прижимным приспособлением. Из этого следует возможность позиционирования устройства предварительной гибки в плоскости перпендикулярно поверхности ленты. Для этого устройство предварительной гибки оснащено первым устройством оттягивания или давления, которое двигает устройство предварительной гибки к дорну моталки или от него. По меньшей мере одно второе устройство оттягивания или давления расположено так, чтобы устройство предварительной гибки передвигалось к первому прижимному приспособлению или ко второму прижимному приспособлению или от них. Соответствующая позиция устройства предварительной гибки по отношению к дорну моталки, к первому прижимному приспособлению и ко второму прижимному приспособлению является зависимой соответственно от толщины горячекатаной ленты, материалов горячекатаной ленты и температуры горячекатаной ленты. Эти первоначально измеряемые или соответственно устанавливаемые значения закладываются/задаются в расчетную программу устройства управления/регулирования, и к началу процесса намотки устанавливается позиция устройства предварительной гибки. Поскольку при увеличивающемся диаметре рулона радиус предварительного изгиба также увеличивается, устройство предварительной гибки передвигается к дорну моталки. По окончании намотки, когда последний виток горячекатаной ленты прилегает к рулону, устройство предварительной гибки удаляется от рулона. Это может происходить как в направлении движения ленты, так и поперек к направлению движения ленты. Устройство предварительной гибки не влияет на процесс снятия рулона с дорна моталки.
Альтернативный вариант выполнения управления/регулирования предусматривает, чтобы вместо позиции устройства предварительной гибки при наматывании горячекатаной ленты учитывалась сила натяжения. Для этого используются известные устройства для расчета натяжения ленты, и, в зависимости от установленных значений, управляется/регулируется устройство предварительной гибки.
В дальнейшем приводится описание варианта осуществления со ссылкой на фигуры чертежей на которых:
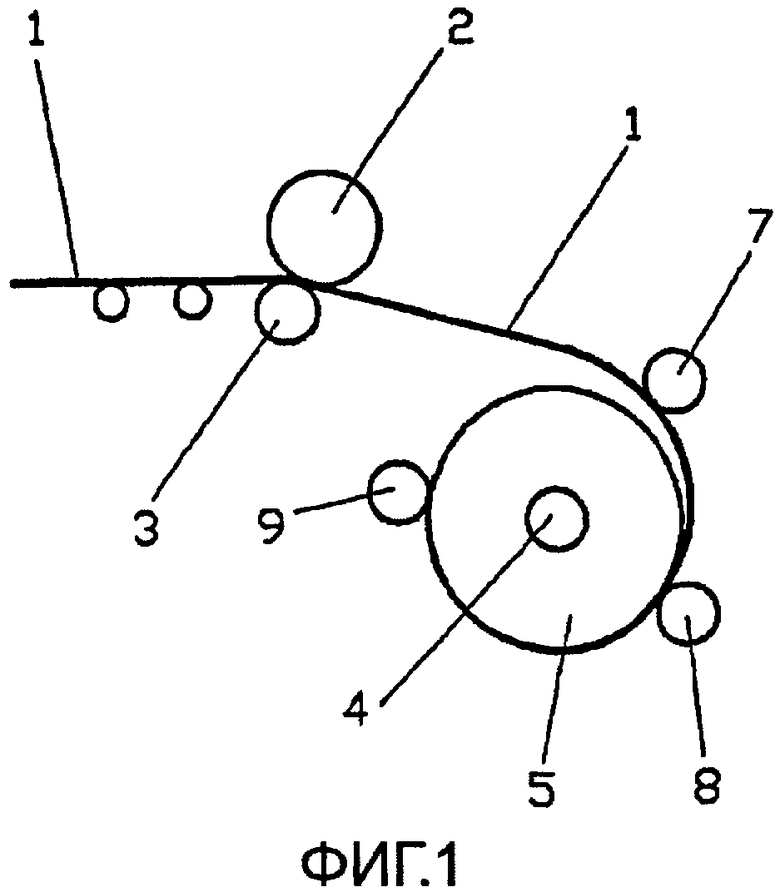
Фиг.1 изображает вид сбоку моталки горячекатаной ленты согласно известному уровню техники;
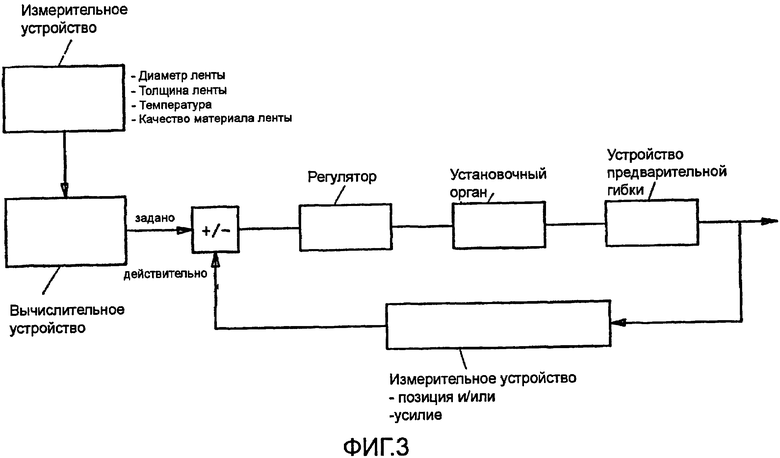
Фиг.2 - вид сбоку моталки горячекатаной ленты согласно настоящему изобретению;
Фиг.3 изображает блок-схему устройства.
На фиг.1 представлен вид сбоку известного устройства для наматывания горячекатаной ленты 1. Поступающая из не показанной на фигуре клети прокатного стана горячекатаная лента 1 проводится между верхним ведущим валком 2 и нижним ведущим валком 3 и транспортируется к дорну 4 моталки. Для прижатия горячекатаной ленты 1 к дорну моталки 4 вокруг него расположено несколько прижимных приспособлений 7, 8, 9. При наматывании горячекатаной ленты 1 из стальных материалов повышенной твердости и/или при толщинах ленты 7 мм или более горячекатаная лента 1 не накладывается непосредственно на дорн 4 моталки. Фрикционная связь между дорном 4 моталки и горячекатаной лентой 1 происходит только тогда, когда горячекатаная лента 1 достигает угла охвата в 180° или более. Т.е. горячекатаная лента 1 в начале процесса наматывания находится на расстоянии от дорна 4 моталки, и натяжение в горячекатаной ленте 1 между ведущими валками 2, 3 и дорном 4 моталки не нарастает. Далее диаметр проушины рулона 5, т.е. внутренний диаметр рулона 5 намотанной горячекатаной ленты 1, отличается от задаваемого дорном 4 моталки диаметра.
Фиг.2 показывает соответствующее изобретению устройство для наматывания горячекатаной ленты 1. Известные из уровня техники части устройства обозначены в дальнейшем теми же обозначениями. Транспортируемая от верхнего ведущего валка 2 и нижнего ведущего валка 3 к дорну 4 моталки горячекатаная лента 1 прижимается первым прижимным приспособлением 7 в направлении радиально к дорну 4 моталки. Прежде чем горячекатаная лента 1 также радиально прижимается вторым прижимным приспособлением 8 к дорну 4 моталки, горячекатаная лента 1 радиально отжимается устройством 6 предварительной гибки от дорна 4 моталки наружу. При этом устройство 6 предварительной гибки расположено на внутренней стороне 10 рулона, между дорном 4 моталки и горячекатаной лентой 1, в то время как прижимные приспособления 7, 8 и 9 вступают в контакт с горячекатаной лентой 1 на внешней стороне рулона. Устройство предварительной гибки 6 сгибает горячекатаную ленту 1 до той же самой или более высокой кривизны, которая обычно требовалась бы для горячекатаной ленты 1, чтобы прилегать к дорну 4 моталки. За счет предварительного изгибания горячекатаной ленты 1 обеспечивается, во-первых, полное прилегание горячекатаной ленты 1 с начала намотки к дорну 4 моталки и соответственно к следующим виткам и, во-вторых, наматывание с меньшим натяжением ленты, так как горячекатаная лента 1 деформируется не только прижимными приспособлениями 7, 8, и 9, а дополнительно устройством 6 предварительной гибки.
На фиг.3 представлена блок-схема схемы регулирования. Измерительное устройство устанавливает диаметр ленты, толщину ленты, температуру горячекатаной ленты и/или качества использованного материала. С этими параметрами в вычислительном устройстве определяется задаваемая позиция или задаваемое усилие устройства (6) предварительной гибки и устанавливается посредством установочного органа. Посредством следующего измерительного устройства определяется действительное положение или действительное усилие и сравнивается с заданной позицией и соответственно с заданным усилием и, если необходимо, изменяется или соответственно подгоняется регулировочным устройством.
Перечень основных обозначений
1. Горячекатаная лента
2. Верхний ведущий валок
3. Нижний ведущий валок
4. Дорн моталки
5. Рулон
6. Устройство предварительной гибки
7. Первое прижимное приспособление
8. Второе прижимное приспособление
9. Прижимное приспособление
10. Внутренняя сторона рулона
11. Внешняя сторона рулона
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАТЫВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2395358C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАМОТКИ ПОЛОСЫ С ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНОЙ ПОЛОСЫ, В ЧАСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2483819C2 |
| УСТРОЙСТВО И СПОСОБ МАНИПУЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСОЙ | 2011 |
|
RU2561945C2 |
| МОТАЛКА ДЛЯ ПРИМОТКИ И НАМОТКИ ГОТОВЫХ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2010 |
|
RU2480304C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ИЗ МЕТАЛЛА И ПРОИЗВОДСТВЕННАЯ УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2009 |
|
RU2481903C2 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ ЛЕГКОЙ КОНСТРУКЦИОННОЙ СТАЛИ | 2005 |
|
RU2359765C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090276C1 |
Изобретение относится к металлургии, а именно к способу и устройству для наматывания горячекатаной ленты. Наматывание производят с помощью дорна (4) моталки, по меньшей мере одного первого прижимного приспособления (7) и по меньшей мере одного второго прижимного приспособления (8). Горячекатаная лента (1) прижимается первым прижимным приспособлением (7) и вторым прижимным приспособлением (8) к дорну (4) моталки. Горячекатаную ленту (1) между первым прижимным приспособлением (7) и вторым прижимным приспособлением (8) отжимают и соответственно отводят от дорна (4) моталки, обеспечивая предварительный изгиб горячекатаной ленты (1). Изобретение обеспечивает полное прилегание горячекатаной ленты к дорну моталки, а также возможность наматывания с меньшим натяжением ленты. 2 н. и 7 з.п. ф-лы, 3 ил.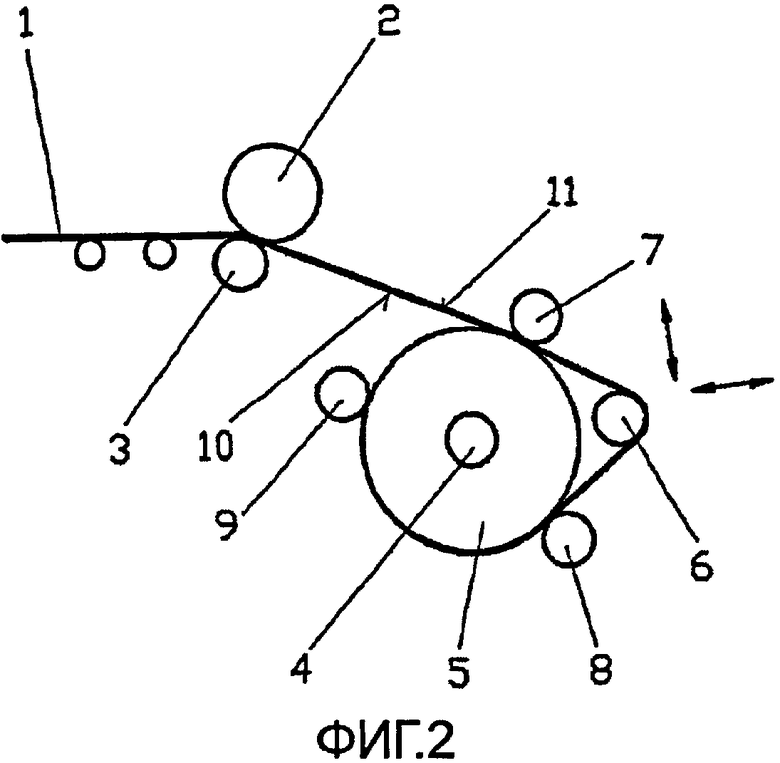
1. Способ наматывания горячекатаной ленты (1) с помощью дорна (4) моталки, по меньшей мере одного первого прижимного приспособления (7), по меньшей мере одного второго прижимного приспособления (8), причем первое прижимное приспособление (7) и второе прижимное приспособление (8) прижимают горячекатаную ленту (1) к дорну моталки (4), отличающийся тем, что горячекатаную ленту (1) между первым прижимным приспособлением (7) и вторым прижимным приспособлением (8) посредством усилия, действующего с внутренней стороны (10) рулона (5) горячекатаной ленты (1), радиально отжимают и соответственно отводят от дорна моталки с обеспечением изгиба горячекатаной ленты (1).
2. Способ по п.1, отличающийся тем, что горячекатаную ленту (1) предварительно изгибают во время всего процесса наматывания.
3. Способ по п.1, отличающийся тем, что горячекатаную ленту (1) предварительно изгибают в начале процесса наматывания.
4. Способ по любому из пп.1-3, отличающийся тем, что предварительный изгиб производят с помощью устройства (6) предварительной гибки, позиция которого относительно горячекатаной ленты (1) и/или его усилие, с которым устройство (6) предварительной гибки нажимает на горячекатаную ленту (1), соответствующим образом регулируют во время наматывания.
5. Устройство (1) для наматывания горячекатаной ленты, содержащее дорн (4) моталки, по меньшей мере одно первое прижимное приспособление (7), по меньшей мере одно второе прижимное приспособление (8), причем первое прижимное приспособление (7) и второе прижимное приспособление (8) прижимают горячекатаную ленту (1) к дорну (4) моталки, отличающееся тем, что между первым прижимным приспособлением (7) и вторым прижимным приспособлением (8) расположено устройство (6) предварительной гибки, которое на внутренней стороне (10) рулона находится в контакте с горячекатаной лентой (1) и деформирует горячекатаную ленту (1) радиально наружу, в направлении от дорна (4) моталки.
6. Устройство по п.5, отличающееся тем, что содержит регулирующее устройство для регулировки позиции устройства (6) предварительной гибки относительно горячекатаной ленты (1) с помощью установочного органа и/или для регулировки усилия, с которым устройство (6) предварительной гибки нажимает на горячекатаную ленту (1).
7. Устройство по п.6, отличающееся тем, что содержит измерительное устройство для регистрации таких параметров, как например диаметр рулона, толщина ленты, качество или температура горячекатаной ленты (1), а также вычислительное устройство, снабженное программой для определения заданного значения для регулировки в процессе наматывания рулона позиции или усилия устройства (6) предварительной гибки согласно величине зарегистрированных параметров.
8. Устройство по п.6 или 7, отличающееся тем, что установочный орган выполнен в виде оттягивающего или нажимного устройства, обеспечивающего, в зависимости от зарегистрированных параметров, исходного позиционирования в плоскости, перпендикулярной к поверхности ленты, устройство (6) предварительной гибки относительно дорна (4) моталки и намотанного рулона.
9. Устройство по любому из пп.5-7, отличающееся тем, что установочный орган выполнен с возможностью отвода устройства (6) предварительной гибки от линии горячекатаной ленты (1) во время или после наматывания горячекатаной ленты (1).
| Управляемый ступенчатый преобразователь | 1978 |
|
SU790084A1 |
| JP 59064116 А, 12.04.1984 | |||
| JP 58058931 А, 07.04.1983 | |||
| УСТРОЙСТВО ДЛЯ СМОТКИ В РУЛОНЫ ПОЛОСОВОЙ СТАЛИ | 1994 |
|
RU2082518C1 |
| Моталка для смотки горячей полосы в рулоны | 1974 |
|
SU538757A1 |

