Изобретение касается способа непрерывного и периодического изготовления горячекатаных полос из литого металла, в частности стали, обладающего признаками ограничительной части п.1 формулы изобретения. Кроме того, изобретение касается производственной установки для осуществления способа в соответствии с признаками ограничительной части п.9 формулы изобретения.
С помощью известного способа горизонтального литья полосы можно разливать плавки различных сортов стали с размерами, близкими к окончательным, с толщиной полосы, составляющей менее чем 20 мм. При этом предпочтительно возможно, в частности, производство стали для легких конструкций (конструкционной стали), имеющей высокую долю C, Mn, Al и Si.
Так, из документа EP 1 047 510 B1 известен способ изготовления горячекатаного тонкого плоского проката. В соответствии с этим способом на горизонтальной разливочной установке для литья полосы разливается стальной расплав с размерами, близкими к окончательным, и с толщиной полосы, находящейся в диапазоне от 5 мм до 18 мм, и перед поступлением в одноклетьевую черновую группу клетей управляемо охлаждается в атмосфере защитного газа.
Горячекатаная черновая полоса управляемо в расположенном после черновой группы клетей устройстве поочередно охлаждается, нагревается или удерживается при постоянной температуре, и кромки горячекатаной полосы дополнительно нагреваются.
За одноклетьевой черновой группой клетей следуют многоклетьевая чистовая группа клетей, выходной рольганг, снабженный устройством для охлаждения горячекатаной полосы, а также расположенные до и после намоточные машины для смотки горячекатаной полосы.
Температура валков перед многоклетьевой чистовой группой клетей может целенаправленно регулироваться с помощью расположенного после черновой группы клетей устройства, служащего для поочередного охлаждения, нагрева или поддержания постоянной температуры горячекатаной полосы, в аустенитной или ферритной области или в переходной области от аустенита к ферриту.
Из документа WO 2006/066551 A1 известен также способ изготовления горячекатаных полос из стали для легких конструкций, которая, в частности, обладает хорошей способностью к холодной глубокой вытяжке и которая в качестве основных элементов включает в себя Fe, Mn, Si и Al. Изготовленная путем литья полосы черновая полоса проходит сначала через находящееся в среде защитного газа устройство гомогенизации при одновременном поочередном поддержании постоянной температуры, охлаждении или нагреве. После этого черновая полоса подвергается включающему в себя по меньшей мере один проход процессу горячей прокатки с общей степенью деформации, равной не менее 50%. После последнего прохода горячекатаная полоса охлаждается и сматывается. В зависимости от отношения скорости разливки к скорости прокатки, процесс горячей прокатки происходит в линии или отдельно.
Зона гомогенизации должна обеспечивать выравнивание температуры на поверхности горячекатаной полосы и уменьшение напряжений в горячекатаной полосе, независимо от того, поддерживается ли температура постоянной, повышается или понижается.
Вопрос, должен ли процесс прокатки происходить в линии или отдельно от процесса разливки, по существу ставится в зависимость от различных скоростей при разливке и прокатке, при этом также имеют значение свойства рекристаллизации материала.
При процессе разливки существует непосредственная связь между материалом в жидкой фазе в области загрузки расплава и последующими технологическими шагами обработки затвердевшего материала литой полосы. Литая полоса подается по транспортировочному участку на дальнейшую обработку. Другими технологическими шагами могут быть: правка, прокатка, резка и смотка (наматывание на моталку, в рулоны). За счет этих или других компонентов литейной установки могут происходить колебания натяжения и массового потока в разлитой полосе. Если эти нарушения продолжаются в направлении жидкой струи, могут возникнуть нарушения разливки и негативное воздействие на литую полосу, например колебания толщины, перетекание, сужение кромок и обрыв полосы или нарушения течения.
Задачей изобретения является усовершенствовать способ изготовления горячекатаной полосы на установке литья полосы, снабженной устройством для смотки или устройством для укладки в штабель, таким образом, чтобы следующие за процессом разливки технологические шаги не оказывали негативного воздействия на изготавливаемую литую полосу в отношении ее качества и свойств ее материала, и чтобы литая полоса после процесса разливки могла разделяться на заданные размерные единицы, пригодные к транспортировке или, соответственно, складированию, например уложенные в штабель листы или бунты (рулоны).
Эта задача в соответствии с изобретением решается с помощью признаков независимых пунктов 1 и 8 формулы изобретения.
Соответственно этому в соответствии с отличительными признаками пункта 1 формулы изобретения изготовленная путем литья полосы черновая полоса для гомогенизации микроструктуры проходит через находящуюся в атмосфере защитного газа первую зону гомогенизации в соединении на выбор с поддержанием постоянной температуры черновой полосы, понижением температуры или повышением температуры с использованием приводного механизма, петлеобразователя, контрольного устройства приводного механизма. Затем черновая полоса проходит сквозь устройство регулирования температуры для поддержания постоянной температуры черновой полосы, понижения температуры черновой полосы или повышения температуру черновой полосы. Затем черновая полоса подвергается обжатию с величиной менее 49% по меньшей мере за один проход процесса горячей прокатки. После этого черновая полоса проходит сквозь вторую зону гомогенизации, прежде чем она в виде горячекатаной полосы будет отделена от продолжающей поступать черновой полосы.
В первой зоне гомогенизации в качестве инертного газа применяется аргон/CO2-азотная смесь. В первой зоне гомогенизации происходит поддержание температуры в диапазоне от 900 до 1000°C, понижение температуры на 200°C и повышение температуры на 250°C.
Чтобы материал можно было свернуть в рулон, он должен обладать надлежащей микроструктурой, которая допускает деформацию при возникающем напряжении растяжения и сжатия.
Эти свойства структуры могут быть достигнуты посредством по меньшей мере одного процесса прокатки, включающего в себя один проход, со степенью деформации, равной 49%.
Благодаря этому процессу деформации начинается рекристаллизация материала. В последующей второй зоне гомогенизации уже полученная горячекатаная полоса подвергается по меньшей мере в краевых областях рекристаллизации при поддерживаемой постоянной температуре горячекатаной полосы, при сравнительно пониженной температуре или при сравнительно повышенной температуре.
Во второй зоне гомогенизации, расположенной после первой прокатной клети, материал может подвергаться рекристаллизации, и поэтому он может воспринимать напряжения растяжения и сжатия. Этот процесс рекристаллизации подходит, в частности, для конструкционных сталей, которые, в частности, могут обладать очень большим интервалом затвердевания, то есть образуют более или менее большое «температурное окно» от начала затвердевания из расплава до полного сплошного затвердевания, и в зависимости от этого обладают нулевыми температурными коэффициентами прочности или, соответственно, нулевыми температурными коэффициентами вязкости.
После того как черновая полоса прошла через вторую зону гомогенизации, горячекатаная полоса подается к разделительному устройству, обладающему рабочей скоростью, синхронизированной со скоростью прокатки или, соответственно, транспортировки полосы, отрезается на заданную длину от черновой полосы и на наматывающей установке сматывается в рулон.
Но процесс резания горячекатаной полосы может также осуществляться уже непосредственно после того, как горячекатаная полоса вышла из второй зоны гомогенизации, причем тогда нарезанная по длине горячекатаная полоса посредством надлежащих транспортировочных устройств направляется в установку для укладки в штабель и там штабелируется в виде листов.
В варианте осуществления предлагаемого изобретением способа процесс разливки отделен от процесса прокатки.
С этим связано то преимущество, что, с одной стороны, скорость разливки может выбираться в зависимости от хода процесса затвердевания расплава, и что, с другой стороны, процесс горячей прокатки может осуществляться при заданной температуре горячекатаной полосы вплоть до достижения заданной степени деформации.
В другом варианте осуществления предлагаемого изобретением способа после первого процесса гомогенизации микроструктуры скорость транспортировки черновой полосы подвергается воздействию посредством устройства регулирования массового потока. Тем самым предотвращается возможность негативного влияния нарушений, возникших в ходе последующих процессов в рамках способа изготовления, на процесс разливки и разлитую полосу, например возможность возникновения колебаний толщины, перетеканий, сужения кромок и обрыва полосы или нарушений течения.
В соответствии с признаками пункта 9 формулы изобретения производственная установка для осуществления предлагаемого изобретением способа состоит из собственно известной разливочной машины, после которой расположена находящаяся в атмосфере защитного газа первая зона гомогенизации, предназначенная для воздействия на микроструктуру литой черновой полосы, в которой температура черновой полосы по выбору поддерживается постоянной, понижается или повышается.
После первой зоны гомогенизации расположено первое устройство регулирования температуры, служащее для поддержания постоянной температуры черновой полосы, для понижения температуры или для повышения температуры.
Если смотреть в направлении транспортировки черновой полосы, после первого устройства регулирования температуры, при расположении устройства регулирования массового потока между первым и вторым элементом транспортировки черновой полосы, расположено второе устройство регулирования температуры, в котором разлитая полоса доводится до надлежащей температуры прокатки, а именно, путем поддержания постоянной температуры литой полосы, путем понижения температуры или путем повышения температуры.
После второго устройства регулирования температуры расположена первая прокатная клеть, в которой по меньшей мере за один проход черновая полоса с надлежащей температурой подвергается уменьшению толщины, равному менее 49%. В расположенной после первой прокатной клети второй зоне гомогенизации черновая полоса теперь уже в виде горячекатаной полосы при температуре, равной 700-900°C, подвергается рекристаллизации, в частности, в краевых областях горячекатаной полосы, так что материал может воспринимать усилия растяжения или, соответственно, сжатия, а также пластические деформации, которые возникают при смотке или укладке в штабель, без ухудшения микроструктуры.
Наконец, после второй зоны гомогенизации расположено разделительное устройство, которое эксплуатируется с рабочей скоростью, синхронизированной со скоростью транспортировки устройства подачи горячекатаной полосы. В разделительном устройстве непрерывно поступающая в это устройство горячекатаная полоса после резания наматывается или укладывается в штабель в виде листов.
В другом варианте осуществления предлагаемой изобретением производственной установки после первого устройства регулирования температуры расположено состоящее из компенсирующего валка или петлеобразователя устройство регулирования массового потока. При этом устройство регулирования массового потока, если смотреть в направлении транспортировки черновой полосы, расположено между первым элементом подачи черновой полосы и вторым элементом подачи черновой полосы.
Кроме того, в варианте осуществления изобретения перед прокатной клетью расположено второе устройство регулирования температуры, в котором черновая полоса доводится до надлежащей температуры прокатки, чтобы черновая полоса могла быть подвергнута включающему в себя по меньшей мере один проход процессу горячей прокатки, так чтобы черновая полоса затем в виде горячекатаной полосы имела степень деформации, равную менее 49% от общей деформации.
Наконец, после разделительного устройства в варианте осуществления изобретения расположено устройство для смотки или укладки в штабель, в котором горячекатаная полоса наматывается в рулон или укладывается в виде отдельных листов.
Другие признаки и преимущества изобретения содержатся в последующем описании изображенного на чертеже примера осуществления. На фиг.1 схематично показан производственная установка для осуществления предлагаемого изобретением способа литья полосы с размерами, близкими к окончательным, снабженная устройством смотки или, соответственно, укладки в штабель.
На единственной фиг.1 в схематичном изображении показана предлагаемая изобретением производственная установка для осуществления предлагаемого изобретением способа. Производственная установка для осуществления способа разливки или процесса разливки включает в себя разливочную машину 1 в виде горизонтальной установки литья полосы, которая включает в себя устройство подачи в виде циркулирующей транспортерной ленты 2 с двумя направляющими роликами 3, 3'. Разливочная машина 1 снабжена, кроме того, боковым уплотнением 4, которое препятствует тому, чтобы загружаемый расплав 5 справа и слева мог стекать вниз с устройства 2 подачи. Расплав 5 посредством ковша 6 транспортируется к разливочной машине 1 и течет через выполненное в днище ковша 6 отверстие 7 в приемную емкость 8. Эта приемная емкость 8 выполнена в виде переливной емкости.
Не изображены подробно устройства для интенсивного охлаждения нижней стороны верхней ветви устройства 2 подачи, а также весь корпус разливочной машины 1 с соответствующей атмосферой защитного газа.
После загрузки расплава 5 на циркулирующую транспортерную ленту устройства 2 подачи вследствие интенсивного охлаждения происходит затвердевание и образование литой полосы или черновой полосы 9, которая в конце устройства 2 подачи в значительной степени подвергается сплошному затвердеванию.
Для выравнивания температуры и уменьшения напряжений к разливочной машине примыкает первая зона 10 гомогенизации. Она включает в себя теплоизолированный корпус 11 и рольганг. Эта первая зона гомогенизации может поочередно использоваться для того, чтобы поддерживать температуру литой полосы или черновой полосы 9 постоянной, еще более охлаждать или альтернативно несколько подогревать ее. В частности, предусмотрено, что в этой первой зоне 10 гомогенизации литая полоса или черновая полоса 9 в атмосфере защитного газа, состоящей из аргон-CO2-азотной смеси в качестве инертного газа, подвергается первому процессу гомогенизации структуры, поочередно, путем поддержания температуры в диапазоне примерно 900-1000°C, путем понижения температуры примерно на 200°C или, альтернативно, путем повышения температуры примерно на 250°C.
После этого литая полоса или черновая полоса 9 проходит через первое устройство 12 регулирования температуры и затем посредством первого элемента 14 подачи черновой полосы и второго элемента 14' подачи черновой полосы направляется через распложенное между первым элементом 14 подачи черновой полосы и вторым элементом 14' подачи черновой полосы, выполненное в виде компенсирующего валка или петлеобразователя устройство 13 регулирования массового потока во второе устройство 15 регулирования температуры. В этом втором устройстве 15 регулирования температуры литая полоса или черновая полоса 9 доводится до температуры прокатки, прежде чем она затем в последующей первой прокатной клети 16 при осуществлении по меньшей мере одного прохода будет подвергаться процессу горячей прокатки, до тех пор, пока литая полоса или черновая полоса 9 не будет иметь степень деформации, равную менее 49% от общей деформации. В этом втором устройстве 15 регулирования температуры литая полоса или черновая полоса 9 поочередно удерживается при температуре, равной примерно 880-940°C, охлаждается примерно на 50°C или, альтернативно, нагревается примерно на 50°C. После прохождения первой прокатной клети 16 литая полоса или черновая полоса 9 направляется затем во вторую зону 17 гомогенизации, в которой литая полоса или черновая полоса 9 подвергается второму процессу гомогенизации, в частности рекристаллизации микроструктуры. Это происходит за счет того, что температура литой полосы или черновой полосы 9 во второй зоне 17 гомогенизации поочередно удерживается равной примерно 700-900°C, температура понижается примерно на 100°C или, альтернативно, температура повышается примерно на 50°C. После второй зоны 17 гомогенизации литая полоса или черновая полоса 9 проходит затем через синхронизированное со скоростью транспортировки или полосы разделительное устройство 18 в виде ножниц и затем в виде готовой прокатанной и отделенной от разлитой полосы или черновой полосы 9 горячекатаной полосы подается в устройство 19 для наматывания или устройство 20 для укладки в штабель.
Изобретение предназначено для повышения качества горячекатаных полос из литого металла. Способ включает термообработку литой полосы в виде черновой полосы, горячую прокатку, намотку или укладку в штабель. Гибкое производство полос с заданными свойствами, пригодных к транспортировке или складированию, обеспечивается за счет того, что литую черновую полосу подвергают воздействию атмосферы защитного газа в процессе первой гомогенизации путем поддержания температуры 900-1000°С, понижения температуры на 200°С или повышения температуры на 250°С, после первой гомогенизации - другой термообработке путем поддержания температуры 880-940°С, понижения температуры на 50°С или повышения температуры на 50°С, затем - горячей прокатке с обжатием менее 49%, после этого полосу подвергают второй гомогенизации с регламентированным режимом, затем ее подают через синхронизированное со скоростью транспортировки или полосы разделительное устройство и в виде прокатанной горячекатаной полосы отделяют от остальной черновой полосы. Установка содержит соответствующее оборудование. 2 н. и 12 з.п. ф-лы, 1 ил.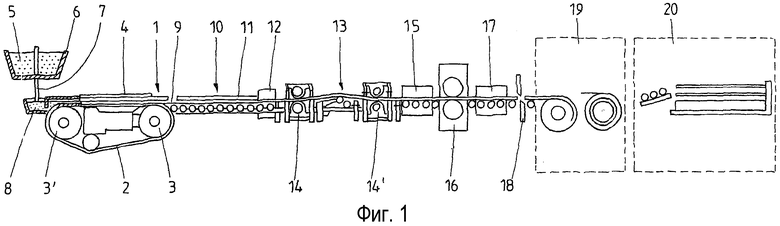
1. Способ непрерывного или периодического изготовления горячекатаных полос из литого металла, в частности стали, включающий термообработку литой полосы в виде черновой полосы, затем ее в виде горячекатаной полосы наматывают или укладываются в штабель, отличающийся тем,
что полученную после разливки черновую полосу подвергают воздействию атмосферы защитного газа при одновременном первом процессе гомогенизации структуры путем поддержания температуры примерно 900-1000°С, или путем понижения температуры примерно на 200°С, или путем повышения температуры примерно на 250°С, причем черновую полосу после первого процесса гомогенизации подвергают по меньшей мере одной другой термообработке путем поддержания температуры примерно 880-940°С, или путем понижения температуры примерно на 50°С, или путем повышения температуры примерно на 50°С, после чего черновую полосу подвергают по меньшей мере одному проходу горячей прокатки, при котором черновую полосу подвергают уменьшению толщины, равному менее 49%, после этого черновую полосу подвергают второму процессу гомогенизации для рекристаллизации микроструктуры путем поддержания температуры примерно 700-900°С, или путем понижения температуры примерно на 100°С, или путем повышения температуры примерно на 50°С, затем черновую полосу подают через синхронизированное со скоростью транспортировки или полосы разделительное устройство и в виде прокатанной горячекатаной полосы отделяют от остальной черновой полосы.
2. Способ по п.1, отличающийся тем, что процесс разливки отделен от процесса прокатки.
3. Способ по любому из пп.1 или 2, отличающийся тем, что на скорость транспортировки черновой полосы воздействуют посредством устройства регулирования массового потока.
4. Способ по п.1, отличающийся тем, что черновую полосу перед горячей прокаткой подвергают второй термообработке путем поддержания температуры, равной примерно 880-940°С, или путем понижения температуры примерно на 50°С, или путем повышения температуры примерно на 50°С.
5. Способ по п.1, отличающийся тем, что черновую полосу после второй термообработки подвергают горячей прокатке.
6. Способ по п.1, отличающийся тем, что черновую полосу после горячей прокатки подвергают второму процессу гомогенизации для рекристаллизации в краевых областях путем поддержания температуры, равной примерно 700-900°С, или путем понижения температуры примерно на 100°С, или путем повышения температуры примерно на 50°С.
7. Способ по п.1, отличающийся тем, что черновую полосу после второго процесса гомогенизации в виде горячекатаной полосы подают через синхронизированное со скоростью транспортировки черновой полосы разделительное устройство, затем черновую полосу в виде горячекатаной полосы сматывают или укладывают в штабель.
8. Установка для непрерывного или периодического изготовления горячекатаных полос из литого металла способом по любому из пп.1-7, включающая по меньшей мере одну разливочную машину (1) для производства литой полосы или черновой полосы (9) заданной толщины, по меньшей мере одно устройство (2) подачи для транспортировки литой полосы, по меньшей мере одну первую зону (10) гомогенизации, в которой для воздействия на микроструктуру литой полосы или черновой полосы температура удерживается постоянной, понижается или повышается, по меньшей мере одну другую зону гомогенизации, в которой температура удерживается постоянной, понижается или повышается, по меньшей мере одну первую прокатную клеть (16) для достижения частичной деформации черновой полосы (9), по меньшей мере одно разделительное устройство (18) и по меньшей мере одно устройство (19; 20) для смотки или укладки в штабель, причем после разливочной машины (1) расположена находящаяся в атмосфере защитного газа первая зона (10) гомогенизации, в которой температура удерживается постоянной, понижается или повышается, после первой зоны (10) гомогенизации расположено устройство (15) регулирования температуры, служащее для поддержания постоянной температуры, для понижения температуры или для повышения температуры, и после устройства (15) регулирования температуры расположена первая прокатная клеть (16), в которой по меньшей мере за один проход черновая полоса подвергается уменьшению толщины, равному менее 49%, при этом за прокатной клетью (16) расположена вторая зона (17) гомогенизации, в которой температура поддерживается постоянной, понижается или повышается для рекристаллизации горячекатаной полосы по меньшей мере в краевых областях, после второй зоны (17) гомогенизации расположено разделительное устройство (18), рабочая скорость которого синхронизирована со скоростью устройства (2) подачи, и в котором черновую полосу (9) в виде горячекатаной полосы отделяют от остальной черновой полосы.
9. Установка по п.8, отличающаяся тем, что процесс разливки в ней отделен от процесса прокатки.
10. Установка по любому из пп.8 или 9, отличающаяся тем, что после первой зоны (10) гомогенизации расположено устройство (13) регулирования массового потока, выполненное в виде компенсирующего валка или петлеобразователя.
11. Установка по п.8, отличающаяся тем, что устройство (13) регулирования массового потока, в направлении транспортировки черновой полосы (9), расположено между первым элементом (14) подачи черновой полосы и вторым элементом (14) подачи черновой полосы.
12. Установка по п.8, отличающаяся тем, что в направлении транспортировки полосы после первой зоны (10) гомогенизации расположено первое устройство (12) регулирования температуры и устройство (13) регулирования массового потока, при этом устройство регулирования массового потока расположено перед вторым устройством (15) регулирования температуры.
13. Установка по п.12, отличающаяся тем, что между первым устройством (12) регулирования температуры и устройством (13) регулирования массового потока и/или между устройством (13) регулирования массового потока и вторым устройством (15) регулирования температуры расположен элемент (14, 14') подачи.
14. Установка по п.8, отличающаяся тем, что после разделительного устройства (18) расположено устройство (19) для смотки или устройство (20) для укладки в штабель.
| WO 2006066551 A1, 29.06.2006 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2138344C1 |
| Способ изготовления металлической полосы | 1990 |
|
SU1839682A3 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2234542C2 |

