Изобретение относится к обработке металлов давлением и может быть использовано для изготовления труб с винтовыми гофрами.
Известно устройство для получения труб с винтовыми гофрами, содержащее установленные на станине и размещенные вокруг оси устройства и под углом к ней с возможностью вращения вокруг своих осей формующие ролики и узел перемещения трубы, выполненный в виде корпуса, установленного на станине с совпадением оси устройства и оси корпуса, в котором размещены зажимные элементы с приводами их радиального перемещения и с возможностью вращения относительно корпуса и поступательного перемещения их вдоль оси устройства [Патент RU 2167731 C2, 7, B21D 15/04, 27.05.2001].
Недостатками известного устройства являются ограниченные технологические возможности и увеличенная металлоемкость, выражающиеся в следующем:
1. Низкое качество геометрических параметров изготавливаемых труб;
2. Ограниченная длина участка трубы с изготавливаемыми гофрами;
3. Низкая производительность.
Указанные недостатки объясняются тем, что в процессе формирования гофров на трубе волочением постоянно меняется расстояние между зажимными элементами, в которых зафиксирован конец трубы, и очагом деформации, т.е. постоянно меняется расстояние между точкой приложения осевого усилия, прикладываемого к трубе, и очагом деформации. В результате меняются жесткостные параметры изготовляемого гофрированного участка трубы, что приводит к изменению параметров гофров и угла подъема их винтовой линии по длине трубы, к ограничению длины изготавливаемых труб, к ограничению параметров поперечного сечения гофров. Изготовление на трубе гофрированного участка большей длины, чем максимальная длина рабочего хода зажимных элементов невозможно.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство для изготовления труб с винтовыми гофрами, содержащее установленные на станине и размещенные вокруг оси устройства и под углом к ней с возможностью вращения вокруг своих осей формующие ролики и узел перемещения трубы, выполненный в виде корпуса, установленного на станине с совпадением оси устройства и оси корпуса, в котором размещены зажимные элементы с приводами их радиального перемещения и с возможностью вращения относительно корпуса и поступательного перемещения их вдоль оси устройства [Патент RU 2168384 C1, 7, B21D 15/04, 10.06.2001].
Недостатками известного устройства являются ограниченные технологические возможности и недостаточная надежность, выражающиеся в следующем:
1. Ограниченная длина рабочего хода корпуса с зажимными элементами, накладывающая ограничение на длину участка трубы с изготавливаемыми гофрами;
2. Пониженная производительность;
3. Низкое качество изготавливаемых труб (искажение и нестабильность параметров гофров как в поперечном, так и в продольном сечениях).
Указанные недостатки объясняются тем, что изготовление на трубе гофрированного участка большей длины, чем максимальная длина рабочего хода зажимных элементов невозможно. В процессе формирования гофров на трубе волочением постоянно меняется расстояние между зажимными элементами, в которых зафиксирован конец трубы, и очагом деформации, т.е. постоянно меняется расстояние между точкой приложения осевого усилия, прикладываемого к трубе, и очагом деформации. В результате меняются жесткостные параметры изготовляемого гофрированного участка трубы, что приводит к изменению параметров гофров и угла подъема их винтовой линии по длине трубы, к ограничению длины изготавливаемых труб, к ограничению параметров поперечного сечения гофров.
Технической задачей, на решение которой направлено изобретение, является расширение технологических возможностей, повышение качества, увеличение производительности.
Поставленная задача решается тем, что в устройстве для изготовления труб с винтовыми гофрами, содержащее установленные на станине и размещенные вокруг оси устройства и под углом к ней с возможностью вращения вокруг своих осей формующие ролики и узел перемещения трубы, выполненный в виде корпуса, установленного на станине с совпадением оси устройства и оси корпуса, в котором размещены зажимные элементы с приводами их радиального перемещения и с возможностью вращения относительно корпуса и поступательного перемещения их вдоль оси, узел перемещения трубы снабжен дополнительными комплектами зажимных элементов с приводами их радиального перемещения, вращения относительно оси устройства и поступательного перемещения вдоль оси устройства, выполненными с возможностью поочередного захвата зажимными элементами трубы вблизи от формующих роликов и освобождения ее при заданном удалении от формующих роликов при поступательном перемещении вдоль оси устройства для обеспечения непрерывного рабочего хода трубы вдоль оси устройства.
Дополнительные комплекты зажимных элементов могут быть расположены относительно зажимных элементов с противоположной стороны от формующих роликов.
Дополнительные комплекты зажимных элементов могут быть выполнены в виде замкнутого гибкого элемента с прямолинейным участком, параллельным оси устройства и снабженного приводом перемещения.
Замкнутый гибкий элемент может быть выполнен в виде отдельных частей, шарнирно связанных друг с другом.
Расстояние межосевого расстояния между соседними шарнирами Lш может быть определено из выражения Lш=P/z, где P - шаг винтовой линии гофра, z - число винтовых гофров в поперечном сечении трубы.
Рабочие поверхности зажимных элементов могут быть выполнены по форме изготавливаемых гофров.
Приводы перемещения замкнутого гибкого элемента, радиального и вращательного перемещений зажимных элементов могут быть выполнены с возможностью ручного или дистанционного, или автоматизированного, или автоматического согласованного между собой управления.
Снабжение узла перемещения трубы дополнительными комплектами зажимных элементов с приводами их радиального перемещения, вращения относительно оси устройства и поступательного перемещения вдоль оси устройства, выполненными с возможностью поочередного захвата зажимными элементами трубы вблизи от формующих роликов и освобождения ее при заданном удалении от формующих роликов при поступательном перемещении вдоль оси устройства исключает ограничение на длину изготавливаемого гофрированного участка трубы, накладываемое максимально возможным рабочим ходом корпуса с зажимными элементами. В результате обеспечивается расширение технологических возможностей, повышение качества и производительности.
Размещение дополнительных комплектов зажимных элементов на замкнутом гибком элементе, выполненном с прямолинейным участком, параллельным оси устройства и снабженном приводом перемещения, позволяет снять ограничения на длину изготавливаемого гофрированного участка трубы, фиксировать трубу несколькими расположенными вдоль оси трубы зажимными элементами из дополнительного комплекта, минимизировать изменение расстояния между формующими роликами и зажимными элементами в процессе формообразования гофров. Упомянутое расширяет технологические возможности, повышает качество и производительность.
Выполнение замкнутого гибкого элемента в виде отдельных частей, шарнирно связанных друг с другом, упрощает конструкцию и эксплуатацию устройства, повышает надежность.
Выполнение величины межосевого расстояния соседних шарниров, равной величине, рассчитанной по выражению Lш≥P/z, где P - шаг винтовой линии гофра, z - число винтовых гофров в поперечном сечении трубы, дает возможность входить в зацепление с трубой более чем одному дополнительному зажимному элементу. Указанное обеспечивает снижение силового воздействия на изготовленные гофры и, следовательно, минимизирует их деформацию, что повышает точность, т.е. повышает качество.
Выполнение рабочих поверхностей зажимных элементов по форме изготавливаемых гофров позволяет повысить точность их геометрических параметров, т.е. повысить качество.
Оснащение устройства приводом радиального перемещения комплектов зажимных элементов дает возможность выводить их из зацепления с обрабатываемой трубой во время перемещения ее корпусом с зажимными элементами, что позволяет повысить точность получаемых гофров.
Оснащение устройства приводом вращения комплектов зажимных элементов вокруг оси устройства позволяет снизить осевое усилие, прикладываемое к трубе, и тем самым повысить точность получаемых гофров.
Выполнение приводов перемещения замкнутого гибкого элемента, радиального и вращательного перемещений зажимных элементов с возможностью ручного или дистанционного, или автоматизированного, или автоматического согласованного между собой управления расширяет технологические возможности, давая возможность более гибко приспосабливать работу к конкретным условиям производства.
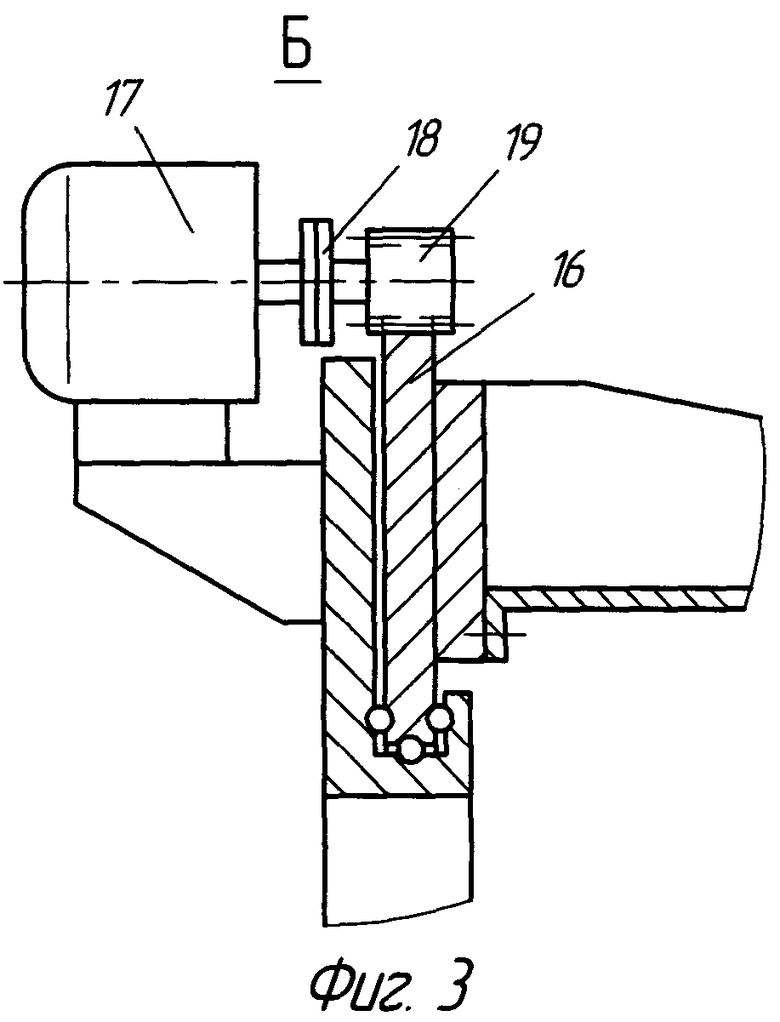
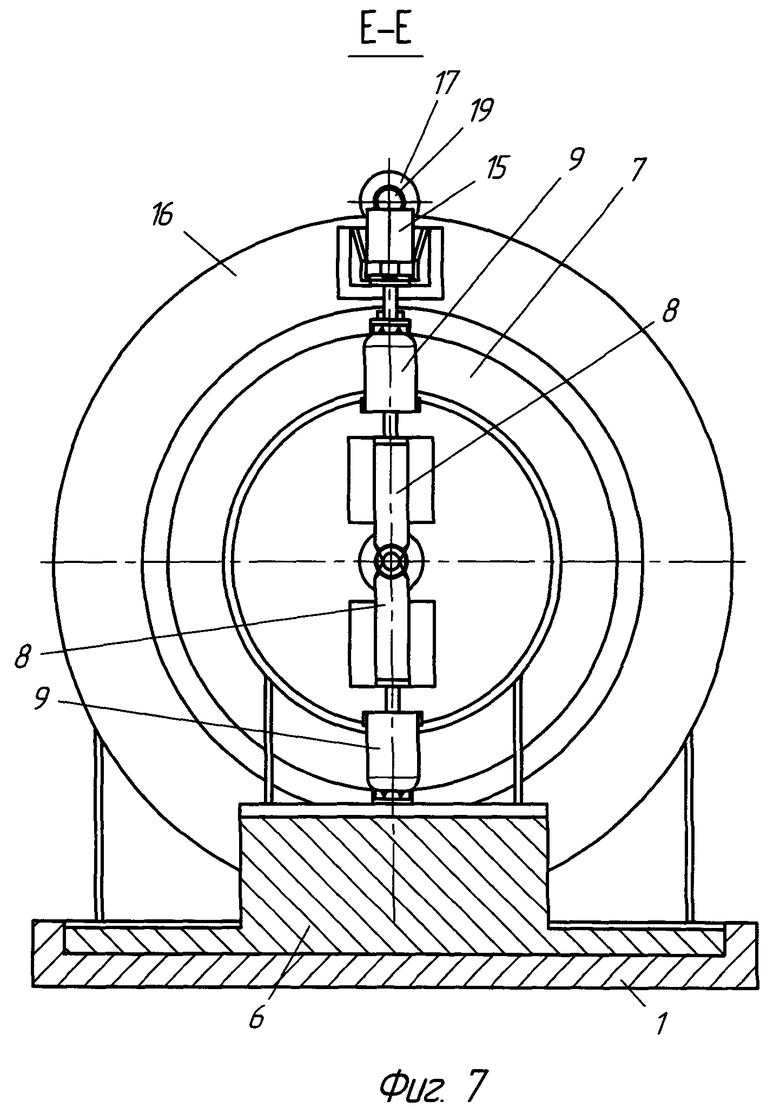
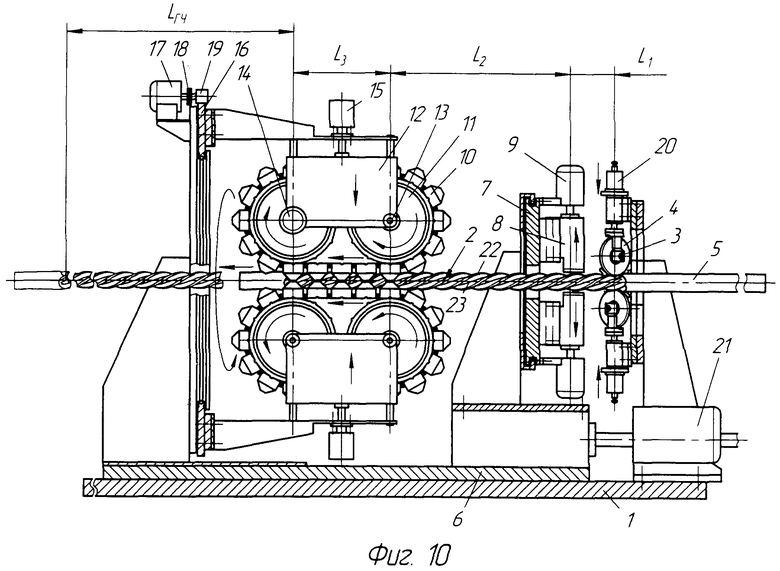
На фиг.1 схематично показан общий вид устройства; на фиг.2 показано место А на фиг.1; на фиг.3 показано место Б на фиг.1; на фиг.4 показано место В на фиг.1; на фиг.5 показан вид Г на фиг.4; на фиг.6 показан разрез Д-Д на фиг.1; на фиг.7 показан разрез Е-Е на фиг.1; на фиг.8 показан разрез Ж-Ж на фиг.1; на фиг.9 схематично показан общий вид устройства в конце рабочего хода узла перемещения трубы; на фиг.10 схематично показан общий вид устройства в процессе совершения рабочего хода дополнительными зажимными элементами.
Устройство включает в себя станину 1, на которой установлены размещенные вокруг оси устройства 2 и под углом к ней с возможностью вращения вокруг своих осей 3 формующие ролики 4, и узел перемещения трубы 5, выполненный в виде корпуса 6, установленного на станине 1 с совпадением оси устройства 2 и оси корпуса 6, в котором на планшайбе 7 размещены зажимные элементы 8 с приводами их радиального перемещения 9. Планшайба 7 смонтирована с возможностью вращения относительно оси корпуса 6, который установлен с возможностью поступательного перемещения вдоль оси устройства 2 по станине 1. Узел перемещения трубы 5 снабжен дополнительными комплектами зажимных элементов 10, которые шарнирно соединены друг с другом и установлены на катках 11. Последние установлены в обойме 12 на осях 13. Один из катков 11 снабжен приводом его вращения 14, который, по сути, является приводом перемещения трубы 5. Обойма 12 снабжена приводом ее радиального перемещения 15, который закреплен на планшайбе 16, снабженной приводом ее вращения 17 вокруг оси устройства 2. Привод вращения 17 с планшайбой 16 связан посредством муфты 18 и зубчатой передачи 19. Установленные на осях 3 формующие ролики 4 снабжены приводами их радиального перемещения 20. Корпус 6 снабжен приводом его перемещения 21 по станине 1. В результате обработки трубы 5 на ней образуют винтовые гофры 22 и впадины 23. Рабочая поверхность 24 дополнительных зажимных элементов 10 выполнена по форме изготавливаемых гофров, при этом элементы 10 соединены друг с другом пальцами 25. На поверхностях дополнительных зажимных элементов 10, сопрягаемых с катками 11, выполнены впадины 26, а катках 11 - ответные выступы.
В качестве приводов: радиального перемещения 9, вращения 14, радиального перемещения 15, вращения 17, радиального перемещения 20 и осевого перемещения 21 могут быть использованы любые известные типы приводов, например силовые цилиндры, электромеханические и электрогидравлические реечные, червячные, зубчатые, цепные и т.п. Указанные приводы, а также сцепная муфта 18, в качестве которых могут быть использованы пневматические, индукционные, электромагнитные дисковые, порошковые и др., могут быть выполнены с возможностью дистанционного, автоматизированного или автоматического управления.
Устройство работает в следующей последовательности.
Устройство приводят в исходное положение: ролики 4 повернуты относительно оси устройства 2 на угол α°; ролики 4 и зажимные элементы 8 отведены от оси устройства 2. Трубу 5 размещают между роликами 4, совмещают ось трубы 5 с осью устройства 2 и перемещают трубу 5 вдоль оси 2 в пространство между зажимными элементами 8. Включают приводы радиального перемещения 9 зажимных элементов 8 на их перемещение к оси устройства 2 и зажимают в них трубу 5. Включают приводы радиального перемещения 20 роликов 4 на их перемещение к оси устройства 2 на требуемую величину, после чего приводы радиального перемещения 20 роликов 4 отключают, фиксируя их положение относительно оси устройства 2 (фиг.1). Включают привод перемещения 21 корпуса 6 на его отвод от роликов 4. При этом корпус 6 с размещенными на планшайбе 7 зажимными элементами 8, в которых зажат конец трубы 5, перемещает трубу 5 между деформирующими ее роликами 4, в результате чего на трубе 8 образуются винтовые гофры 22 и впадины 23 (фиг.6, 9). Совершают перемещение (рабочий ход) корпуса 6 на величину L, определяемую из выражения L=(L1+L2+L3) (фиг.9), где L1 - расстояние между роликами 4 и зажимными элементами 8 в исходном положении (фиг.1), L2 - расстояние между зажимными элементами 8 и осью ближнего к ним катка 11, L3 - межосевое расстояние катков 11 в обойме 12 (фиг.1, 10). После завершения рабочего хода корпуса 6 на величину L привод перемещения 21 корпуса 6 отключают, зажимные элементы 8 посредством приводов их радиального перемещения 9 отводят от оси устройства 2 в исходное положение, включают приводы радиального перемещения 15 обоймы 12 на отвод их от оси устройства 2 (фиг.9). Включают привод перемещения 21 корпуса 6 и перемещают последний в направлении формующих роликов 4, т.е. в исходное положение (фиг.10). Включают приводы радиального перемещения 15 обойм 12 на подвод их к оси устройства 2 (фиг.10) и вводят в зацепление рабочие поверхности 24 дополнительных зажимных элементов 10, образующих прямолинейный участок, с гофрами 22 и впадинами 23 на трубе 5. Включают приводы вращения 14 катков 11, при этом дополнительные зажимные элементы 10, образующие прямолинейный участок и находящиеся в зацеплении с гофрами 22 и впадинами 23 на трубе 5, перемещаются вместе с трубой 5 в направлении от формующих роликов 4, труба 5 протаскивается между роликами 4, в результате чего на ней образуются винтовые гофры 22 и впадины 23. При этом расстояние между дополнительными зажимными элементами 10 и роликами 4 (L1+L2) остается постоянным (фиг.10). Длина изготавливаемой гофрированной части LГЧ на трубе 5 (фиг.10) может быть любой величины и ограничена лишь длиной трубы-заготовки. В процессе образования гофров 22 и впадин 23 часть трубы 5, прошедшая между роликами 4, поворачивается вокруг оси устройства 2. Синхронное вращение трубы 5 и дополнительных зажимных элементов 10 обеспечивает привод вращения 17 планшайбы 16, к которой прикреплены приводы радиального перемещения 15 обоймы 12. После изготовления на трубе 5 гофрированного участка требуемой величины приводы вращения 14 катков 11 отключают, включают приводы радиального перемещения 15 обоймы 12 и приводы радиального перемещения 9 формующих роликов 4 на отвод их от оси устройства 2. Трубу 5 извлекают из устройства и цикл повторяют. При необходимости посредством рассматриваемого устройства возможно получение на трубе чередующихся гофрированных и гладких участков.
Предложенное устройство для изготовления труб с винтовыми гофрами позволяет расширить технологические возможности за счет снятия ограничения на длину участка трубы с изготавливаемыми гофрами, повысить качество за счет более точных геометрических параметров получаемых гофров и повысить производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2001 |
|
RU2185907C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2002 |
|
RU2222397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2152837C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2167731C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2005 |
|
RU2280523C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2168384C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2008 |
|
RU2363557C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 2001 |
|
RU2205715C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147957C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147477C1 |






Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении труб с винтовыми гофрами. На станине установлены формующие ролики и узел перемещения трубы вдоль оси устройства. Ролики установлены вокруг оси устройства и под углом к ней с возможностью вращения на своих осях. Узел перемещения трубы содержит корпус с приводом его перемещения вдоль оси устройства и размещенные в корпусе зажимные элементы с приводами их радиального перемещения. Узел перемещения трубы снабжен дополнительными комплектами зажимных элементов с приводами их радиального перемещения, вращения относительно оси устройства и поступательного перемещения вдоль нее. Дополнительные комплекты зажимных элементов выполнены с возможностью поочередного захвата ими трубы вблизи формующих роликов и освобождения ее при заданном удалении от формующих роликов в процессе совершения рабочего хода трубы. Расширяются технологические возможности. 6 з.п. ф-лы, 10 ил.
1. Устройство для изготовления труб с винтовыми гофрами, содержащее установленные на станине и размещенные вокруг оси устройства и под углом к ней с возможностью вращения вокруг своих осей формующие ролики и узел перемещения трубы, выполненный в виде корпуса, установленного на станине с совпадением оси устройства и оси корпуса, в котором размещены зажимные элементы с приводами их радиального перемещения и с возможностью вращения относительно корпуса и поступательного перемещения их вдоль оси устройства, отличающееся тем, что узел перемещения трубы снабжен дополнительными комплектами зажимных элементов с приводами их радиального перемещения, вращения относительно оси устройства и поступательного перемещения вдоль оси устройства, выполненными с возможностью поочередного захвата зажимными элементами трубы вблизи формующих роликов и освобождения ее при заданном удалении от формующих роликов при поступательном перемещении вдоль оси устройства для обеспечения непрерывного рабочего хода трубы вдоль оси устройства.
2. Устройство по п.1, отличающееся тем, что дополнительные комплекты зажимных элементов расположены относительно зажимных элементов с противоположной стороны от формующих роликов.
3. Устройство по п.1, отличающееся тем, что дополнительные комплекты зажимных элементов смонтированы на замкнутом гибком элементе, выполненном с прямолинейным участком, параллельным оси устройства и снабженным приводом перемещения.
4. Устройство по п.3, отличающееся тем, что замкнутый гибкий элемент выполнен в виде отдельных частей, шарнирно связанных друг с другом.
5. Устройство по п.4, отличающееся тем, что величину межосевого расстояния между соседними шарнирами Lш определяют из выражения: Lш=P/z, где Р - шаг винтовой линии гофра, z - число изготавливаемых винтовых гофров в поперечном сечении трубы.
6. Устройство по п.1, отличающееся тем, что рабочие поверхности дополнительных комплектов зажимных элементов выполнены по форме изготавливаемых гофров.
7. Устройство по п.1, отличающееся тем, что приводы перемещения замкнутого гибкого элемента, радиального перемещения и вращения комплектов зажимных элементов выполнены с возможностью ручного, или дистанционного, или автоматизированного, или автоматического согласованного между собой управления.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2168384C1 |
| Устройство для получения спирально-профилированных труб | 1987 |
|
SU1489885A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2167731C2 |
| DE 3627121 A1, 11.02.1988. | |||

