Изобретение относится к рабочей станции и способу управления такой станцией. Рабочая станция данного типа может быть использована при изготовлении кузовных деталей автотранспортных средств.
Уровень техники
Как правило, рабочая станция содержит станину с установленным на ней по меньшей мере одним роботом-манипулятором для деталей и одним исполнительным механизмом, предназначенным для выполнения по меньшей мере одной операции с деталями, например, операции соединения, сварки, обжатия или т.д. Робот-манипулятор обычно управляется так, чтобы обеспечивать подачу деталей на держатель, неподвижно соединенный со станиной и выполненный с возможностью удержания детали в заранее определенном положении, которое служит геометрической точкой отсчета для операции, осуществляемой исполнительным механизмом. После завершения операции робот-манипулятор захватывает деталь и перемещает ее за пределы роботизированного комплекса.
Как правило, использование таких рабочих станций позволяет обеспечить рентабельность, то есть максимальное использования этих станций и их составных элементов, и эксплуатационную гибкость, т.е. возможность легкой адаптации рабочей станции для разных типов деталей, разных темпов работы и для изменения процесса изготовления, причем требование эксплуатационной гибкости ни в коем случае не должно выполняться в ущерб рентабельности. Кроме того, возникает необходимость в реализации все более компактных рабочих станций для оптимального использования рабочей площади, но без ущерба для эксплуатационной гибкости.
Раскрытие изобретения
Изобретение направлено на создание рабочей станции, позволяющей удовлетворить по меньшей мере частично вышеуказанные требования.
Для решения этой задачи рабочая станция содержит по меньшей мере один многоосный робот-манипулятор для деталей, включающий в себя стойку со свободным концом, оборудованным держателем деталей, первый и второй исполнительные механизмы, функционально связанные с держателем деталей, при этом держатель деталей содержит корпус с гнездами для крепления деталей, расположенными так, чтобы каждое из гнезд было одновременно доступно для одного из исполнительных механизмов.
Таким образом, позиционирование деталей на рабочей станции обеспечивается роботом-манипулятором, а исполнительные механизмы могут работать одновременно на держателе, позиционированном роботом-манипулятором. Это позволяет осуществлять операции с перекрыванием времени и компенсировать колебание размеров между сериями деталей путем изменения положения и наклона держателя на указанной рабочей станции.
Предпочтительно корпус держателя деталей имеет несколько сторон, каждая из которых ограничивает гнездо крепления деталей, и предпочтительно гнезда выполнены на двух противоположных сторонах корпуса, при этом корпус установлен на свободном конце стойки робота-манипулятора с возможностью поворота вокруг оси, расположенной симметрично по отношению к сторонам.
Этот вариант выполнения является наиболее предпочтительным, так как он предотвращает возможность столкновения на держателе одновременно работающих исполнительных механизмов.
Предпочтительно рабочая станция содержит столько исполнительных механизмов, которые могут функционально взаимодействовать с держателем, сколько сторон имеет держатель деталей, оборудованный гнездами для крепления деталей.
Это позволяет полностью использовать возможности наличия нескольких гнезд крепления деталей на держателе.
Предпочтительно один из исполнительных механизмов выполнен с возможностью последовательного функционального взаимодействия с несколькими сторонами держателя.
Объектом настоящего изобретения является также способ управления рабочей станцией, содержащей по меньшей мере один робот-манипулятор, имеющий свободный конец с держателем, в котором выполнены по меньшей мере одно первое и одно второе гнезда крепления детали, робот погрузки детали в гнезда и исполнительный механизм, при этом гнезда крепления расположены таким образом, чтобы обеспечивать доступ к каждому из них погрузочного робота и исполнительного механизма, при этом способ включает следующие этапы, на которых:
- на погрузочный робот подают команду на погрузку детали в первое гнездо,
- на робот-манипулятор подают команду на подачу детали, загруженной в первое гнездо, ко второму исполнительному механизму,
- на второй исполнительный механизм подают команду на осуществление воздействия на поданную деталь, а во время операции, осуществляемой исполнительным механизмом, на погрузочный робот подают команду на загрузку детали во второе гнездо.
Таким образом, загрузка детали осуществляется с перекрытием времени.
Другие особенности и преимущества настоящего изобретения будут более понятны из нижеследующего описания неограничивающих частных вариантов его осуществления.
Краткое описание чертежей
На фиг.1 схематично показана рабочая станция согласно первому варианту осуществления изобретения, вид спереди;
на фиг.2 схематично показана часть рабочей станции согласно второму варианту осуществления изобретения.
Осуществление изобретения
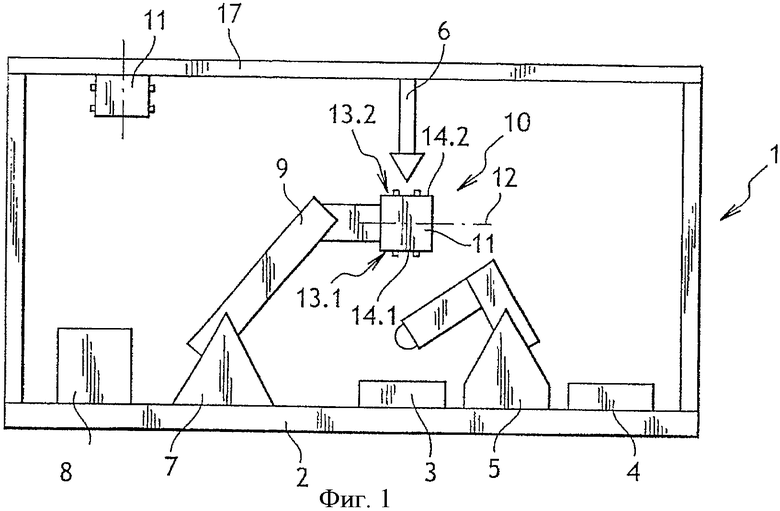
Показанная на фиг.1 рабочая станция согласно первому варианту осуществления изобретения предназначена для обеспечения конечной сварки детали, содержащей две предварительно соединенные части.
Рабочая станция, обозначенная общей позицией 1, содержит станину 2, на которой установлены конвейер 3 для подачи деталей, конвейер 4 для удаления деталей, первый исполнительный механизм 5, второй исполнительный механизм 6 и многоосный робот-манипулятор 7. Конвейеры 3, 4, исполнительные механизмы 5, 6 и робот-манипулятор 7 соединены с блоком 8 управления, содержащим компьютерную систему, исполняющую программу, обеспечивающую возможность координированного управления работой вышеуказанных элементов, образующих рабочую станцию 1.
Станина 2 содержит опирающееся на пол основание, на котором установлен каркас, окруженный защитной загородкой (решетки, кожух…), не показанной на фиг.1. Основание позволяет закрепить рабочую станцию 1 на полу и содержит каналы для электрических проводов питания и управления компонентами рабочей станции 1. Кроме того, основание можно выполнить так, чтобы оно образовывало часть модульной производственной линии, например, путем функциональной связи со смежной рабочей станцией. Средства функциональной связи могут содержать средства соединения проводов питания и/или управления рабочими станциями и т.п.
Каждый из конвейеров 3 и 4 содержит бесконечную транспортерную ленту, установленную на станине 2 таким образом, чтобы один конец каждого конвейера 3 и 4 находился вблизи первого исполнительного механизма 5, а его второй противоположный конец - вблизи края рабочей станции 1. За пределами рабочей станции детали поступают на конвейер 3 и выгружаются с конвейера 4, например, оператором или роботом.
Первый исполнительный механизм 5 содержит погрузочно-разгрузочный робот, управляемый с возможностью захвата предназначенных для обработки деталей на конвейере 3 и укладки обработанных деталей на конвейер 4.
Второй исполнительный механизм 6 в данном случае является лазерной сварочной головкой, установленной на каркасе станины 2 по существу над погрузочно-разгрузочным роботом 5. Сварочная головка 6 установлена с возможностью углового перемещения.
Робот-манипулятор 7 содержит стойку 9, один конец которой соединен с основанием станицы 2, а свободный противоположный конец оборудован держателем 10 деталей. Держатель 10 содержит корпус 11, в данном случае в виде барабана, который установлен на свободном конце стойки 9 с возможностью поворота вокруг оси 12. Указанный барабан содержит две противоположные друг другу стороны 13.1, 13.2, расположенные параллельно оси 12. На каждой из сторон 13.1 и 13.2 закреплены средства удержания и позиционирования детали, образующие гнезда 14.1 и 14.2 крепления детали соответственно.
Во время работы детали находятся на конвейере 3, и на робот-манипулятор 7 подается команда для позиционирования держателя 10 вблизи погрузочно-разгрузочного робота 5 и сварочной головки 6 таким образом, чтобы гнезда 14.1 и 14.2 были доступны для погрузочно-разгрузочного робота 5 и сварочной головки 6.
Блок 8 управления подает команду на погрузочно-разгрузочный робот 5, чтобы он захватил деталь на конвейере 3 и позиционировал ее в гнезде 14.1, которое направляет к нему робот-манипулятор 7. Робот-манипулятор 7 блокирует деталь и затем поворачивает держатель 10 для подачи детали к сварочной головке 6, а гнезда 14.2 к погрузочно-разгрузочному роботу 5.
Сварочная головка 6 начинает после этого операцию сварки, а робот-манипулятор 7 перемещает держатель 10 и деталь таким образом, чтобы лазерный луч попадал на свариваемые части.
Во время операции сварки блок 8 управления подает команду на погрузочно-разгрузочный робот 5, чтобы он захватил деталь на конвейере 3 и установил ее в гнездо 14.2, направленное к нему роботом-манипулятором 7. Поскольку робот-манипулятор 7 перемещает держатель 10 для сварки, управление погрузочно-разгрузочным роботом 5 происходит координировано с роботом-манипулятором 7 для подачи детали в гнездо 14.2 в соответствии с движениями держателя 10.
В конце сварки блок 8 управления подает команду на держатель 10 для приведения гнезда 14.2 в положение перед сварочной головкой 6, а гнезда 14.1 - в положение перед погрузочно-разгрузочным роботом 5.
Сварочная головка 6 начинает операцию сварки, а робот-манипулятор 7 перемещает держатель 10 и деталь таким образом, чтобы лазерный луч попадал на свариваемые части.
Во время операции сварки блок 8 управления подает команду на погрузочно-разгрузочный робот 5, чтобы он захватил деталь в гнезде 14.1, которое повернул к нему робот-манипулятор 7, и уложил ее на конвейер 4 и чтобы он захватил деталь на конвейере 3 и установил ее в гнездо 14.1. Поскольку робот-манипулятор 7 перемещает держатель 5 для сварки, погрузочно-разгрузочный робот 5 управляется координировано с роботом-манипулятором 7 для выгрузки сваренной детали из гнезда 14.1 и для загрузки предназначенной для сварки детали в гнездо 41.1 в соответствии с движениями держателя 10.
После этого цикл продолжается в вышеуказанном порядке.
Следует отметить, что рабочая станция содержит магазин 17 держателей 11, в котором можно разместить несколько держателей 11, адаптированных для разных деталей, а стойка 9 робота-манипулятора выполнена с возможностью ее соединения с держателем 11 и с возможностью отсоединения от него таким образом, чтобы робот-манипулятор 7 мог производить замену держателя 11 в зависимости от предназначенных для соединения деталей.
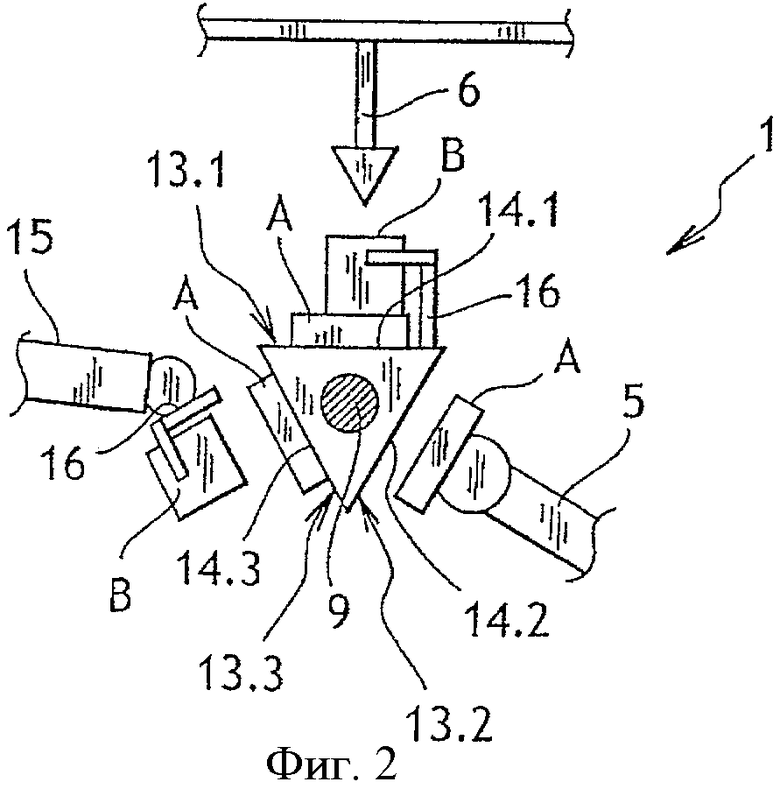
Далее со ссылками на фиг.2 описан второй вариант осуществления изобретения, при этом элементы, идентичные или аналогичные описанным выше, обозначены теми же цифровыми позициями.
Рабочая станция 1 согласно второму варианту выполнения в целом идентична рабочей станции по первому варианту, то есть она содержит погрузочно-разгрузочный робот 5, сварочную головку 6 и робот-манипулятор 7, при этом показана только стойка 9 робота-манипулятора 7 (вид в поперечном разрезе на фиг.2).
Однако в данном варианте рабочая станция 1 выполнена с возможностью соединения сваркой детали первого типа А с деталью второго типа В, подаваемыми раздельно на рабочую станцию 1 при помощи известных транспортных средств, таких как конвейеры или роботы.
Погрузочно-разгрузочный робот 5 управляется для загрузки деталей первого типа А на держатель 10 и для выгрузки с держателя 10 сваренного узла, образованного соединением детали первого типа и детали второго типа В.
Рабочая станция 1 содержит дополнительный погрузочный робот 15, управляемый для загрузки на держатель 10 деталей второго типа и неподвижно соединенный с дополнительными кронштейнами или промежуточными держателями 16.
Держатель 10 содержит три стороны 13.1, 13.2 и 13.3, на которых выполнены гнезда 14.1, 14.2 и 14.3 для крепления деталей, причем эти гнезда содержат средства удержания и позиционирования деталей первого типа А и средства удержания и позиционирования промежуточных держателей 16.
Во время работы на робот-манипулятор 7 подается команда для размещения держателя 10 вблизи погрузочно-разгрузочного робота 5, погрузочного робота 15 и сварочной головки 6 таким образом, чтобы гнезда 14.1, 14.2 и 14.3 были доступны для погрузочно-разгрузочного робота 5, погрузочного робота 15 и сварочной головки 6.
В начале цикла блок 8 управления подает команду на погрузочно-разгрузочный робот 5, чтобы он захватил деталь первого типа А и позиционировал ее в гнезде 14.1, которое направляет к нему робот-манипулятор 7. Робот-манипулятор 7 блокирует деталь и затем поворачивает держатель 10 для направления гнезда 14.1 к погрузочному роботу 15, гнезда 14.2 - к сварочной головке 6, а гнезда 14.3 - к погрузочно-разгрузочному роботу 5.
Затем блок 8 управления подает команду на погрузочно-разгрузочный робот 5, чтобы он захватил деталь первого типа А и позиционировал ее в гнездо 14.3, направленное к нему роботом-манипулятором 7, и подает команду на погрузочный робот 15, чтобы он захватил деталь второго типа В и ее промежуточный держатель 16 и позиционировал их в гнездо 14.1, направленное к нему роботом-манипулятором 7. Робот-манипулятор 7 блокирует деталь первого типа А в гнезде 14.3, а промежуточный держатель 16 - в гнезде 14.1 и поворачивает затем держатель 10 для подачи гнезда 14.3 к погрузочному роботу 15, гнезда 14.1 к сварочной головке 6 и гнезда 14.2 к погрузочно-разгрузочному роботу 5.
После этого сварочная головка 6 начинает операцию сварки деталей, помещенных в гнездо 14.1, а робот-манипулятор 7 перемещает держатель 10 и детали таким образом, чтобы лазерный луч попадал на свариваемые детали.
Во время операции сварки блок 8 управления подает команду на погрузочно-разгрузочный робот 5, чтобы он захватил деталь первого типа А и установил ее в гнездо 14.2, которое направляет к нему робот-манипулятор 7, и подает команду на погрузочный робот 15, чтобы он захватил деталь второго типа В и ее промежуточный держатель 16 и установил их в гнездо 14.3, которое направляет к нему робот-манипулятор 7. Поскольку робот-манипулятор 7 перемещает держатель 10 для сварки, погрузочно-разгрузочный робот 5 и погрузочный робот 15 управляются скоординировано для загрузки деталей в гнезда 14.2 и 14.3 в соответствии с движениями держателя 10. Робот-манипулятор 7 блокирует детали и промежуточный держатель 16, обеспечивая их взаимное геометрическое позиционирование.
В конце операции сварки робот-манипулятор 7 поворачивает держатель 10 для направления гнезда 14.2 к погрузочному роботу 15, гнезда 14.3 - к сварочной головке 6, а гнезда 14.1 - к погрузочно-разгрузочному роботу 5.
Сварочная головка 6 начинает операцию сварки деталей, помещенных в гнездо 14.3, а робот-манипулятор 7 перемещает держатель 10 и детали таким образом, чтобы лазерный луч попадал на свариваемые детали.
Во время операции сварки блок 8 управления подает команду на погрузочно-разгрузочный робот 5, чтобы он захватил сваренный узел в гнезде 14.1, которое направляет к нему робот-манипулятор 7, уложил его на транспортные средства, захватил деталь первого типа и позиционировал ее в гнездо 14.1. Одновременно блок 8 управления подает команду на погрузочный робот 15, чтобы он захватил деталь второго типа и ее промежуточный держатель 16 и поместил их в гнездо 14.2. которое направляет к нему робот-манипулятор 7. Поскольку робот-манипулятор 7 перемещает держатель 10 для сварки, погрузочно-разгрузочный робот 5 и погрузочный робот 15 управляются скоординировано с роботом-манипулятором 7, чтобы следовать движениям держателя 10, осуществляя операции погрузки и разгрузки. Робот-манипулятор 7 блокирует детали и промежуточный держатель.
В конце операции сварки робот-манипулятор 7 поворачивает держатель 10 для направления гнезда 14.1 к погрузочному роботу 15, гнезда 14.2 - к сварочной головке 6, а гнезда 14.3 - к погрузочно-разгрузочному роботу 5.
После этого цикл продолжается в указанном выше порядке.
Разумеется, изобретение не ограничивается описанными вариантами его осуществления и охватывает любой вариант, не выходящий за объем настоящего изобретения, определенный формулой изобретения.
В частности, робот-манипулятор может перемещать держатель 10 в положение опоры на фиксирующие площадки, неподвижно соединенные со станиной 2 во время операций, осуществляемых другими роботами (при условии, что во время осуществления операций держатель не нужно перемещать).
Функцию конвейеров 3, 4 может выполнять погрузочно-разгрузочный робот 5 или другие роботы.
Исполнительные механизмы могут быть неподвижными или подвижными рабочими головками (сварка, склеивание, шлифовка, клепка...) или рабочими роботами. Так, сварочная головка 6 может быть неподвижной или подвижной.
В версии второго варианта держатель может содержать четыре стороны, и роботизированный комплекс может содержать второй исполнительный механизм или робот выгрузки сваренного узла с держателя 10. В этом случае робот 5 осуществляет только погрузку деталей первого типа на держатель 10.
Как вариант, робот 15 можно не использовать, и в этом случае робот 5 обеспечивает выгрузку соединенных деталей А+В и держателя 16, погрузку детали 1, затем погрузку детали В и держателя 16.
Ось 12 по отношению к сторонам 13.1, 13.2 может располагаться симметрично, но не параллельно этим сторонам, например, когда держатель имеет форму пирамиды, в частности, четырехгранной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортировки и перегрузки изделий | 1988 |
|
SU1523484A1 |
| СПОСОБ УПРАВЛЕНИЯ РОБОТИЗИРОВАННОЙ РАБОЧЕЙ СТАНЦИЕЙ И СООТВЕТСТВУЮЩАЯ РОБОТИЗИРОВАННАЯ РАБОЧАЯ СТАНЦИЯ | 2007 |
|
RU2405183C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| КОЛЛАБОРАТИВНАЯ СБОРОЧНО-ПРОИЗВОДСТВЕННАЯ ЛИНИЯ | 2020 |
|
RU2771901C2 |
| Станок для шлифования деталей | 1987 |
|
SU1713426A3 |
| АВТОНОМНАЯ СБОРОЧНАЯ МОДУЛЬНАЯ ЯЧЕЙКА | 2021 |
|
RU2755994C1 |
| СИСТЕМА И СПОСОБ ДОЗАПРАВКИ СПУТНИКОВ | 2008 |
|
RU2478534C2 |
| Система и способ дозаправки спутников | 2008 |
|
RU2607912C2 |
| УСТРОЙСТВО ДЛЯ ДОСТАВКИ ЛЕКАРСТВЕННОГО СРЕДСТВА | 2021 |
|
RU2785470C1 |
| РОБОТИЗИРОВАННАЯ СИСТЕМА ПОДБИРАНИЯ ПАКЕТОВ И СПОСОБ СБОРКИ И СОБИРАНИЯ НЕЗАПОЛНЕННЫХ ПАКЕТОВ С НОСИКОМ | 2014 |
|
RU2664235C2 |
Группа изобретений относится к рабочим станциям роботизированных комплексов. Рабочая станция (1) содержит, по меньшей мере, один многоосный робот-манипулятор (7) для деталей. Робот-манипулятор (7) включает стойку (9) со свободным концом, снабженным держателем (10) деталей, и два операционных блока (5) и (6) для функционального взаимодействия с держателем (10). Держатель (10) содержит корпус (11), оборудованный гнездами (14) для крепления деталей. Гнезда расположены с возможностью одновременного доступа к каждому из них одного из исполнительных механизмов. Способ управления рабочей станцией включает следующие операции: подачу на погрузочный робот команды на загрузку детали в первое гнездо, подачу на робот-манипулятор команды на подачу детали, загруженной в первое гнездо, ко второму исполнительному механизму и подачу команды на второй исполнительный механизм на осуществление операции на поданной детали. Во время операции, осуществляемой исполнительным механизмом, на погрузочный робот подают команду на подачу детали во второе гнездо. Обеспечивается компактность рабочей станции, ее эксплуатационная гибкость и рентабельность. 2 н. и 12 з.п. ф-лы, 2 ил.
1. Рабочая станция (1) роботизированного комплекса, содержащая по меньшей мере один многоосный робот-манипулятор (7) для деталей, включающий в себя стойку (9) со свободным концом, снабженным держателем (10) деталей, первый операционный блок (5) и второй операционный блок (6) для функционального взаимодействия с держателем, причем держатель содержит корпус (11), оборудованный гнездами (14) для крепления деталей, расположенными с возможностью одновременного доступа к каждому из них одного из исполнительных механизмов.
2. Рабочая станция по п.1, в которой корпус (11) держателя (10) содержит несколько сторон (13), каждая из которых образует гнездо (14) для крепления деталей.
3. Рабочая станция по п.2, в которой гнезда (14) крепления выполнены на двух противоположных сторонах (13) корпуса (11), при этом корпус установлен на свободном конце стойки (9) робота-манипулятора (7) с возможностью поворота вокруг оси (12), расположенной симметрично по отношению к сторонам корпуса.
4. Рабочая станция по п.2, содержащая по меньшей мере столько операционных блоков (5, 6, 15), выполненных с возможностью функционального взаимодействия с держателем (10), сколько сторон (13), оборудованных гнездами (14) крепления детали, имеет корпус (11) держателя (10).
5. Рабочая станция по п.1, в которой робот-манипулятор (7) содержит устройство замены держателя.
6. Рабочая станция по п.5, в которой по меньшей мере один из исполнительных механизмов (5, 6) выполнен с возможностью последовательного взаимодействия с по меньшей мере двумя сторонами держателя (11).
7. Рабочая станция по п.1, в которой гнезда (14) снабжены средствами для взаимного геометрического позиционирования деталей.
8. Рабочая станция по п.1, в которой по меньшей мере один из исполнительных механизмов (14) оборудован средствами удержания промежуточного держателя (16) для удержания детали, соединяемой с расположенной в гнезде деталью.
9. Рабочая станция по п.1, в которой первый исполнительный механизм является роботом (5) для загрузки деталей в держатель (10).
10. Рабочая станция по п.1, в которой первый исполнительный механизм является роботом (5) для выгрузки деталей с держателя (10).
11. Рабочая станция по п.1, в которой второй исполнительный механизм является, по существу, неподвижной рабочей головкой (6), при этом рабочая станция содержит блок (8) управления, выполненный с возможностью координации движений робота-манипулятора (7) и первого робота (5).
12. Рабочая станция по п.11, в которой робот-манипулятор (7) и по меньшей мере один из исполнительных механизмов соединены с одним и тем же блоком (8) управления.
13. Способ управления рабочей станцией роботизированного комплекса, содержащей по меньшей мере один многоосный робот-манипулятор (7), включающий в себя стойку (9), на свободном конце которой имеется держатель (10) с по меньшей мере одним первым и одним вторым гнездами (14.1, 14.2) для крепления детали, робот (5) для погрузки детали в гнезда и исполнительный механизм (6), при этом указанные гнезда расположены так, чтобы обеспечивать доступ к каждому из них для погрузочного робота и исполнительного механизма, при этом способ включает следующие этапы, на которых:
на погрузочный робот подают команду на загрузку детали в первое гнездо,
на робот-манипулятор подают команду на подачу детали, загруженной в первое гнездо, ко второму исполнительному механизму,
на второй исполнительный механизм подают команду на осуществление операции на поданной детали, а во время операции, осуществляемой исполнительным механизмом, на погрузочный робот подают команду на подачу детали во второе гнездо.
14. Способ по п.13, в котором во время осуществления операции на детали робот-манипулятор (7) перемещает держатель (10), а погрузочный робот (5) для загрузки детали во второе гнездо управляется скоординированно с роботом-манипулятором.
| DE 102004021389 A1, 24.11.2005 | |||
| АВТООПЕРАТОР МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 2005 |
|
RU2296039C2 |
| РОБОТОТЕХНИЧЕСКАЯ ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА | 1993 |
|
RU2063329C1 |
| Способ переноса деталей резонансной механической рукой | 1982 |
|
SU1024267A1 |

