Область техники
Предлагаемое изобретение относится к области обработки пластиков с помощью формования при помощи вспомогательных принадлежностей со встроенными средствами для нагрева, а именно к оснасткам для формования деталей из полимерного композиционного материала (ПКМ), и может быть использовано при производства деталей для авиастроения, в авиакосмической промышленности.
Уровень техники
Известно устройство для вакуумно-автоклавного формования конструкционных панелей из ПКМ (патент РФ 2106251 С1, Кл. В26С 43/20, 1998 г.) Согласно патенту оснастка имеет основание в виде горизонтально расположенных вдоль формующей оболочки стержней, на которых с возможностью перемещения устанавливают ложементы. Формующая оболочка закреплена на ложементах посредством регулируемых опор с образованием гарантированного зазора межу ней и ложементами. В случае применения этого устройства для формования изделий в термокамерах (печах) с принудительной циркуляцией воздуха невозможно получить равномерный нагрев формуемого изделия.
Недостатком такого устройства является, в случае его применения для формования изделий в термокамерах с принудительной циркуляцией воздуха, невозможность получить равномерное распределение температуры в формуемом изделие. Это можно объяснить тем, что конструкция данного устройства не учитывает изменений температурного поля за счет газодинамических процессов внутри печи.
Сложная форма формуемого изделия при его изготовлении в печах приводит к тому, что газовые потоки движутся в различных местах у поверхности оснастки с разной скоростью. Это обуславливает неравномерность распределения интенсивности теплоотдачи - распределение величины коэффициента теплоотдачи по поверхности оснастки - от более нагретого газа к поверхности оснастки.
Неравномерное распределение величины коэффициента теплоотдачи по поверхности формообразующей оснастки приводит, в свою очередь, к неравномерному распределению температуры в каждый момент времени процесса формования (термоотверждения) композитной конструкции. Особенно ярко это проявляется в случаях изготовления крупногабаритных композитных конструкций сложной формы - например, двойной кривизны.
Неравномерное распределение температуры в процессе формования снижает качество формуемого изделия.
Наиболее близким к предлагаемому устройству по технической сущности и техническому решению является оснастка для формования изделий из ПКМ (по патенту РФ 2090364 С1, Кл. В29С 43/20, г. 1997). Согласно патенту оснастка для формования состоит из ложементов в виде разнесенных по ширине оболочек полых профилей V-образного сечения, стянутых элементами жесткости, и закрепленной на них формующей оболочки. Полые V-образные профили образуют каналы для движения потоков воздуха. Формообразующая оболочка представляет собой пластину заданной кривизны. Между сопряженными поверхностями профилей и формующей оболочкой размещены компенсаторы кривизны.
Недостатком указанного изобретения является то, что данная оснастка не позволяет получить требуемую равномерность распределения температуры в заготовке и, как следствие, не может обеспечить требуемое качество изготавливаемой детали. Конструкция известной оснастки не учитывает возможное изменение скорости потока воздуха, вызываемое сложностью геометрической формы оснастки. Это можно объяснить тем, что из-за сложности геометрической формы формообразующей оболочки особенно при формовании детали двойной кривизны каналы для движения потока воздуха имеют разные размеры сечения для прохода потока. Это приводит, в свою очередь, к разным условиям теплообмена конвекцией от потока воздуха к поверхности оснастки. То есть к неравномерному распределению величины коэффициента теплоотдачи по поверхности формообразующей оснастки композитных конструкций. И, следовательно, к неравномерному распределению температуры по поверхности оснастки в изготавливаемой композитной конструкции.
Размеры сечения каналов никак не связаны с величиной массы части заготовки, находящейся над каналом, что затрудняет получение равномерного распределения температуры в нагреваемой заготовке композитной конструкции особенно в тех случаях, когда заготовка имеет переменную величину толщины.
Сущность изобретения
Задачей настоящего изобретения является создание конструкции оснастки для формования детали из ПКМ, которая позволила бы получить качественное изделие без коробления, с сохранением геометрических форм, высокими прочностными характеристиками и показателями надежности.
Поставленная задача решается благодаря тому, что в оснастке для формования детали из ПКМ, включающей опорную систему, формующую оболочку с формующей поверхностью для выкладки композитной заготовки, формующая оболочка выполнена с системой каналов для движения потоков воздуха, расположенных под формующей поверхностью оснастки. Высота сечения каждого из каналов по его длине выбрана обратно пропорционально величине массы заготовки, находящейся над каналом. Вход и выход из каждого из каналов выполнены с расширением.
Кроме того, опорная система оснастки состоит из набора продольных стенок, связанных поперечными стенками в жесткий каркас. Более того, боковые стенки каналов образованы при помощи продольных стенок, прилегающих к формующей оболочке и распложенных параллельно формующей поверхности на некотором расстоянии от нее донных стенок. Донные стенки закреплены на продольных стенках. Такое решение задачи позволяет получить качественное изделие из ПКМ без коробления, с сохранением геометрических форм, высокими прочностными характеристиками и показателями надежности.
Перечень фигур
Изобретение поясняется чертежами, на которых:
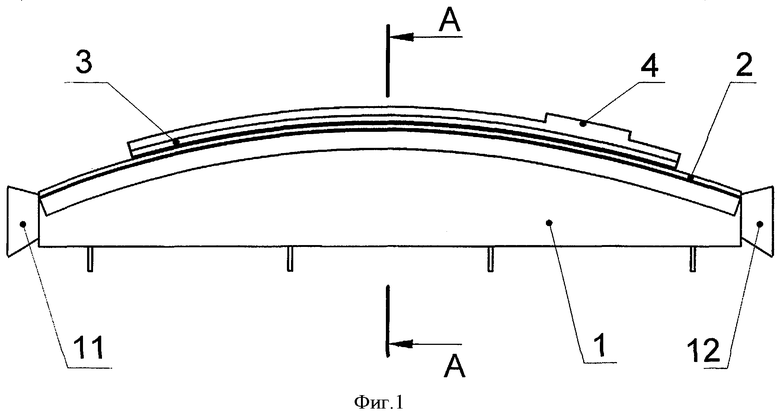
Фиг.1 - показывает общий вид оснастки для формования изделий из ПКМ, выполненной в соответствии с изобретением, вид сбоку с размещенной на ней заготовкой.
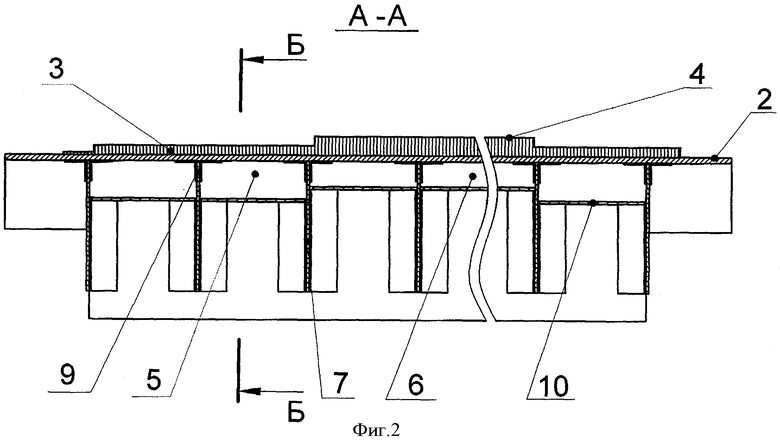
Фиг.2 - показывает разрез А-А фиг.1.
Фиг.3 - показывает сечение Б-Б фиг.2.
Осуществление изобретения
Оснастка для формования детали из ПКМ включает (фиг.1) опорную систему 1, формующую оболочку с формующей поверхностью 2 для выкладки композитной заготовки 3, 4, каналы 5, 6 (фиг.2) для движения потоков воздуха.
Опорная система оснастки (фиг.3) состоит из набора продольных стенок 7, связанных поперечными стенками 8 в жесткий каркас по всей ширине формующей поверхности 2.
Формующая оболочка состоит из формующей поверхности 2 и системы каналов 5, 6, расположенных под формующей поверхностью оснастки.
Каналы в предложенном техническом решении (фиг.2.) образованы формующей поверхностью 2, боковыми стенками 9 и донными стенками 10. Боковые стенки 9 каналов образованы при помощи продольных стенок 7, прилегающих к формующей оболочке 2 и распложенных параллельно формующей поверхности на некотором расстоянии от нее донных стенок 10, закрепленных на продольных стенках 9.
Для получения качественной разнотолщинной детали сложной геометрической формы необходимо передать от потока циркулирующего воздуха в заготовку количество теплоты, требуемое для каждого участка заготовки.
Величина подаваемой тепловой энергии в предлагаемом техническом решении напрямую зависит от массы той части заготовки 3, 4, в которую эта энергия подается. Количество тепловой энергии варьируют величиной сечения канала 5, 6. Величина сечения канала зависит от расстояния между формующей поверхностью 2 и донной стенкой 10. Высоту сечения для каждого канала выбирают обратно пропорционально величине массы заготовки 3, 4, находящейся над каналом. Каналы выполнены с различными сечениями по длине, с уменьшенной высотой на участке композитной заготовки с большой массой 4, находящейся над ним. Т.е. в тех случаях, когда в направлении вдоль сечения канала (см. фиг.3) имеется увеличение массы изделия, в конструкции каналов предусматривают сужение (уменьшение высоты) его сечения, тем самым увеличивая теплообмен, скорости потока и соответственно количества тепла, передаваемого поверхности оснастки от потока циркулирующего воздуха.
Для увеличения теплообмена в каналах вход 11 и выход 12 из канала выполнены с расширением и выступают за края формующей оболочки 2.
Работа устройства осуществляется следующим образом.
Оснастку с заготовкой размещают в печи так, чтобы каналы располагались попутно (вдоль) движению потока воздуха.
Газовые потоки проходят в расширяющуюся часть канала 11, двигаются далее в его более узкую часть, при этом согласно уравнению Эйлера (уравнение сплошности, неразрывности потока) увеличивают свою скорость, интенсифицируя этим теплообмен между газом и поверхностью оснастки (см., например, критериальные зависимости конвективного теплообмена в учебнике Исаченко В.П., Осипова В.А., Сукомел А.С. Теплопередача. Учебник для вузов. Изд. 3-е переработанное и дополненное. М.: Энергия, 1975. 488 с.с ил.)
Использование предлагаемого изобретения позволяет получить равномерность распределения температуры в заготовке в зависимости от массы заготовки, тем самым позволяет изготовить качественное изделие без коробления и поводок, с сохранением геометрических форм, высокими прочностными характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2716432C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ДЕТАЛИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2404203C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ ОБЪЕМНОГО ИЗДЕЛИЯ | 2017 |
|
RU2689601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576303C1 |
| ОБОЛОЧКА ОТСЕКА ГЕРМЕТИЧНОГО ФЮЗЕЛЯЖА МАГИСТРАЛЬНОГО САМОЛЕТА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475412C1 |
| Композитная формообразующая оснастка | 2019 |
|
RU2743949C1 |

Заявленное изобретение относится к области обработки пластиков с помощью формования при помощи вспомогательных принадлежностей со встроенными средствами для нагрева, а именно к оснасткам для формования деталей из полимерного композиционного материала, и может быть использовано при производства деталей в авиакосмической промышленности. Техническим результатом заявленного изобретения является создание конструкции оснастки для формования детали из ПКМ, которая позволила бы получить качественное изделие без коробления, с сохранением геометрических форм, высокими прочностными характеристиками и показателями надежности. Технический результат достигается оснасткой для формования детали из полимерного композиционного материала, содержащей опорную систему, формующую оболочку с формующей поверхностью для выкладки композитной заготовки. При этом формующая оболочка выполнена с системой каналов для движения потоков воздуха, расположенных под формующей поверхностью оснастки. Причем высота сечения каждого из каналов по его длине выбрана обратно пропорционально величине массы заготовки, находящейся над каналом, а вход и выход каждого из каналов выполнен с расширением. 2 з.п. ф-лы, 3 ил.
1. Оснастка для формования детали из полимерного композиционного материала, включающая опорную систему, формующую оболочку с формующей поверхностью для выкладки композитной заготовки, отличающаяся тем, что формующая оболочка выполнена с системой каналов для движения потоков воздуха, расположенных под формующей поверхностью оснастки, при этом высота сечения каждого из каналов по его длине выбрана обратно пропорционально величине массы заготовки, находящейся над каналом, а вход и выход каждого из каналов выполнен с расширением.
2. Оснастка для формования детали из полимерного композиционного материала по п.1, отличающаяся тем, что опорная система оснастки состоит из набора продольных стенок, связанных поперечными стенками в жесткий каркас.
3. Оснастка для формования детали из полимерного композиционного материала по п.1 или 2, отличающаяся тем, что боковые стенки каналов образованы при помощи продольных стенок, прилегающих к формующей оболочке и расположенных параллельно формующей поверхности на некотором расстоянии от нее донных стенок, закрепленных на продольных стенках.
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2090364C1 |
| JP 4144717 А, 19.05.1992 | |||
| УСТРОЙСТВО ДЛЯ ВАКУУМНО-АВТОКЛАВНОГО ФОРМОВАНИЯ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2106251C1 |
| US 5494627 A, 27.02.1996 | |||
| JP 6170209 A, 21.06.1994 | |||
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА (ВАРИАНТЫ) | 1995 |
|
RU2132288C1 |

