Предлагаемое изобретение относится к области неразрушающих испытаний материалов и изделий с помощью ультразвука. Главным образом оно может быть использовано для измерения структурных характеристик конструкционных материалов в металлургической, машиностроительной и других отраслях промышленности.
Для определения характеристик зернистости металлических заготовок, в частности среднего диаметра зерна, используют способ металлографического анализа [Шулаев И.Л. Контроль в производстве черных металлов. - М: Металлургия, 1978]. Сущность этого метода состоит в измерении зерен материала, видимых визуально или в микроскоп на шлифованной, полированной и протравленной кислотами поверхности образца, вырезанного из соответствующего участка заготовки.
Известен способ измерения характеристик зернистости плоских металлических изделий с помощью ультразвука [Патент РФ №2334224, ПМК G01N 29/04] за счет того, что излучают импульсы упругих волн нормально к поверхности изделия последовательно на двух частотах f и fj, измеряют амплитуды первых донных сигналов на этих частотах, дополнительно измеряют амплитуду второго донного импульса на частоте f и n-го донного импульса на частоте fj, находят отношение амплитуд первого и второго донного импульсов на частоте f и первого и n-го донного импульсов на частоте fj, причем fj=f/m, a m=n-1, где n - целое нечетное число, а средний размер диаметра зерна D материала вычисляют по соответствующей математической формуле.
Недостатком такого способа является его недостаточная информативность, так как средний размер диаметра зерна является лишь характеристикой зернистости однородной структуры.
Наиболее близким по совокупности существенных признаков к предлагаемому является способ определения характеристик зернистости плоских металлических изделий с помощью ультразвука, основанный на измерении структурных коэффициентов [Химченко Н.В. Ультразвуковой структурный анализ металлических материалов и изделий. - М.: Машиностроение, 1976, с.17]. Под структурным коэффициентом понимается отношение амплитуд донных импульсов Aj при контроле эхо-методом в контактном варианте Kj=Aj/A, измеренных на частоте fj и частоте f<<fj. Сравнение структурных коэффициентов на эталонных образцах с известной структурой, определенной методом металлографического анализа, и образцах материала такой же толщины позволяет при равенстве структурных коэффициентов определить средний размер зерна интегрально по всей толщине контролируемого материала.
Для реализации этого способа необходимо в образце материала контролируемого изделия такой же толщины, что и эталонные образцы, контактным методом с помощью пьезоэлектрического преобразователя возбудить на частоте f импульс упругой волны, получить донный эхо-сигнал от его противоположной грани (дна образца) и измерить его амплитуду A. Затем установить в ту же точку на поверхности образца преобразователь с рабочей частотой fj>>f, возбудить импульс упругой волны, получить донный эхо-сигнал и измерить его амплитуду Aj. Структурный коэффициент Kj, определяемый отношением амплитуд эхо-сигналов Aj/A или их разностью [дБ], после этого сравнивается с полученными аналогичными значениями структурных коэффициентов на эталонных образцах с известным средним размером зерна.
Недостатком описанного выше способа является то, что он позволяет измерить только характеристику среднего размера диаметра зерна материала, необходимость изготовления большого числа эталонных образцов с разными высотами и различным значением среднего размера зерна, поскольку его размер в исследуемом изделии определяется методом совпадения с размером среднего размера зерна образца.
Технической задачей, решаемой изобретением, является разработка способа определения характеристик зернистости плоских металлических изделий, позволяющего измерить не только средний диаметр зерна, но и однородность структуры изделия.
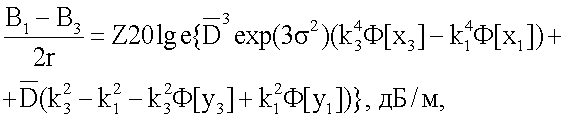
Поставленная задача решается за счет того, что предлагаемый способ определения характеристик зернистости плоских металлических изделий с помощью ультразвука, так же как и известный, реализуется путем последовательного излучения преобразователями, упругих волн нормально к поверхности изделия и нормально к поверхности настроечного образца на разных частотах, приема первых донных импульсов на этих частотах и измерения их амплитуд. Но, в отличие от известного, в предлагаемом способе излучают три частоты f1, f2, f3, причем f1<f2<f3, материал настроечного образца выбирают из условия получения минимального коэффициента затухания на используемых частотах ультразвука, а величина его высоты составляет не менее 3 ближних зон преобразователей, измеряют разницы амплитуд B1, B2, B3, принятых импульсов от настроечного образца и изделия на одинаковых частотах, а затем измеряют две разницы амплитуд B1-B2, и B1-B3, между измеренной разницей на минимальной частоте и каждой из измеренных разниц на остальных двух частотах, а значение характеристик зернистости находят по совпадению полученных разниц, разделенных на удвоенную толщину 2r изделия и значений номограммы:


где 
Cl и Ct - скорости продольной и поперечной волн соответственно;
 - среднее эквивалентное расстояние между рассеивающими элементами;
- среднее эквивалентное расстояние между рассеивающими элементами;
Fa - коэффициент анизотропии поликристалла;
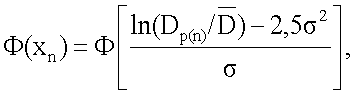
 - нормальная функция распределения;
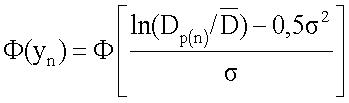
- нормальная функция распределения;
Dp=l/k=λ/2π;  - средний диаметр зерна;
- средний диаметр зерна;
λ - длина продольной волны ультразвука в материале образца на рабочей частоте;
σ - среднеквадратичное отклонение нормального распределения величин.
Достигаемым техническим результатом является расширение функциональных возможностей предлагаемого способа, который позволяет измерить не только средний диаметр  зерна исследуемого материала, но и однородность структуры изделия, которая определяется как σ - среднеквадратичное отклонение нормального распределения величин lnD.
зерна исследуемого материала, но и однородность структуры изделия, которая определяется как σ - среднеквадратичное отклонение нормального распределения величин lnD.
Способ определения характеристик зернистости плоских металлических изделий с помощью ультразвука осуществляется с использованием настроечного образца, который должен удовлетворять следующим условиям:
Микроструктура металла образца должна обеспечивать пренебрежимо малый коэффициент затухания на всех частотах исследуемого диапазона.
Высота образца H должна быть не меньше трех ближних зон преобразователей для обеспечения раскрытия ультразвукового пучка: H=3a2/λ, где a - радиус преобразователя, λ - длина продольной волны ультразвука в материале образца на рабочей частоте.
Измерения выполняются тремя преобразователями с частотами fn (n=1, 2, 3), при этом f1<f2<f3.
На поверхность настроечного образца последовательно устанавливают каждый из трех преобразователей, измеряют амплитуды первых донных импульсов, которые в соответствии с уравнением акустического тракта [Дымкин Г.Я., Цомук С.Р. Физические основы ультразвуковой дефектоскопии. СПб.: ПГУПС, 1997. 102 с.], записываются в виде:

где Sa - площадь пьезоэлектрического преобразователя ПЭП, r0 - высота образца, δon и Aun - коэффициент затухания в образце и амплитуда излученного сигнала на частоте fn.
В одну точку на поверхности контролируемого изделия последовательно устанавливают каждый из трех преобразователей и измеряют амплитуды первых донных импульсов
где r - высота объекта контроля, δn - коэффициент затухания ультразвуковых колебаний в изделии на частоте fn.
Затем измеряют отношения амплитуд эхо-сигналов или их разность в дБ на соответствующих частотах в настроечном образце и объекте контроля, которые с учетом (1), (2) имеют вид:
затем измеряют две разницы амплитуд B1-B2, и B1-B3, между измеренной разницей на минимальной частоте и каждой из измеренных разниц на остальных двух частотах. При представлении разницы амплитуд в виде отношений получаем выражения, зависящие от коэффициента затухания

Коэффициент затухания ультразвуковой продольной волны с учетом статистики распределения зерен в поликристаллических материалах в области λ>D в соответствии с [Данилов В.Н. К расчету коэффициента затухания упругих волн при рассеянии в поликристаллических средах // Дефектоскопия. 1989. №8. С.18-23] может быть представлен как:
где Cl и Ct - скорости продольной и поперечной волн соответственно, Dp=l/k=λ/2π, σ - среднеквадратичное отклонение нормального распределения величин lnD; Ф(x) - нормальная функция распределения;  - среднее эквивалентное расстояние между рассеивающими элементами, Fa - коэффициент анизотропии поликристалла.
- среднее эквивалентное расстояние между рассеивающими элементами, Fa - коэффициент анизотропии поликристалла.
Поскольку в практике ультразвукового контроля амплитуды сигналов измеряют в децибелах, а также с учетом выражений (4) и (5), разницу нормированных к образцу амплитуд с учетом расстояния, пройденного ультразвуком в изделии, можно записать в виде:
где 
В левых частях выражений (6) отношение разницы B1-B2, и B1-B3, между измеренной разницей на минимальной частоте и каждой из измеренных разниц на остальных двух частотах к расстоянию, пройденному ультразвуком в изделии. Правые части выражений (6) являются функциями выбранных для контроля частот и коэффициента анизотропии Fa поликристалла,
В результате расчета выражений (6) строят номограмму для выбранных частот ультразвука, коэффициента анизотропии поликристалла изделия и диапазона исследуемых средних диаметров (номеров) зерен. В качестве примера на чертеже показана номограмма для f1=2,5 МГц, f2=5 МГц, f3=10 МГц, Fa.cm.=3,8·10-3 и значений  номеров зерен 5, 6 и 7, равных 62, 44 и 31 мкм соответственно. Нижним точкам кривых соответствует σ=0,1, каждой следующей снизу вверх - увеличение σ на 0,1, а верхней - σ=1. Получив значения
номеров зерен 5, 6 и 7, равных 62, 44 и 31 мкм соответственно. Нижним точкам кривых соответствует σ=0,1, каждой следующей снизу вверх - увеличение σ на 0,1, а верхней - σ=1. Получив значения  и
и  , находят точку их пересечения на номограмме, которая определяет средний диаметр
, находят точку их пересечения на номограмме, которая определяет средний диаметр  зерна и среднеквадратичное отклонение σ. (На фиг.1
зерна и среднеквадратичное отклонение σ. (На фиг.1  , σ=0,2).
, σ=0,2).
Известно [Кадикова М.Б., Гателюк О.В. Количественная классификация металла по зернистости для оценки структуры ультразвуковым методом // Омский научный вестник. 2009. №2(80). С.72-75], что при увеличении σ более 0,3 структура неоднородная.
Как видно из описания, предлагаемый способ позволяет получать такие характеристики зернистости плоских металлических изделий, как средний размер диаметра зерна материала и его однородность, и это является доказательством достижения технического результата - расширение функциональных возможностей рассматриваемого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2007 |
|
RU2334224C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛОВ | 1997 |
|
RU2141652C1 |
| Способ определения размеров зерна в листовом металлопрокате | 2022 |
|
RU2782966C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНЕГО ДИАМЕТРА ЗЕРНА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2589751C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2187102C2 |
| СПОСОБ ИЗМЕРЕНИЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ПОВЕРХНОСТНЫМИ АКУСТИЧЕСКИМИ ВОЛНАМИ | 2007 |
|
RU2350944C1 |
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2003 |
|
RU2231056C1 |
| СИСТЕМА И СПОСОБ ДЛЯ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКОГО НАПРЯЖЕНИЯ КОМПОНЕНТА, ИЗГОТОВЛЕННОГО ИЗ НАМАГНИЧИВАЕМОГО МАТЕРИАЛА | 2011 |
|
RU2573118C2 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОЙ ИНТРОСКОПИИ | 2008 |
|
RU2359265C1 |
| СПОСОБ ИЗМЕРЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛА ЛИСТОВОГО ПРОКАТА | 2002 |
|
RU2224249C2 |
Использование: для определения характеристик зернистости плоских металлических изделий посредством ультразвука. Сущность: заключается в том, что осуществляют последовательное излучение преобразователями упругих волн нормально к поверхности изделия и нормально к поверхности настроечного образца на двух частотах f1, f2, принимают первые донные импульсы на этих частотах и измеряют их амплитуды, при этом дополнительно излучают третью частоту f3, причем f1<f2<f3; материал настроечного образца выбирают из условия получения пренебрежительно малого коэффициента затухания на используемых частотах ультразвука, а величина его высоты составляет не менее 3 ближних зон преобразователя, измеряют разницы амплитуд B1, B2, В3, принятых импульсов от настроечного образца и изделия на одинаковых частотах, а затем измеряют две разницы амплитуд B1-B2, и B1-В3, между измеренной разницей на минимальной частоте и каждой из измеренных разниц на остальных двух частотах, после чего на основании полученных данных определяют значение характеристик зернистости. Технический результат: обеспечение возможности измерения не только среднего диаметра зерна, но и однородности структуры изделия. 1 ил.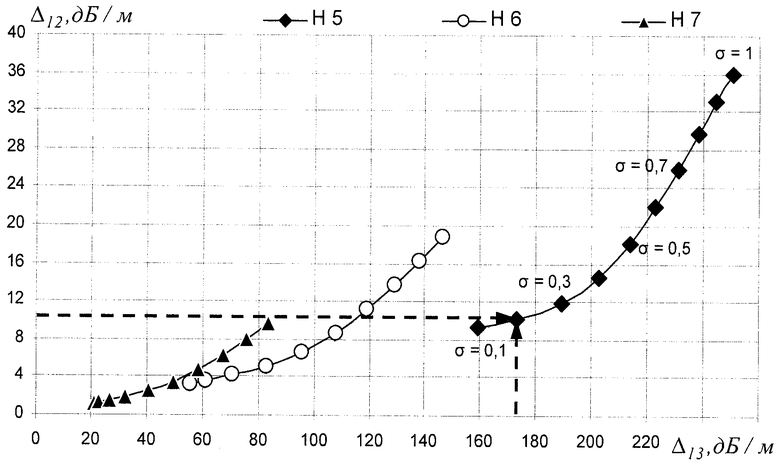
Способ определения характеристик зернистости плоских металлических изделий с помощью ультразвука путем последовательного излучения преобразователями упругих волн нормально к поверхности изделия и нормально к поверхности настроечного образца на двух частотах f1, f2, приема первых донных импульсов на этих частотах и измерения их амплитуд, отличающийся тем, что дополнительно излучают третью частоту f3, причем f1<f2<f3; материал настроечного образца выбирают из условия получения пренебрежительно малого коэффициента затухания на используемых частотах ультразвука, а величина его высоты составляет не менее 3 ближних зон преобразователя, измеряют разницы амплитуд B1, В2, В3, принятых импульсов от настроечного образца и изделия на одинаковых частотах, а затем измеряют две разницы амплитуд B1-В2, и B1-В3, между измеренной разницей на минимальной частоте и каждой из измеренных разниц на остальных двух частотах, а значение характеристик зернистости находят по совпадению полученных разниц, разделенных на удвоенную толщину 2r изделия и значений номограммы:
где 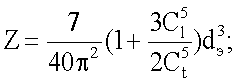
C1 и Ct - скорости продольной и поперечной волн соответственно;
 - среднее эквивалентное расстояние между рассеивающими элементами;
- среднее эквивалентное расстояние между рассеивающими элементами;
Fa - коэффициент анизотропии поликристалла;
- нормальная функция распределения;
Dp=l/k=λ/2π;  - средний диаметр зерна;
- средний диаметр зерна;
λ - длина продольной волны ультразвука в материале образца на рабочей частоте;
σ - среднеквадратичное отклонение нормального распределения величин.
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2003 |
|
RU2231056C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2187102C2 |
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ТОНКОЛИСТОВОГО ПРОКАТА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2004 |
|
RU2262694C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛОВ | 1997 |
|
RU2141652C1 |
| US 4539848 A, 10.09.1985 | |||
| US 5804727 A, 08.09.1998 | |||
| JP 2001343366 A, 14.12.2001. | |||

