Область техники
Данное изобретение в общем относится к технологии получения композитных материалов и подробно поясняет метод изготовления композитных подшипниковых опор.
Уровень техники
Композитные материалы имеют различные применения уже долгое время, в частности, в последнее время они используются для изготовления подшипников. Обычно под термином «подшипник» понимают механическое устройство, служащее для уменьшения силы трения. Подшипники принято делить на два обширных класса, подшипники скольжения и радиальные подшипники, получившие свои названия в соответствии с природой возникновения сил трения, которые они уменьшают. Когда происходит движение вдоль прямой линии, как в случае движения внутрь и наружу выдвижного ящика, применяются подшипники скольжения или упорные подшипники. Радиальные подшипники или подшипники вращения используются при наличии движения вокруг осевой линии, как в случае вращения колеса на валу. Кроме того, некоторые подшипники сконструированы таким образом, что могут выдерживать как осевые, так и радиальные нагрузки.
Для эффективного уменьшения трения и в зависимости от типа применяемых подшипников для их изготовления используются разнообразные виды материалов. На практике, в зависимости от условий и предполагаемых нагрузок, подшипник может быть изготовлен из пластмасс, металлов и даже из керамики. В результате последних достижений появился новый вид подшипников, называемых самосмазывающимися подшипниками, которые выдерживают более тяжелые условия эксплуатации, как, например, высокие температуры узлов автомобиля. Тип материала, используемого для изготовления таких подшипников, усиливает их самосмазывающиеся свойства. Некоторые обычные самосмазывающиеся материалы содержат различные полимеры, графит или Graphalloy® (сплав графита и металла) и дисульфид молибдена (MoS2). Самосмазывающиеся подшипники требуют небольшого количества смазки или не нуждаются в таковой вообще, и характеризуются меньшим износом в сравнении с традиционными подшипниками, зависящими от традиционной, пополняемой смазки.
Существует множество технологий изготовления подшипников, в зависимости от сложности их формы и исходного материала, но обычно они включают в себя такие технологические этапы как прессовка, литье или штамповка. Подшипники более сложной конструкции обычно изготавливают посредством прессовки или литья. Для подшипников более простой конструкции обычно применяется технология штамповки, которая позволяет быстрее получить желаемую форму из листового материала. Однако, с точки зрения стоимости конечного продукта, подобные технологии не всегда экономически оправданы.
Таким образом, промышленность нуждается в усовершенствованиях для производства высокоэффективных композитных материалов, подобных тем, что используются для изготовления подшипников, а также в технологиях для создания высококачественных композитов с применением более рентабельных и рациональных технологических процессов.
Сущность изобретения
Первым объектом изобретения является процесс, состоящий из этапов получения твердой пластины из исходного материала, формирования выступов вдоль ее стороны, обработки твердой пластины с использованием оправки для получения фасонной детали. Процесс также включает этап загибания выступов с целью получения закрытого торца фасонной детали.
Вторым объектом изобретения является подшипниковая опора из композитного материала, изготовленная из металлической основы цилиндрической формы с покрытием из полимерного слоя. Согласно этому аспекту полимерный слой располагается на внутренней поверхности цилиндрической формовки, которая имеет закрытый торец, образованный множеством загнутых выступов.
Еще одним объектом изобретения является рулевое управление в сборе, состоящее из первичного вала, один из концов которого соединен с входным устройством рулевого управления, вторичного вала, имеющего первый конец и второй конец, и сцепления, соединенного со вторым концом первичного вала и первым концом вторичного вала. Сцепление представляет собой Т-образное соединение с множеством рычагов, на концах которых расположены наружные кольца подшипника. При этом каждое из наружных колец подшипника имеет цилиндрическую форму и закрытый торец, образованный загнутыми зубьями.
Краткое описание чертежей
Обращение к сопроводительным чертежам поможет лучше раскрыть данное изобретение, а его многочисленные особенности и достоинства будут очевидны специалистам в рассматриваемой области техники.
Фиг.1 - блок-схема технологического процесса изготовления в соответствии с определенным конструктивным исполнением.
Фиг.2 - изображение твердой пластины с выступами в соответствии с определенным конструктивным исполнением.
Фиг.3 - изображение фасонной детали в соответствии с определенным конструктивным исполнением.
Фиг.4 - изображение наружного кольца подшипника в соответствии с определенным конструктивным исполнением.
Фиг.5 - изображение наружного кольца подшипника в соответствии с определенным конструктивным исполнением.
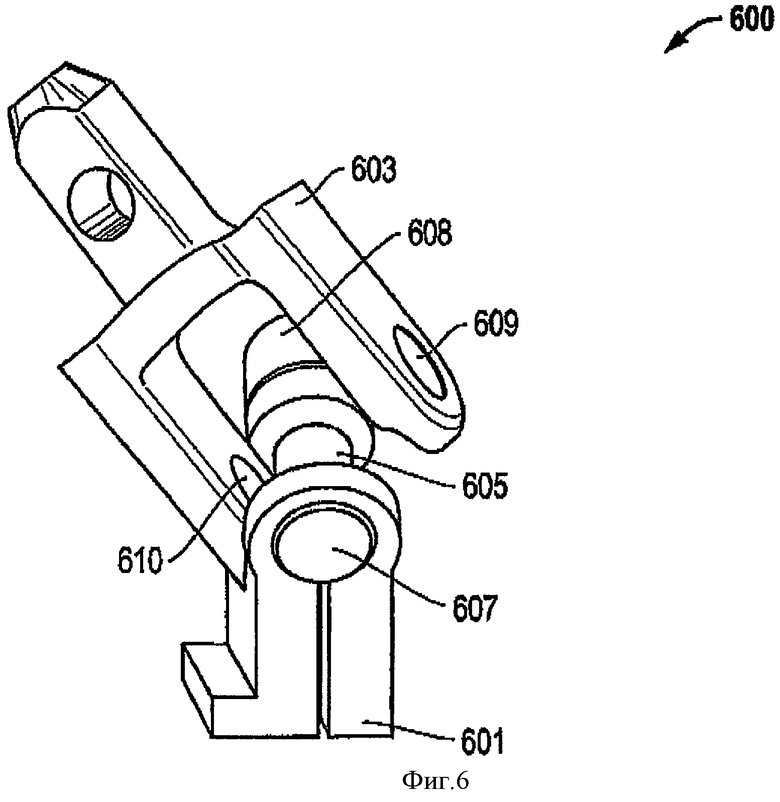
Фиг.6 - изображение гибкого соединения (шарнирной муфты) в соответствии с определенным конструктивным исполнением.
Фиг.7 - изображение рулевого управления в сборке с использованием подшипниковой опоры в соответствии с определенным конструктивным исполнением. Использование одинаковых ссылочных обозначений в различных чертежах указывает на сходство или идентичность обозначенных элементов.
Подробное описание изобретения
Описание поясняет особенности технологического процесса, включающего этапы получения твердой пластины, формирования выступов на одной из ее сторон, этап обработки данной пластины с помощью оправки для получения фасонной детали и процесс обработки выступов для получения закрытого торца фасонной детали.
Приведенный Фиг.1 изображает блок-схему технологического процесса формовки твердого материала для придания ему заданной формы в соответствии с одним из исполнений. Согласно конкретному исполнению, изображенному на Фиг.1, процесс начинается с получения твердой пластины из материала 101. Для одного исполнения материалом может служить композит, например композит на твердой основе с покрытием из полимерного слоя. В другом исполнении твердой основой может быть металл, металлический сплав или их сочетание. Применяемыми в качестве твердой основы металлами в основном являются мягкие металлы, к примеру, алюминий, железо, сталь, медь, другие переходные металлы или их сплавы. Кроме того, в соответствии с определенным исполнением, твердая основа может быть сделана из плетеной металлической сетки.
Обычно, твердая основа может быть выполнена в виде пластины, которая имеет первую и вторую основные поверхности. В зависимости от исполнения, твердая пластина из исходного материала (твердая основа с покрывающим ее полимерным слоем) имеет соотношение размеров не менее 3:1. В соответствии с другим исполнением соотношение размеров может быть больше, например, 6:1 или 8:1. Так же, в зависимости от исполнения, соотношение размеров твердой пластины может находиться в пределах от 3:1 до 10:1. Под термином «соотношение размеров» в данном документе понимается отношение самого длинного размера твердой пластины (длины) ко второму по длине размеру (ширине). Обычно, основной поверхностью твердой пластины является плоскость (плоская поверхность), определяемая размерами длины и ширины. Таким образом, самый короткий размер пластины является толщиной и, в зависимости от исполнения, средняя общая толщина твердой пластины обычно не превышает 1.0 мм. Следует понимать, что средняя общая толщина пластины может частично зависеть от толщины твердой основы, которая в соответствии с исполнениями может быть не больше 2.0 мм, 1.0 мм или даже 0.5 мм.
В соответствии с другим исполнением этап получения твердой пластины из исходного материала 101 включает в себя вырезание твердой пластины дискретной длины из большой твердой пластины или листа сортаментного материала. Для большинства применений длина пластины обычно не превышает 100 см. В соответствии с другими исполнениями длина пластины не превышает 75 см или 50 см. Кроме того, длина твердой пластины может быть и меньше, и, к примеру, не превышать 25 см или даже 10 см. В зависимости от исполнения, длина пластины может находиться в пределах между 75 см и 5.0 см. Вырезание твердой пластины из исходного листа материала может производиться при помощи ручных или автоматических устройств, таких как пуансон с ножом.
Этап получения твердой пластины из композитного материала 101 также может включать в себя отрезку твердой пластины дискретной ширины от большой твердой пластины или листа материала. Для определенных исполнений ширина пластины не превышает 50 см, 25 см или 10 см. Хотя, в зависимости от необходимых размеров конечной части, ширина пластины может быть меньше, к примеру, не более 5.0 см.
Продолжая рассматривать этап получения твердой пластины из композитного материала 101, следует отметить, что в зависимости от исполнения, композитный материал может содержать полимерный слой, покрывающий основную поверхность твердой основы. В зависимости от исполнения, полимерный слой может быть многослойным, полученным из листа материала стачиванием тонкого слоя или фрезерованием для получения листа полимера точной толщины такой, как менее 1.0 мм. Применительно к многослойному полимеру, основа может быть покрыта слоями полимерного листа, таким образом, чтобы охватить, по меньшей мере, основную поверхность твердой основы. Возможен вариант, когда дополнительный твердый сетчатый слой, например сетчатый слой из бронзы, может быть введен между твердой основой и полимерным многослойным покрытием. Формирование композитного материала обычно включает в себя термическую обработку и выдержку под давлением для скрепления тонкого слоя полимера и твердой основы. Дополнительно твердый защитный слой, к примеру защитный металлический слой, может быть дополнен к композитному материалу для повышения износоустойчивости и пластичности. В зависимости от исполнения, защитный металлический слой может покрывать твердую основу.
В отношении темы полимерного слоя следует отметить, что в зависимости от исполнения, полимерный слой может покрывать одну основную поверхность твердой основы. В качестве альтернативы, полимерный слой может покрывать стороны, примыкающие к основной поверхности основы. Как правило, полимерный слой содержит пластичный материал для возможности формовки с металлом. В зависимости от исполнения, подходящие полимерные материалы содержат фторополимеры, такие как политетрафторэтилен (PTFE), присадка которого позволяет использовать их в самосмазывающихся подшипниках. Кроме того, полимерный слой может включать наполнители, такие как керамика, керамическое волокно или углеродосодержащие соединения, которые повышают устойчивость полимерного материала к воздействию высоких температур. В определенном исполнении, в качестве композитного материала используется композит NORGLIDE®, серийно выпускаемый Saint-Global Performance Plastic Corporation, по адресу: 150 Dey Road, Wayne, New Jersey.
Обращаясь снова к блок-схеме, изображенной на Фиг.1, после получения пластины материала 101, выступы делаются вдоль одной из сторон твердой пластины 103. Выступы могут быть сделаны с использованием различных технологий удаление материала с твердой пластины. В зависимости от исполнения, выступы могут быть выполнены путем резки композитной пластины, к примеру, с использованием пуансона или прессового механизма и ножа для удаления материала. В зависимости от исполнения, вырезание выступов может выполняться по шаблону при условии, что существует систематизированная и повторяющаяся геометрия выступов.
Для ясности, Фиг.2 приведен для иллюстрации композитной пластины 201, имеющей множество выступов 203. Как показано на Фиг.2, и в соответствии с конкретным исполнением выступы могут иметь форму треугольника, подобно зубьям пилы. Следует понимать, что могут быть сделаны и другие шаблоны выступов. К тому же, как показано на Фиг.2, выступы располагаются на всей длине одной стороны пластины плоскопараллельно к ее основной поверхности. Как альтернатива, в зависимости от типа шаблона выступов, длина шаблона может не достигать длины стороны пластины.
Рассматривая далее выступы, в зависимости от исполнения, их формирование может включать удаление не более чем около 50% исходной площади основной поверхности пластины. В соответствии с другим исполнением формирование выступов может включать удаление не более чем около 35%, как и около 25% или даже около 15% исходной площади основной поверхности пластины.
Возвращаясь снова к Фиг.1, после формирования выступов 103 твердая пластина может быть закреплена в специальный канал для подготовки к последующей формовке. Обычно, канал и композитная пластина имеют сходные размеры, в частности ширину, для того, чтобы, по крайней мере, часть пластины могла быть закреплена в канале в процессе формовки.
После закрепления твердой пластины в канал 103, композитной пластине может быть придана форма по оправке 107. Обычно, пластина зацепляется за оправку частью своей поверхности. В зависимости от исполнения, твердая пластина может содержать композитный материал, имеющий твердую основу и покрытие из полимерного слоя. Во время формовки такого композитного материала с помощью оправки, полимерный слой может быть примыкающим или находиться в контакте с оправкой, поэтому твердая основа или другой покрывающий слой образует наружную поверхность сформированной части. Следует понимать преимущество зацепления только части композитной пластины по отношению к оправке.
Обращаясь к формовке пластины по оправке, профиль периметра оправки будет в основном совпадать с геометрией конечной фасонной детали. Вообще, оправка может быть многоугольной формы, в частности, симметричной многоугольной формы, в форме круга, или что-то подобное. В одном из конкретных исполнений, оправка имеет круглую форму для изготовления фасонной детали круглой формы, в соответствии с чем длина окружности оправки в основном определяет внутреннюю длину окружности фасонной детали. Обычно, размер оправки может меняться в зависимости от требуемого размера фасонной детали. Для фасонных деталей круглой формы диаметр оправки может быть не меньше 0.5 см, как и не меньше 2.5 см, и, в частности, может также находиться в пределах диапазона диаметров между 2.5 см до 15 см.
При дальнейшем рассмотрении формовки пластины вокруг оправки 107, в соответствии с определенной технологией пластине может быть придана форма путем вальцовки основной поверхности твердой пластины с силой, достаточной для направления пластины вокруг оправки. Как упоминалось выше, твердая пластина может включать в свой состав композитный материал с многослойным полимером, соприкасающимся с оправкой во время формовки. В таком случае, вальцы двигаются по поверхности композитной пластины (т.е. по поверхности твердой основы). В зависимости от исполнения, сила проката составляет не менее 2.0 кН, 4.5 кН или 10 кН. В различных исполнениях, сила, прикладываемая к основной поверхности пластины, может быть не меньше 15 кН и в частности в пределах от 5 кН до 50 кН.
Процесс формовки также может быть механизирован путем использования механизм захвата, который направляет пластину вокруг оправки. Такие механизмы захвата могут использоваться совместно с вальцами. Технология может использовать один или множество механизмов захвата, таких как клещевые захваты, расположенные вокруг оправки для закрепления пластины и поддержания достаточной сила для процесса формовки. В зависимости от исполнения, клещи направляют пластину вдоль оправки, в то время как вальцы двигаются вдоль основной поверхности пластины. После формовки половины фасонной детали вокруг оправки другой комплект клешней может захватить концы пластины и направлять твердую пластину вдоль оставшейся поверхности оправки для завершения процесса формовки. В соответствии с другим исполнением вальцы могут формовать основную поверхность пластины совместно с использованием множества зажимных механизмов.
Фиг.3 иллюстрирует композитную пластину 301 после первоначального технологического процесса формовки 107 в соответствии с одним из исполнений. В зависимости от исполнения, в процессе первоначальной формовки пластины с помощью оправки 107 выступы не затрагивались и сформованы по оправке. В соответствии с определенным исполнением частично сформованная пластина 300 имеет цилиндрическую форму с выступами 303, простирающимися от края фасонной детали цилиндрической формы 300. Как показано, пластина цилиндрической формы имеет один конец, который может быть ровным, и другой конец, который может иметь зазубренный контур, сформированный выступами 303. Фиг.3 также показывает зазор 305 вдоль стороны цилиндрической формы в направлении продольной оси.
Фиг.3 дальше изображает, что при определенных вариантах формования цилиндрической формы из твердой пластины композитного материала, внутренняя поверхность 307 цилиндрической формы может быть полимерным слоем. Соответственно, внешняя поверхность 309 цилиндрической формы может быть твердой основой. Как альтернатива, внешняя поверхность 309 частично сформованной пластины 300 может быть защитным слоев, покрывающим твердую основу.
Возвращаясь к технологическому процессу, изображенному на Фиг.1, после первичного формования пластины при помощи оправки 107, выступы преобразованы в закрытый торец 109. В этом формовочном процессе обычно выступы загибаются внутрь по направлению к центру, таким образом, что к окончанию фальцевания, выступы прилегают друг к другу и образуют закрытый торец фасонной детали. В зависимости от исполнения, загиб выступов может включать в себя несколько этапов. На первом этапе усилие фальцовки (загибания) может быть приложено к выступам, чтобы загнуть их к центральной точке под первоначальным углом. В зависимости от исполнения, первоначальный угол обычно не превышает 60°, 50° или 45° относительно исходного положения выступов. После применения первоначального усилия фальцовки (загибания) для получения первоначального угла, второе загибочное усилие может быть приложено для продолжения фальцовки выступов в направлении центральной точки, таким образом, чтобы выступы заняли перпендикулярное к исходному положение и образовали закрытый торец фасонной детали. В принципе, выступы могут быть сразу загнуты до второго угла, который может быть абсолютно перпендикулярен к исходному, как в случае 90°, или не превышать 80°. Обычно, поэтапный загибочный процесс может включать выдержку между приложениями загибочных усилий, в интервале от 0.5 до 2 секунд между снятием одного загибочного усилия и приложением другого загибочного усилия. Поэтапный загибочный процесс способствует выравниванию напряжений в материале и может уменьшить вероятность возникновения остаточных напряжений, и брака материала во время формовки.
Фиг.4 изображает пластину после того, как выступы сформованы в закрытый торец, в соответствии с одним из исполнений. При формовании фасонной детали цилиндрической формы загнутые выступы 403 могут формировать практически замкнутый торец для цилиндрической фасонной детали, таким образом, что пластина образует чашу 400. В добавление к этапам загиба, в соответствии с одним из исполнений загнутые выступы 403 могут быть зачеканены или спрессованы после загиба перпендикулярно к исходному положению. Технологии зачеканивания или спрессовывания обеспечивают эффективное формование загнутых выступов 403 и эффективное формирование закрытого торца с минимальными зазорами между загнутыми выступами 403.
Следует понимать, что во время загиба выступов ширина зазора 405 может быть сокращена. Кроме того, дальнейшая обработка за рамками загибочного процесса, такая как зачеканивание или спрессовка, может способствовать уменьшению зазора 405. Так, в соответствии с одним из исполнений ширина зазора 405 конечной фасонной детали не превышает 0.1 мм, 0.05 мм или даже 0.025 мм.
Как далее показано на Фиг.4, отверстие 407 может появиться в закрытом торце в результате загиба выступов 403. В некоторых случаях, отверстие 407 может быть загрунтовано, в зависимости от требований различных применений. К примеру, отверстие 407 может выполнять функцию приемного отверстия для центровки или сцепления фасонной композитной детали с другим изделием. Кроме того, отверстие 407 может быть подвергнуто дополнительной обработке, чтобы сформировать определенную форму или размер в зависимости от применения. Форма отверстия 407 может зависеть отчасти от размера фасонной детали и формы загнутых выступов 403, однако обычно отверстие 407 бывает круглое. В зависимости от исполнения, диаметр отверстия 407 не превышает 0.1 мм, но как обычно не превышает 0.05 мм. Однако размер отверстия может различаться, но обычно он находится в пределах от 0.025 мм до 0.1 мм. Как альтернатива, размер отверстия 407 может быть сведен к минимуму, если отверстие не желательно для определенного применения. Наличие отверстия 407 может способствовать уменьшению нагрузок, действующих на загнутые выступы 403, допуская перемещение выступов при наличии чрезмерных нагрузок на фасонную композитную деталь.
В последующем обращении к Фиг.1, после формирования закрытого торца 109 фасонной детали последняя может быть удалена с оправки и канала 111. В зависимости от исполнения, фасонная деталь может служить наружным кольцом подшипника для различных применений.
Другим объектом является опора подшипника, которая включает в себя композитный материал, содержащий металлическую основу, обычно цилиндрической формы, и полимерный слой, покрывающий металлическую основу и расположенный на внутренней поверхности цилиндрической формы. Цилиндрическая форма опоры подшипника также имеет закрытый торец, образованный множеством загнутых выступов.
Продолжая рассматривать опору подшипника, Фиг.5 приводит общий вид подшипника 500 определенного исполнения. Как показано, подшипник 500 имеет цилиндрическую форму в виде чашки, имея открытый конец 507 и закрытый торец (показанный пунктирными линиями), образованный множеством загнутых выступов, как было рассмотрено в соответствии с предыдущими конструктивными разъяснениями. Подшипник 500 может также иметь зазор 505 вдоль стороны цилиндрической формы в продольном направлении. Следует понимать, что зазор 505 образован всей толщиной цилиндрической формы, таким образом, что он проходит через материал подшипника 500. В соответствии с ранее описанными исполнениями зазор 505 может проходить через слои композитного материала, включая твердую основу 501 и полимерный слой 503.
Обращаясь к определенным применениям вышеупомянутой подшипниковой опоры, в соответствии с одним из исполнений подшипник 500 может являться наружным кольцом подшипника, размещенным в гибком соединении (шарнирной муфте), как показано на Фиг.6. Фиг.6 иллюстрирует гибкое соединение 600 с двумя U-образными рычагами 601 и 603, и Т-образным узлом 605, соединяющим U-образные консольные части 601 и 603. Каждый из рычагов Т-образного узла 605 может быть соединен с наружным кольцом подшипника в соответствии с ранее рассмотренными исполнениями. В зависимости от исполнения, каждое из наружных колец подшипников может быть размещено в фиксаторах подшипников 607, 608, 609 и 610 (607-610), которые соединяются с U-образными рычагами 601 и 603. Фиксаторы подшипников обычно бывают чашеобразными, с буртиком на открытом конце для фиксации наружного кольца подшипника. Наружные кольца подшипников обычно располагаются в фиксаторах подшипников 607-610 таким образом, что могут свободно в них вращаться. Следует понимать, что наружные кольца подшипников способствуют свободному вращению Т-образного соединения 605 и передачу вращающих сил от U-образного рычага 603 к другому U-образному рычагу 601 во время работы гибкого соединения.
Продолжая рассматривать определенные применения, обратимся к Фиг.7, изображающему рулевое управление в сборе 700, в соответствии с одним из исполнений. Рулевое управление в сборе 700 состоит из первичного вала 705, имеющего первый и второй конец, при этом первый конец соединен с входным устройством рулевого управления. Как показано, рулевое управление в сборе 700 также включает в себя вторичный вал 707, имеющий первый и второй концы, и узла соединения 709, соединенного со вторым концом первичного вала 705 и первым концом вторичного вала 707. Как описано выше, и как показано на Фиг.6, такой узел может быть гибким соединением и может включать в свой состав два U-образных рычага, соединенных с Т-образным узлом. В соответствии с одним из исполнений соединение включает в себя Т-образный узел с множеством рычагов и наружных колец подшипников, размещенных на концах каждого рычага. Наружные кольца подшипников могут иметь цилиндрическую форму с закрытым торцом, образованным загнутыми выступами. Наружные кольца подшипников, в соответствии с ранее описанными исполнениями, могут быть расположены в фиксаторах подшипников, которые соединены с U-образными рычагами.
В зависимости от исполнения, узел соединения может быть гибким соединением карданного типа. Для данного конкретного применения, в соответствии с одним из исполнений, узел соединения может выдерживать нагрузку более чем 100 H, 150 H или даже 200 H. Продолжая рассматривать механические свойства рулевого управления в сборе, следует отметить, что в других исполнениях, во время работы узла соединения под действием вращающего момента около 1400 Н перекос составляет не более 0°05', 0°03' или даже 0°02'.

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении подшипниковой опоры, используемой в устройстве рулевого управления. Получают твердую пластину, формируют выступы на одной из ее сторон. С помощью оправки получают из пластины фасонную деталь. Обрабатывают выступы для получения закрытого торца фасонной детали. Подшипниковая опора может быть изготовлена из композитного материала, содержащего металлическую основу цилиндрической формы с покрытием из полимерного слоя, который располагается на внутренней поверхности цилиндрической формы. Подшипниковая опора имеет закрытый торец, образованный множеством загнутых выступов. Устройство рулевого управления содержит наружные кольца подшипника цилиндрической формы с закрытым торцем, содержащим загнутые выступы. Повышается качество и надежность. 3 н. и 8 з.п. ф-лы, 7 ил.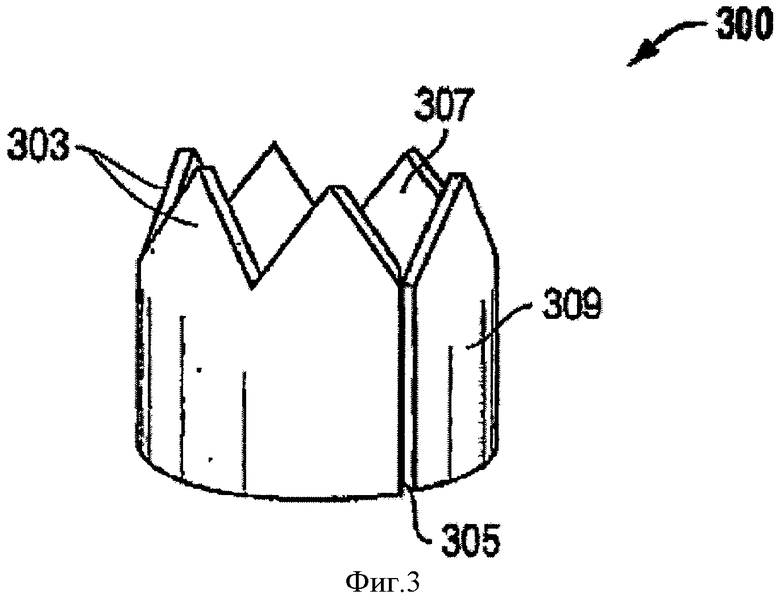
1. Способ формования наружного кольца подшипника устройства рулевого управления, включающий этапы:
а) получение твердой пластины из исходного материала;
б) формирование выступов вдоль стороны твердой пластины;
в) формовку твердой пластины с помощью оправки для получения фасонной детали и
г) загибание выступов для получения закрытого торца фасонной детали с отверстием диаметром не более 0,1 мм.
2. Способ по п.1, в котором используют композитную твердую пластину.
3. Способ по п.2, в котором используют композитную твердую пластину в виде твердой основы с первой основной поверхностью и полимерным слоем, покрывающим первую основную поверхность.
4. Способ по п.3, в котором в качестве полимерного слоя используют фторополимерный слой.
5. Способ по любому из пп.1-4, в котором на этапе б) формирование выступов вдоль стороны твердой пластины осуществляют вырезкой шаблона выступов в форме зубьев пилы.
6. Способ по п.1, в котором на этапе в) дополнительно используют канал для закрепления твердой пластины при формовке.
7. Способ по п.1, в котором на этапе в) твердой пластине формовкой по оправке придают цилиндрическую форму.
8. Способ по п.1, в котором на этапе г) при получении закрытого торца фасонной детали выступы загибают в направлении центра с прилеганием каждого выступа к двум другим.
9. Способ по п.8, в котором на этапе г) к выступам прикладывают первоначальное усилие фальцовки выступов в направлении центра и снимают первоначальное усилие фальцовки при достижении угла загиба выступов, не превышающего 60° относительно исходной плоскости, и затем к выступам прикладывают второе усилие фальцовки для продолжения загибания выступов в направлении центра до образования выступами закрытого торца фасонной детали.
10. Наружное кольцо подшипника устройства рулевого управления, выполненное из композитного материала, содержащее металлическую основу цилиндрической формы и полимерный слой, покрывающий металлическую основу и расположенный на внутренней поверхности цилиндрической формы, причем цилиндрическая форма содержит закрытый торец с множеством загнутых выступов и круглым отверстием, образованным в центре торца при загибе выступов диаметром не более 0,1 мм.
11. Устройство рулевого управления, содержащее входное устройство, первичный вал с первым и вторым концами, первый конец которого соединен с входным устройством, вторичный вал с первым и вторым концами, закрепленный ко второму концу первичного вала и первому концу вторичного вала узел гибкого соединения с двумя U-образными рычагами, соединяющий упомянутые U-образные рычаги Т-образный узел соединения, имеющий множество рычагов, а также наружные кольца подшипников, каждое из которых расположено с возможностью вращения на конце каждого рычага Т-образного узла соединения и выполнено цилиндрическим с закрытым торцом, имеющем загнутые выступы и отверстие диаметром не более 0,1 мм.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления кольцевых заготовок для производства змейковых полусепараторов шарикоподшипников | 1952 |
|
SU95359A1 |
| Способ получения колец подшипников качения для линейного перемещения и устройство для его осуществления | 1986 |
|
SU1459791A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2025178C1 |

