Предлагаемое изобретение относится к области обработки резанием и может быть использовано при зубонарезании цилиндрических зубчатых колес по методу обката.
Известен способ зубонарезания цилиндрических зубчатых колес по методу обката с использованием одновитковых резцовых головок большого диаметра (а.с. 566689 СССР. МПК2 B23F 21/04, БИ №28, 1977 г.).
Для осуществления этого способа зубонарезания заготовку устанавливают в свободном от резцов секторе резцовой головки на полную высоту зуба колеса и сообщают ей и инструменту согласованные вращательные движения, в результате чего осуществляется процесс последовательного вырезания впадин зубчатого колеса.
Для уменьшения ударных нагрузок на заходные резцы инструмента в начале формирования впадин зубчатого венца резцы в одновитковой резцовой головке устанавливают вдоль винтовой линии с монотонно возрастающим углом подъема, что обеспечивает определенное выравнивание нагрузки на режущие кромки резцов.
Основным недостатком этого способа зубонарезания является инерционность инструмента при включении вращательного движения в связи с ограниченностью свободного от резцов сектора, что дестабилизирует силовой режим процесса зубонарезания.
Наиболее близким по технической сущности является способ зубонарезания цилиндрических колес одновитковой резцовой головкой с радиальной подачей заготовки (см. книгу И.А.Коганов, Ю.Н.Федоров, Е.Н.Валиков. «Прогрессивные методы изготовления цилиндрических зубчатых колес», 1981 г., с.16…17). Этот способ зубонарезания цилиндрических колес осуществляют с поэтапной радиальной подачей врезания на полную высоту зуба, что существенно уменьшает влияние инерционности инструмента при включении его вращательного движения на силовой режим процесса зубонарезания.
Основным недостатком указанного способа зубонарезания цилиндрических колес можно считать непостоянство силового режима в процессе осуществления радиальной подачи заготовки.
Задачей предлагаемого изобретения является повышение эффективности процесса зубонарезания за счет оптимизации силового режима в период осуществления радиальной подачи.
Решение поставленной задачи достигается тем, что в предложенном способе зубонарезания цилиндрических колес радиальную подачу в пределах каждого этапа ее реализации осуществляют с переменной, монотонно возрастающей скоростью, изменяющейся от нулевого значения до S1=0,124Smax в пределах первого этапа, от S1 до S2=0,594Smax в пределах второго этапа и от S2 до Smax в пределах третьего этапа. В течение трех этапов радиального врезания нагрузка на режущие кромки не превышает допустимого значения Smax, при котором радиальное врезание заканчивается.
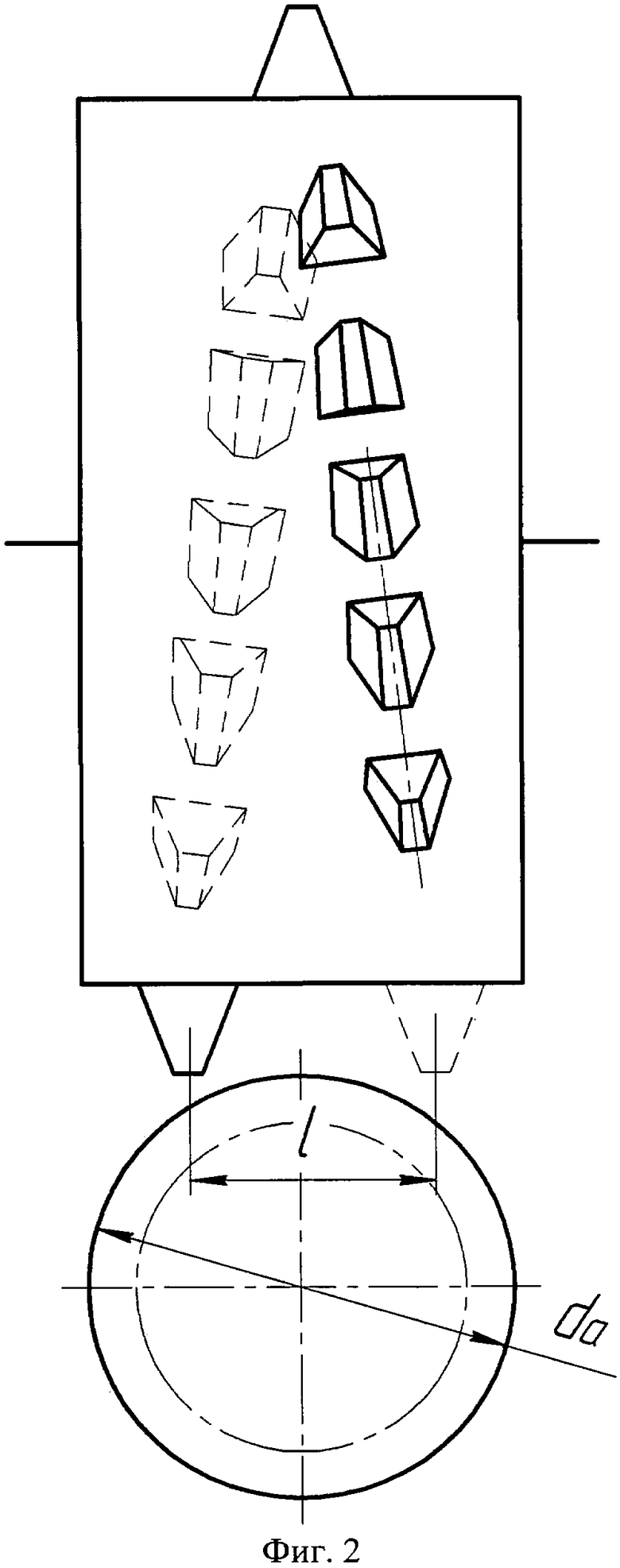
Сущность предложенного изобретения поясняется чертежом, где на фиг.1 показано взаимное расположение одновитковой резцовой головки и обрабатываемой заготовки при использовании, например, горизонтально-фрезерного станка; на фиг.2 - расположение заготовки относительно резцов инструмента; на фиг.3 - схема поэтапного радиального врезания заготовки.
Установка для реализации предлагаемого способа зубонарезания цилиндрических колес состоит из приспособления 1, установленного на столе станка и обеспечивающего вращательное движение заготовки 2, которое кинематически согласовано с вращением закрепленной на шпинделе станка одновитковой резцовой головки 3, и ее подачу врезания в радиальном направлении. Заготовка 2 установлена таким образом, что середина обрабатываемого зубчатого венца совпадает с осевой плоскостью одновитковой резцовой головки 3. Для осуществления поэтапной радиальной подачи врезания на полную высоту зуба установлен плоский копир 4.
Способ зубонарезания цилиндрических колес осуществляется следующим образом: после включения вращательных движений заготовки 2 и одновитковой резцовой головки 3 осуществляют поэтапную радиальную подачу заготовки на полную глубину зуба обрабатываемого колеса с помощью, например, плоского копира 4. Поэтапную радиальную подачу врезания осуществляют с переменной, монотонно возрастающей скоростью от нулевого до максимального значения.
Численное значение Smax может быть установлено только при конкретных значениях режимов резания, расчет которых осуществляется по конкретным данным процесса зубонарезания, например: при использовании одновитковой резцовой головки D=350 мм, оснащенной резцами из быстрорежущей стали Р6М5 при скорости резания V=35 м/мин, подаче n=31,5 об/мин для зубонарезания цилиндрических колес мотопроизводства m=2,5 мм, z=23 из стали 12 ХН3А с радиальным врезанием на модернизированном горизонтально-фрезерном станке 6М83Г. Величина Smax была определена расчетом при использовании известных зависимостей, приведенных в книге (Общемашиностроительные нормативы режимов резания: Справочник: в 2 т. Т.2. А.Д.Локтев [и др.]. M.: Машиностроение, 1991. 304 с.). В результате было определено значение Smax=368 мм/мин.
Экономическая целесообразность использования предлагаемого способа основана на возможности оптимизации силового режима зубонарезания с радиальным врезанием заготовки, при котором скорость радиальной подачи монотонно возрастает от нулевого значения до оптимального в пределах трех этапов в соответствии с результатами компьютерного 2D моделирования первоначальной стадии формообразования зубчатого венца в период радиального врезания.
Такая оптимизация позволит повысить эффективность процесса зубонарезания, в частности существенно увеличить период стойкости такого сложного зуборезного инструмента за счет стабилизации загруженности режущих кромок, в результате чего появляется возможность существенного сокращения количества переточек взаимозаменяемых резцов и, соответственно, средств и времени на их реализацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТА | 2010 |
|
RU2447974C2 |
| СПОСОБ НАРЕЗАНИЯ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2009 |
|
RU2406595C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2011 |
|
RU2471593C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| Одновитковая резцовая головка | 1982 |
|
SU1134316A2 |
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456135C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456136C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2010 |
|
RU2445195C1 |
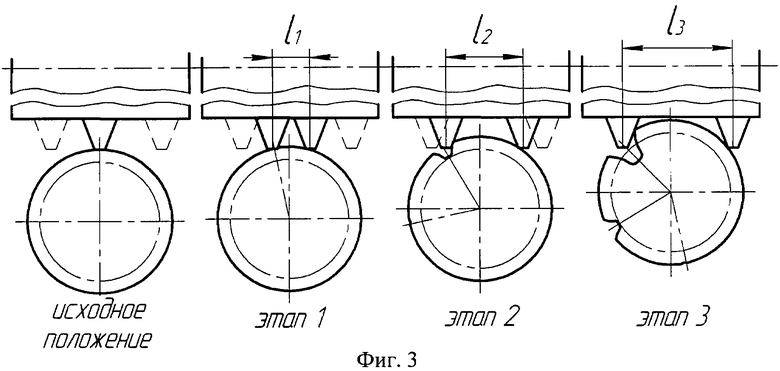
Способ, осуществляемый одновитковой резцовой головкой, включает поэтапную радиальную подачу врезания на полную высоту зуба. Для оптимального протекания процесса окончательного формообразования зубчатого венца нарезаемого колеса радиальную подачу в пределах каждого этапа осуществляют с переменной, монотонно возрастающей скоростью, которую изменяют от нулевого значения до S1=0,124 Smax в пределах первого этапа, от S1 до S2=0,594 Smax в пределах второго этапа и в пределах третьего этапа от S2 до Smax. 3 ил.
Способ зубонарезания цилиндрических колес одновитковой резцовой головкой, включающий поэтапную радиальную подачу врезания на полную высоту зуба, отличающийся тем, что радиальную подачу в пределах каждого этапа осуществляют с переменной, монотонно возрастающей скоростью, которую изменяют от нулевого значения до S1=0,124 Smax в пределах первого этапа, от S1 до S2=0,594 Smax в пределах второго этапа и в пределах третьего этапа от S2 до Smax, обеспечивающей оптимальное протекание процесса окончательного формообразования зубчатого венца нарезаемого колеса.
| КОГАНОВ И.А | |||
| и др | |||
| Прогрессивные методы изготовления цилиндрических зубчатых колес, 1981, с.14-17 | |||
| УСТРОЙСТВО для ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU261122A1 |
| Устройство для обработки зубчатых колес | 1980 |
|
SU927425A2 |
| US 3812760 A, 28.05.1974. | |||

