Область техники
Настоящее изобретение касается устройства и способа, использующих индукционный нагрев, в частности, для обработки (например, давлением) или формовки материалов, в частности композитных материалов с термопластической или термоотверждаемой матрицей.
Предшествующий уровень техники
Известные способы формовки деталей из пластического или композитного материала, использующие индукционный нагрев, имеют недостаток, состоящий в нагреве значительной части корпуса формы.
Краткое изложение существа изобретения
Задачей настоящего изобретения является ограничение индукционного нагрева только поверхностью, чтобы локализовать нагрев на границе раздела форма/материал, что позволяет снизить потребление энергии и, следовательно, повысить энергетическую отдачу устройства. Можно также повысить производительность за счет сокращения времени нагрева и охлаждения, так как индукционному нагреву подвергается только очень незначительная часть объема формы.
Задачей настоящего изобретения является также снижение стоимости инструментов.
Поставленная задача согласно настоящему изобретению решена путем создания устройства для обработки, например, давлением с использованием нагрева, в частности, для формовки материалов, в частности композитных материалов с термопластической или термоотверждаемой матрицей, содержащее:
два корпуса формы, выполненные подвижными относительно друг друга из электропроводящего материала, каждый из которых содержит формовочную зону, предназначенную для вхождения в контакт с обрабатываемым материалом, и
индукционные средства для генерирования магнитного поля с частотой F, охватывающие корпуса формы,
при этом стороны, по меньшей мере, одного корпуса формы, расположенные напротив индукционных средств, за исключением формовочной зоны, покрыты экранирующим слоем немагнитного материала, препятствующим проникновению магнитного поля в корпуса формы,
при этом корпуса формы электрически изолированы друг относительно друга во время фазы формовки, чтобы находящиеся друг против друга стороны двух корпусов формы ограничивали рабочий зазор, в котором циркулирует магнитное поле, наводящее токи на поверхности формовочной зоны каждого корпуса формы, локализуя, таким образом, нагрев на границе раздела формовочная зона/обрабатываемый материал.
Согласно варианту выполнения оба корпуса формы покрыты экранирующим слоем.
Согласно варианту выполнения корпуса формы содержат магнитный композитный материал, предпочтительно имеющий повышенные относительную магнитную проницаемость и удельное электрическое сопротивление, например никелевую, хромистую и/или титановую сталь.
Согласно варианту выполнения только один корпус формы покрыт экранирующим слоем, а другой корпус формы содержит немагнитный материал предпочтительно с низким удельным сопротивлением, например алюминий.
Согласно варианту выполнения корпус формы, покрытый экранирующим слоем, содержит магнитное соединение, предпочтительно имеющее повышенные относительную магнитную проницаемость и удельное электрическое сопротивление, например никелевую, хромистую и/или титановую сталь.
Согласно варианту выполнения экранирующий слой покрывает также часть, не образующую формовочную зону, по меньшей мере, одной из находящихся друг против друга сторон двух корпусов формы.
Согласно варианту выполнения экранирующий слой содержит металлический лист, закрепленный на магнитном корпусе формы, например, при помощи сварки или привинчивания.
Согласно варианту выполнения экранирующий слой содержит покрытие из материала, например, нанесенного электролитическим осаждением.
Согласно варианту выполнения толщина "e" экранирующего слоя, по меньшей мере, равна
е = 50·(ρ/F)1/2,
где ρ - удельное сопротивление магнитного материала, а F - частота магнитного поля.
Согласно варианту выполнения частота F, по меньшей мере, равна 25 кГц и предпочтительно не превышает 100 кГц.
Согласно варианту выполнения экранирующий слой содержит немагнитный материал с низким удельным электрическим сопротивлением, например медь или алюминий.
Согласно варианту выполнения на формовочную зону, по меньшей мере, одного корпуса формы наносят электроизолирующий слой для улучшения электрической изоляции этих корпусов, в частности, когда обрабатываемый материал является проводником.
Согласно варианту выполнения индукционные средства содержат две части, каждая из которых неподвижно соединена с одним из корпусов формы, для обеспечения открывания устройства, и которые выполнены с возможностью перемещения вместе с соответствующим корпусом формы.
Согласно варианту выполнения обе части индукционных средств соединены электрически при помощи, по меньшей мере, одного электрического контактора, позволяющего удерживать контакт во время относительного перемещения одного корпуса формы по отношению к другому корпусу во время фазы обработки.
Объектом настоящего изобретения является также способ изготовления деталей, в частности, серийного изготовления, в котором используют описанное выше устройство.
Краткое описание чертежей
Другие отличительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего описания, представленного в качестве неограничительного примера, со ссылками на прилагаемые чертежи, на которых:
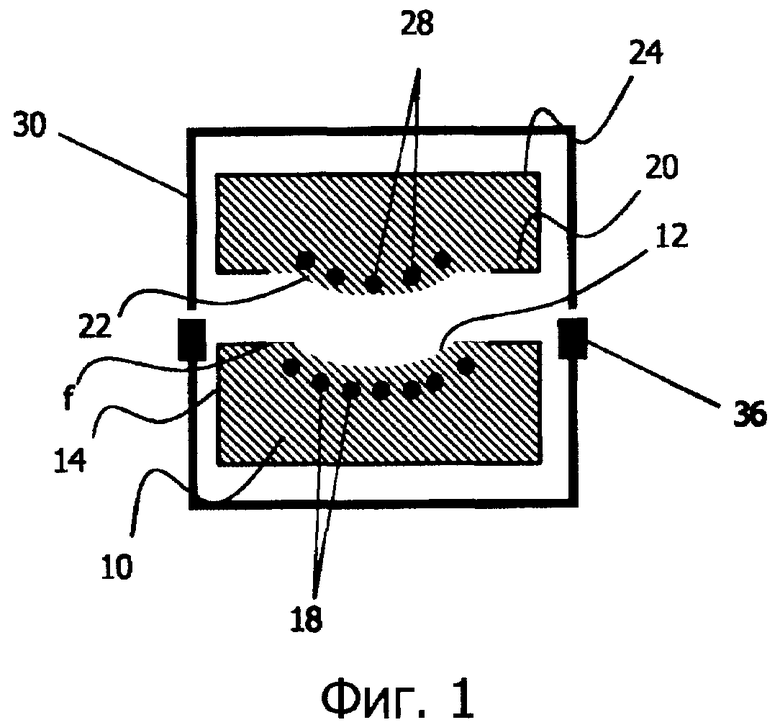
фиг.1 изображает устройство согласно изобретению;
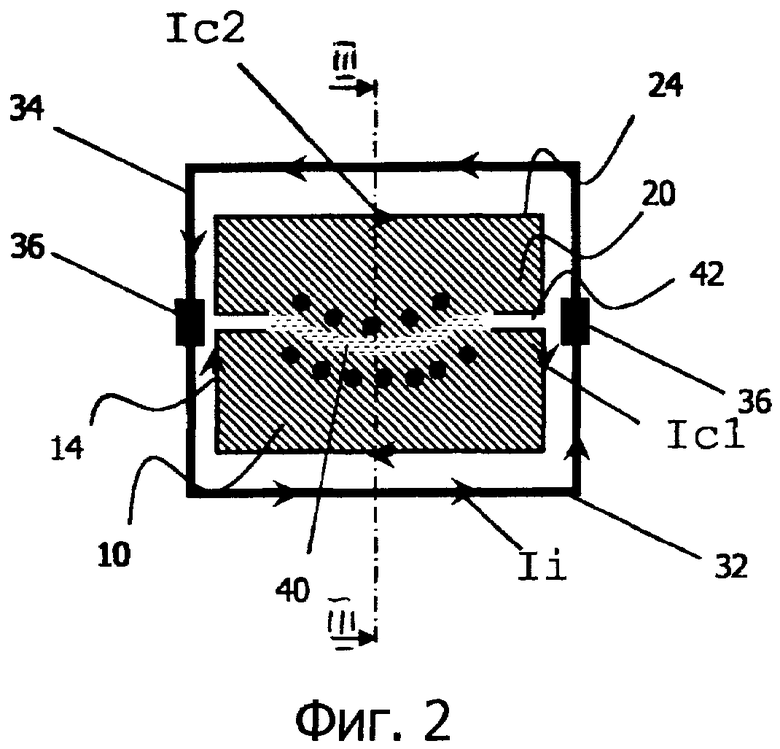
фиг.2 - устройство, показанное на фиг.1, во время обработки материала согласно изобретению;
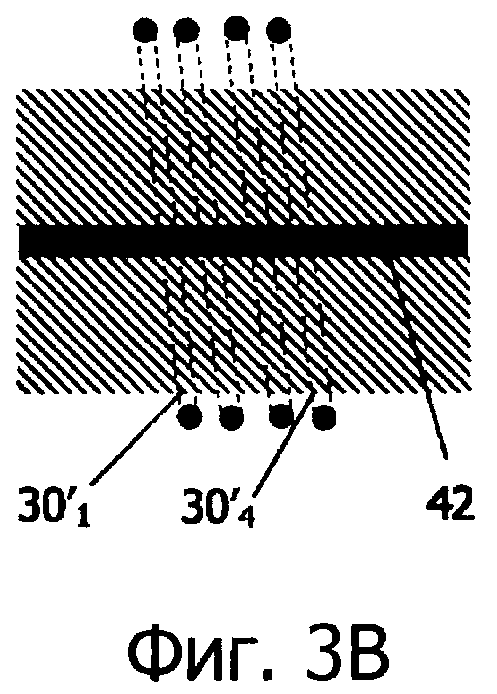
фиг.3а и 3b - два разных положения индукторов для устройства, показанного на фиг.1 (разрез по линии III-III на фиг.2), согласно изобретению;
фиг.4 - вариант выполнения устройства согласно изобретению;
фиг.5 - второй вариант выполнения устройства согласно изобретению.
Описание предпочтительных вариантов воплощения устройства
Формовочное устройство (фиг.1 и 2) содержит два корпуса 10, 20 формы, выполненные подвижными друг относительно друга. Корпуса 10, 20 формы выполнены из магнитного материала, одна часть которого образует формовочную зону 12, 22 соответственно для корпуса 10 формы и для корпуса 20 формы. Формовочные зоны 12, 22 расположены на двух находящихся друг против друга сторонах корпусов формы.
Вокруг корпусов формы расположена система индукторов 30, электрически соединенных с генератором тока. Каждый индуктор 30 содержит проводящий виток и содержит две разделяемые части 32, 34, каждая из которых неподвижно соединена с одним корпусом формы, соответственно 10, 20.
Часть наружной поверхности каждого корпуса 10, 20 формы, за исключением формовочных зон 12, 22, покрыта экранирующим слоем 14, 24. В данном примере экранирующий слой покрывает наружные стороны корпусов формы, находящиеся напротив индукторов 30, и часть расположенных друг против друга сторон двух корпусов формы. Вместе с тем, нет необходимости покрывать экранирующим слоем наружные стороны корпусов формы, которые не находятся друг против друга (то есть стороны, параллельные плоскости фиг.1), так как создаваемое магнитное поле оказывает на эти стороны лишь очень ограниченное влияние.
На фиг.1 показаны два корпуса формы, раздвинутые перед формовкой, а на фиг.2 показаны два корпуса формы во время операции формовки.
Во время обработки давлением материала 40 (фиг.2) его сжимают и выдерживают под давлением между формовочными зонами 12, 22 двух корпусов формы. При этом материал обеспечивает электрическую изоляцию между этими двумя корпусами 10, 20 формы. Благодаря электрической изоляции пространство, ограниченное находящимися друг против друга двумя корпусами формы, образует рабочий зазор 42, обеспечивающий циркуляцию магнитного поля в этом пространстве.
Когда через индукционные средства, содержащие проводящие витки 30, проходят переменные электрические токи Ii с частотой F, например, находящейся в пределах от 25 до 100 килогерц, индукторы генерируют магнитное поле, которое охватывает корпуса 10, 20 формы.
Генерируемое магнитное поле проходит через корпуса формы и циркулирует также в рабочем зазоре, то есть между корпусами формы.
Магнитное поле наводит токи, имеющие направление, противоположное направлению токов Ii, и наличие рабочего зазора позволяет генерировать наведенные токи Ic1 и Ic2, которые циркулируют на поверхности каждого из двух корпусов формы.
Экранирующий слой не позволяет магнитному полю доходить до корпусов формы, за исключением формовочных зон. Следовательно, наведенные токи Ic1 и Ic2 оказывают тепловое воздействие в основном на поверхность формовочной зоны, которая является основной зоной, нагреваемой под действием индукторов. Поскольку экранирующий слой является немагнитным, он очень слабо нагревается за счет индукции.
Чтобы устройство работало эффективно, необходимо, чтобы экранирующий слой имел толщину, превышающую значение глубины проникновения магнитного поля. Таким образом, магнитное поле не может достигать корпуса формы и нагревать этот корпус в других местах вне формовочной зоны.
Для определения необходимой толщины "e" экранирующего слоя используют следующую формулу: е = 50·(ρ/F.µr)1/2, где ρ - удельное сопротивление магнитного материала, µr - относительная магнитная проницаемость материала, а F - частота индукционных токов. Для немагнитного материала: µr=1, и формула принимает следующий вид: е = 50·(ρ/F)1/2. Чтобы магнитный экран был эффективным, толщина немагнитного материала должна быть больше глубины проникновения при указанных частотах, находящихся в пределах от 25 кГц до 100 кГц, при этом значения глубины проникновения меньше одного миллиметра.
Устройство в соответствии с настоящим изобретением будет тем эффективнее, чем больше магнитный поток концентрируется внутри рабочего зазора 42, что повышает действие магнитного поля на уровне формовочных зон и, следовательно, увеличивает индуктивную энергию, действующую на поверхность формовочных зон.
Таким образом, преимуществом устройства в соответствии с настоящим изобретением является обеспечение локального нагрева формовочной зоны непосредственно на границе раздела формовочная зона/материал, а не в толще корпуса формы, что позволяет существенно экономить энергию. Преимуществом такого устройства является его простота и низкая себестоимость.
Рабочий зазор позволяет также ограничить влияние геометрии и/или распределения индукторов на конечный нагрев, так как рабочий зазор 42 (фиг.3а и 3b) «сглаживает» энергию, создаваемую индукторами. Так, индукционные витки 30'1-30'4 (фиг.3b), равномерно распределенные по длине формы, производят практически такой же эффект, как и такое же число индукционных витков 301-304 (фиг.3а), распределенных на более короткой длине. Такое расположение позволяет произвольно выбирать распределение индукционных витков.
Крепление слоя немагнитного материала на корпусе формы можно осуществить разными способами, например путем крепления листа или нанесения материала, например, путем электролитического осаждения.
Немагнитный материал, используемый для выполнения экранирующего слоя, предпочтительно обладает низким удельным сопротивлением, чтобы ограничивать энергетические потери, таким материалом является, например, медь или алюминий.
Магнитный материал, используемый для корпуса формы, является магнитным соединением, которое может иметь температуру Кюри, а также удельное электрическое сопротивление, превышающие значения этих параметров для меди, например, таким как стальные сплавы на основе никеля, хрома и/или титана. Большое удельное электрическое сопротивление корпуса формы является преимуществом, так как обеспечивает более эффективный индукционный нагрев. Вместе с тем, следует отметить, что магнитная проницаемость материала, образующего корпус формы, тоже влияет на эффективность индукционного нагрева. Действительно, если вернуться к вышеупомянутой формуле, более высокая относительная магнитная проницаемость приводит к уменьшению глубины проникновения магнитного поля, следовательно, одно и то же количество энергии распределяется на более ограниченной зоне, и в результате происходит более сильный нагрев.
Если материал имеет определенную точку Кюри, то при температуре, близкой к этой точке Кюри, материал корпуса формы теряет свои магнитные свойства, и индукционный нагрев резко ослабевает, что позволяет регулировать температуру нагрева в области точки Кюри.
Устройство, показанное на фиг.1 и 2, оборудовано системой охлаждения, чтобы обеспечить выполнение или обработку давлением деталей при нагреве с повышенной скоростью, при этом охлаждение производят между двумя операциями обработки. Для этого в каждом корпусе формы предусматривают сеть каналов 18, 28, обеспечивающих циркуляцию охлаждающей жидкости вблизи формовочных поверхностей 12, 22. Осуществляемое таким образом охлаждение является очень эффективным, поскольку, с одной стороны, металлический корпус формы обладает хорошей теплопроводностью, и, с другой стороны, каналы можно располагать в непосредственной близости от формовочных зон 12, 22.
В случае формовки композитного материала после цикла нагрева и придания формы осуществляют охлаждение, что обеспечивает затвердение композитного материала в его конечной форме.
В отличие от известных систем устройство в соответствии с настоящим изобретением позволяет сосредоточить действие магнитного поля и тепловые влияния вблизи формовочных зон. Следовательно, поскольку нагрев происходит более локально, во время охлаждения рассеивается меньше энергии, а охлаждение проходит быстрее. Таким образом, сокращается время цикла работы устройства, и, следовательно, существенно увеличивается производительность.
На фиг.1 показана граница f между каждым корпусом 10, 20 формы и покрывающим его слоем немагнитного материала. Положение этой границы f по отношению к формовочной зоне 12, 22 влияет на качество нагрева и, следовательно, формовки. При использовании устройства в соответствии с настоящим изобретением можно легко изменять положение границы f путем добавления или выборки материала, что обеспечивает большую гибкость в разработке инструмента, т.к. появляется возможность скорректировать положение границы после испытаний, в частности испытательной формовки, в реальных условиях.
Поскольку индукторы состоят из двух отдельных частей 32, 34, неподвижно соединенных с формой, то разделение двух корпусов формы является несложным, что позволяет быстро извлечь деталь 40 после формовки и, следовательно, способствует ускорению процесса изготовления. Во время обработки материала давлением электрическая связь между двумя частями 32, 34 сети индукторов обеспечивается электрическими контакторами 36. Контактор позволяет осуществлять относительное перемещение двух частей 32, 34 сети индукторов, так как обработка материала обычно происходит под постоянным давлением, но она приводит к уменьшению толщины материала и, следовательно, к уменьшению расстояния между двумя корпусами 10, 20 формы.
Для обработки давлением электропроводящих композитных материалов применяется другой вариант выполнения устройства. При использовании проводящих материалов, например материалов на основе углеродных волокон, электрическую изоляцию между двумя корпусами формы не всегда можно обеспечить идеально, и могут происходить локальные короткие замыкания, создающие электрическую дугу, которая может повредить поверхность обрабатываемого материала и/или поверхность формовочных зон. Для улучшения электрической изоляции и предупреждения, таким образом, любой возможности короткого замыкания, по меньшей мере, на одну из двух формовочных зон 12, 22 наносят электроизоляционный слой. Такой слой содержит, например, материалы на основе тефлона, аморфного углерода, стекловолокон или керамики. Этот слой должен обладать жаропрочностью и соответствующей механической прочностью, имея при этом толщину порядка микрометра.
В устройстве предусмотрены механические средства (не показаны) для извлечения изготовленной детали.
Предложенный способ, в основном, содержит четыре фазы:
- укладка материала (или материалов) предназначенной для обработки детали на нижнем корпусе формы устройства,
- нагрев двух формовочных зон и создание давления материала между двумя формовочными зонами в течение заданного времени,
- охлаждение корпусов формы для охлаждения детали,
- подъем верхнего корпуса формы и извлечение/съем детали.
Указанный способ широко использует преимущества устройства в соответствии с настоящим изобретением, в частности, в плане производительности: локальный нагрев в формовочной зоне позволяет сократить время цикла.
Легкая корректировка нагреваемой зоны путем добавления или выборки участков экранирующего слоя обеспечивает значительную гибкость, т.к. можно легко изменять инструмент в зависимости от результатов, полученных во время первых испытаний.
Наконец, изготовление инструмента является экономичным, так как выполнение экранирующего слоя 14, 24 является несложным и недорогим.
В варианте, показанном на фиг.4, устройство в соответствии с настоящим изобретением позволяет выполнять более простой инструмент, в частности, в рамках обработки давлением очень тонких деталей, например деталей толщиной менее миллиметра. Такие значения толщины позволяют ограничивать нагрев только одной стороной детали. Используют устройство, в котором один из корпусов формы не покрыт экранирующим слоем, и этот корпус 70 содержит немагнитный материал. Таким образом, корпус 70 формы, не являющийся проницаемым для магнитного поля, все равно позволяет получить рабочий зазор, в котором циркулирует магнитное поле, создаваемое системой индукторов 74. Индукционный нагрев происходит в основном на уровне формовочной зоны корпуса 72 формы, покрытого экранирующим слоем. Такое устройство является менее дорогим в изготовлении, так как корпус 70 формы не содержит экранирующего слоя. В примере на фиг.4 корпус 70 формы не содержит контура охлаждения.
В другом варианте (фиг.5) предусмотрен только один корпус 50 формы, вокруг которого расположены индукционные витки 52. В этой конфигурации экранирующий слой, охватывающий корпус формы, позволяет локализовать нагрев в формовочной зоне 60 без наличия рабочего зазора. Отсутствие рабочего зазора делает такое устройство более чувствительным к геометрии сети индукторов, но нагрев остается локализованным в основном на поверхности формовочной зоны благодаря наличию экранирующего слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПЛАСТИЧЕСКОГО ИЛИ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПРИМЕНЕНИЕМ ЭТОЙ ФОРМЫ | 2011 |
|
RU2565703C2 |
| СПОСОБ И УСТРОЙСТВО ПОДОГРЕВА ПРЕСС-ФОРМЫ, В ЧАСТНОСТИ, ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2013 |
|
RU2630119C2 |
| НАГРЕВАТЕЛЬНЫЙ КОМПОНЕНТ В УСТРОЙСТВАХ, ГЕНЕРИРУЮЩИХ АЭРОЗОЛЬ | 2018 |
|
RU2771101C2 |
| СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, С МНОЖЕСТВОМ ТОКОПРИЕМНИКОВ | 2018 |
|
RU2772922C2 |
| Холодный тигель | 2016 |
|
RU2619458C1 |
| Устройство индукционного нагрева жидкостей проточного типа | 2021 |
|
RU2759438C1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА | 2008 |
|
RU2431946C2 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157795C1 |
| Способ нагрева ферромагнитного дисперсного материала и устройство для его осуществления | 1982 |
|
SU1130438A1 |
| Индукционная печь проходного типа для высокотемпературной обработки углеволокнистых материалов | 2021 |
|
RU2783923C1 |



Настоящее изобретение относится к устройству или способу, использующим индукционный нагрев, для обработки или формовки материалов, например композитных материалов с термопластической или термоотверждаемой матрицей. Техническим результатом заявленного изобретения является снижение потребления энергии и повышение энергетической отдачи устройства, а также повышение производительности за счет сокращения времени нагрева и охлаждения. Технический результат достигается в устройстве для обработки с использованием нагрева, которое содержит два корпуса формы, выполненные подвижными друг относительно друга из электропроводящего материала, каждый из которых содержит формовочную зону, предназначенную для вхождения в контакт с обрабатываемым материалом. Также имеются индукционные средства для генерирования магнитного поля, охватывающие корпуса формы. При этом стороны одного из двух корпусов формы, расположенные напротив индукционных средств, за исключением формовочных зон, покрыты экранирующим слоем немагнитного материала, препятствующего проникновению магнитного поля в корпуса формы. Корпуса формы электрически изолированы друг относительно друга во время фазы формовки, чтобы находящиеся друг против друга стороны двух корпусов формы ограничивали рабочий зазор, в котором циркулирует магнитное поле, наводящее токи на поверхности формовочной зоны каждого корпуса формы, локализуя нагрев на границе раздела формовочная зона/обрабатываемый материал. 2 н. и 13 з.п. ф-лы, 6 ил.
1. Устройство для обработки материалов с использованием нагрева, содержащее:
два корпуса (10, 20) формы, выполненные подвижными относительно друг друга из электропроводящего материала, каждый из которых содержит формовочную зону (12, 22), предназначенную для вхождения в контакт с обрабатываемым материалом, и
индукционные средства (30) для генерирования магнитного поля с частотой F, охватывающие корпусы формы, при этом стороны, по меньшей мере, одного из двух корпусов (10, 20) формы, расположенные напротив индукционных средств, за исключением формовочных зон (12, 22), покрыты экранирующим слоем (14, 24) немагнитного материала, препятствующего проникновению магнитного поля в корпусы (10, 20) формы,
при этом корпусы формы электрически изолированы относительно друг друга во время фазы формовки, чтобы находящиеся напротив друг друга стороны двух корпусов формы ограничивали рабочий зазор (42), в котором циркулирует магнитное поле, наводящее токи на поверхности формовочной зоны (12, 22) каждого корпуса (10, 20) формы, локализуя нагрев на границе раздела формовочная зона/обрабатываемый материал.
2. Устройство по п.1, отличающееся тем, что оба корпуса (10, 20) формы покрыты экранирующим слоем (14, 24).
3. Устройство по п.2, отличающееся тем, что корпусы (10, 20) формы содержат магнитный композитный материал, имеющий повышенные относительную магнитную проницаемость и удельное электрическое сопротивление и представляющий собой никелевую, хромистую и/или титановую сталь.
4. Устройство по п.1, отличающееся тем, что только один корпус (72) формы покрыт экранирующим слоем, а другой корпус (70) формы содержит немагнитный материал с низким удельным сопротивлением, представляющий собой алюминий.
5. Устройство по п.4, отличающееся тем, что корпус (72) формы, покрытый экранирующим слоем, содержит магнитный композитный материал, предпочтительно имеющий повышенные относительную магнитную проницаемость и удельное электрическое сопротивление и представляющий собой никелевую, хромистую и/или титановую сталь.
6. Устройство по любому из пп.1-5, отличающееся тем, что экранирующий слой (14, 24) покрывает часть, не образующую формовочную зону, по меньшей мере, одной из находящихся напротив друг друга сторон двух корпусов формы.
7. Устройство по п.1, отличающееся тем, что экранирующий слой (14, 24) содержит металлический лист, закрепленный на магнитном корпусе формы посредством сварки или привинчиванием.
8. Устройство по п.1, отличающееся тем, что экранирующий слой (14, 24) содержит покрытие из материала, нанесенного электролитическим осаждением.
9. Устройство по п.1, отличающееся тем, что толщина "е" экранирующего слоя (14, 24), по меньшей мере, равна
e=50·(ρ/F)1/2,
где ρ - удельное сопротивление магнитного материала, F - частота магнитного поля.
10. Устройство по п.1, отличающееся тем, что частота F, по меньшей мере, равна 25 кГц и не превышает 100 кГц.
11. Устройство по п.1, отличающееся тем, что экранирующий слой (14, 24) содержит немагнитный материал с низким удельным электрическим сопротивлением, представляющий собой медь или алюминий.
12. Устройство по п.1, отличающееся тем, что на формовочную зону, по меньшей мере, одного корпуса формы наносят электроизолирующий слой для улучшения электрической изоляции между корпусами формы.
13. Устройство по п.1, отличающееся тем, что индукционные средства (30) содержат две части (32, 34), каждая из которых неподвижно соединена с одним из корпусов формы, и которые выполнены с возможностью перемещения вместе с соответствующим корпусом формы.
14. Устройство по п.13, отличающееся тем, что обе части (32, 34) индукционных средств соединены электрически посредством, по меньшей мере, одного электрического контактора (36), позволяющего удерживать контакт во время перемещения одного корпуса (10, 20) формы по отношению к другому корпусу во время фазы обработки.
15. Способ изготовления деталей, в котором используют устройство по любому из предыдущих пунктов, заключающийся в том, что
укладывают материал или материалы (40) предназначенной для обработки детали на нижнем корпусе (10) формы устройства,
осуществляют нагрев двух формовочных зон (12, 22) и создают давление в материале (40) между двумя формовочными зонами в течение заданного времени.
| JP 57193340 A, 27.11.1982 | |||
| US 2005035115 A1, 17.02.2005 | |||
| DE 19802855 A1, 09.07.1998 | |||
| Способ электролитического осаждения железного покрытия | 2023 |
|
RU2816237C1 |
| US 4439492 A, 27.03.1984 | |||
| Устройство для изготовления удлиненного изделия из материала на волокнистой основе | 1990 |
|
SU1836213A3 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU433032A1 |

