Изобретение относится к области электротехники и может быть использовано при изготовлении магнитопроводов распределительных трансформаторов из ленты аморфных, нанокристаллических металлов и сплавов.
В качестве аналога выбран способ изготовления магнитопровода из аморфных металлических лент путем обворачивания вокруг каркаса (US Patent №5093981, H01F 41/02, 10.03.1992 г.). Данный способ включает в себя получение из лент пакетов, получение из пакетов блоков, оборачивание блоков вокруг каркаса, снятие с каркаса собранного магнитопровода, формирование магнитопровода с помощью хомутов и разжимных устройств.
Недостатками такого способа являются образование радиальной неровности в зоне стыка пакетов из-за укладки первого и последнего пакетов каждого блока внахлест, кроме того, формирование магнитопровода происходит последовательно на каркасе с использованием хомутов, что приводит к неплотной укладке пакетов и снижает магнитные свойства магнитопровода, увеличивает уровень шума трансформатора с таким магнитопроводом.
Известен способ изготовления магнитопровода, содержащего пакеты аморфных стальных лент, обернутых на каркасе (US Patent №5398403, H01F 41/02, 21.03.1995 г.), выбранный в качестве прототипа, включающий себя получение из лент пакетов, из пакетов получение блоков, формирование магнитопровода из блоков.
Недостатками такого способа являются увеличение зазора в зоне стыка пакетов из-за последовательной укладки каждого блока путем прижатия к каркасу таким образом, что первоначально прижимают левую часть блока, затем последовательно среднюю и правую части блока и обворачивают вокруг каркаса; образование неровности в зоне стыка пакетов из-за укладки первого и последнего пакетов в нахлест, что искажает форму собранного магнитопровода; формирование магнитопровода происходит на каркасе круглой формы, что приводит к дополнительным операциям при изготовлении магнитопровода прямоугольной формы, к увеличению трудоемкости изготовления магнитопровода и снижению технических характеристик трансформатора с таким магнитопроводом.
Техническим результатом от применения данного изобретения является снижение трудоемкости изготовления магнитопроводов распределительных трансформаторов, снижение уровня шума трансформатора, улучшение электромагнитных характеристик трансформатора с предлагаемыми магнитопроводами и, как следствие, увеличение экономии электроэнергии.
Технический результат достигается тем, что в способе изготовления ленточного магнитопровода распределительного трансформатора, включающем получение пакетов из аморфных лент, формирование замкнутого контура магнитопровода из пакетов со стыками концов, термическую обработку магнитопровода; стыки пакетов блоков магнитопровода укладывают в одной плоскости; укладку блока на оправку осуществляют вдавливанием блока оправкой внутрь рабочей полости установки для сборки магнитопровода, концы блока фиксируют по наружной поверхности в зоне стыка внешнего пакета блока; укладку каждого последующего блока осуществляют повторением операций на предыдущем блоке, при этом предыдущий блок прижимают к оправке, фиксируя концы следующего блока по наружной поверхности до получения магнитопровода заданного сечения.
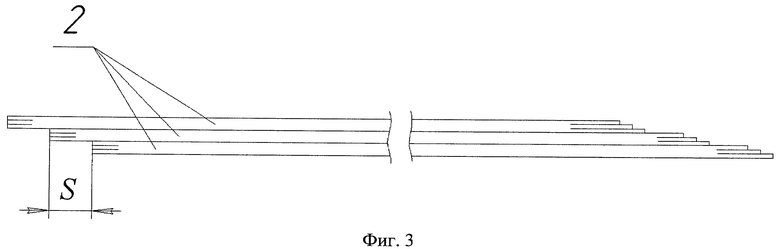
Пакеты из многослойных отрезков аморфной ленты разной длины выравнивают по левому торцу в вертикальной плоскости и укладывают с продольным смещением S относительно друг друга в блоки, при величине смещения пакетов в блоке
S=π(Rn+1-Rn)+δ+c,
где Rn+1 - внутренний радиус скругления последующего многослойного пакета в блоке,
Rn - внутренний радиус скругления предыдущего многослойного пакета в блоке,
δ - величина зазора между концами каждого многослойного отрезка аморфных лент пакета сформированного блока магнитопровода, δ=1…4 мм в зависимости от геометрических размеров магнитопровода и мощности трансформатора,
c - расстояние между концами уложенных пакетов собранного блока магнитопровода, c=15…25 мм в зависимости от геометрических размеров магнитопровода и мощности трансформатора.
Способ изготовления ленточного магнитопровода предусматривает, что сформированный на оправке магнитопровод термообрабатывают. Режим термообработки выбирается в зависимости от химического состава аморфной ленты и требуемой ее конечной структуры.
Графические материалы способа изготовления ленточного магнитопровода распределительного трансформатора изображены на фигурах, где:
Фиг.1 - изображен порядок расположения стыков пакетов блоков.
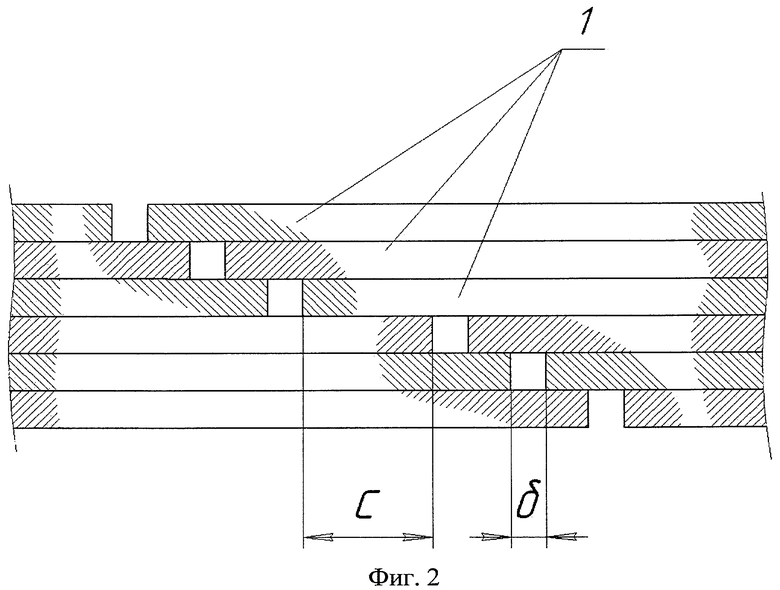
Фиг.2 - показаны стыки пакетов.
Фиг.3 - проиллюстрирован блок из 3 пакетов.
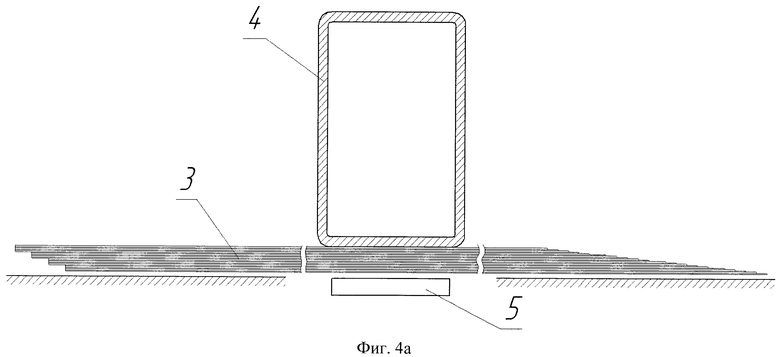
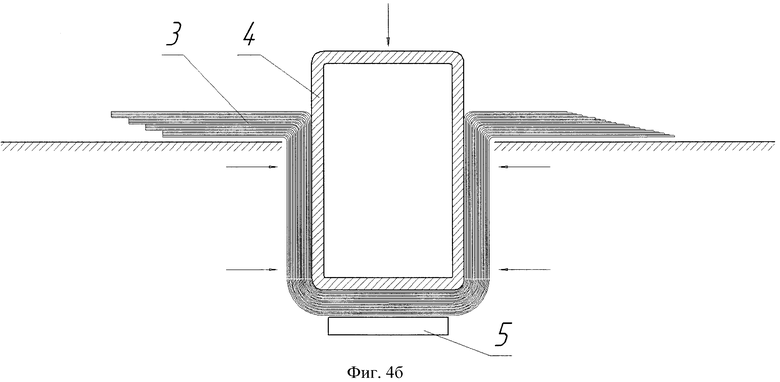
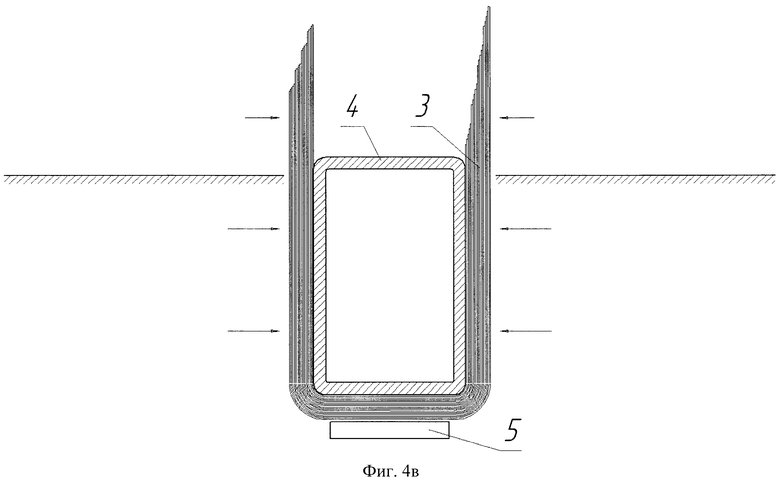
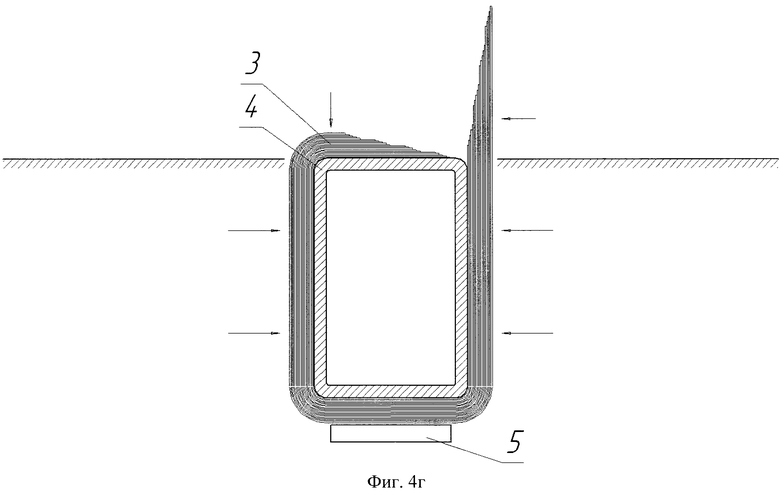
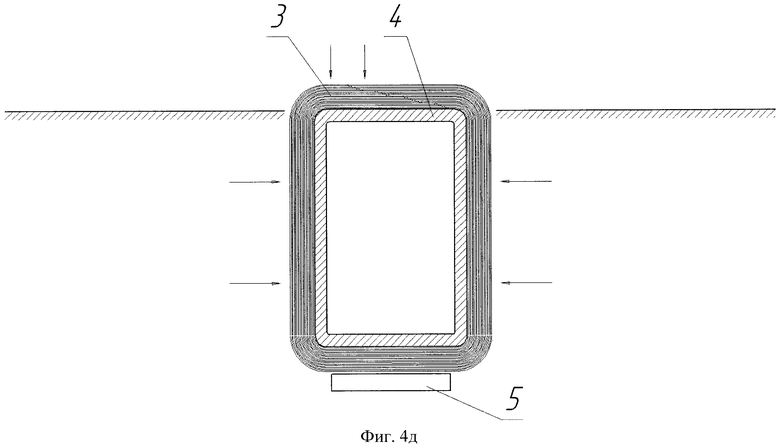
Фиг.4а-4д - показана укладка блока на оправку при формировании магнитопровода.
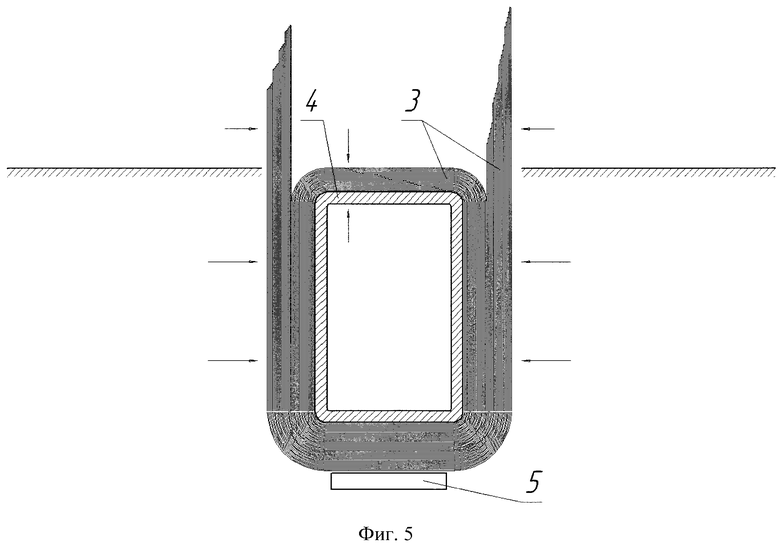
Фиг.5 - изображен процесс укладки второго блока на оправку при формировании магнитопровода.
Изготовление магнитопровода трансформатора производят следующим образом.
Многослойные отрезки аморфных лент 1, состоящие из параллельных слоев отдельных аморфных металлических лент разной длины, укладывают в пакеты 2 таким образом, чтобы левый торец каждого пакета был выровнен по высоте в вертикальной плоскости. Готовые пакеты 2 смещают на необходимую величину относительно друг друга и укладывают в блок 3. Блок 3 прижимают к оправке 4 платформой 5 в центральной части и перемещают с помощью оправки вертикально вниз в рабочую полость установки для сборки магнитопровода, где укладывают и прижимают левую и правую части блока к вертикальным участкам оправки. Останавливают перемещение оправки и начинают укладку блока на верхнем горизонтальном участке оправки, при этом сначала укладывают левую часть блока, а правую часть блока в это время удерживают в вертикальном положении. После укладки левой части блока 3 начинают последовательную укладку пакетов правой части блока и фиксируют блок в зоне стыка внешнего пакета, прижимают блок к оправке. После укладки первого блока 3 на оправку 4 левые торцы отрезков всех пакетов блока образуют с правыми торцами тех же пакетов стыки в одной плоскости. После укладки первого блока укладывают второй блок, при этом первый блок прижимают к оправке с помощью второго блока и фиксируют внешний пакет второго блока. Операции по укладке последующего блока на предыдущем блоке повторяют до получения заданного сечения магнитопровода трансформатора.
Сущность изобретения состоит в том, что согласно предложенному способу изготавливают магнитопровод из многослойных отрезков разной длины путем изготовления пакетов с выровненными торцами по левому краю, получения из данных пакетов блоков, а затем формирования магнитопровода вдавливанием упомянутых блоков оправкой в рабочую полость установки для сборки магнитопровода. При этом согласно изобретению для формирования магнитопровода на оправке с отсутствием радиальной неровности в зоне стыков пакетов все концы многослойных отрезков пакетов укладывают в одной плоскости с зазором.
Вышеизложенный способ позволяет изготавливать магнитопроводы из аморфной ленты для типовых трансформаторов мощностью от 10 до 1600 кВА.
Таким образом, предложенный способ изготовления ленточного магнитопровода распределительного трансформатора приводит к:
- снижению трудоемкости изготовления магнитопровода;
- улучшению электромагнитных характеристик трансформатора с предлагаемыми магнитопроводами;
- снижению уровня шума трансформаторов с магнитопроводами, собранными предложенным способом;
- увеличению экономии электроэнергии,
за счет:
- размещения стыков витков трансформатора,
- размещения блоков пакетов по верхней части распределительного трансформатора,
- набора пакетов определенной длины по каждому из витков,
- формирования магнитопровода оправкой с размерами, равными внутренним размерам магнитопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ СБОРКИ ЛЕНТОЧНОГО МАГНИТОПРОВОДА РАСПРЕДЕЛИТЕЛЬНОГО ТРАНСФОРМАТОРА | 2010 |
|
RU2414016C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАМКНУТОГО КОНТУРА ЛЕНТОЧНОГО МАГНИТОПРОВОДА РАСПРЕДЕЛИТЕЛЬНОГО ТРАНСФОРМАТОРА ИЗ БЛОКОВ ПАКЕТОВ МНОГОСЛОЙНЫХ АМОРФНЫХ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2012 |
|
RU2515494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2011 |
|
RU2496212C2 |
| Способ изготовления трехфазного силового трансформатора | 2022 |
|
RU2789184C1 |
| ЖЕСТКИЙ ЛЕНТОЧНЫЙ МАГНИТОПРОВОД ДЛЯ ТРАНСФОРМАТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2516438C2 |
| ТРЕХФАЗНЫЙ МАГНИТНЫЙ СЕРДЕЧНИК ДЛЯ МАГНИТОИНДУКЦИОННОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2635098C1 |
| Способ изготовления трехфазного трансформатора | 2016 |
|
RU2633960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| Броневой магнитопровод | 1991 |
|
SU1835091A3 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
Изобретение относится к электротехнике и может быть использовано при изготовлении магнитопроводов распределительных трансформаторов из ленты аморфных, нанокристаллических металлов и сплавов. В способе изготовления ленточного магнитопровода распределительного трансформатора формирование замкнутого контура блока пакетов осуществляют вдавливанием блока оправкой, наружные геометрические размеры которой равны внутренним геометрическим размерам готового магнитопровода, внутрь рабочей полости установки для сборки магнитопровода. Блок пакетов плотно прижимают к оправке по всей поверхности оправки. Концы блока фиксируют по наружной поверхности в зоне стыка внешнего пакета блока. Укладку каждого последующего блока осуществляют повторением операций на сформированном блоке до получения магнитопровода заданного сечения. 6 з.п. ф-лы, 5 ил.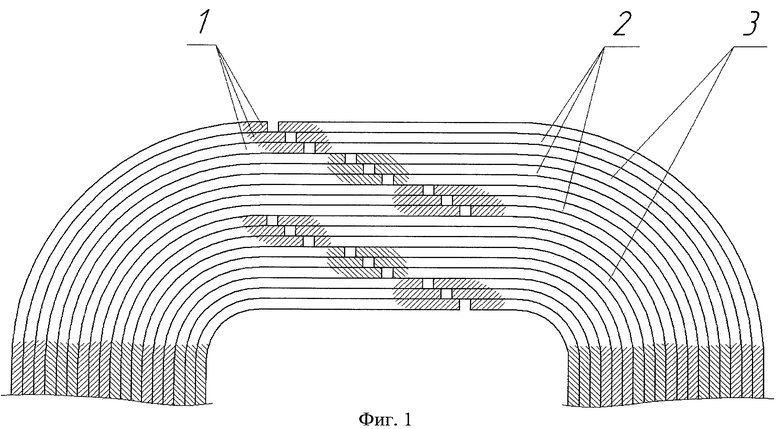
1. Способ изготовления ленточного магнитопровода распределительного трансформатора, включающий получение пакетов из многослойных отрезков аморфных лент, укладку пакетов с продольным смещением относительно друг друга в блок, формирование замкнутого контура магнитопровода из блоков со стыками концов, термическую обработку магнитопровода, отличающийся тем, что формирование замкнутого контура блока пакетов осуществляют вдавливанием блока оправкой внутрь рабочей полости установки для сборки магнитопровода, при этом блок пакетов плотно прижимают к оправке по всей поверхности оправки, а концы блока фиксируют по наружной поверхности в зоне стыка внешнего пакета блока, при этом укладку каждого последующего блока осуществляют повторением операций на сформированном блоке до получения магнитопровода заданного сечения.
2. Способ изготовления ленточного магнитопровода распределительного трансформатора по п.1, отличающийся тем, что многослойные отрезки разной длины укладывают вместе таким образом, чтобы с одной стороны их концы были выровнены в вертикальной плоскости для формирования пакета с ровным торцем по одному краю, но со смещенными концами многослойных отрезков аморфных лент у другого края каждого пакета, при этом длину каждого отрезка рассчитывают с учетом величины требуемого зазора между концами отрезков собранного блока и увеличения периметра магнитопровода в процессе сборки.
3. Способ изготовления ленточного магнитопровода распределительного трансформатора по п.1, отличающийся тем, что при формировании магнитопровода все концы многослойных отрезков пакетов укладывают в одной плоскости с зазором, а стыки многослойных отрезков аморфных лент каждого пакета формируют следующим образом: правый конец последующего многослойного отрезка укладывают на левый конец предыдущего многослойного отрезка.
4. Способ изготовления ленточного магнитопровода распределительного трансформатора по п.2, отличающийся тем, что при формировании магнитопровода все концы многослойных отрезков пакетов укладывают в одной плоскости с зазором, а стыки многослойных отрезков аморфных лент каждого пакета формируют следующим образом: правый конец последующего многослойного отрезка укладывают на левый конец предыдущего многослойного отрезка.
5. Способ изготовления ленточного магнитопровода распределительного трансформатора по п.1, отличающийся тем, что формирование магнитопровода осуществляют на оправке, наружные геометрические размеры которой равны внутренним геометрическим размерам готового магнитопровода.
6. Способ изготовления ленточного магнитопровода распределительного трансформатора по п.2, отличающийся тем, что формирование магнитопровода осуществляют на оправке, наружные геометрические размеры которой равны внутренним геометрическим размерам готового магнитопровода.
7. Способ изготовления ленточного магнитопровода распределительного трансформатора по любому из пп.3 и 4, отличающийся тем, что формирование магнитопровода осуществляют на оправке, наружные геометрические размеры которой равны внутренним геометрическим размерам готового магнитопровода.
| US 5398403 A, 21.03.1995 | |||
| Способ изготовления прямоугольных ленточных магнитопроводов | 1978 |
|
SU752522A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2345433C1 |
| US 5063654 A, 12.11.1991 | |||
| US 6374480 A, 23.04.2002. | |||

