Изобретение относится к области электрометаллургии, в частности к специальным процессам электроплавки.
Известен способ электрошлакового переплава, в котором переплаву подвергают одновременно несколько расходуемых электродов, расположенных вокруг охлаждаемого дорна [Электрошлаковый переплав / Клюев М.М., Волков С.Е. - М.: Издательство «Металлургия», 1984, 208 с., С.21].
Недостатком этого способа является то, что одновременное использование нескольких электродов снижает коэффициент заполнения кристаллизатора, что существенно снижает тепловую эффективность процесса, т.е. увеличивает потери тепла.
В качестве ближайшего аналога выбран способ получения полой заготовки методом электрошлаковой прошивки.
Способ представляет собой электрошлаковый переплав в водоохлаждаемый кристаллизатор расходуемого электрода с одновременной подачей прошивающего дорна через отверстие в поддоне [Электрошлаковый переплав / Клюев М.М., Волков С.Е. - М.: Издательство «Металлургия», 1984, 208 с., С.22].
Недостатком данного способа является то, что доставка капель электродного металла в шлаковую, а затем и жидкометаллическую ванны производится по оси слитка, а следовательно, и дорна, при этом по условиям процесса поверхность дорна выступает над поверхностью шлаковой ванны, т.е. в процессе переплава дорн подвергается непрерывному истирающему и тепловому воздействию падающих капель жидкого металла. Это приводит к раннему выходу дорна из строя, засорению и загрязнению металла и шлака частицами материала дорна.
Задачей изобретения является повышение качества получаемых слитков за счет исключения попадания в металл неметаллических частиц и уменьшение износа прошивающего дорна.
Указанная задача решается тем, что в способе получения полого слитка электрошлаковым переплавом, включающем вертикальную наплавку в водохлаждаемый кристаллизатор расходуемого электрода с одновременной подачей прошивающего дорна через отверстие в поддоне, согласно изобретению расходуемый электрод на протяжении всего процесса переплава вращают вокруг своей оси со скоростью, обеспечивающей доставку капель электродного металла по радиальной траектории на периферию шлаковой и жидкометаллической ванн за пределы подэлектродной зоны и определяемой из соотношения:
где D1 - минимальный диаметр кристаллизатора для данного диаметра используемого электрода, мм;
D2 - диаметр кристаллизатора, мм;
g - ускорение силы тяжести, м/с2;
σмe-ш - межфазное натяжение на границе раздела металл-шлак, Дж/м2;
Δρ - разность плотностей металла и шлака, кг/м3;
r - радиус электрода, м.
Технический результат изобретения заключается в обеспечении доставки капель электродного металла в процессе получения полого слитка методом электрошлакового переплава на периферию жидкометаллической ванны и исключение их попадания на прошивающий дорн за счет вращения расходуемого электрода на протяжении процесса переплава.
При вращении расходуемого электрода на пленку жидкого металла на его торце помимо гравитационных сил будет действовать центробежная сила, которая обуславливает формирование капель жидкого металла ближе к боковой поверхности электрода и более эффективный (принудительный) съем жидкого металла [И.В.Чуманов, В.И.Чуманов. Технология электрошлакового переплава с вращением расходуемого электрода // Металлург. 2001. №3. С.40-41]. Возникающие при вращении электрода центробежные силы обеспечивают радиальное течение жидкого металла на оплавляемой поверхности расходуемого электрода. При достижении скорости вращения расходуемого электрода n, определенной по приведенной выше формуле, съем капель жидкого металла с его торца будет происходить под действием центробежных сил, в результате чего при отрыве от электрода капли металла движутся не по линейной, а по радиальной траектории и доставляются в шлаковую, а затем и жидкометаллическую ванны не в подэлектродной зоне, а ближе к стенкам кристаллизатора, т.е. исключается попадание капель металла на поверхность дорна. По приведенной формуле рассчитывается необходимая скорость вращения электрода для случая переплава электрода известного диаметра с минимальным для данного электрода диаметром кристаллизатора. При увеличении диаметра кристаллизатора (с сохранением диаметра электрода) следует увеличить скорость вращения электрода с целью обеспечения доставки капель жидкого металла ближе к стенкам кристаллизатора, так как в этом случае стенки кристаллизатора удаляются от боковой поверхности электрода, а увеличение скорости вращения позволит компенсировать это удаление, поскольку при увеличении скорости вращения место доставки капель в жидкометаллическую ванну также удаляется от боковой поверхности электрода.
Заявителем установлено, что вращение расходуемого электрода вокруг своей оси в процессе получения полой заготовки электрошлаковым переплавом с определенной скоростью (согласно вышеописанному способу) позволяет обеспечить доставку капель электродного металла на периферию жидкометаллической ванны и избежать тем самым попадания их на прошивающий дорн.
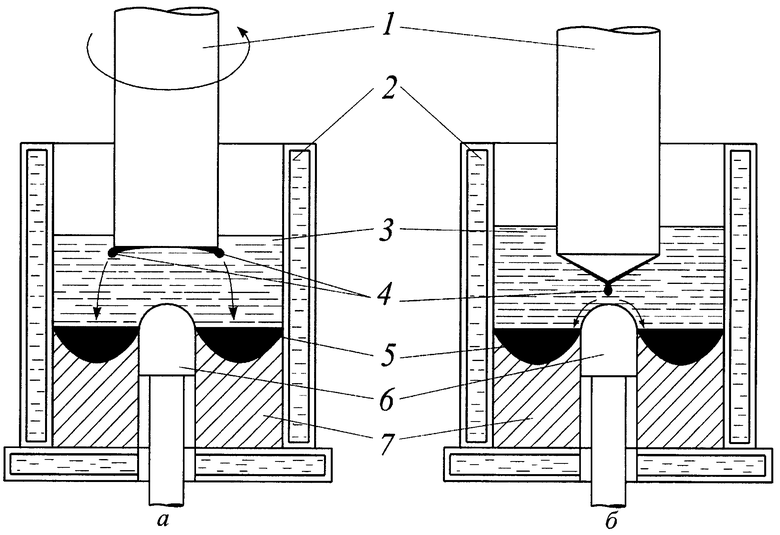
Сущность заявленного способа иллюстрируется схемой на чертеже, на которой стрелками изображено движение капель жидкого металла в шлаковой ванне в случае переплава по предлагаемой технологии (а) и по технологии прототипа (б). На схеме обозначены: 1 - расходуемый электрод; 2 - водоохлаждаемый кристаллизатор; 3 - шлаковая ванна; 4 - капли жидкого металла на оплавляемом торце электрода; 5 - жидкометаллическая ванна; 6 - прошивающий дорн; 7 - получаемый полый слиток.
Заявляемый способ получения полого слитка рассмотрен на примере конкретного осуществления. Изучение возможности выплавки полых слитков по предлагаемому способу проводилось на электрошлаковой установке А-550, оснащенной механизмами вращения электрода и перемещения прошивающего дорна. По предложенной технологии проведено ряд плавок, в которых переплаву подвергали расходуемый электрод диаметром 40 мм и длиной 500 мм, изготовленный из стали марки 30X13. Переплав вели в водоохлаждаемый кристаллизатор диаметром 90 мм, в качестве прошивающего дорна использовали керамический стержень диаметром 30 мм. Процесс вели под флюсом АНФ-6, электрические параметры плавки: I=1,1 кА, U=45 В.
Скорость вращения электрода, обеспечивающую движение капель металла в шлаковой ванне по радиальной траектории, определили по приведенной формуле. Для электрода из данной марки стали и данного диаметра она составила 110 об/мин, с указанной скоростью электрод вращали на протяжении всей плавки. Плавку проводили на жидком старте, без вывода усадочной раковины.
Для обеспечения возможности оценки пригодности процесса для решения поставленной задачи одна плавка была проведена по технологии прототипа, т.е. без вращения расходуемого электрода.
После выплавки из донной, средней и головной частей слитков были вырезаны образцы для контроля металла на предмет содержания в нем неметаллических включений. Полученные по предлагаемой технологии слитки по загрязненности неметаллическими включениями существенно превосходят слитки, полученные по технологии прототипа. В металле, полученном по технологии прототипа, имеют место ярко выраженные отдельные крупные грубые включения, которых не наблюдается в металле, полученном по предлагаемой технологии.
В случае переплава без вращения электрода имел место видимый невооруженным глазом износ дорна, что и явилось причиной загрязнения металла экзогенными неметаллическими включениями, представляющими собой частицы материала дорна. При переплаве по предлагаемой технологии износ дорна не наблюдался. По факту отсутствия износа дорна и его загрязнения каплями металла однозначно можно сделать вывод о том, что в процессе переплава не имело места попадание капель электродного металла на его поверхность, т.е. доставка капель осуществлялась не в подэлектродной зоне, а на периферию шлаковой и жидкометаллической ванн. По этой же схеме и с абсолютно идентичными результатами были проведены экспериментальные плавки, в которых переплав аналогичного электрода диаметром 40 мм производили в кристаллизатор диаметром 120 мм, при этом скорость вращения согласно формуле увеличили до 140 об/мин.
Промышленная применимость: получение полой заготовки, предназначенной для изготовления деталей ответственного назначения, например трубопроводов атомных и теплоэлектростанций, элементов реактивных двигателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полой заготовки методом электрошлакового переплава на твердом старте | 2017 |
|
RU2660495C1 |
| Способ получения полой заготовки методом электрошлакового переплава с использованием порошка висмута | 2017 |
|
RU2656915C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ПЕРЕМЕННОГО СЕЧЕНИЯ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 1992 |
|
RU2048553C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 2006 |
|
RU2328538C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА (ВАРИАНТЫ) | 2006 |
|
RU2332471C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 1999 |
|
RU2163269C1 |
| СПОСОБ УПРАВЛЕНИЯ РЕЖИМОМ РАБОТЫ УСТАНОВКИ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2337979C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2003 |
|
RU2241050C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2414989C1 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА | 2013 |
|
RU2533579C1 |
Изобретение относится к области специальной электрометаллургии, в частности к процессам получения полого слитка путем электрошлакового переплава расходуемого электрода с подачей прошивающего дорна через отверстие в поддоне. В способе осуществляют вертикальную наплавку в водоохлаждаемый кристаллизатор расходуемого электрода с одновременной подачей прошивающего дорна через отверстие в поддоне. Расходуемый электрод на протяжении всего процесса переплава вращают вокруг своей оси со скоростью, обеспечивающей доставку капель электродного металла по радиальной траектории на периферию шлаковой и жидкометаллической ванн за пределы подэлектродной зоны. Изобретение позволяет повысить качество получаемых полых слитков за счет исключения попадания в металл неметаллических частиц и исключения износа прошивающего дорна. 1 ил.
Способ получения полого слитка электрошлаковым переплавом, включающий вертикальную наплавку в водоохлаждаемый кристаллизатор расходуемого электрода с одновременной подачей прошивающего дорна через отверстие в поддоне, отличающийся тем, что расходуемый электрод на протяжении всего процесса переплава вращают вокруг своей оси со скоростью, обеспечивающей доставку капель электродного металла по радиальной траектории на периферию шлаковой и жидкометаллической ванн за пределы подэлектродной зоны и определяемой из соотношения
где D1 - минимальный диаметр кристаллизатора для данного диаметра используемого электрода, мм;
D2 - диаметр кристаллизатора, мм;
g - ускорение силы тяжести, м/с2;
σме-ш - межфазное натяжение на границе раздела металл-шлак, Дж/м2;
Δρ - разность плотностей металла и шлака, кг/м3;
r - радиус электрода, м.
| КЛЮЕВ М.М | |||
| и др | |||
| Электрошлаковый переплав | |||
| - М.: Металлургия, 1984, с.22 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ПЕРЕМЕННОГО СЕЧЕНИЯ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 1992 |
|
RU2048553C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА (ВАРИАНТЫ) | 2006 |
|
RU2332471C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2003 |
|
RU2241050C1 |
| Композиция для пенопласта | 1985 |
|
SU1326579A1 |
| Устройство пуска и отключения электродвигателя компрессора | 1990 |
|
SU1804689A3 |

