Область техники
Изобретение относится к автоматической сварке конструкций из толстостенных крупногабаритных деталей с разделкой кромок и может быть использовано в различных отраслях техники, в частности в области энергетического машиностроения.
Предшествующий уровень техники
При автоматической сварке толстостенных крупногабаритных деталей основной проблемой является обеспечение постоянства геометрической формы зазора между свариваемыми деталями, так как неравномерность зазора приводит к колебаниям режимов сварки, и как следствие, к возникновению дефектов сварного шва, таких как непровары, поры, трещины, надрезы и пр. (см. В.Винокуров. Сварочные деформации и напряжения, М.: Машиностроение, 1968, с.200).
ГОСТом 5264-80 определена последовательность разделки кромок деталей при двусторонней автоматической сварке толстостенных деталей. При этом сначала производится разделка кромок деталей с одной стороны с последующей их стыковкой в приспособлении и сваркой, затем с другой стороны корень ранее наложенного шва удаляется до чистого металла металлорежущим инструментом определенного профиля, вследствие чего кромки обеих деталей одновременно обрабатываются до необходимого размера, затем производится сварка разделанного стыка.
Недостаток такого решения заключается в том, что для производства автоматической сварки необходимо, чтобы обе свариваемые заготовки имели предварительно подготовленные поверхности под разделку, не имеющие перекосов по длине и ширине.
В способе, описанном в авт. свид. СССР №806310, 1978 г., предложено изготавливать сварные конструкции из толстостенных крупногабаритных деталей с помощью следующих операций. На металлорежущем станке производят разделку кромок деталей с одной стороны. Далее на сборочном приспособлении осуществляют сборку и фиксацию положения свариваемых деталей. Отмечают участки стыка с максимальным зазором. Затем производят сварку стыков, при этом на стыке с максимальным зазором заполнение разделки ведут только боковыми валиками, а на остальном протяжении стыка - центральными валиками на всю ширину разделки.
Недостатком этого способа сварки является то, что в нем возможно применение только ручной сварки, так как здесь используются различные приемы при нанесении валиков. Применение автоматической сварки исключено из-за возникновения колебаний режимов сварки вследствие наличия значительных расхождений величин зазора на всем протяжении стыка, что влечет за собой ухудшение качества шва и появление в нем различного рода дефектов.
Задачей настоящего изобретения является создание такого способа сварки толстостеннных крупногабаритных деталей, в котором возможно применение автоматической аргонно-дуговой сварки.
Технический результат от использования изобретения состоит в автоматизации процесса сварки толстостенных крупногабаритных деталей любой конфигурации, в том числе заготовок, полученных ковкой или штамповкой, и не прошедших предварительную механическую обработку стыкуемых поверхностей.
Эта задача решена за счет того, что в способе сварки толстостенных крупногабаритных деталей, включающем разделку их кромок металлорежущим инструментом, сборку деталей, последующую их прихватку и сварку, при этом разделку кромок под сварку производят одновременно на обеих деталях после их прихватки и со стороны, противоположной прихватке.
Другим отличием способа сварки является то, что в качестве металлорежущего инструмента используют фрезу, имеющую профиль, соответствующий форме разделки.
Краткое описание чертежей
На чертеже представлено графическое изображение осуществления способа.
Пример реализации изобретения
Для выполнения сварки берут две толстостенные крупногабаритные заготовки неправильной формы 1 и 2, полученные, например, штамповкой или ковкой.
В сборочном приспособлении осуществляют сборку этих деталей и фиксацию их положения.
Затем собранные детали сваривают ручной аргонодуговой сваркой прихватками 3 со стороны, противоположной основному сварному шву.
На следующем этапе производят разделку стыка одновременно обеих свариваемых деталей, которую осуществляют фрезой, режущая часть которой соответствует конфигурации и размерам поперечного сечения разделки кромок под сварку.
Обработку кромок разделки ведут до образования металлической поверхности полученного прихваткой стыка, что позволяет избежать в дальнейшем, при сварке стыка, образования различного рода дефектов в месте прихватки.
Затем производят автоматическую многопроходную сварку разделанного стыка двух деталей в атмосфере инертного газа, например аргона.
В процессе сварки указанного стыка режимы сварки остаются неизменными, так как неизменны геометрические размеры разделки, следовательно, деформация сварного шва - минимальна.
Использование заявленного способа сварки при создании конструкций из крупногабаритных толстостенных, предварительно не обработанных деталей, полученных, например, штамповкой или ковкой позволяет резко повысить производительность процесса при их серийном изготовлении.
Пример.
Была изготовлена партия сварных конструкций из высоколегированной стали с толщиной стенки 25 мм. Предварительно изготавливали фрезу с рабочим углом среза 60° и радиусом 2,5-3 мм. После сборки встык ее элементов в виде пластин указанной толщины и прихватки ручной сваркой стыка высотой 2-3 мм осуществляли обработку обеих кромок подготовленной фрезой с образованием разделки заданной конфигурации, причем обработку вели до образования металлической поверхности прихваченного стыка. Далее производили автоматическую сварку в три прохода. На первом проходе скорость сварки составляла 30 м/час при силе тока 410±10А и напряжении 30±2В. На втором проходе скорость сварки - 25 м/час при силе тока 400±20А и напряжении 30±2В. На третьем проходе скорость сварки - 20 м/час при силе тока 380±10А и напряжении 32±2В. Режимы сварки на всей партии были одинаковы.
Анализ рентгеноконтроля показал на полное соответствие качества сварного соединения требованиям технических условий, а именно: отсутствие различного рода дефектов - пор, трещин, шлаковых включений, несплавлений.
Промышленная применимость
Применение данного способа сварки возможно во многих областях техники там, где возникает необходимость сваривать конструкции из толстостенных крупногабаритных заготовок, не прошедших предварительную механическую обработку под сварку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки изделий | 1989 |
|
SU1764906A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННОГО ОТВОДА ТРУБОПРОВОДА БОЛЬШОГО УСЛОВНОГО ДИАМЕТРА, ОТВОД ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ПОД СВАРКУ КРОМОК ЕГО СКОРЛУП | 2012 |
|
RU2481180C1 |
| Способ изготовления крупногабаритных конструкций | 1978 |
|
SU770702A1 |
| Способ изготовления сварныхКРупНОгАбАРиТНыХ ТОлСТОлиСТОВыХКОНСТРуКций | 1978 |
|
SU806310A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННО-ДУГОВОЙ СВАРКИ | 2011 |
|
RU2460618C1 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
Изобретение может быть использовано при автоматической сварке конструкций, включающий крупногабаритные толстостенные детали. Разделку кромок под сварку производят металлорежущим инструментом одновременно на обеих деталях после их прихватки и со стороны, противоположной прихватке. В качестве металлорежущего инструмента используют фрезу, имеющую профиль, соответствующий форме разделки. Способ обеспечивает автоматизацию процесса сварки деталей из заготовок, полученных ковкой или штамповкой, не прошедших предварительную механическую обработку стыкуемых поверхностей. 1 з.п. ф-лы, 1 ил.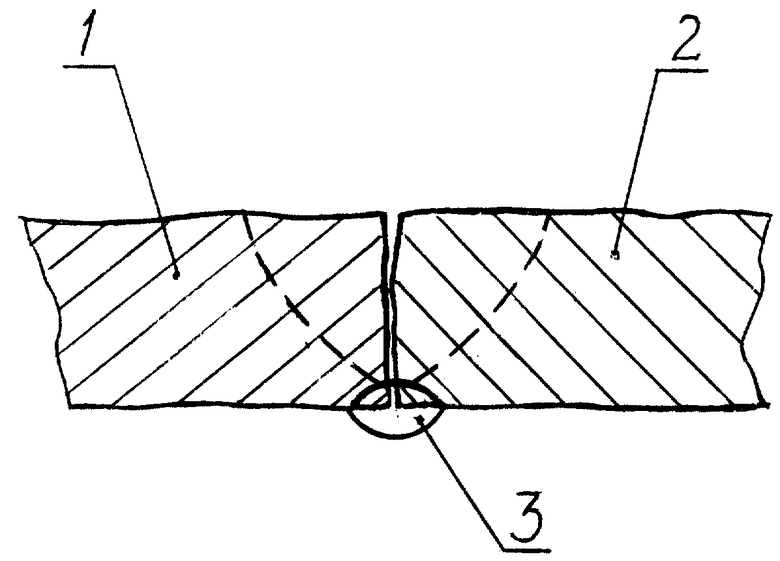
| Способ изготовления сварныхКРупНОгАбАРиТНыХ ТОлСТОлиСТОВыХКОНСТРуКций | 1978 |
|
SU806310A1 |
| В П ТБ ФОНД енооЕртое | 0 |
|
SU396216A1 |
| СПОСОБ УМЕНЬШЕНИЯ СВАРОЧНОГО КОРОБЛЕНИЯ ПРИ ОДНОСТОРОННЕЙ СВАРКЕ ДЛЯ СОЕДИНЕНИЯ ТОЛСТЫХ ЛИСТОВ | 1994 |
|
RU2104847C1 |
| JP 2002361469 A1, 18.12.2002. | |||

