Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления листа из текстурированной электротехнической стали с подходящими магнитными свойствами и к стану холодной прокатки, используемого в способе изготовления.
Известный уровень техники
Лист из текстурированной электротехнической стали имеет подходящие магнитные свойства с кристаллической текстурой (ориентация Госса), в которой ориентация <001> в качестве оси лёгкого намагничивания значительно концентрируется в направлении прокатки стального листа. Лист из текстурированной электротехнической стали обычно изготавливают с использованием стального материала с химическим составом, содержащим не более около 4,5% масс. Si и других компонентов, которые образуют так называемые ингибиторы, такие как MnS, MnSe и AlN, вызывающие вторичную рекристаллизацию.
Патентная литература 1 предлагает способ (метод без ингибитора), который может вызывать вторичную рекристаллизацию в стальном материале, не содержащем вышеописанных компонентов, образующих ингибиторы. В способе без ингибитора используют стальной материал высокой степени очистки, и вторичная рекристаллизация происходит за счёт контроля текстуры, что позволяет исключить высокотемпературный нагрев сляба перед горячей прокаткой. Таким образом, способ позволяет изготовлять лист из текстурированной электротехнической стали с низкими затратами, при этом способ требует тонкого контроля условий для получения текстуры.
В способе изготовления листа из текстурированной электротехнической стали с использованием стального материала, не содержащего компонентов, образующих ингибитор, качество текстуры имеет большое влияние на качество магнитных свойств. Способ формирования подходящей текстуры включает, например, способ, раскрытый в Патентной литературе 2, с выполнением термообработки (обработки старением) холоднокатаного листа при низкой температуре во время прокатки. Этот способ направлен на рассеивание элементов твёрдого раствора, таких как углерод и азот, при низкой температуре для сегрегации на дислокации, возникающей при прокатке, и предотвращения миграции дислокаций, тем самым способствуя деформации сдвига при последующих прокатках для улучшения текстуры прокатки. Патентная литература 3 раскрывает способ, в котором скорость охлаждения при отжиге в зоне горячих состояний или при отжиге перед чистовой холодной прокаткой (окончательная холодная прокатка) составляет не менее 30°C/с и дальнейшее межпроходное старение для поддержания температуры листа в интервале от 150 - 300°C в течение не менее 2 минут повторяется дважды или более при окончательной холодной прокатке. Кроме того, в патентной литературе 4 предлагается способ, в котором температура стального листа во время прокатки более высокая (тёплая прокатка), чтобы использовать эффект динамического старения, заключающийся в непосредственной фиксации дислокаций, вносимых прокаткой, углеродом или азотом.
В каждом из вышеуказанных способов, в которых контролируется текстура, стальной лист поддерживается при соответствующей температуре во время прокатки или во время прохода между прокатками для выделения углерода и азота на дислокации и предотвращения миграции дислокации, так чтобы можно было усилить деформации сдвига. Применяя эти способы, доля волокнистой текстуры (111), которая называется γ-волокном в текстуре первичной рекристаллизации после холодной прокатки, уменьшается, и доля {110} <001> (ориентация Госса) может быть увеличена.
Как описано выше, процесс холодной прокатки является очень важным процессом с точки зрения контроля текстуры. Для выполнения окончательной холодной прокатки для прокатки до конечной толщины листа (толщины продукта) широко используются реверсивный прокатный стан (Патентная литература 5) и тандемный прокатный стан (Патентная литература 6), который сконфигурирован путём установки нескольких клетей (также называемый «std») последовательно. Сравнивая два прокатных стана с точки зрения улучшения текстуры, реверсивный прокатный стан считается обладающим преимуществом в том смысле, что стальной лист можно сохранять в течение длительного периода времени в состоянии смотанного в рулон после одного прохода прокатки, а затем подвергнуть так называемой обработке старением.
Список цитированных источников
Патентная литература
Патентный документ 1: JP-A-2000-129356.
Патентный документ 2: JP-A-S50-016610.
Патентный документ 3: JP-A-H08-253816.
Патентная литература 4: JP-A-H01-215925.
Патентный документ 5: JP-A-S54-013846.
Патентная литература 6: JP-A-S54-029182.
Раскрытие сущности изобретения
Техническая проблема
Когда тандемный прокатный стан используется при холодной прокатке, время (время проходки), в течение которого стальной лист проходит между несколькими клетями, составляющими прокатный стан, можно рассчитать, если определены скорость подачи стального листа в клеть №1 и скорость прокатки или распределение обжатий при прокатке каждой клети, в дополнение к расстоянию между клетями, которое является характеристикой прокатного стана. Например, когда стальной лист толщиной 2 мм должен прокатываться на пятиклетевом тандемном стане, выполненный с размещением пяти клетей с интервалами 1,5 м, полагая, что скорость подачи стального листа на входной стороне клети № 1 составляет 100 м/мин, а обжатие при прокатке каждой клети составляет 25%, толщина листа составляет 1,5 мм, а скорость стального листа составляет около 133 м/мин на выходной стороне клети № 1, время проходки стального листа между клетями №1 и №2 составляет около 0,675 секунды. Рассчитанные таким же образом на выходной стороне клети №4 толщина листа составляет 0,63 мм, скорость стального листа составляет 316 м/мин, а время прохождения стального листа между клетью №4 и клетью №5 составляет около 0,285 секунды, что является очень коротким.
Для выделения углерода и азота на дислокации для фиксации дислокации и усиления деформации сдвига для улучшения текстуры, как описано выше, для диффузии углерода и азота требуются высокая температура и достаточное время. Однако, как указано выше, трудно обеспечить достаточное время для диффузии при тандемной прокатке. В частности, теоретически ожидается, что вышеуказанный эффект улучшения текстуры больше на более поздних стадиях прокатки, имеющих большее количество введённых дислокаций, чем на более ранних стадиях прокатки, имеющих меньшее количество введённых дислокаций. В тандемном прокатном стане скорость стального листа между клетями выше, а время прохождения короче на более поздних стадиях, поэтому очень трудно ожидать улучшения текстуры.
Изобретение создано с учётом вышеуказанной проблемы известного уровня техники и его цель состоит в том, чтобы предложить способ изготовления листа из текстурированной электротехнической стали, с использованием которого может эффективно проходить межпроходное старение и получаются подходящие магнитные свойства, даже когда тандемный прокатный стан используется для холодной прокатки при изготовлении листа из текстурированной электротехнической стали с использованием стального материала, не содержащего ингибиторов, и на стане холодной прокатки для использования этого способа.
Решение проблемы
Чтобы решить эту проблему, изобретатели внимательно изучили способ изготовления листа из текстурированной электротехнической стали, в котором очень важен контроль текстуры и используется стальной материал, не содержащий компонентов, образующих ингибитор, путём применения тандемного прокатного стана до окончательной холодной прокатки с контролем влияния условий старения между клетями в тандемном прокатном стане на текстуру первичной рекристаллизации. В результате изобретатели установили, что даже когда тандемный прокатный стан используется для окончательной холодной прокатки, время проходки между клетями или время старения эффективно влияет на улучшение текстуры первичной рекристаллизации, независимо от того, насколько незначительным является увеличенное время, и, в частности, эффект улучшения текстуры за счёт большего увеличения времени проходки на более поздней стадии, когда общее обжатие при прокатке велико в тандемном стане, и этим достигнуто решение настоящего изобретения.
Таким образом, настоящее изобретение представляет собой способ изготовления листа из текстурированной электротехнической стали, включающего
повторный нагрев стального сляба, включающего C: 0,01 - 0,10% масс., Si: 2,0 - 4,5% масс., Mn: 0,01 - 0,5% масс., раств. Al: не менее 0,0020% масс. и менее 0,0100% масс., N: менее 0,0080% масс., каждый элемент из S, Se, и O: менее 0,0050% масс., остаток представляет собой Fe и неизбежные примеси, до температуры не выше 1300°С,
проведение горячей прокатки сляба, а затем одну холодную прокатку или несколько холодных прокаток с промежуточным отжигом между каждой прокаткой для формирования холоднокатаного листа конечной толщины, и
проведение отжига первичной рекристаллизации холоднокатаного листа, служащего также в качестве обезуглероживающего, и окончательного отжига, вызывающего вторичную рекристаллизацию, после нанесения отжигового сепаратора на поверхность стального листа,
в котором выполняется заключительная холодная прокатка для холодной прокатки стального листа до конечной толщины
за счёт использования тандемного прокатного стана, при котором общее обжатие при прокатке составляет не менее 80% и, по меньшей мере, одна из температур листа между клетями находится в пределах 150 - 280°C и
путём увеличения длины линии прохода стального листа между клетями так, чтобы удовлетворять следующему уравнению (1):
T ≥ 1,3 × L/V… (1),
где расстояние между клетями определяется как L (м), скорость прохода стального листа между клетями определяется как V (м/мин), а время прохода стального листа между клетями определяется как T (мин).
Способ изготовления листа из текстурированной электротехнической стали в соответствии с настоящим изобретением характеризуется тем, что увеличение длины линии прохода стального листа выполняется между клетями, где общее обжатие при прокатке достигает не менее 66%.
Способ изготовления листа из текстурированной электротехнической стали в соответствии с изобретением характеризуется тем, что стальной сляб, используемый в способе, дополнительно содержит один или несколько элементов, выбранных из Ni: 0,005 - 1,50% масс., Sn: 0,005 - 0,50% масс., Nb: 0,0005 - 0,0100% масс., Mo: 0,01 - 0,50% масс., Sb: 0,005 - 0,50% масс., Cu: 0,01 - 1,50% масс., P: 0,005 - 0,150% масс., Cr: 0,01 - 1,50% масс., и Bi: 0,0005 - 0,05% масс. в дополнение к указанному выше химическому составу.
Изобретение также предлагает стан для холодной прокатки стального листа до конечной толщины. Стан холодной прокатки представляет собой тандемный стан, состоящий из нескольких клетей, в котором:
механизм удлинения линии прохода для увеличения длины линии прохода стального листа между клетями до длины большей, чем расстояние между клетями, расположен, по меньшей мере, в одной секции между клетями тандемного прокатного стана;
размещены, по меньшей мере, два или более подвижных валка для изменения линии прохода; и
по меньшей мере, один из подвижных валков расположен на стороне, противоположной другому валку, относительно горизонтальной линии прохода.
Стан для холодной прокатки согласно настоящему изобретению характеризуется тем, что, по меньшей мере, один из подвижных валков для изменения линии прохода, расположенный между клетями, имеет механизм нагрева.
Механизм удлинения линии прохода в стане холодной прокатки согласно изобретению, характеризуется тем, что механизм удлинения линии прохода может увеличивать длину линии прохода стального листа между клетями не менее чем в 1,3 раза больше, чем расстояние между клетями.
Стан холодной прокатки согласно изобретению, характеризуется тем, что механизм удлинения линии прохода расположен между клетями, где общее обжатие при прокатке достигает не менее 66%.
Стан холодной прокатки согласно изобретению, характеризуется тем, что прокатываемый стальной лист представляет собой лист электротехнической, стали.
Положительные эффекты изобретения
Изобретение позволяет улучшить текстуру посредством межпроходного старения даже при окончательной холодной прокатке с использованием тандемного прокатного стана, который имеет высокую производительность, в результате чего лист из текстурированной электротехнической стали, имеющий подходящие характеристики потерь в железе, может производится по невысокой цене.
Краткое описание чертежей
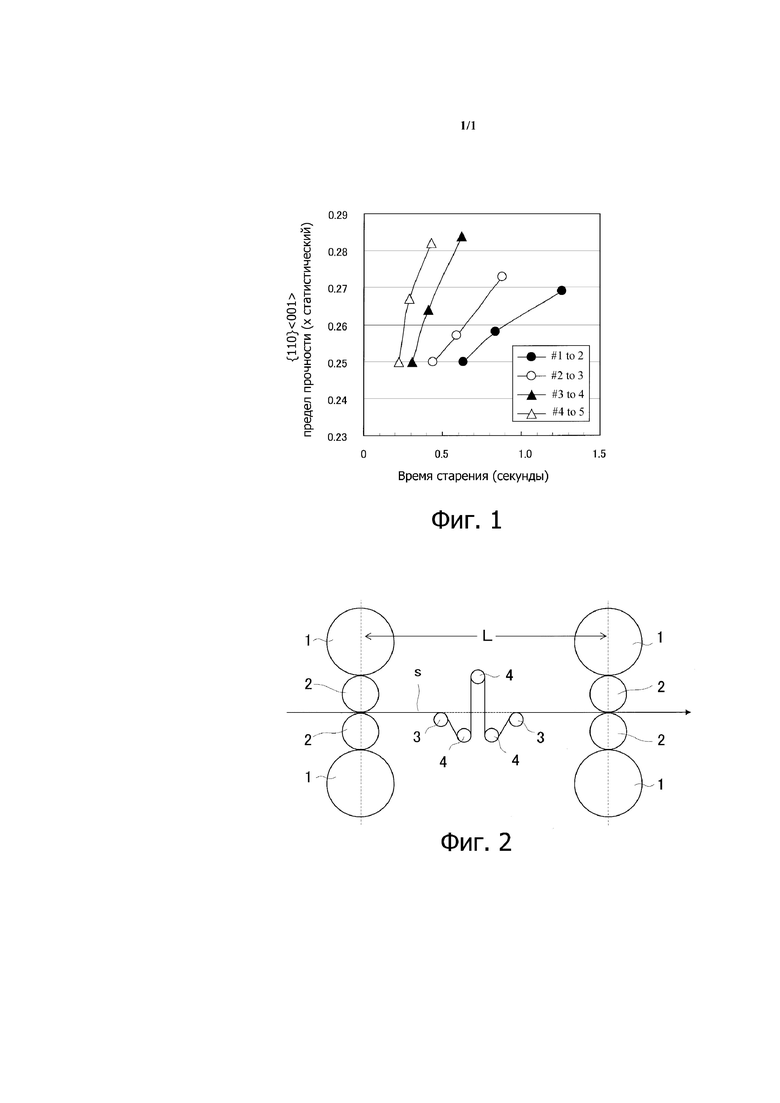
Фиг. 1 представляет собой график, показывающий зависимость между временем межпроходного старения в тандемном прокатном стане и плотностью {110} <001>.
Фиг. 2 представляет вид, иллюстрирующий пример тандемного прокатного стана, имеющего механизм удлинения линии проходки согласно изобретению.
Осуществление изобретения
Сначала ниже будет описан эксперимент, который привел к созданию изобретения.
Изобретатели провели следующий эксперимент в способе изготовления листа из текстурированной электротехнической стали, где контроль текстуры особенно важен, предполагая тандемную прокатку и используя стальной материал, не содержащий компонентов, образующих ингибитор.
Эксперимент
Стальной сляб, содержащий C: 0,050% масс., Si: 3,3% масс., Mn: 0,04% масс., раств. Al: 0,0050% масс., N: менее 0,0025, S, Se и O: менее 0,0050% масс. каждого, и остаток, представляющий собой Fe и неизбежные примеси и не содержащий компонентов, образующих ингибитор, повторно нагревают до 1100°C и подвергают горячей прокатке для формирования горячекатаного листа толщиной 1,8 мм. Горячекатаный лист затем подвергают отжигу в зоне горячих состояний при 1000°C в течение 70 секунд.
Затем отбирают образец из горячекатаного листа после отжига в зоне горячих состояний для выполнения пятипроходной прокатки, которая имитирует холодную прокатку с использованием пятиклетевого тандемного прокатного стана для прокатки листа до конечной толщины 0,30 мм.
При прокатке скорость подачи стального листа при первом проходе составляет 100 м/мин, а обжатие при прокатке в каждом проходе от первого до пятого прохода составляет 30% (постоянное). Другие условия прокатки для каждого прохода меняются, как показано в таблице 1.
Таблица 1
проход
проход
проход
проход
проход
Время, необходимое для того, чтобы стальной лист перешёл от 1-го прохода ко 2-му проходу, от 2-го прохода к 3-му проходу, от 3-го прохода к 4-му проходу и от 4-го прохода к 5-му проходу (время между проходами) варьируются, как показано в Таблице 2, при условии, что расстояние между каждой клетью пятиклетевого тандемного прокатного стана принимается равным трём значениям: 1,5 м, 2,0 м и 3,0 м.
Таблица 2
2-го прохода
3-го прохода
4-го прохода
5-го прохода
В эксперименте по прокатке температура листа на выходной стороне каждого прохода от 1-го - 5-го прохода поддерживается равной 200°C (постоянная). Соответственно, при уровне A в таблице 2 стальной лист после каждого прохода, таким образом, подвергается межпроходному старению при температуре 200°C в течение 0,63 секунды от 1-го прохода до 2-го прохода, в течение 0,44 секунды от 2го прохода до 3го прохода, 0,31 секунды от 3-го прохода до 4-го прохода и 0,22 секунды от 4-го прохода до 5го прохода. При уровне B стальной лист подвергается межпроходному старению при температуре 200°C в течение 0,84 секунды от 1-го прохода до 2-го прохода, в течение 0,59 секунды от 2-го прохода до 3-го прохода, в течение 0,41 секунды от 3-го до 4-го прохода, 0,29 секунды от 4-го до 5-го прохода. При уровне C стальной лист подвергается межпроходному старению при температуре 200°C в течение 1,26 секунды от 1-го прохода до 2-го прохода, в течение 0,88 секунды от 2-го прохода до 3-го прохода, в течение 0,62 секунды от 3-го до 4-го прохода, 0,43 секунды от 4-го до 5-го прохода.
Холоднокатаный лист, который был прокатан до конечной толщины 0,30 мм, затем подвергают отжигу первичной рекристаллизации, также действующему в качестве обезуглероживающего отжига при 840°C в течение 100 секунд в атмосфере влажного водорода, с последующим построением полюсных фигур методом рентгенодифракционного анализа. Затем из полученных данных с помощью метода ADC генерируется функция распределения ориентировки кристаллитов (ODF), и значения Φ = 90° и Φ1 = 90° для поперечного сечения Φ2 = 45° определяются с использованием их Эйлерова пространства. Вышеуказанное значение является одним из показателей доли ориентировки {110} <001>, которая служит зародышем вторичной рекристаллизации, и чем выше уровень, тем лучше текстура стального листа после отжига первичной рекристаллизации. Увеличение числа зародышей вторичной рекристаллизации также означает, что характеристики потерь в железе улучшаются, поскольку вторичная рекристаллизация усиливается и зерно вторичной рекристаллизации уменьшается.
Результат измерения показан на фиг. 1. Как видно из фиг. 1, доля {110} <001> увеличивается за счёт увеличения расстояния между клетями около 1,5 м от уровня А до около 2,0 м до уровня В, то есть при увеличении времени прохода (времени старения) между клетями не менее чем в 1,3 раза, что приводит к улучшению текстуры. Более того, даже в пределах одного и того же уровня степень увеличения доли {110} <001> выше от третьего прохода к четвёртому проходу и от четвертого прохода к пятому проходу на более поздних стадиях, где общее обжатие при прокатке составляет не менее 66%, что свидетельствует о большем эффекте улучшения текстуры.
Результат эксперимента показывает, что можно улучшить текстуру, даже когда время прохода между клетями чрезвычайно короткое, как при тандемной прокатке, путём увеличения времени между проходами, то есть путём увеличения времени старения между проходами. Однако, как описано ранее, время между проходами (время старения) в тандемном прокатном стане однозначно определяется техническими характеристиками оборудования и графиком прокатки, поэтому нет возможности изменять только время старения.
Изобретатели дополнительно изучили способ изменения времени между проходами (время старения) при холодной прокатке с использованием тандемного стана, и в результате разработали «механизм удлинения линии прохода», показанный на фиг. 2. Фиг. 2 представляет фрагмент двух клетей тандемного прокатного стана, где между двумя клетями предусмотрен механизм удлинения линии прохода, состоящий из неподвижного валка 3 и подвижного валка 4. Механизм удлинения линии прохода имеет функцию изгиба исходной горизонтальной линии прохода (прямая линия, соединяющая каждую точку контакта между верхним и нижним рабочими валками клети) между клетями при нормальной прокатке путём перемещения подвижного валка 4 вверх и вниз. и увеличения длины стального листа, находящегося между двумя клетями (длина линии прохода), на величину, превышающую длину линии прохода стального листа S при нормальной прокатке (расстояние L между клетями). Механизм удлинения линии прохода аналогичен механизму контроля натяжения, предусмотренному между клетями тандемного прокатного стана, но механизм контроля натяжения не может увеличить длину линии прохода не менее чем до 1,3 длины расстояния между клетями.
Настоящее изобретение разработано с учётом вышеуказанных новых данных.
Далее будет обоснован химический состав стального материала (сляба), используемого при изготовлении листа из текстурированной электротехнической стали согласно изобретению.
C: 0,01 - 0,10% масс.
C представляет собой элемент, эффективный для улучшения текстуры первичной рекристаллизации, и его содержание должно составлять не менее 0,01% масс. Однако содержание C, превышающее 0,10% масс., может вызывать ухудшение текстуры первичной рекристаллизации. Поэтому содержание C находится в диапазоне 0,01 - 0,10% масс. С точки зрения магнитных свойств содержание C предпочтительно находится в диапазоне 0,01 - 0,06% масс.
Si: от 2,0 - 4,5% масс.
Si представляет собой элемент, эффективный для увеличения удельного сопротивления стали и уменьшения потерь в железе, и в изобретении содержание составляет не менее 2,0% масс. Содержание Si, превышающее 4,5% масс., вызывает заметное снижение характеристик холодной прокатки. Поэтому содержание Si находится в диапазоне 2,0 - 4,5% масс., предпочтительно 2,5 - 4,0% масс.
Mn: 0,01 - 0,5% масс.
Mn является элементом, улучшающим обрабатываемость при горячей прокатке и, кроме того, контролирующим образование оксидной пленки при отжиге первичной рекристаллизации, что способствует образованию покрытия из форстерита во время вторичной рекристаллизации. Поэтому для получения указанного выше эффекта необходимо, чтобы содержание Mn составляло не менее 0,01% масс. Однако содержание Mn, превышающее 0,5% масс., вызывает ухудшение текстуры первичной рекристаллизации, что приводит к ухудшению магнитных свойств. Поэтому содержание Mn находится в диапазоне 0,01 - 0,5% масс., предпочтительно 0,03 - 0,3% масс.
раств. Al: не менее 0,0020% масс. и менее 0,0100% масс.
Al имеет высокое сродство к кислороду. Когда небольшое количество Al добавляют в процессе выплавки стали, количество растворённого кислорода в стали уменьшается, а количество включений на основе оксидов, которые приводят к ухудшению потерь в железе, уменьшается и таким образом содержание Al должно составлять не менее 0,0020% масс. в форме раств. Al. Однако, поскольку Al образует плотную оксидную пленку на поверхности стального листа, тем самым препятствуя обезуглероживанию, содержание Al ограничивается менее 0,0100% масс. в форме раств. Al. Содержание Al предпочтительно находится в диапазоне 0,0030 - 0,0090% масс. в форме раств. Al.
N: менее 0,0080% масс.
N – не является необходимым элементом в изобретении. Когда содержание N, который образует нитрид, составляет не менее 0,0080% масс., происходит межзёренная сегрегация и формирование нитрида, что негативно влияет, например, ухудшается текстура и в дальнейшем приводит к дефекту, например, пузырь при нагреве сляба. Поэтому содержание N ограничено менее 0,0080% масс. Предпочтительно оно составляет не более 0,0060% масс.
S, Se и O: менее 0,0050% масс. каждого
S, Se и O представляют собой элементы, которые образуют выделения, являющимися ингибитором, и образует оксид. Когда содержание каждого элемента достигает не менее 0,0050% масс., выделения, которые укрупнился при нагреве сляба, такие как MnS, MnSe и т.п., и крупный оксид делают текстуру первичной рекристаллизации неоднородной, что затрудняет прохождение вторичной рекристаллизации. Поэтому содержание каждого элемента из S, Se и O ограничено менее 0,0050% масс., предпочтительно не более 0,0030% масс.
Стальной материал, используемый при изготовлении листа из текстурированной электротехнической стали согласно настоящему изобретению, содержит Fe и неизбежные примеси в качестве остатка, помимо вышеуказанных компонентов. Однако, поскольку они эффективны для улучшения свойств покрытия и магнитных свойств, компоненты, описанные ниже, могут содержаться в следующих диапазонах.
Ni: 0,005 - 1,50% масс.
Ni обладает эффектом улучшения магнитных свойств за счёт увеличения однородности структуры горячекатаного стального листа и может содержаться в количестве не менее 0,005% масс. для достижения этого эффекта. Однако содержание Ni, превышающее 1,50% масс., затрудняет вторичную рекристаллизацию, что приводит к ухудшению магнитных свойств. Поэтому содержание Ni предпочтительно находится в диапазоне 0,005 - 1,50% масс., более предпочтительно 0,01 - 1,0% масс.
Sn: 0,005 - 0,50% масс.
Sn обладает эффектом улучшения магнитных свойств, подавляя азотирование и окисление стального листа при отжиге вторичной рекристаллизации и способствуя формированию зерна вторичной рекристаллизации, имеющего подходящую ориентировку кристаллов. Эффект может быть получен, когда содержание S составляет не менее 0,005% масс., тогда как содержание Sn, превышающее 0,50% масс., ухудшает характеристики холодной прокатки. Поэтому Sn предпочтительно содержится в диапазоне 0,005 - 0,50% масс., более предпочтительно 0,01 - 0,30% масс.
Nb: 0,0005 - 0,0100% масс., Мо: 0,01 - 0,50% масс.
Nb и Mo предотвращают образование прокатной плены при горячей прокатке, подавляя поверхностное растрескивание сляба, вызванное нагревом сляба. Эффект может быть получен, когда содержание Nb и содержание Мо составляют не менее 0,0005% масс. и не менее 0,01% масс. соответственно. Содержание Nb, превышающее 0,0100% масс., и содержание Мо, превышающее 0,50% масс., вызывает значительное увеличение количеств, образовавшихся карбида и нитрида, которые остаются в конечном продукте, вызывая ухудшение потерь в железе. Поэтому предпочтительно, чтобы содержание Nb и Mo находилось в диапазоне 0,0005 - 0,0100% масс. и 0,01 - 0,50% масс., соответственно. Более предпочтительный диапазон содержания Мо составляет 0,01 - 0,30% масс.
Sb: 0,005 - 0,50% масс.
Sb оказывает эффект подавления окисления поверхности стального листа. Предотвращая окисление и азотирование при вторичной рекристаллизации, Sb также способствует вторичной рекристаллизации, которая имеет подходящую ориентировку кристаллов, и улучшает магнитные свойства. Для достижения эффекта содержание Sb предпочтительно составляет не менее 0,005% масс. Однако содержание Sb, превышающее 0,50% масс., приводит к ухудшению характеристик холодной прокатки. Таким образом, Sb предпочтительно содержится в диапазоне 0,005 - 0,50% масс., более предпочтительно 0,01 - 0,30% масс.
Cu: 0,01 - 1,50% масс.
Cu, как и Sb, подавляет окисление на поверхности стального листа. Cu подавляет окисление на поверхности стального листа при отжиге вторичной рекристаллизации, тем самым способствуя протеканию вторичной рекристаллизации с подходящей ориентировкой кристаллов, что приводит к эффекту улучшения магнитных свойств. Вышеуказанный эффект может быть получен при содержании Cu не менее 0,01% масс. Однако содержание, превышающее 1,50% масс., вызывает ухудшение характеристик горячей прокатки. Таким образом, Cu предпочтительно содержится в диапазоне 0,01 - 1,50% масс., более предпочтительно в диапазоне 0,01 - 1,0% масс.
P: 0,005 - 0,150 масс.%
P стабилизирует формирование покрытия из форстерита за счёт образования подслойной окалины при обезуглероживающем отжиге. Содержание Р не менее 0,005% масс. вызывает вышеуказанный эффект, в то время как содержание Р, превышающее 0,150% масс., ухудшает характеристики холодной прокатки. Поэтому P предпочтительно содержится в диапазоне 0,005 - 0,150% масс., более предпочтительно 0,01 - 0,10% масс.
Cr: 0,01 - 1,50% масс.
Cr стабилизирует формирование покрытия из форстерита счёт образования подслойной окалины при обезуглероживающем отжиге. Содержание Cr не менее 0,01% масс. позволяет получить вышеуказанный эффект, в то время как содержание Cr, превышающее 1,50% масс., затрудняет вторичную рекристаллизацию, что приводит к ухудшению магнитных свойств. Поэтому Cr предпочтительно содержится в диапазоне 0,01 - 1,50% масс., более предпочтительно 0,01 - 1,0% масс.
Bi: 0,0005 - 0,05% масс.
Bi является элементом, эффективным для улучшения магнитных свойств, и при необходимости может входить в состав. Эффект невелик при содержании Bi менее 0,0005% масс., тогда как содержание Bi более 0,05% масс. препятствует формированию покрытия из форстерита. Поэтому Bi предпочтительно содержится в диапазоне 0,0005 - 0,05% масс., более предпочтительно 0,001 - 0,03% масс.
Далее будет описан способ изготовления листа из текстурированной электротехнической стали согласно настоящему изобретению.
Сталь, подготовленную так, чтобы иметь описанный выше химический состав, соответствующий настоящему изобретению, плавят с помощью обычного процесса доводки плавки и формируют стальной материал (сляб) методом непрерывной разливки или методом изготовления слитков - блюмингом.
Далее сляб подвергают горячей прокатке после повторного нагрева или без повторного нагрева. При повторном нагреве сляба температура повторного нагрева предпочтительно находится в диапазоне 1000 - 1300°C. В настоящем изобретении, в котором используется стальной материал, практически не имеющий компонентов, образующих ингибитор, нагрев сляба при температуре выше 1300°C не имеет технического смысла, а ведёт только к увеличению стоимости. С другой стороны, нагрев сляба ниже 1000°C увеличивает нагрузку при горячей прокатке и затрудняет прокатку. Условия прокатки при горячей прокатке могут соответствовать обычному способу и конкретно не ограничиваются.
Когда магнитные свойства считаются важными, предпочтительно проводить отжиг в зоне горячих состояний горячекатаного листа, полученного горячей прокаткой. Условия выдержки при отжиге в зоне горячих состояний предпочтительно составляют 950 - 1080°C в течение 20 - 180 секунд. Это связано с тем, что эффект отжига в зоне горячих состояний не может быть получен в достаточной степени, когда температура ниже 950°C или время менее 20 секунд, в то время как кристаллические зёрна значительно укрупнены и могут вызвать повреждение листа при холодной прокатке, когда температура превышает 1080°C или время превышает 180 секунд.
Затем стальной лист после горячей прокатки или после отжига в зоне горячих состояний протравливают для удаления окалины и формуют в холоднокатаный лист с конечной толщиной одной холодной прокаткой или двумя или большим числом холодных прокаток, имеющих промежуточный отжиг между прокатками. Холодная прокатка (окончательная холодная прокатка) для прокатки листа до конечной толщины является наиболее важным процессом в настоящем изобретении, и ее необходимо проводить с использованием тандемного прокатного стана при общем обжатии при прокатке не менее 80%. Когда общее обжатие при прокатке составляет менее 80%, нельзя получить соответствующую текстуру первичной рекристаллизации. Общее обжатие при прокатке предпочтительно составляет не менее 85%.
Кроме того, важно усиливать межпроходное старение путём применения тёплой прокатки на окончательной холодной прокатке. Однако, как описано выше, время прохождения стального листа между клетями не может быть обеспечено в достаточной степени в обычном тандемном прокатном стане, и, соответственно, время прохождения старения не может быть использовано эффективно. Поэтому в изобретении важно использовать прокатный тандемный стан, оборудованный механизмом удлинения линии прохода, который может увеличивать длину стального листа S (длина линии прохода), находящегося между клетями, как показано на фиг. 2. Способ удлинения линии прохода особо не ограничивается, но, как показано на фиг. 2, описанной выше, может предпочтительно использовать способ эффективного увеличения длины линии прохода путём перемещения нескольких подвижных валков, которые расположены на противоположной стороне относительно исходной горизонтальной линии прохода, вверх и вниз.
Предпочтительно, чтобы механизм удлинения линии прохода был способен увеличивать длину линии прохода стального листа между клетями не менее чем в 1,3 раза по сравнению с нормальной прокаткой, то есть не менее чем в 1,3 раза длиннее, чем расстояние между клетями L. Это связано с тем, что увеличение длины линии прохода не менее чем в 1,3 раза по сравнению с расстоянием между клетями L, даёт заметный эффект за счёт межпроходного старения, как показано на описанной выше фиг. 1. Более предпочтительно не менее чем в 1,5 раза. В этом отношении, чем больше время старения, тем сильнее проявляется эффект улучшения текстуры за счёт межпроходного старения, и, например, этот эффект можно определить даже по длительному времени старения, составляющему 5 или более минут. Однако время старения, превышающее 8 секунд, имеет тенденцию вызывать насыщение эффекта. Поэтому предпочтительно, чтобы механизм удлинения линии прохода увеличивал время между проходами между клетями не более 8 секунд. Когда производительность считается важной характеристикой, время межпроходного старения предпочтительно составляет не более 4 секунд.
Эффект улучшения текстуры может быть получен посредством межпроходного старения между клетями на любой стадии, и, как показано на фиг., описанной выше, он более заметен между клетями на более поздней ступени тандемного прокатного стана, где плотность дислокаций, введённых при прокатке, высока. Соответственно, предпочтительно размещать механизм удлинения линии прохода между клетями на более поздней стадии, когда общее обжатие при прокатке составляет не менее 66%.
Для усиления межпроходного старения углерод и азот в стальном листе должны быть диспергированы, для чего необходимо выполнить тёплую прокатку для прокатки после того, как сам стальной лист предварительно нагрет до определённой температуры или выше перед прокаткой в тандемном прокатном стане. Температура стального листа должна находиться в диапазоне 150 - 280°C, предпочтительно в диапазоне 180 - 280°C. Способ нагрева стального листа конкретно не ограничивается и может быть использован любой способ из индукционного нагрева, прямого электрического нагрева и радиационного нагрева с помощью электрического нагревателя и т.п. На более поздних стадиях прокатки на тандемном стане также можно использовать тепло, выделяемое при прокатке. Кроме того, поскольку в настоящем изобретении предусмотрен механизм удлинения линии прохода, стальной лист можно стабильно и эффективно нагревать, обеспечив валок, используемый для удлинения линии прохода, функцией нагрева. Способ нагрева валка особо не ограничивается при условии, что стальная полоса может быть нагрета за счёт теплопередачи, и можно предпочтительно использовать, например, валок, имеющий резистивный электрический нагреватель или нагреватель индукционного типа, или валок, который нагревается за счёт подачи в него такой среды, как горячий газ.
Холоднокатаный лист, прокатанный до конечной толщины, после этого подвергают отжигу первичной рекристаллизации, также обеспечивающему обезуглероживание. Цель отжига первичной рекристаллизации состоит в том, чтобы вызвать рекристаллизацию холоднокатаного листа с текстурой прокатки и отрегулировать так, чтобы он имел текстуру первичной рекристаллизации и размер зерна, которые являются оптимальными для вторичной рекристаллизации; создать атмосферу отжига в виде окислительной атмосферы влажного водорода, такой как влажная атмосфера водорода с азотом или атмосфера влажного водорода с аргоном, чтобы содержание углерода в стали уменьшалось до содержания (не более 0,005% масс.), при котором не происходит магнитное старение; и, кроме того, для образования незначительной оксидной плёнки на поверхности стального листа. Для достижения вышеуказанной цели предпочтительно, чтобы отжиг первичной рекристаллизации проводился при температуре 750 - 900°C в атмосфере влажного водорода, которая наиболее подходит для обезуглероживания.
После отжига первичной рекристаллизации стальной лист покрывают отжиговым сепаратором на поверхности, сушат и подвергают окончательному отжигу. Отжиговый сепаратор предпочтительно должен содержать в основном магнезию (MgO) для образования покрытия из форстерита на поверхности стального листа после окончательного отжига. Более того, добавление соответствующего количества оксида Ti или соединения Sr или тому подобного в качестве вспомогательного средства в отжиговый сепаратор положительно влияет на образование покрытия из форстерита с подходящими свойствами покрытия. В частности, добавки TiO2, Sr(OH)2, SrSO4 и т.п., которые представляют собой вспомогательные средства, которые равномерно формируют плёнку форстерита, также пригодны для улучшения сопротивления вытягиванию.
Окончательный отжиг после нанесения отжигового сепаратора выполняют для усиления вторичной рекристаллизации и формирования покрытия из форстерита. В атмосфере для окончательного отжига может использоваться любой из газообразных N2, Ar, H2 или их смеси. Чтобы более стабильно проводить вторичную рекристаллизацию, предпочтительно поддерживать температуру, близкую к температуре немного выше температуры вторичной рекристаллизации. Вместо изотермической выдержки стальной лист можно нагревать с более медленной скоростью нагрева в температурном диапазоне, близком к температуре вторичной рекристаллизации, в результате чего может быть получен тот же эффект. После завершения вторичной рекристаллизации предпочтительно нагреть стальной лист до температуры не ниже 1100°C, чтобы удалить неизбежные примеси, которые негативно влияют на магнитные свойства листа продукта, и провести его очистку. Очистка позволяет снизить содержание Al, N, S и Se в стали до уровня неизбежных примесей.
Предпочтительно выполнять отжиг-правку стального листа после окончательного отжига для исправления скручивания, вызванного окончательным отжигом. Поверхность стального листа после окончательного отжига также может быть покрыта изоляционным покрытием и прокалена в соответствии с использованием. Тип изоляционного покрытия и способ нанесения покрытия особо не ограничиваются, но предпочтительно использовать такой способ, описанный, например, в JP-A-S50-79442 и JP-A-S48-39338, в котором изоляционное покрытие, создающее натяжение, содержащее фосфат, хромат и коллоидный диоксид кремния, наносят на поверхность стального листа и прокаливают при температуре около 800°C. Прокаливание изоляционного покрытия можно проводить в сочетании с отжигом-правкой.
Пример 1
Стальной сляб, имеющий химический состав, включающий C: 0,045% масс., Si: 3,15% масс., Mn: 0,04% масс., раств. Al: 0,0030% масс., N: менее 0,0025% масс., S, Se и O: менее 0,0050% масс. каждого, и остаток представляет собой Fe и неизбежные примеси и не содержит компонентов, образующих ингибитор, повторно нагревают до 1100ºC, и подвергают горячей прокатке для формирования горячекатаного листа толщиной 2,0 мм и отжигу в зоне горячих состояний при 1000°C в течение 60 секунд. Стальной лист после отжига зоне горячих состояний очищают от окалины и затем подвергают окончательной холодной прокатке с использованием 4-клетьевого тандемного прокатного стана, снабжённого механизмом удлинения линии прохода согласно изобретению, показанным на фиг. 2, для формирования холоднокатаного листа конечной толщиной 0,30 мм (общее обжатие при прокатке: 85%).
Окончательная холодная прокатка проводится при трёх условиях: условия прокатки 1 такие же, как и в известном уровне техники, без использования механизма удлинения линии прохода; условие прокатки 2, при котором прокатка проводится в клети № 1 с обжатием 38%, а между клетью № 1 и клетью № 2 применяется механизм удлинения линии прохода; и условие 3 прокатки, при котором прокатка ведётся от клети №1 до клети №3 с общим обжатием 78%, а между клетью №3 и клетью №4 применяется механизм удлинения линии прохода. Длина линии прохода увеличивается в 1,5 раза, относительно расстояния L между клетями, где применяется механизм удлинения линии прохода. Кроме того, температура стального листа поддерживается равной 200°C путем регулирования количества прокатного масла между клетями №1 и №2 в экспериментальных условиях 1 и 2, а также между клетями №3 и №4 в экспериментальных условиях 3.
Холоднокатаный лист конечной толщиной 0,30 мм затем подвергают отжигу первичной рекристаллизации, действующему также как обезуглероживающий при 840°C в течение 100 секунд. Образец отбирают из стального листа после отжига первичной рекристаллизации и подвергают рентгенодифракционному анализу для получения полюсных фигур, из которых получают ODF методом ADC, и определяется уровень предела прочности {110} <001> при (Φ, φ1) = (90°, 90°) в сечении Φ2 = 45° для оценки рекристаллизованной текстуры.
Стальной лист после отжига первичной рекристаллизации покрывают отжиговым сепаратором, в основном состоящим из MgO, подвергают окончательному отжигу для усиления вторичной рекристаллизации, покрывают изоляционным покрытием, содержащим фосфат, хромат и коллоидный диоксид кремния с массовым соотношением 3:1:2 с последующим прокаливанием и отжигом для снятия напряжений при 800°C в течение 3 часов.
Из центральной части полученного таким образом стального листа после отжига для снятия напряжений отбирают образцы шириной 30 мм и длиной 280 мм в направлении прокатки и в направлении его ширины в количестве не менее 500 г, и выполняют тест Эпштейна для измерения потерь в железе W17/50.
Таблица 3 показывает результат измерения. Как видно из результата, текстура первичной рекристаллизации улучшается за счёт применения способа холодной прокатки согласно настоящему изобретению, тем самым дополнительно улучшая магнитные свойства (свойства потерь в железе) листа продукта, по сравнению с известным. Более того, можно видеть, что настоящее изобретение может проявлять свой эффект более эффективно при использовании на стадии, на которой общее обжатие при прокатке превышает 66% (между клетями № 3 и № 4), чем при использовании на стадии, на которой общее обжатие при прокатке составляет не более 66% (между клетью №1 и клетью №2).
Таблица 3
предел прочности
Пример 2
Стальной сляб, имеющий химический состав, включающий C: 0,040% масс., Si: 3,3% масс., Mn: 0,05% масс., раств. Al: 0,0090% масс., N: менее 0,0050% масс., S, Se и O: менее 0,0050% масс. каждого, необязательно компонент, показанный в таблице 4 в качестве произвольного дополнительного элемента, и остаток, состоящий из Fe и неизбежных примесей, повторно нагревают до 1200°C, подвергают горячей прокатке для формирования горячекатаного листа толщиной 2,5 мм и подвергают отжигу в зоне горячих состояний при 1000°C в течение 60 секунд. Стальной лист после отжига в зоне горячих состояний очищают от окалины и затем подвергают холодной прокатке в первый раз до промежуточной толщины листа 1,5 мм, промежуточному отжигу при 1030°C в течение 100 секунд и второй холодной прокатке (окончательная холодная прокатка) на четырёхклетевом тандемном стане для формирования холоднокатаного листа конечной толщины 0,22 мм.
Окончательная холодная прокатка проводится при условии, что обжатие при прокатке каждой клети составляет 38% (постоянное), а механизм удлинения линии прохода, показанный на фиг. 2, применяется между клетями №3 и №4 таким образом, чтобы длина линии прохода между клетью №3 и клетью №4 была в 1,5 раза больше, чем расстояние между клетями L. В каждом случае количество прокатного масла сокращается, так что температура стального листа на выходной стороне клети № 3 превышает 200°C, и, кроме того, в случае, когда установлен механизм удлинения линии прохода, один из подвижных валков для изменения линии прохода, предусмотренный между клетью № 3 и клетью № 4 обеспечен функцией нагрева и нагревает стальной лист до 250°C.
Холоднокатаный лист с конечной толщиной листа затем подвергают отжигу первичной рекристаллизации, действующему также как обезуглероживающий при 850°C в течение 40 секунд в атмосфере влажного водорода, покрывают отжиговым сепаратором, в основном состоящим из MgO, и подвергают окончательному отжигу для вторичной рекристаллизации. Стальной лист после окончательного отжига дополнительно покрывается изоляционным покрытием, содержащим фосфат, хромат и коллоидный диоксид кремния в массовом соотношении 3:1:2, и отжигу-правке при 850°C в течение 30 секунд. Из части, соответствующей самому внешнему витку рулона при окончательном отжиге, отбирают образцы шириной: 30 мм и длиной: 280 мм в направлении прокатки и в направлении его ширины в общем количестве не менее 500 г, и проводят тест Эпштейна для измерения потерь в стали W17/50.
Таблица 4 представляет полученные результаты. Как видно из таблицы 4, характеристики потерь в стали улучшаются за счёт применения способа холодной прокатки в соответствии с изобретением и дополнительно улучшаются за счет добавления, по меньшей мере, одного элемента, выбранного из Ni, Sn, Nb, Mo, Sb, Cu, P, Cr и Bi в соответствующем количестве, в качестве дополнительного элемента.
Таблица 4
W17/50
(Вт/кг)
Промышленная применимость
Способ по настоящему изобретению не ограничивается областью техники, относящейся к листу из текстурированной электротехнической стали, в которой используется стальной материал, не содержащий ингибиторов, и предпочтительно применим в области техники, требующей межпроходного старения или требующей соответствующего времени прохода, например, в области техники, относящейся к листу из текстурированной электротехнической стали, листу нетекструрированной электротехнической стали и холоднокатаному листу с использованием ингибитора.
Список ссылочных позиций
1: опорный валок
2: рабочий валок
3: фиксированный валок
4: подвижный валок
S: стальной лист
L: расстояние между клетями
Изобретение относится к изготовлению листа из текстурированной электротехнической стали. Осуществляют повторный нагрев стального сляба, проведение горячей прокатки сляба и затем несколько холодных прокаток с промежуточным отжигом между каждой прокаткой для формирования холоднокатаного листа конечной толщины. Осуществляют проведение отжига первичной рекристаллизации холоднокатаного листа и окончательного отжига, вызывающего вторичную рекристаллизацию, после нанесения отжигового сепаратора на поверхность стального листа. Окончательную холодную прокатку в процессе холодной прокатки стального листа до конечной толщины выполняют с использованием тандемного прокатного стана таким образом, что общее обжатие при прокатке составляет не менее 80% и по меньшей мере одна из температур листа между клетями находится в пределах 150-280°C. Длину линии прохода стального листа между клетями увеличивают из условия T ≥ 1,3×L/V, где L - расстояние между клетями, м, V - скорость прохода стального листа между клетями, м/мин, T - время прохода стального листа между клетями, мин. В результате обеспечивают межпроходное старение стали и получают заданные магнитные свойства стального листа. 2 н. и 7 з.п. ф-лы, 2 ил., 4 табл.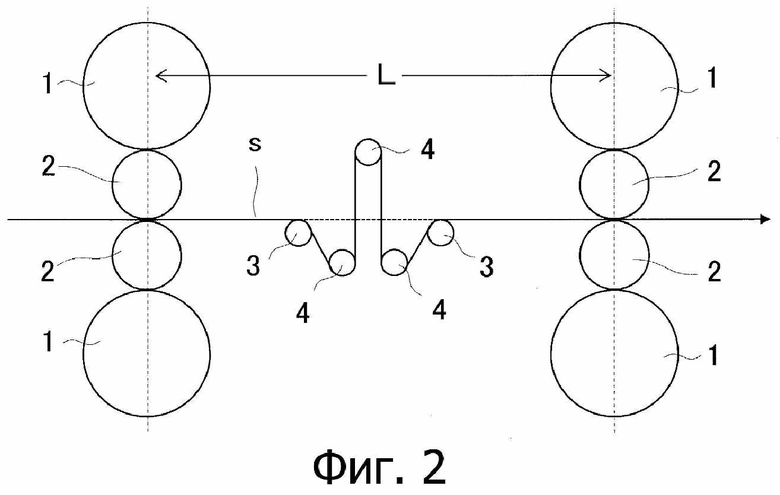
1. Способ изготовления листа из текстурированной электротехнической стали, включающий
нагрев стального сляба, содержащего мас. %: C: 0,01 - 0,10, Si: 2,0 - 4,5, Mn: 0,01 - 0,5, раств. Al: не менее 0,0020 и менее 0,0100, N: менее 0,0080, каждый элемент из S, Se и O: менее 0,0050, при необходимости по меньшей мере один из элементов, выбранных из: Ni: 0,005 - 1,50, Sn: 0,005 - 0,50, Nb: 0,0005 - 0,0100, Mo: 0,01 - 0,50, Sb: 0,005 - 0,50, Cu: 0,01 - 1,50, P: 0,005 - 0,150, Cr: 0,01 - 1,50 и Bi: 0,0005 - 0,05, остальное - Fe и неизбежные примеси, до температуры не выше 1300°С,
проведение горячей прокатки сляба и затем одной холодной прокатки или несколько холодных прокаток с промежуточным отжигом между каждой прокаткой для формирования холоднокатаного листа конечной толщины, и
проведение отжига первичной рекристаллизации холоднокатаного листа, действующего также в качестве обезуглероживающего отжига, и окончательного отжига, вызывающего вторичную рекристаллизацию, после нанесения отжигового сепаратора на поверхность стального листа,
характеризующийся тем, что
окончательную холодную прокатку в процессе холодной прокатки стального листа до конечной толщины выполняют с использованием тандемного прокатного стана таким образом, что общее обжатие при прокатке составляет не менее 80% и по меньшей мере одна из температур листа между клетями находится в пределах 150-280°C, причем длину линии прохода стального листа между клетями увеличивают так, чтобы удовлетворялось следующее уравнение:
T ≥ 1,3×L/V,
где L - расстояние между клетями, м,
V - скорость прохода стального листа между клетями, м/мин,
T - время прохода стального листа между клетями, мин.
2. Способ по п. 1, в котором увеличение длины линии прохода стального листа выполняют между клетями, где общее обжатие при прокатке достигает не менее 66%.
3. Стан холодной прокатки для холодной прокатки стального листа до конечной толщины,
характеризующийся тем, что:
стан для холодной прокатки представляет собой тандемный стан, состоящий из нескольких клетей; причем
механизм удлинения линии прохода для увеличения длины линии прохода стального листа между клетями до длины, большей, чем расстояние между клетями, расположен в по меньшей мере одной секции между клетями тандемного прокатного стана;
размещены по меньшей мере два или более подвижных валка для изменения линии прохода; и
по меньшей мере один из подвижных валков расположен на стороне, противоположной другому валку, относительно горизонтальной линии прохода.
4. Стан по п. 3, в котором по меньшей мере один из подвижных валков для изменения линии прохода, расположенный между клетями, имеет механизм нагрева.
5. Стан по п. 3, в котором механизм удлинения линии прохода выполнен с возможностью увеличения длины линии прохода листа между клетями не менее, чем в 1,3 раза больше, чем расстояние между клетями.
6. Стан по п. 4, в котором механизм удлинения линии прохода выполнен с возможностью увеличения длины линии прохода листа между клетями не менее, чем в 1,3 раза больше, чем расстояние между клетями.
7. Стан по любому из пп. 3-6, в котором механизм удлинения линии прохода расположен между клетями, где общее обжатие при прокатке достигает не менее 66%.
8. Стан по любому из пп. 3-6, в котором прокатываемый стальной лист представляет собой лист электротехнической стали.
9. Стан по п. 7, в котором прокатываемый стальной лист представляет собой лист электротехнической стали.
| JP 3707268 B2, 19.10.2005 | |||
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ СТРУКТУРОЙ | 2008 |
|
RU2411092C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ПОЛОС | 2003 |
|
RU2350415C2 |
| JP 2006095544 A, 14.03.2006. | |||

