Данное изобретение относится к системе для уплотнения керамических порошков для формования панелей (плиток) с использованием ленты.
Как известно, процесс сухого формования керамических порошков на ленте подразумевает использование уплотняющих лент, нижней и верхней, соответственно, взаимодействующих для выполнения сухого уплотнения полосы керамических порошков, которую перемещают на конвейерной ленте, расположенной между уплотняющими лентами, в направлении перемещения, которое параллельно направлению расположения нижней ленты.
Уплотнение производят посредством двух уплотняющих роликов, удерживаемых в положении, в котором они прижаты к полосе керамических порошков (оказывают на нее давление).
Верхняя лента содержит первую приемную часть, наклоненную по отношению к направлению перемещения порошков, и вторую раскатывающую часть, причем эти части расположены соответственно до и после (по ходу движения) уплотняющих роликов, расположенных в зоне уплотнения.
Наклон первой части верхней ленты по отношению к направлению перемещения полосы порошков обеспечивает постепенное сжатие порошков и позволяет вытеснить из них воздух.
Сходная система для уплотнения подробно описана в европейской заявке на изобретение ЕР-А-1356909, на имя того же лица, которое является заявителем в данной заявке, ссылка на европейскую заявку сделана для более полного понимания данного изобретения.
До настоящего времени считалось, что угол такого наклона должен составлять от 1° до 2°.
Однако было замечено, что при увеличении толщины порошка, подвергаемого прессованию, во время прессования вытеснение воздуха не происходит в достаточной мере.
Отсутствие воздуха в сформованном изделии необходимо для того, чтобы избежать дефектов при его последующем перемещении, отделке и обжиге.
Наличие воздуха в изделии способствует его разрушению и разделению на тонкие слои в ущерб необходимой целостности конечного продукта.
Это явление более заметно при обработке полос керамических порошков толщиной более 30 мм.
Следующий недостаток известных систем является следствием того, что из-за довольно небольшого наклона, угол которого составляет менее 2°, длина приемной части верхней ленты и длина приемной части порошка должны быть увеличены, причем это увеличение тем больше, чем больше толщина порошка.
Следовательно, применение способа непрерывного уплотнения ограничено использованием порошка с небольшой толщиной и получением низкой степени уплотнения (уменьшение в толщине составляет не более чем 30%).
Цель данного изобретения состоит в том, чтобы создать систему для уплотнения керамических порошков для формования панелей (плиток) с использованием ленты, которая обеспечивает полное вытеснение воздуха в процессе уплотнения, а также подходит для порошков большой толщины и для получения высоких степеней уплотнения.
Следующая цель состоит в том, чтобы создать систему, которая имеет небольшие габариты, массу и стоимость по сравнению с системами, известными из уровня техники.
Указанные цели достигаются посредством создания системы для уплотнения керамических порошков для формования панелей с использованием ленты в соответствии с пунктом 1 формулы изобретения.
В зависимых пунктах формулы изобретения приведены предпочтительные и предоставляющие особые преимущества варианты выполнения системы по данному изобретению.
Дополнительные признаки и преимущества изобретения станут понятными после прочтения приведенного ниже описания, в котором показан пример выполнения, не ограничивающий рамки изобретения, со ссылками на сопроводительный чертеж, на котором схематично изображена система в соответствии с данным изобретением для уплотнения керамических порошков для формования панелей с использованием ленты.
Как показано на чертеже, система по данному изобретению для уплотнения керамических порошков для формования панелей с использованием ленты в целом обозначена цифрой 1.
Система 1 содержит конвейерную ленту 40, на которой располагают непрерывную полосу «S» порошкообразного керамического материала, первую нижнюю уплотняющую ленту 20, находящуюся в контакте с конвейерной лентой 40, и вторую верхнюю уплотняющую ленту 30, взаимодействующую с первой лентой 20 так, чтобы выполнить сухое уплотнение полосы «S» порошков и получить из уплотненных порошков цельное изделие.
Верхняя лента 30 содержит первую приемную часть 30а, расположенную в левой части чертежа, и вторую раскатывающую часть 30b, расположенную в правой части чертежа.
Как обычно, удержание порошков с боковых сторон осуществляют посредством деформируемых боковых стенок, образованных лентами 60.
В соответствии с данным изобретением было отмечено, что для того чтобы эффективно вытеснить воздух, находящийся в полосе «S» порошков, необходимо, чтобы длина «А» подвергаемой обработке части полосы «S» порошков в момент уплотнения была насколько возможна мала.
В соответствии с данным изобретением приемная часть 30а верхней ленты 30 имеет наклон по отношению к направлению, в котором происходит перемещение порошков, угол «β» которого составляет от 2° до 15°, предпочтительно от 3° до 10°.
В приведенном примере каждая из лент 20, 30 расположена поверх пары роликов, один из которых является ведущим роликом (обозначен соответственно цифрой 32 для верхней ленты 30 и цифрой 22 для нижней ленты 20), а другой является натяжным роликом (обозначен соответственно цифрой 31 для верхней ленты 30 и цифрой 21 для нижней ленты 20).
Ролики 31, 32 и 21, 22 каждой пары расположены на таком расстоянии друг от друга, которое позволяет удерживать в натянутом состоянии, соответственно, ленты 30, 20, расположенные поверх пары роликов.
Для того чтобы более эффективно осуществить уплотнение, нижняя лента 20 и верхняя лента 30 снабжены уплотняющим роликом, обозначенным цифрой 33 для верхней ленты 30 и цифрой 23 для нижней ленты 20.
Два уплотняющих ролика 33 и 23 воздействуют непосредственно на ленты 30, 20 в точках касания, обозначенных цифрами 34 и 24, соответственно, для верхней ленты 30 и для нижней ленты 20.
В общем случае расстояние между двумя точками касания 34 и 24, не учитывая толщину лент, равно минимальному промежутку, через который должна пройти полоса «S» порошков.
Кроме того, и этот признак известен в данной области техники, между парами роликов 31, 32 и 21, 22 расположены две роликовые системы 36, 26, представляющие собой совокупность натяжных роликов, которые воздействуют на соответствующие ленты 30, 20 и расположены перед уплотняющими роликами 33, 23, выполняющих функцию удерживания лент 30 и 20 в таком состоянии, в котором они оказывают давление на полосу «S» порошков для ее прессования.
Для выполнения правильного уплотнения соответствующие оси уплотняющих роликов 33, 23 расположены в одной плоскости, перпендикулярной направлению, в котором происходит перемещение полосы «S» порошков.
Для того чтобы изменить желаемую толщину конечного изделия (панели), необходимо изменить минимальное расстояние между двумя лентами 30, 20 и, следовательно, расстояние между двумя уплотняющими роликами 33 и 23, т.е. взаимное расположение точек касания 34 и 24.
Это может быть осуществлено с помощью передвигающего устройства, известного в данной области и поэтому не показанного на чертеже, которое можно использовать для увеличения расстояния между уплотняющими роликами 33, 23 и для уменьшения расстояния между ними в перпендикулярном направлении по отношению к направлению перемещения порошков.
Конечно, расстояние между верхней лентой 30 и нижней лентой 20 увеличивают посредством перемещения роликов 31, 32, поверх которых размещена верхняя лента.
За уплотняющими роликами 33, 23 расположены две противолежащие пластины 35 и 25, причем первая пластина 35 воздействует на раскатывающую часть 30с верхней ленты 30, а вторая пластина воздействует на нижнюю ленту 20 для того, чтобы сдерживать самопроизвольное расширение полосы «S» уплотненных порошков.
Для того чтобы можно было выполнять уплотнение полос «S» порошков, толщина которых значительно различается, а также для установления на необходимом расстоянии друг от друга лент 30, 20 и соответствующих уплотняющих роликов 33, 23, угол наклона «β» первой приемной части 30а по отношению к направлению, в котором происходит перемещение полосы «S» порошков, также должен быть изменяемым, желательно в диапазоне от 2° до 14°, предпочтительно в диапазоне от 3° до 10°.
Это может быть выполнено, например, посредством использования подходящих устройств, не показанных на чертеже, которые позволяют уменьшать и увеличивать расстояние, на котором ролик, расположенный со стороны поступления полосы «S» порошков в систему, в приведенном примере это натяжной ролик 31, расположен от конвейерной ленты 40, на которой находится непрерывная полоса «S» керамических порошков.
Поскольку угол наклона «β», заданный для приемной части 30а, изменяется, при увеличении толщины полосы «S» точка первого контакта приемной части 30а верхней ленты 30 с полосой «S» порошков (обозначена цифрой 50) перемещается ближе к уплотняющим роликам 33, 23, тогда как расстояние между ними (роликами) увеличивается.
Выбор наиболее приемлемого угла наклона «β», который задают для приемной части 30а с целью эффективного вытеснения воздуха, находящегося в уплотняемых порошках, зависит от специфических свойств обрабатываемых порошков. В частности, необходимо учитывать их сыпучесть.
Конечно, в случае чрезмерно большого угла наклона «β» верхняя часть полосы «S» порошков не будет перемещаться между лентами 20, 30 из-за так называемого «проскальзывания».
Из анализа данных проведенных испытаний было установлено, что для того чтобы достичь достаточной деаэрации порошка, длина «А» подвергаемой обработке части полосы «S» порошков в момент уплотнения должна быть в 2-28 раз больше толщины полосы «S».
Длина «А» равна проекции на ленту конвейера 40 отрезка между точкой первого контакта 50 верхней ленты 30 с полосой «S» порошков и точкой касания 34 уплотняющего ролика 33 с верхней лентой 30.
Как может быть понятно из приведенного выше описания, использование системы по данному изобретению для уплотнения керамических порошков для формования панелей с использованием ленты позволяет соблюдать необходимые требования и преодолеть недостатки предшествующего уровня техники, приведенные во вступительной части данного описания.
Конечно, специалист в данной области может осуществить многочисленные модификации и создать варианты выполнения описанной выше системы для уплотнения керамических порошков для формования панелей с использованием ленты, с целью удовлетворения возможных и специфических требований, не выходя за рамки данного изобретения, как они установлены в приведенной ниже формуле изобретения.
Данное изобретение относится к области уплотнения керамических порошков. Система (1) для уплотнения керамических порошков для формования панелей с использованием ленты содержит конвейерную ленту (40), на которой создают непрерывную полосу (S) порошкообразного керамического материала, первую нижнюю уплотняющую ленту (20), находящуюся в контакте с конвейерной лентой (40) и расположенную ниже нее, вторую верхнюю уплотняющую ленту (30), взаимодействующую с первой лентой (20) и содержащую первую приемную часть (30а), расположенную с наклоном «β» по отношению к направлению перемещения порошка (S), и вторую раскатывающую часть (30b). При этом верхняя лента (30) и нижняя лента (20) выполнены с возможностью взаимного перемещения для уменьшения расстояния между ними и увеличения расстояния между ними в направлении, перпендикулярном направлению перемещения порошка (S). Также система содержит устройство для регулирования угла наклона «β», пригодное для изменения угла наклона «β» первой приемной части (30а), при этом в системе длина (А) подвергаемой обработке части порошка (S) в момент уплотнения в 2-28 раз больше толщины порошка (S). Технический результат заключается в создании системы для уплотнения керамических порошков с использованием ленты, которая обеспечивает полное вытеснение воздуха. 3 з.п. ф-лы, 1 ил.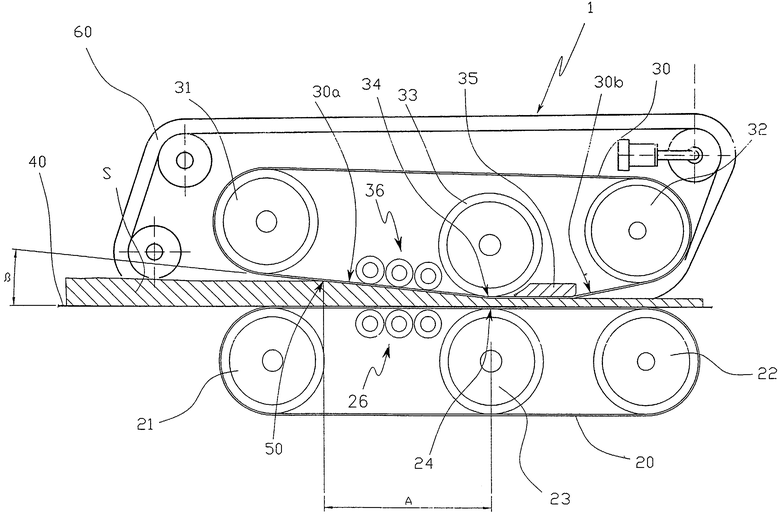
1. Система (1) для уплотнения керамических порошков для формования панелей с использованием ленты, содержащая конвейерную ленту (40), на которой создают непрерывную полосу (S) порошкообразного керамического материала, первую нижнюю уплотняющую ленту (20), находящуюся в контакте с конвейерной лентой (40) и расположенную ниже нее, вторую верхнюю уплотняющую ленту (30), взаимодействующую с первой лентой (20) и содержащую первую приемную часть (30а), расположенную с наклоном β по отношению к направлению перемещения порошка (S), и вторую раскатывающую часть (30b), при этом верхняя лента (30) и нижняя лента (20) выполнены с возможностью взаимного перемещения для уменьшения расстояния между ними и увеличения расстояния между ними в направлении, перпендикулярном направлению перемещения порошка (S), отличающаяся тем, что содержит устройство для регулирования угла наклона β, пригодное для изменения угла наклона β первой приемной части (30а), при этом в системе длина (А) подвергаемой обработке части порошка (S) в момент уплотнения в 2-28 раз больше толщины порошка (S).
2. Система (1) по п.1, отличающаяся тем, что верхняя лента (30) и нижняя лента (20) содержат пару уплотняющих роликов (33, 23), соответствующие оси вращения которых расположены в одной плоскости, перпендикулярной направлению, в котором происходит перемещение порошка (S), независимо от длины (А).
3. Система (1) по п.1, отличающаяся тем, что угол наклона β первой приемной части (30а) составляет от 2° до 14°.
4. Система (1) по п.1, отличающаяся тем, что угол наклона β первой приемной части (30а) составляет от 3° до 10°.
| ЕР 1356909 А2, 29.10.2003 | |||
| SU 1145614 А, 19.03.1969 | |||
| Пресс с бесконечными прессующими лентами для непрерывного формования кирпича и тому подобных строительных изделий из глины | 1950 |
|
SU90820A1 |
| GB 1145614 A, 19.03.1969 | |||
| US 5472551 A, 05.12.1995 | |||
| US 4636345 A, 13.01.1987 | |||
| US 6197235 A, 06.03.2001. | |||

