Настоящее изобретение относится к легированным белым чугунам для высокоэрозийных и высокоабразивных применений и к способу изготовления отливок из легированных белых чугунов.
Компоненты большинства горнодобывающего и обрабатывающего оборудования, которые подвергаются износу (например, шламовые насосы, циклоны и дробилки) изготавливают из износостойких легированных белых чугунов.
Отливки из этих легированных белых чугунов имеют высокую износостойкость и обеспечивают хорошую эксплуатационную долговечность для обрабатывающего оборудования, которое подвергается эрозионному и абразивному изнашиванию.
Австралийский стандарт 2027 описывает в числе других следующие два семейства износостойких легированных белых чугунов.
(a) высокохромистый легированный белый чугун, например, 27% Cr; и
(b) хромомолибденовый легированный белый чугун, например, 20Cr-2Мо и 15Cr-3Мо.
Микроструктуры всех этих легированных белых чугунов состоят из двух фаз, а именно:
(a) карбидов М7С3 (где М=Fe, Cr, Mn, Мо), которые имеют твердость 1200-1500 HV; и
(b) железосодержащей матрицы, которая состоит из одной или более следующих структур: (i) насыщенный раствор аустенита, который является метастабильным при комнатной температуре, (ii) аустенит, обедненный растворенными веществами, содержащий вторичные карбидные выделения, и является дестабилизированным при комнатной температуре, (iii) дестабилизированный, остаточный аустенит, частично превращенный в мартенсит и (iv) дестабилизированный, остаточный аустенит, полностью превращенный в мартенсит.
Износостойкостью эти легированные белые чугуны обязаны (а) присутствию чрезвычайно твердых карбидов М7С3 и (b) присутствию твердой мартенситной структуры в железосодержащей матрице.
Является обычным избегать образования перлита в железосодержащей матрице в этих сплавах во время охлаждения после термической обработки для того, чтобы гарантировать соответствующую износостойкость при эксплуатации.
Является обычной практикой подвергать легированные белые чугуны промежуточной процедуре отжига для преднамеренного образования перлита для того, чтобы разупрочнить сплав для целей механической обработки. Однако механически обработанные легированные белые чугуны затем подвергают окончательной процедуре термической обработки для упрочнения сплавов перед эксплуатацией.
Железосодержащая матрица AS2027, марка с 27% Cr (высокохромистая), легированных белых чугунов может быть легко упрочнена путем образования мартенсита в железосодержащей матрице во время воздушного охлаждения после термической обработки. Одной из функций хрома в сплавах является подавление образования перлита во время охлаждения с повышенных температур.
Однако легированные белые чугуны, имеющие более низкие содержания хрома, например 20Cr-2Мо и 15Cr-3Мо, требуют добавления молибдена и/или никеля для подавления образования перлита при охлаждении после термической обработки, особенно в толстостенных отливках, т.е. отливках толщиной более 10 см. Однако молибден и никель являются очень дорогими легирующими элементами и существенно увеличивают стоимость легированного белого чугуна.
В качестве ближайшего аналога настоящего изобретения можно предложить документ ЕР 0014655, 20.08.1980, раскрывающий отливку из легированного белого чугуна и способ ее изготовления.
Целью настоящего изобретения является получение легированного белого чугуна, который стоит меньше альтернативных, доступных в настоящее время, легированных белых чугунов, описанных выше.
Настоящее изобретение основано на понимании того, что возможно изготовить легированный белый чугун, из которого можно изготовить отливки, имеющие, по меньшей мере, сравнимую износостойкость с отливками из доступных в настоящее время легированных белых чугунов при значительно более низкой себестоимости путем замещения марганцем, по меньшей мере, некоторого количества молибдена, никеля и хрома в доступных в настоящее время легированных белых чугунах.
Согласно настоящему изобретению предложена отливка из легированного белого чугуна, которая содержит сплав следующего состава, мас.%:
хром: 12-25%;
углерод: 1,5-6%;
марганец: 2-7%;
кремний: до 1,5%;
молибден: до 2%;
никель: до 4%;
микролегирующие элементы, выбранные из группы, состоящей из титана, циркония, ниобия, бора, ванадия и вольфрама: вплоть до 2% одного или более элементов; и
железо: остальное.
Согласно настоящему изобретению предложена также отливка легированного белого чугуна, которая содержит:
(a) сплав следующего состава, мас.%:
хром: 12-25%;
углерод: 1,5-6%;
марганец: 2-7%;
кремний: до 1,5%;
молибден: до 2%;
никель: до 4%;
микролегирующие элементы, выбранные из группы, состоящей из титана, циркония, ниобия, бора, ванадия и вольфрама: до 2% одного или более элементов; и
железо: остальное; и
(b) микроструктуру, которая содержит 15-60 об.% эвтектических карбидов и первичных карбидов, диспергированных в железосодержащей матрице, которая содержит мартенсит и является, по меньшей мере, по существу свободной от перлита.
Термин «по меньшей мере, по существу свободная от перлита» указывает, что целью настоящего изобретения является то, что перлита не должно быть в матрице, но в то же время, очевидно, что в любой ситуации, на практике может быть небольшое количество перлита.
Имея в виду вышеуказанное, является понятным, что термин «по меньшей мере, по существу свободная от перлита» означает то, что отливка содержит не более 2 об.% перлита.
Предпочтительно легированный белый чугун содержит 15-23 мас.% хрома.
Как указано выше, хром подавляет образование перлита и поэтому, так как хром при концентрации в установленных пределах 12-15 мас.% в легированном белом чугуне является пониженным, то необходимо повысить концентрации марганца (или других добавок) для противодействия более высокой склонности к образованию перлита при более низких концентрациях хрома. Одним преимуществом использования более низких концентраций хрома является то, что более низкие концентрации хрома повышают неустойчивость аустенита. Это имеет следствием увеличение количества желательной твердой мартенситной фазы в легированном белом чугуне.
Предпочтительно легированный белый чугун содержит 2,5-6 мас.% марганца.
Автором обнаружено, что так как концентрация марганца повышается, то температура, при которой остаточный аустенит начинает превращаться в мартенсит (температура Ms) при охлаждении от температуры дисперсионного твердения, понижается. При концентрациях марганца выше 6 мас.% температура начала формирования мартенсита может быть ниже комнатной температуры и, таким образом, матрица преимущественно может быть остаточно аустенитной. Соответственно для применений, требующих высокой твердости, является предпочтительным то, что концентрация марганца составляет не более 6 мас.%.
Более предпочтительно легированный белый чугун содержит 2,5-5,5 мас.% марганца.
Особенно предпочтительно, что легированный белый чугун содержит 3,5-5,5 мас.% марганца.
Предпочтительно легированный белый чугун содержит вплоть до 1,5 мас.% кремния.
Предпочтительно легированный белый чугун содержит никель и молибден.
То, что белый чугун включает в себя молибден и никель, вплоть до установленных максимумов в 2 и 4 мас.%, соответственно, входит в объем настоящего изобретения.
Предпочтительно железосодержащая матрица содержит мартенсит и остаточный аустенит.
Предпочтительно эвтектические карбиды и первичные карбиды содержат карбиды М7С3, где "М" является металлом и "С" является углеродом.
Согласно настоящему изобретению также предложен способ изготовления вышеописанной отливки из легированного белого чугуна, который содержит этапы:
(a) образования жидкого расплава вышеописанного легированного белого чугуна;
(b) заливки жидкого расплава в форму для образования отливки;
(с) предоставления отливке возможности охлаждения на воздухе до комнатной температуры.
Способ обеспечивает получение отливки, имеющей микроструктуру, которая содержит 15-60 об.% эвтектических карбидов и первичных карбидов, диспергированных в железосодержащей матрице, которая содержит мартенсит и остаточный аустенит, и является, по меньшей мере, по существу свободной от перлита.
Предпочтительно способ дополнительно содержит термическую обработку отливки комнатной температуры путем:
(a) нагревания отливки до повышенной температуры, при этом аустенит разлагается с образованием выделений вторичных карбидов в аустените, обедненном растворенными веществами; и после этого
(b) воздушным охлаждением отливки до комнатной температуры и превращение аустенита, обедненного растворенными веществами, в мартенсит.
Предпочтительно температура распада аустенита заключается в пределах 950-1000°С.
Предпочтительно этап (а) включает в себя выдерживание отливки при температуре распада аустенита в течение, по меньшей мере, 4 часов, чтобы гарантировать имеющее место существенное выделение вторичных карбидов.
Настоящее изобретение дополнительно описано ссылкой на следующую экспериментальную работу, которая была выполнена с целью сравнения характеристик отливок из легированного белого чугуна в соответствии с настоящим изобретением на фоне характеристик отливок из легированных белых чугунов, доступных в настоящее время.
Экспериментальная программа
Ряд легированных белых чугунов, содержащих систематические изменения в уровнях содержания хрома, молибдена и марганца состава основного сплава (Fe-20Cr-3,3С-0, 6Si (мас.%)), были произведены в электродуговой плавильной печи в инертной атмосфере. Сплавы были затем обработаны, как описано ниже, и было оценено качество получившихся образцов с использованием следующих методик испытания:
Краткое изложение результатов испытаний
Первые серии цилиндрических образцов основного сплава (Fe-20Cr-3,3С-O,6Si (мас.%)) и вариаций основного сплава нагревали в дилатометре до 1150°С, выдерживали в течение одного часа для гарантирования равновесия и охлаждали печь для получения усадочных кривых охлаждения.
Вышеупомянутая методика испытания точно моделирует скорость охлаждения отливок в песочной форме после застывания. Соответственно, образцы имеют свойства и микроструктуры, которые показывают свойства и микроструктуры отливок в отлитом виде.
Цилиндрические образцы были подвергнуты испытанию на твердость, определению содержания феррита и металлографическому исследованию.
Краткое изложение результатов металлографического испытания, определения твердости и феррита для каждого сплава представлены ниже в таблице 1.
Результаты испытаний для четырех из вышеуказанных сплавов (OD676, OD674, OD675 и OD681) дополнительно обсуждены ниже, особенно в контексте дилатометрических результатов.
Основной сплав (OD676) - без Мо/Mn
Усадочные характеристики основного сплава (т.е. сплава без молибдена и без марганца) во время охлаждения печи с 1150°С иллюстрируются дилатометрической кривой на Фиг.1.
Общая процентная линейная усадка ПЛУ (PLC) составляет примерно 2,1% при охлаждении через температурный интервал. Имеется резкое нарушение непрерывности в кривой охлаждения при температуре примерно 700°С, указывающее на образование нежелательного перлита при данной температуре.
Конечная твердость = 380 HV50 из-за присутствия мягкой ферритовой фазы в перлите.
Содержание феррита = 49% из-за полного превращения высокотемпературной аустенитной фазы в объемноцентрированный кубический феррит, который является ферромагнетиком, и отсутствия какого-либо остаточного гранецентрированного кубического аустенита, который является парамагнетиком.
Металлографическое исследование продемонстрировало присутствие перлита по всей микроструктуре.
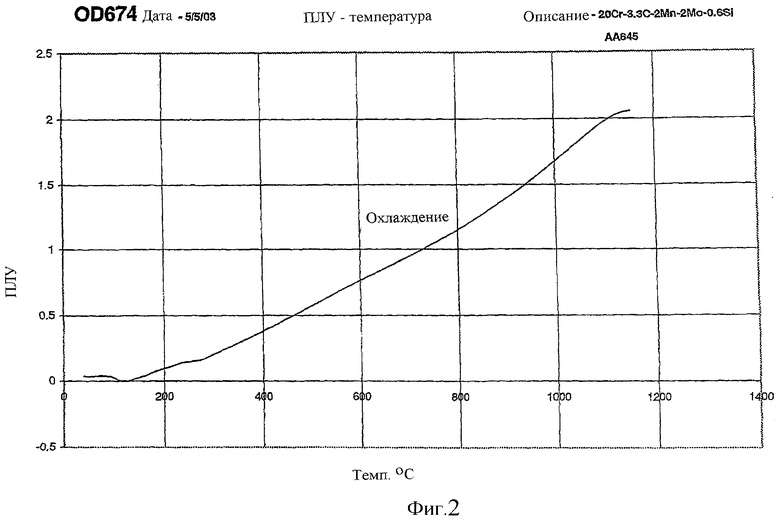
Основной сплав + 2Mn + 2Мо (OD674)
Усадочные характеристики обычного легированного белого чугуна 20Cr-2Мо-2Mn во время охлаждения с 1150°С иллюстрируются дилатометрической кривой на Фиг.2.
Процентная линейная усадка (ПЛУ) составляет примерно 2,1% при охлаждении через температурный интервал. Наблюдаемая усадка является непрерывно снижающейся до температуры примерно 300°С, при этом нарушение непрерывности в кривой линейной усадки указывает на начало образования мартенсита (температура Ms).
Конечная твердость = 766 HV50 из-за присутствия мартенсита.
Содержание феррита = 32% из-за присутствия мартенсита и некоторого количества остаточного аустенита.
Металлографическое исследование продемонстрировало присутствие мартенсита и отсутствие нежелательного перлита в микроструктуре.
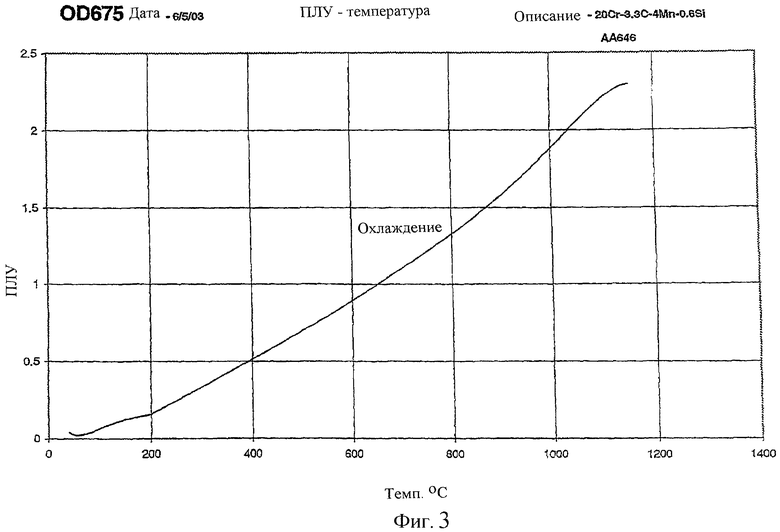
Основной сплав + 4Mn (OD675)
Усадочные характеристики основного сплава, без молибдена и содержащего 4% марганца в соответствии с настоящим изобретением, во время охлаждения печи с 1150°С иллюстрируется дилатометрической кривой на Фиг.3.
Общая процентная линейная усадка (ПЛУ) составляет примерно 2,3% при охлаждении через температурный интервал. Имеется нарушение непрерывности в кривой линейного охлаждения при температуре примерно 200°С, указывающее на начало образования мартенсита при данной температуре.
Конечная твердость = 700 HV50 из-за присутствия частичного превращения аустенитной фазы во вторичные карбиды и частичный распад аустенита, обедненного растворенными веществами, в мартенсит при охлаждении до комнатной температуры.
Содержание феррита = 24% из-за присутствия мартенсита и некоторого количества остаточного аустенита в микроструктуре.
Металлографическое исследование продемонстрировало отсутствие перлита в микроструктуре.
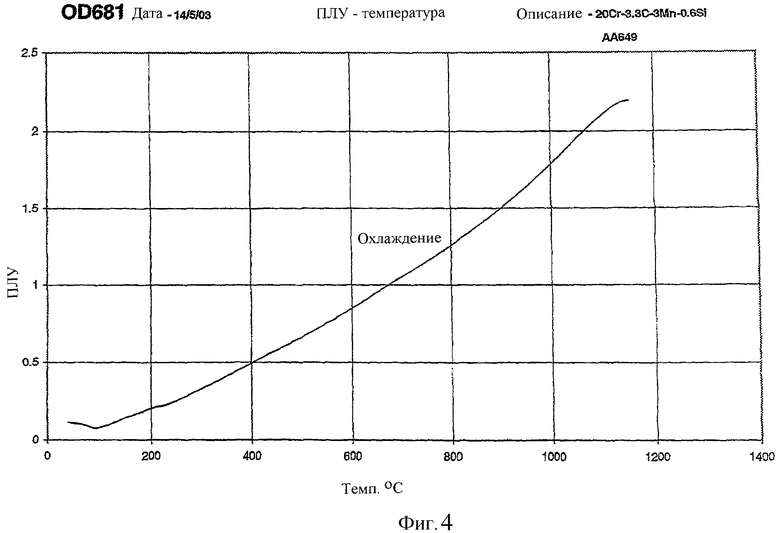
Основной сплав + 3Mn (OD681)
Усадочные характеристики основного сплава, без молибдена и содержащего 3% марганца в соответствии с настоящим изобретением, во время охлаждения печи с 1150°С иллюстрируются дилатометрической кривой на Фиг.4.
Общая процентная линейная усадка (ПЛУ) составляет примерно 2,0% при охлаждении через температурный интервал. Имеется нарушение непрерывности в кривой линейного охлаждения при температуре примерно 230°С, указывающее на начало распада остаточного аустенита в мартенсит (температура Ms) при данной температуре.
Конечная твердость = 719 HV50 из-за присутствия мартенсита.
Содержание феррита = 33% из-за присутствия мартенсита и некоторого количества остаточного аустенита в микроструктуре.
Металлографическое исследование продемонстрировало присутствие следов нежелательного перлита в железосодержащей матрице, которая состоит из аустенита, обедненного растворенными веществами, который частично превращен в мартенсит.
Итак, таким образом, вышеприведенные результаты для модельных образцов в отлитом виде указывают, что основной сплав + 4Mn (OD675) и основной сплав + 3Mn (OD681) в соответствии с настоящим изобретением имеют сопоставимые характеристики с обычным легированным белым чугуном 20Cr-2Mo-2Mn (OD674) и значительно лучшие характеристики, чем основной сплав (OD676), т.е. без Mn и без Мо.
Как указано выше, вышеописанная экспериментальная программа, включающая образование быстро охлажденных цилиндрических образцов и нагревание образцов до 1150°С и после этого охлаждение образцов в дилатометре, моделирует охлаждение легированных белых чугунов в песочной форме после застывания.
На практике такие отливки являются окончательно упрочненными путем термической обработки, обычно путем выдерживания при 950-970°С в течение периода времени и воздушного охлаждения до комнатной температуры.
Для того, чтобы исследовать влияние термической обработки на вышеиспытанный ряд легированных белых чугунов, цилиндрические образцы каждого сплава, изготовленные, как описано выше, были термически обработаны при 960°С в течение 4 часов, и после этого дали возможность охладиться до комнатной температуры.
Краткое изложение результатов металлографического испытания, определения твердости и феррита для четырех сплавов (OD674, OD676, OD681 и OD675) представлены ниже в таблице 2
Из Таблицы 2 очевидно, что термическая обработка основного сплава + 4Mn (OD675) и основного сплава + 3Mn (OD681) в соответствии с настоящим изобретением имеют сопоставимые характеристики с обычным термообработанным легированным белым чугуном 20Cr-2Mo (OD674) и значительно лучшие характеристики, чем основной сплав (OD676), т.е. без Mn и без Мо.
В дополнительных сериях испытательной работы ряд легированных белых чугунов, содержащих систематические изменения в уровнях содержания хрома, молибдена и марганца в составе основного сплава (Fe-20Cr-3,3С-0,6Si (мас.%)), были произведены в электродуговой плавильной печи в инертной атмосфере. Сплавы были затем обработаны, как описано ниже, и качество получившихся образцов было оценено определением твердости, определением содержания феррита, дилатометрическим испытанием и металлографическим исследованием.
Образцы были обработаны, как изложено ниже.
(a) модельное литье в песочную форму - нагревание до 1150°С в печи дилатометра в инертной атмосфере со скоростью 3°С в минуту, выдерживание при температуре в течение 2 часов для достижения равновесия и охлаждение печи до температуры окружающей среды; и
(b) термическая обработка модельных отливок нагревом до 960°С в печи дилатометра в инертной атмосфере со скоростью 3°С в минуту, выдерживание при температуре в течение 4 часов и воздушное охлаждение до температуры окружающей среды для моделирования микроструктуры после термической обработки.
Краткое изложение результатов металлографического испытания, определения твердости и феррита для каждого сплава представлены ниже в Таблицах 3 и 4.


Микроструктурные и дилатометрические оценки вышеприведенных образцов указывают на то, что количество мартенсита в матрице каждого образца понижается с повышением концентрации марганца до точки, в которой при высоких концентрациях марганца (13%) нет мартенсита, и матрица содержала остаточный аустенит.
Данные испытаний в Таблице 4 демонстрируют, что марганец с уровнями содержания свыше 7 мас.% стабилизирует более мягкую аустенитную фазу и подавляет превращение в более твердую мартенситную фазу. Следовательно, содержания марганца более 7 мас.% неблагоприятно сказываются на окончательной твердости износостойких сплавов.
Могут быть сделаны многие модификации настоящего изобретения, как описано выше, без отклонения от сущности и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2009 |
|
RU2497972C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ПОЛОВИНЧАТОГО ЧУГУНА С АУСТЕНИТНО-БЕЙНИТНОЙ СТРУКТУРОЙ | 2003 |
|
RU2250268C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЛЕГИРОВАННОГО ЧУГУНА | 2009 |
|
RU2395366C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2010 |
|
RU2449043C2 |
| СПЕЧЕННОЕ ИЗДЕЛИЕ НА ОСНОВЕ ЖЕЛЕЗА, СОДЕРЖАЩЕЕ МЕДЬ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2280706C2 |
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2004 |
|
RU2252976C1 |
| КОВАНЫЕ МЕЛЮЩИЕ ШАРЫ ДЛЯ МЕЛЬНИЦЫ ПОЛУСАМОИЗМЕЛЬЧЕНИЯ | 2021 |
|
RU2819724C1 |
| ВЫСОКОПРОЧНЫЕ ЛЕГИРОВАННЫЕ СТАЛИ С ЧЕТЫРЬМЯ ФАЗАМИ | 2005 |
|
RU2371485C2 |
| Износостойкий чугун | 1989 |
|
SU1731855A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛЮЩИХ ШАРОВ ИЗ БЕЛОГО ЛЕГИРОВАННОГО ЧУГУНА | 1999 |
|
RU2169787C2 |

Изобретение относится к черной металлургии, в частности, к получению отливки из легированного литейного белого чугуна. Отливка выполнена из чугуна, содержащего, мас.%: хром 20-25; углерод 1,5-6; марганец от 4 до 7; кремний до 1,5; молибден до 2; никель до 4; микролегирующие элементы, выбранные из группы, состоящей из титана, циркония, ниобия, бора, ванадия и вольфрама, до 2% одного или более элементов; железо - остальное. Микроструктура отливки содержит эвтектические карбиды и первичные карбиды, диспергированные в железосодержащей матрице, которая содержит мартенсит и является, по меньшей мере, по существу свободной от перлита, в частности содержит не более 2 об.% перлита. Отливка изготовлена путем формирования расплава чугуна, заливки его в форму, охлаждения на воздухе до комнатной температуры и термообработки. Отливка обладает высокой твердостью. 2 н. и 7 з.п. ф-лы, 4 ил., 4 табл.
1. Отливка из легированного литейного белого чугуна, которая содержит сплав следующего состава, мас.%:
при этом сплав указанного состава подвергнут литью, воздушному охлаждению до комнатной температуры и термообработке для получения микроструктуры, которая содержит эвтектические карбиды и первичные карбиды, диспергированные в железосодержащей матрице, которая содержит мартенсит и является, по меньшей мере, по существу свободной от перлита, в частности отливка содержит не более 2 об.% перлита.
2. Отливка по п.1, в которой сплав содержит 20-23 мас.% хрома.
3. Отливка по п.1, в которой сплав содержит 4-5,5 мас.% марганца.
4. Отливка по п.1 или 2, в которой железосодержащая матрица содержит мартенсит и остаточный аустенит.
5. Отливка по п.1 или 2, в котором эвтектические карбиды содержат карбиды М7С3, где М является металлом и С является углеродом.
6. Способ изготовления отливки из легированного литейного белого чугуна по любому из пп.1-5, который содержит этапы:
(a) образования жидкого расплава легированного литейного белого чугуна;
(b) заливки жидкого расплава в форму для образования отливки;
(c) предоставления отливке возможности охлаждения на воздухе до комнатной температуры;
(d) термообработки.
7. Способ по п.6, который содержит термическую обработку отливки путем:
(a) нагревания отливки до температуры аустенизации и выделения вторичных карбидов из железосодержащей матрицы; и после этого
(b) воздушное охлаждение отливки до комнатной температуры и превращение аустенита, обедненного растворенными веществами, в мартенсит.
8. Способ по п.7, в котором температура нагрева составляет 950-1000°С.
9. Способ по п.7 или 8, в котором этап (а) включает в себя выдерживание отливки при температуре нагрева в течение, по меньшей мере, 4 ч.
| Планиметр | 1928 |
|
SU14655A1 |
| Способ изготовления брикетов из глинозема для плавки белого электрокорунда | 1952 |
|
SU94263A1 |
| Чугун | 1986 |
|
SU1359329A1 |
| Устройство для обогащения угля | 1941 |
|
SU66374A1 |
| 0 |
|
SU298682A1 | |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

