Способ пластического структурообразования металлов и устройство для его осуществления относятся к обработке металлов давлением и предназначены для получения равноосной ультрамелкодисперсной структуры при обработке заготовок из малопластичных материалов, в том числе спеченных порошковых заготовок с отсутствием в заготовке трещин, пустот, складок и зажимов, а также повышения стойкости и работоспособности устройства.
Известны способ и устройство для структурообразования металлов путем деформации металлической заготовки осадкой с кручением [1]. Способ осуществляется следующим образом: заготовку устанавливают на неподвижную нижнюю плиту пресса, затем ее подвергают воздействию верхней плиты пресса, двигающейся на заготовку, которая (плита) осуществляет одновременно поступательное движение, производя осадку заготовки и вращательное движение - кручение заготовки.
Известны способ и устройство для структурообразования металлов прокаткой их между двумя и более гладкими валками большого диаметра [2]. Способ осуществляется следующим образом: заготовку подают в пространство между двумя гладкими вращающимися валками, она захватывается ими и подвергается прокатке между ними, т.е. уменьшению одного размера за счет увеличения других двух. Если требуется, то заготовку подвергают повторной прокатке между валками, установленными с меньшим зазором, для дальнейшего снижения размера заготовки.
Известны способ и устройство для структурообразования металлов при равноканальном угловом прессовании, при этом устройство содержит узел для деформирования, имеющий два сообщающихся канала, в одном из которых размещается заготовка, и узел для нагружения, при помощи которого проталкивают заготовку во второй канал, при этом каналы узла для деформирования расположены под углом один к другому и имеют одинаковые диаметры, равные диаметру заготовки [3].
Известны способ и устройство для структурообразования металлов при деформации по схеме "песочные часы", при котором цилиндрическую металлическую заготовку в холодном состоянии подвергают прямому выдавливанию и осадке в несколько циклов [4]. Способ включает многократное деформирование заготовки с сохранением ее первоначальной формы и размеров после каждого цикла деформирования, при этом деформирование заготовки в каждом цикле осуществляют путем ее выдавливания с последующей одновременной осадкой выдавленной части заготовки, при этом в каждом последующем цикле деформирования направление выдавливания изменяют на противоположное относительно направления выдавливания в предыдущем цикле.
Недостатками известного способа являются обработка заготовок из металла небольших размеров и сравнительно малые степени деформации за цикл.
Наиболее близким по технической сущности и достигаемому эффекту является известный способ структурообразования, заключающийся в том, что для пластического структурообразования сначала производят закрытую осадку цилиндрической металлической заготовки, а затем осуществляют последовательно обратное и прямое выдавливание с одного торца заготовки. Производят требуемое количество циклов такого нагружения. После этого процесс повторяют с другого торца заготовки [5].
Недостатками известного способа являются неблагоприятная схема напряженного состояния, не позволяющая структурировать малопластичные материалы вследствие их разрушения, образование полосчатости микроструктуры и текстуры деформации при любом количестве циклов деформации за счет течения металла только в радиальном и осевом направлении, а также не исключено образование трещин, пустот, складок и зажимов.
Прототипом устройства для осуществления способа является устройство для пластического структурообразования, содержащее две матрицы и пуансоны, в котором один из пуансонов выполнен полым с закругленной внутренней кромкой с одного торца и внутри которого расположен второй пуансон, снабжено плитой с шероховатой поверхностью, на которой установлена матрица, внутри которой расположена заготовка [5].
Данное устройство не обеспечивает равномерной деформации по всему объему заготовки, а следовательно, и получения однородной равноосной структуры, а также не исключает образования трещин, пустот, складок и зажимов. Кроме этого, устройство содержит два пуансона, сопрягаемых с зазором, затекание металла в который неизбежно приводит к расклиниванию пуансонов, их поломке и проблемам с извлечением их из канала матрицы.
Задачей изобретения является получение равноосной ультрамелкодисперсной структуры при обработке заготовок из малопластичных материалов, в том числе спеченных порошковых заготовок, с отсутствием в заготовке трещин, пустот, складок и зажимов, а также повышение стойкости и работоспособности устройства.
Поставленная задача достигается тем, что в способе пластического структурообразования металлов, включающем закрытую осадку заготовки в канале матрицы и выдавливание, в соответствии с изобретением осуществляют двухстороннее выдавливание заготовки в верхнюю и нижнюю клиновые полости, образованные верхним и нижним клиновыми пуансонами, после чего упомянутые верхний и нижний клиновые пуансоны извлекают из канала матрицы, поворачивают вокруг оси на угол 180°, посредством них производят следующее нагружение заготовки с заполнением верхней и нижней клиновых полостей с другой стороны и цикл повторяют, после чего клиновые пуансоны заменяют на пуансоны с торцевой поверхностью, расположенной перпендикулярно оси заготовки, и производят закрытую осадку с приданием заготовке первоначальной формы.
Устройство для пластического структурообразования металлов по первому варианту выполнения содержит матрицу с каналом и верхний и нижний клиновые пуансоны круглой формы, выполненные с возможностью образования в канале матрицы верхней и нижней клиновых полостей для двухстороннего выдавливания в них заготовки, поворота вокруг оси на угол 180° после извлечения из канала матрицы и образования расположенных с другой стороны верхней и нижней клиновых полостей для двухстороннего выдавливания заготовки, а также пуансоны с торцевой поверхностью, расположенной перпендикулярно оси заготовки, выполненные с возможностью размещения в канале матрицы после извлечения из него верхнего и нижнего клиновых пуансонов, при этом матрица выполнена с каналом круглой формы.
Устройство для пластического структурообразования металлов по второму варианту выполнения содержит матрицу с каналом и верхний и нижний клиновые пуансоны прямоугольной формы, выполненные с возможностью образования в канале матрицы верхней и нижней клиновых полостей для двухстороннего выдавливания в них заготовки, поворота вокруг оси на угол 180° после извлечения из канала матрицы и образования расположенных c другой стороны верхней и нижней клиновых полостей для двухстороннего выдавливания заготовки, а также пуансоны с торцевой поверхностью, расположенной перпендикулярно оси заготовки, выполненные с возможностью размещения в канале матрицы после извлечения из него верхнего и нижнего клиновых пуансонов, при этом матрица выполнена с каналом прямоугольной формы.
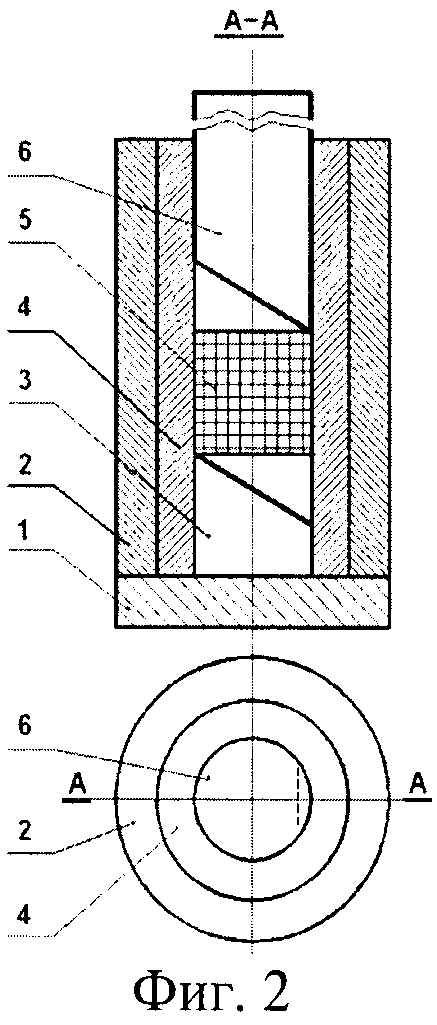
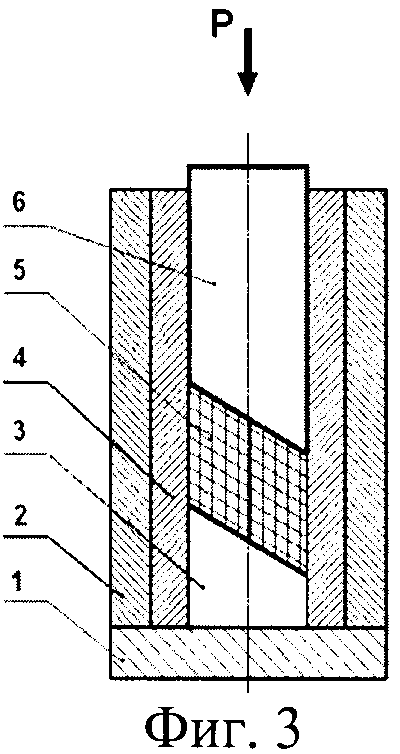
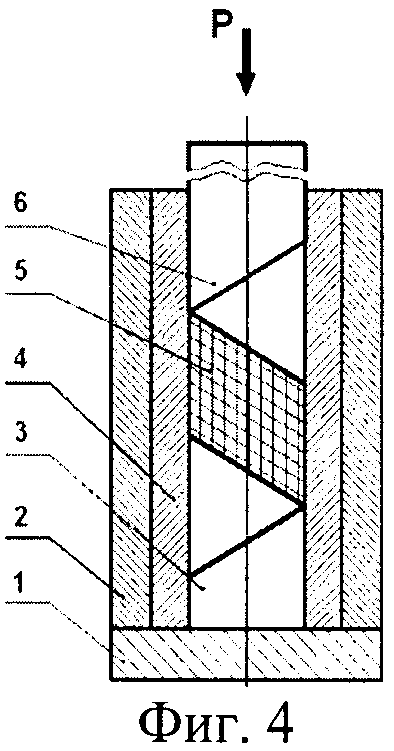
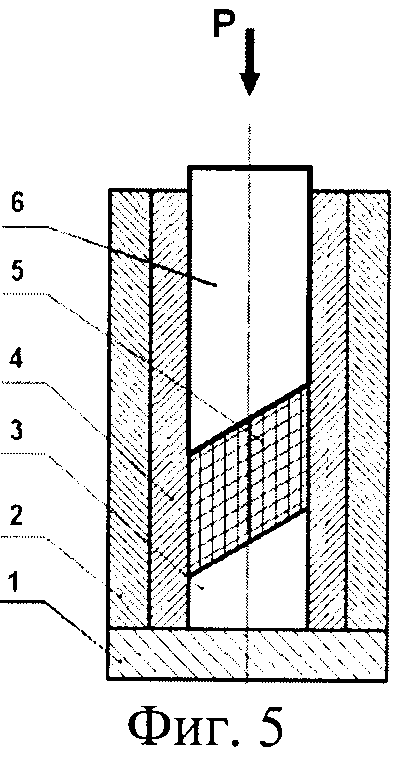
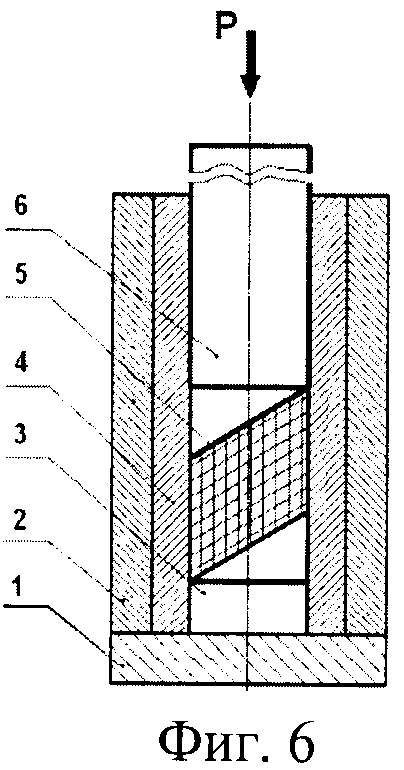
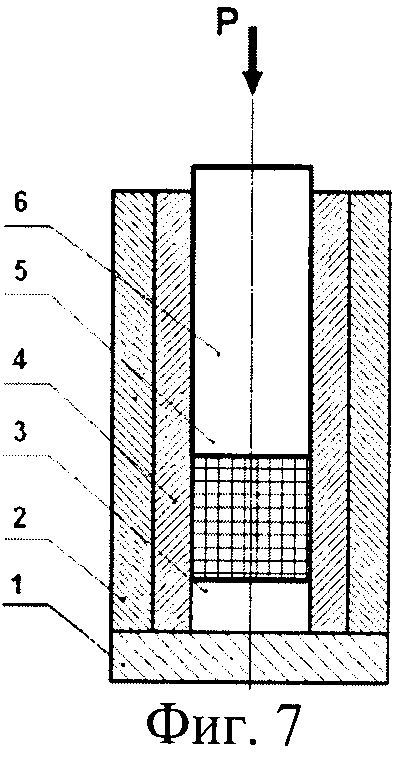
Сущность изобретения поясняется чертежами, где на фиг.1 и фиг.2 показаны два варианта формы канала матрицы (прямоугольная и круглая) и заготовка. На фиг.3 показано конечное положение процесса двухстороннего выдавливания в верхнюю и нижнюю клиновые полости, на фиг.4 - положение пуансонов и заготовки после поворота пуансонов на 180 градусов перед началом следующего нагружения, на фиг.5 - показано конечное положение заготовки и пуансонов после поворота, на фиг.6 - показано начало процесса закрытой осадки пуансонами с торцевой поверхностью перпендикулярной оси заготовки, на фиг.7 - показан процесс закрытой осадки для придания заготовке первоначальной формы.
Устройство для осуществления способа содержит бандажированную обоймой 2 матрицу 4, стоящую на плите 1, верхний (круглый или прямоугольный) клиновой пуансон 6, нижний (круглый или прямоугольный) клиновой пуансон 3.
Процесс закрытой осадки, схема которого показана на фиг.6 и 7, является финишной операцией, которая осуществляется по необходимости для придания заготовке 5 первоначальной формы после необходимого цикла деформаций.
В процессе выдавливания в клиновую полость создается благоприятная схема напряженного состояния всестороннего сжатия, что позволяет структурировать малопластичные материалы, в том числе спеченные порошковые заготовки.
Способ осуществляется следующим образом.
Металлическая заготовка 5 сначала подвергается закрытой осадке в прямоугольном или круглом канале матрицы. Затем силой Р производится двухстороннее выдавливание в клиновые полости, образованные верхним и нижним (круглым или прямоугольным) клиновыми пуансонами (фиг.3), после чего пуансоны извлекают, поворачивают вокруг оси на угол 180 градусов (фиг.4) и производят новое нагружение заготовки с заполнением верхней и нижней клиновых полостей (фиг.5) с другой стороны. После проведения необходимого числа циклов деформации заготовки клиновые пуансоны заменяют на пуансоны с торцевой поверхностью, расположенной перпендикулярно оси заготовки (фиг.7), и производят закрытую осадку для придания заготовке первоначальной формы.
Источники информации
1. Субич В.Н., Демин В.А., Шестаков НА., Власов А.В. Штамповка с кручением. М., МГИУ, 2008. - 389 с.
2. Ковка и штамповка: Справочник. В 4 т. / Ред. совет: Е.И.Семенов (пред.) и др. - М.: Машиностроение, 1986. - Т.2. Горячая штамповка / Под ред. Е.И.Семенова, 1986. 592 с., ил., с.387.
3. А.С. 492780 СССР, МКИ 3 G01N 3/00. Устройство для упрочнения материала давлением / В.М.Сегал, В.Я.Щукин (СССР). - 1924516/25-28: Заявлено 11.06.73. Опубл. 23.02.76. Бюл. 43.
4. А.С. 1741960 СССР, МКИ 4 B23J 5/00. Способ пластического структурообразования и устройство для его реализации / Амиров М.Г., Грешнов В.М., Голубев О.В., Лавриненко Ю.А. Заявка 4763954/25-27 от 4.12.89, опубл. 22.02.92, бюл. 23.
5. Патент РФ №RU 2189883 С1, МКИ 7 B21J 5/00, 13/02, C21D 7/02. Способ пластического структурообразования металлов при интенсивной пластической деформации и устройство для его осуществления / Шибаков В.Г., Гончаров С.И., Мухин М.В.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования металлических слитков и пресс для его осуществления | 2019 |
|
RU2713764C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424076C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2578880C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ ПРИ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2189883C1 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2021 |
|
RU2780729C1 |
| Штамп для получения цилиндрических металлических деталей с однородной мелкозернистой структурой из прутковых заготовок | 2015 |
|
RU2629576C2 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2202434C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492957C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2116155C1 |
Группа изобретений относится к обработке металлов давлением и предназначена для получения равноосной ультрамелкодисперсной структуры при обработке заготовок из малопластичных материалов, в том числе спеченных порошковых заготовок. Заготовку подвергают закрытой осадке в канале матрицы и двухстороннему выдавливанию. Выдавливание осуществляют в верхнюю и нижнюю клиновые полости, образованные верхним и нижним клиновыми пуансонами. Затем упомянутые пуансоны извлекают из канала матрицы и поворачивают вокруг оси на угол 180°. Посредством этих пуансонов производят следующее нагружение заготовки с заполнением верхней и нижней клиновых полостей с другой стороны. Цикл повторяют, после чего клиновые пуансоны заменяют на пуансоны с торцевой поверхностью, расположенной перпендикулярно оси заготовки. Производят закрытую осадку с приданием заготовке первоначальной формы. Клиновые пуансоны и канал матрицы имеют круглую или прямоугольную форму. В результате исключается образование в заготовке трещин, пустот, складок и зажимов и обеспечивается повышение стойкости и работоспособности устройства. 3 н.п. ф-лы, 7 ил. 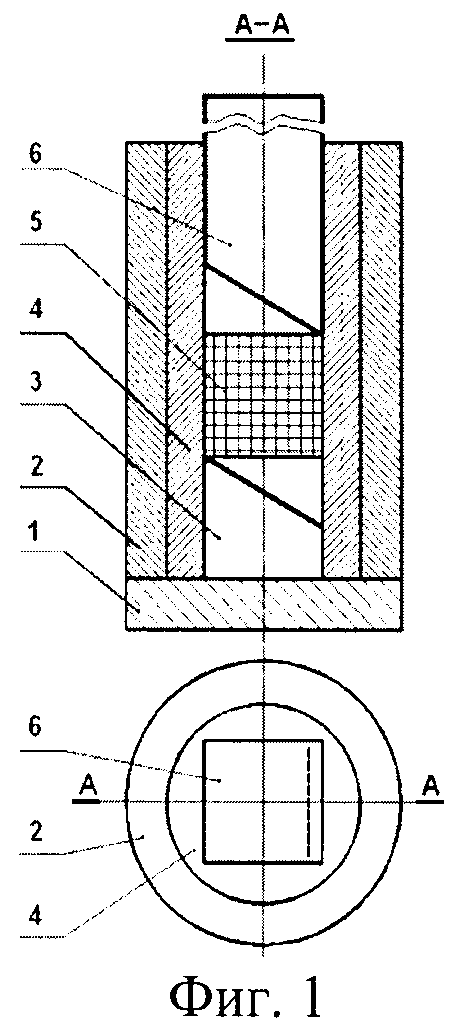
1. Способ пластического структурообразования металлов, включающий закрытую осадку заготовки в канале матрицы и выдавливание, отличающийся тем, что осуществляют двухстороннее выдавливание заготовки в верхнюю и нижнюю клиновые полости, образованные верхним и нижним клиновыми пуансонами, после чего упомянутые верхний и нижний клиновые пуансоны извлекают из канала матрицы, поворачивают вокруг оси на угол 180°, посредством них производят следующее нагружение заготовки с заполнением верхней и нижней клиновых полостей с другой стороны и цикл повторяют, после чего клиновые пуансоны заменяют на пуансоны с торцевой поверхностью, расположенной перпендикулярно оси заготовки, и производят закрытую осадку с приданием заготовке первоначальной формы.
2. Устройство для пластического структурообразования металлов, содержащее матрицу с каналом и пуансоны, отличающееся тем, что оно содержит верхний и нижний клиновые пуансоны круглой формы, выполненные с возможностью образования в канале матрицы верхней и нижней клиновых полостей для двухстороннего выдавливания в них заготовки, поворота вокруг оси на угол 180° после извлечения из канала матрицы и образования расположенных с другой стороны верхней и нижней клиновых полостей для двухстороннего выдавливания заготовки, и пуансоны с торцевой поверхностью, расположенной перпендикулярно оси заготовки, выполненные с возможностью размещения в канале матрицы после извлечения из него верхнего и нижнего клиновых пуансонов, при этом матрица выполнена с каналом круглой формы.
3. Устройство для пластического структурообразования металлов, содержащее матрицу с каналом и пуансоны, отличающееся тем, что оно содержит верхний и нижний клиновые пуансоны прямоугольной формы, выполненные с возможностью образования в канале матрицы верхней и нижней клиновых полостей для двухстороннего выдавливания в них заготовки, поворота вокруг оси на угол 180° после извлечения из канала матрицы и образования расположенных c другой стороны верхней и нижней клиновых полостей для двухстороннего выдавливания заготовки, и пуансоны с торцевой поверхностью, расположенной перпендикулярно оси заготовки, выполненные с возможностью размещения в канале матрицы после извлечения из него верхнего и нижнего клиновых пуансонов, при этом матрица выполнена с каналом прямоугольной формы.
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ ПРИ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2189883C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ КРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2458756C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ НЕСТОЙКИХ ПРОДУКТОВ АНОДНОГО ОКИСЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1931 |
|
SU43585A1 |
| US 6209379 B1, 03.04.2001 | |||
| KR 1020020075183 A, 04.10.2002 | |||

