Изобретение относится к области обработки металлов резанием, в частности к способам обработки глубоких отверстий с глубиной обработки более 5d, где d - диаметр обработки.
Известен способ обработки глубоких сквозных отверстий, включающий предварительное сверление, замену сверла на развертку с последующим окончательным развертыванием с отводом СОЖ со стружкой через зазор между инструментом и стенкой обработанного отверстия (см. патент РФ №2156180 от 20.09.2000 г.), принятый за прототип.
Недостатком этого способа является то, что при развертывании стружка может проникать в зазор между инструментом и стенкой отверстия навстречу направления подачи, спрессовываться в этом зазоре и повреждать уже обработанную поверхность отверстия. Кроме того, при замене сверла разверткой возможно смещение оси инструментов, что приведет к искажению формы отверстия.
Предложен способ обработки глубоких сквозных отверстий, включающий подачу СОЖ под давлением не ниже 40 атм (400 МПа) в зазор между обрабатываемой поверхностью и инструментом. Стебель инструмента постоянно закреплен в шпинделе станка и в нем поочередно установлена сверлильная головка или развертка. При сверлении отвод стружки производится потоком СОЖ по внутреннему каналу сверла и стебля.
При обработке отверстий наибольшую опасность повреждения поверхности представляет попадание стружки в зазор между инструментом и обрабатываемой поверхностью, особенно, при окончательной обработке. Большую роль при этом играет и соосность установки сверлильной головки и развертки при переходе от одной операции (сверления) к другой (развертыванию).
При чистовой обработке отверстия при определенных режимах резания и допустимой величине износа за один установ с использованием того же стебля головка для сверления заменяется на развертку. Подача СОЖ производится под тем же давлением, а количество жидкости таково, чтобы осуществлялся непрерывный ее поток по направлению подачи инструмента. Таким образом, стружка не попадает в зазор между инструментом и уже обработанной поверхностью отверстия, которая не повреждается.
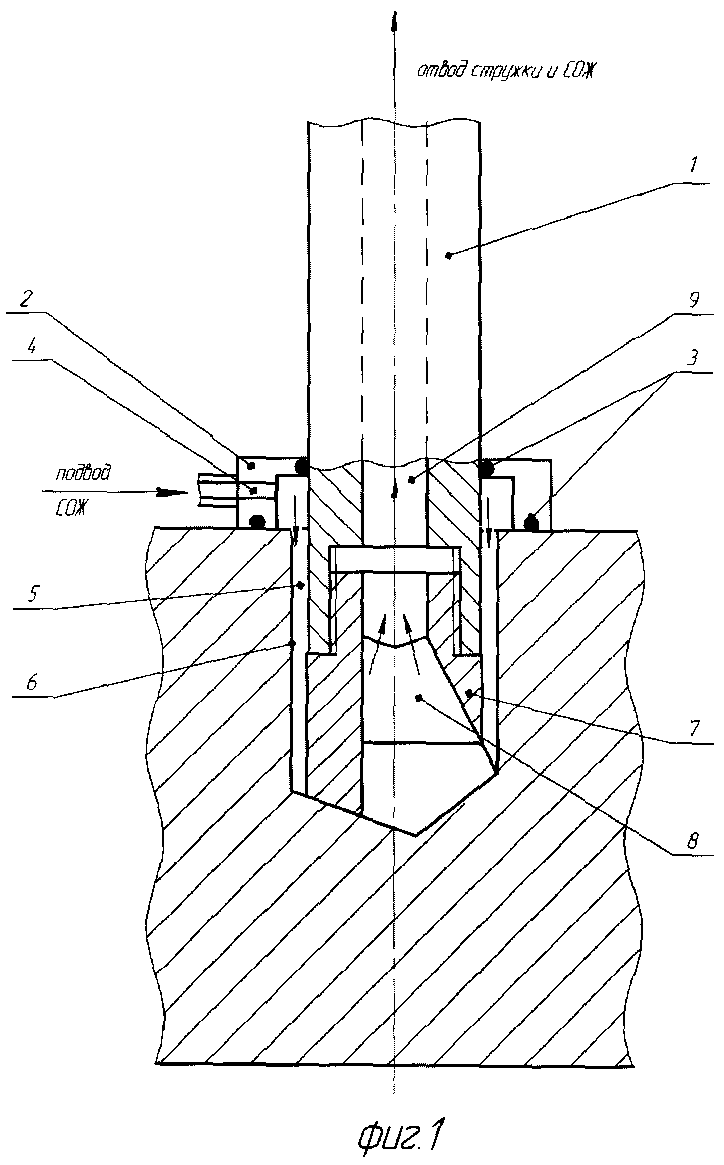
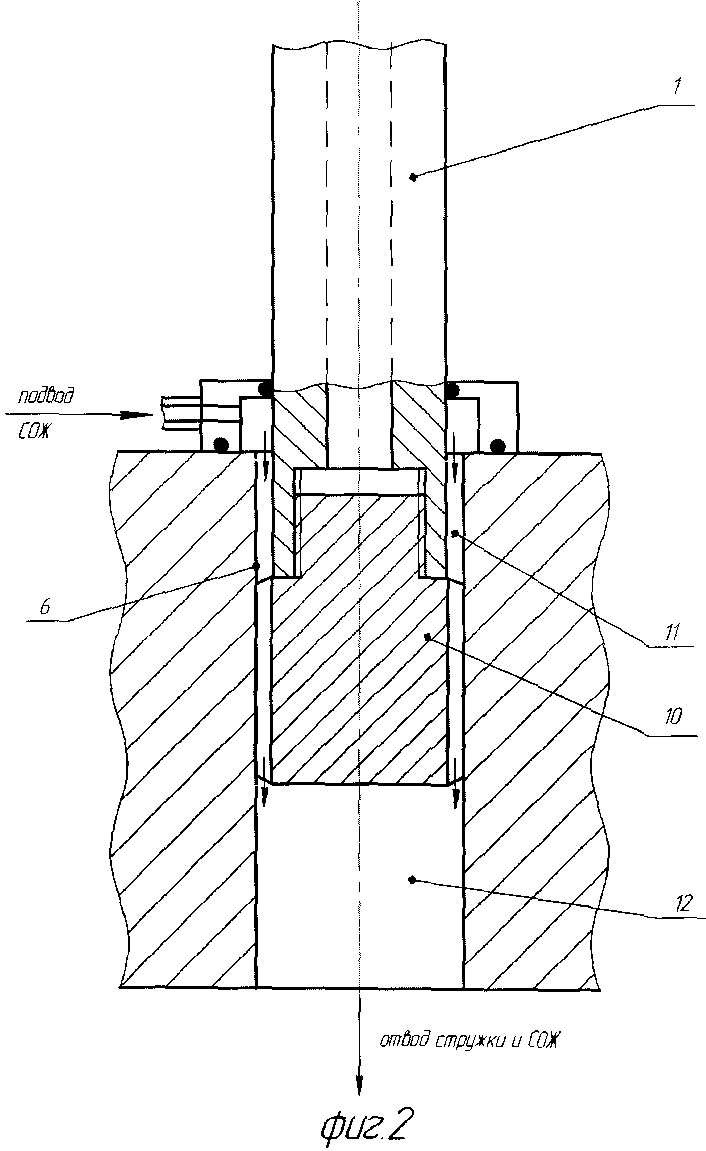
Для пояснения описываемого способа на фиг.1 изображен стебель со сверлильной головкой; на фиг.2 - стебель с разверткой.
Для реализации способа обработки глубоких сквозных отверстий на стебле 1, закрепленном в шпинделе станка, установлена камера 2, стык между ними уплотнен резиновыми кольцами 3. На стебле 1 крепится сверлильная головка 7. Через отверстие 4 в камере 2 подается СОЖ в зазор 5 между стеблем 1 и обработанной поверхностью 6 под давлением не менее 40 атм (400 МПа). Отвод стружки при сверлении производится потоком СОЖ по внутренним каналам 8 и 9 сверлильной головки и стебля.
После вывода сверлильной головки 7 из отверстия 12 осуществляется чистовая обработка отверстия при определенных режимах резания и допустимой величине износа инструмента. На стебле 1 вместо сверлильной головки 7 устанавливается развертка 10, при этом СОЖ подается под давлением 40 атм (400 МПа) через камеру 2 в зазор 11. При этом отвод стружки при развертывании осуществляется через просверленное отверстие 12 вперед по направлению подачи развертки.
Заявляемый способ может использоваться, например, для обработки трубных досок, коллекторов. Обрабатываемое изделие закрепляется на станке. В шпиндель станка устанавливается стебель инструмента со сверлильной головкой. Затем осуществляется сверление отверстия.
После вывода сверла из отверстия на стебель устанавливается развертка, которой и производится чистовая обработка отверстия.
При данном способе обработки глубоких сквозных отверстий стружка не попадает в зазор между инструментом и обработанной поверхностью, тем самым не повреждая последнюю при чистовой обработке.
Применение предлагаемого способа обеспечивает решение задачи повышения качества обработки глубоких отверстий:
- снижение шероховатости поверхности;
- повышение точности обработанных отверстий;
- обеспечение высокого качества поверхностного слоя, исключающего образование остаточных напряжений растяжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 2012 |
|
RU2514359C1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| РАЗВЕРТКА | 2005 |
|
RU2288815C1 |
| Эжекторное сверло | 1983 |
|
SU1111851A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Способ сверления сквозных отверстий в меди | 2018 |
|
RU2672461C1 |
| Способ сверления глубокого отверстия в заготовке на универсальном токарном станке | 2016 |
|
RU2630732C1 |
| ИНСТРУМЕНТ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2120358C1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2068321C1 |
Способ включает сверление с подачей смазочно-охлаждающей жидкости (СОЖ) в зазор между обрабатываемой поверхностью и инструментом, содержащим стебель и сверлильную головку, и отвод стружки при сверлении потоком СОЖ по внутреннему каналу головки и стебля. Для повышения качества обработанной поверхности после вывода сверлильной головки осуществляют чистовую обработку отверстия при определенных режимах резания и допустимой величине износа за один установ с использованием инструмента, содержащего тот же стебель и развертку. При этом отвод стружки при развертывании осуществляют через просверленное отверстие вперед по направлению подачи развертки, а подачу СОЖ в процессе обработки осуществляют под давлением не ниже 40 атм в количестве, обеспечивающем устойчивый поток жидкости в направлении подачи используемого инструмента. 2 ил.
Способ обработки глубоких сквозных отверстий, включающий сверление с подачей смазочно-охлаждающей жидкости (СОЖ) в зазор между обрабатываемой поверхностью и инструментом, содержащим стебель и сверлильную головку, и отвод стружки при сверлении потоком СОЖ по внутреннему каналу головки и стебля, отличающийся тем, что после вывода сверлильной головки осуществляют чистовую обработку отверстия при определенных режимах резания и допустимой величине износа за один установ с использованием инструмента, содержащего тот же стебель и развертку, при этом отвод стружки при развертывании осуществляют через просверленное отверстие вперед по направлению подачи развертки, а подачу СОЖ в процессе обработки осуществляют под давлением не ниже 40 атм в количестве, обеспечивающем устойчивый поток жидкости в направлении подачи используемого инструмента.
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| УСТРОЙСТВО ДЛЯ МНОГОПЕРЕХОДНОЙ ОБРАБОТКИ | 1996 |
|
RU2111836C1 |
| РАЗВЕРТКА | 2005 |
|
RU2288815C1 |
| US 2007292225 А1, 20.12.2007. | |||

