Область техники, к которой относится изобретение
Настоящее изобретение относится к способу сварки согласно ограничительной части пункта 1 формулы изобретения.
Изобретение также относится к сварочному устройству.
Уровень техники
В известных способах сварки, таких как сварка МИГ/МАГ, формируется дуга между сварочной проволокой и основным материалом. В зависимости от поведения дуги используются такие термины, как сварка короткой дугой, промежуточной дугой или сварка струйной дугой (сварка со струйным переносом металла). В этих способах применяемая сварка является сваркой либо постоянным током, либо импульсным постоянным током, либо сваркой переменным током. В дополнение к фазе дуги, при сварке возникает фаза короткого замыкания, являющаяся либо непреднамеренной, либо, наоборот, намеренной, в последнем случае фазы короткого замыкания являются частью циклического процесса сварки.
Частота такого циклического процесса в типичном случае равняется 10-200 Гц. В данном случае цикличность следует понимать широко, в том смысле, что продолжительность фазы дуги и фазы короткого замыкания статистически варьируются, однако в каждой рабочей ситуации средняя величина остается более или менее постоянной, хотя мгновенные значения могут значительно отклоняться от среднего.
Одной из проблем сварки МИГ/МАГ традиционно было такое задание параметров сварки, чтобы оно обеспечивало правильное отношение между скоростью подачи проволоки и электрическим напряжением. Известно частичное решение этой проблемы, удовлетворительно работающее при сварке короткой дугой и заключающееся в том, что напряжение автоматически следует за скоростью подачи проволоки. В дополнение к этому стало ясно, что указанная автоматизация покрывает, без осуществления настроек и установок, несколько размеров проволок и вариантов используемого газа. Однако данная процедура имеет ограничения, заключающиеся в том, что она применима только в зоне короткой дуги, и в пограничных случаях только в нижней части зоны средней дуги.
Раскрытие изобретения
Настоящее изобретение нацелено на то, чтобы устранить описанные выше недостатки уровня техники и для этой цели создать совершенно новый тип способа и устройства для сварки короткой дугой.
Настоящее изобретение основано на таком управлении напряжением сварки, при котором отношение длительности фазы короткого замыкания к периоду всего сварочного цикла остается приблизительно равным задаваемому значению.
Более конкретно, способ согласно изобретению характеризуется признаками, указанными в отличительной части пункта 1.
Устройство согласно изобретению, в свою очередь, характеризуется признаками, указанными в отличительной части п.5.
С помощью настоящего изобретения достигаются значительные преимущества.
Способ согласно изобретению также имеет предпочтительные варианты осуществления, посредством которых могут быть увеличены возможности адаптирования таким образом, чтобы позволить автоматическую работу во всем диапазоне мощностей, начиная от короткой дуги и заканчивая струйной дугой, в пределах диапазона мощностей используемого в данный момент оборудования.
С точки зрения сварщика, адаптивное управление является очень легким, позволяя сварщику полностью сосредоточиться на самом процессе сварки.
Краткое описание чертежей
Ниже изобретение рассматривается посредством примеров и со ссылкой на приложенные чертежи, где
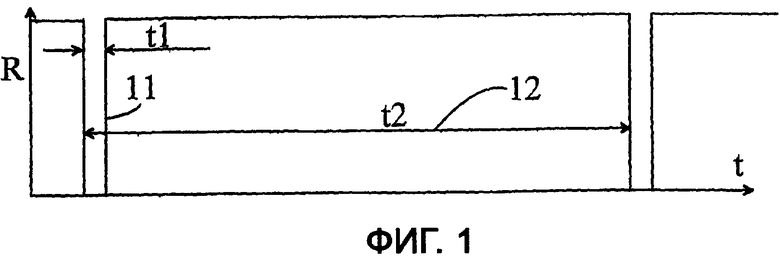
Фиг.1 изображает форму одного типичного импульса на протяжении одного сварочного цикла, при том типе сварки, к которому применимо настоящее изобретение.
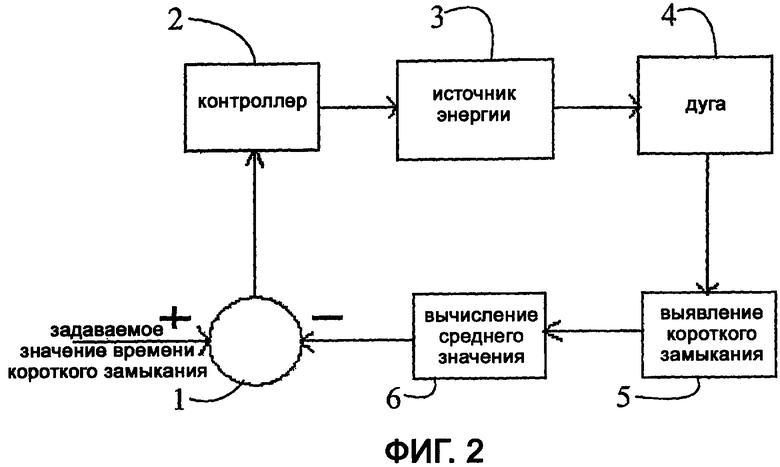
Фиг.2 изображает блок-схему одного из способов согласно настоящему изобретению.
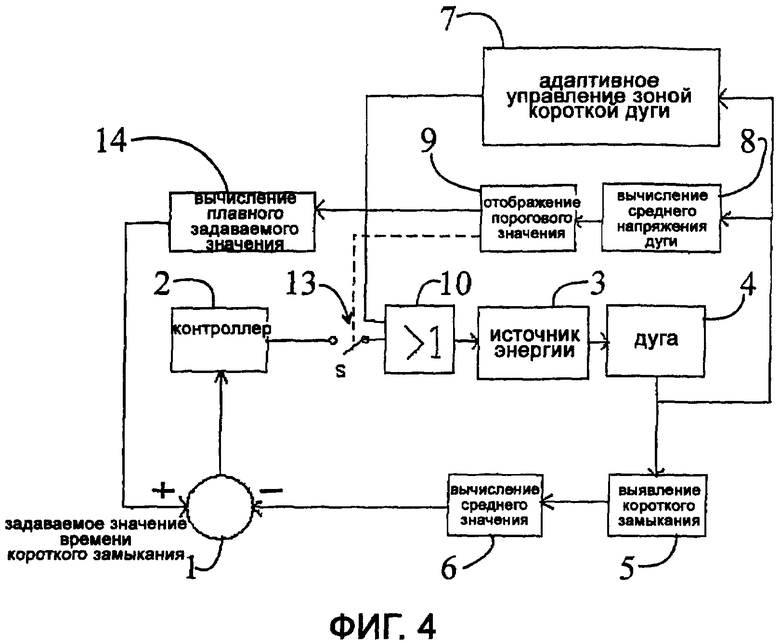
Фиг.3 изображает блок-схему другого способа согласно настоящему изобретению.
Фиг.4 изображает блок-схему другого способа согласно настоящему изобретению.
В описании используется следующая терминология и ссылочные номера: 1 - компаратор; 2 - контроллер; 3 - источник энергии; 4 - дуга; 5 - выявление короткого замыкания; 6 - вычисление среднего значения; 7 - адаптивное регулирование зоны короткой дуги; 8 - вычисление среднего значения напряжения дуги; 9 - индикация пороговой величины; 10 - опорный блок; 11 - фаза короткого замыкания; 12 - сварочный цикл; 13 - переключатель; 14 - вычисление плавного управляющего значения; t1 - длительность короткого замыкания; t2 - длительность цикла сварки.
Осуществление изобретения
Фиг.1 показывает, в общем виде, сопротивление между сварочной проволокой и основным материалом в зависимости от времени. Ссылочным номером 12 обозначен цикл сварки, a t2 - его полная длительность. Соответственно, ссылочным номером 11 обозначена фаза короткого замыкания, а t1 - ее полная длительность. Длительности t1 и t2 фазы 11 и цикла 12 все время меняются в соответствии с длиной дуги и другими параметрами. Аналогично, длительность t2 цикла 12 меняется как в зависимости от способа сварки, так и на протяжении сварки при использовании одного и того же способа сварки.
В известных решениях возможности адаптирования зоны короткой дуги базируются на измерении напряжения во время короткого замыкания и использовании результата этого измерения для регулирования источника энергии. Однако, начиная с зоны промежуточной дуги, эта процедура дает слишком низкое напряжение, при котором дуга становится неустойчивой, и сварка становится практически невозможной.
Улучшение, предлагаемое настоящим изобретением, основывается на том факте, что когда сварка осуществляется в зоне струйной дуги, обычно не предпринимаются попытки сформировать чистую струйную дугу, вместо чего устанавливают напряжение таким образом, чтобы создать ситуацию, в которой дуга достаточно короткая, так что временами появляются короткие замыкания. С точки зрения технологии сварки, данная процедура оказалась более соответствующей результату сварки. В настоящем изобретении применяется данный способ, так что напряжение регулируется, чтобы удерживать относительную длительность коротких замыканий постоянной. Другими словами, говоря о фиг.1, поддерживается желаемая величина отношения t1/t2. Например, если напряжение дуги слишком низко, то увеличится относительная длительность короткого замыкания t1/t2. В этом случае контроллер будет увеличивать напряжение до тех пор, пока относительная длительность короткого замыкания t1/t2 не достигнет желаемого значения, в обычном случае составляющего несколько процентов. Это означает, что дуга заменяется коротким замыканием на протяжении нескольких процентов, например, 5%, от общей длительности t2, а остальное время, например 95% от общего времени t2, горит дуга. Соответственно, если дуга становится настолько длинной, что количество коротких замыканий понижается, а в крайнем случае они вовсе исчезают, то контроллер уменьшает напряжение до тех пор, пока не достигается желаемая относительная длительность коротких замыканий. Фиг.2 показывает принципиальный вариант решения одной возможной схемы управления. С точки зрения оборудования, решение может основываться на традиционной аналоговой технологии или же может быть выполнено на базе процессорной технологии, в этом случае схемой управления будет соответствующая программа, реализующая принцип фиг.2.
Так, согласно фиг.2, задаваемое значение подается на один вход компаратора 1, а среднее значение длительности короткого замыкания за определенный период подается на другой вход с вычислителя 6 среднего значения. Выход с компаратора 1 равен нулю, если среднее значение совпадает с задаваемым значением. Если, с другой стороны, среднее значение относительной длительности короткого замыкания t1/t2 превышает задаваемое значение, компаратор 1 дает команду контроллеру 2 увеличить напряжение 4 дуги посредством источника 3 энергии. Отношение длительности t1 фазы 11 короткого замыкания к длительности t2 всего цикла 12 сварки измеряется непрерывно, и среднее значение результата вычисляется на шаге 6. Соответственно, если среднее значение длительности короткого замыкания t1/t2 меньше задаваемого значения, компаратор 1 дает команду контроллеру 2 уменьшить напряжение 4 дуги посредством источника 3 энергии. Решение согласно фиг.1 также будет работать в зоне средней дуги.
На практике в технических решениях оборудования выгодно, если возможности адаптирования существуют во всем диапазоне мощностей устройства, начиная от короткой дуги. Это может быть достигнуто путем комбинирования вышеупомянутых возможностей адаптирования зоны короткой дуги и решения, проиллюстрированного на фиг.1. Принцип показан на фиг.3. Так, переключатель 13 используется для выбора либо управления согласно фиг.1, либо адаптивного управления 7 зоны короткой дуги, параллельно с реализацией вычисления 8 среднего значения напряжения дуги в комбинации с индикацией 9 порогового значения.
Принцип функционирования согласно фиг.3 следующий.
При работе в зоне короткой дуги среднее значение в обычном случае меньше 20-22 В. Переключатель 13 при этом находится в верхнем положении, и работает адаптивное управление 7 зоны короткой дуги. Когда среднее значение 8 напряжения дуги или, в некоторых случаях, скорость подачи проволоки превысит установленное значение, фиксированное пороговое значение 9, переключатель 13 переключается, и управление источником 3 энергии передается адаптивному контроллеру 2 зоны струйной дуги. Передача управления от контроллера 7 зоны короткой дуги адаптивному контроллеру 2 зоны струйной дуги может быть сглажена, а ее характеристики улучшены, если сделать переключение плавным, таким образом, что после порогового значения заданное значение относительной длительности короткого замыкания не устанавливается немедленно в конечное малое значение, а вместо этого после прохождения порогового значения относительная длительность короткого замыкания устанавливается в достаточно большое значение, которое уменьшается по мере того, как увеличивается среднее значение напряжения дуги или скорость подачи проволоки. В дополнение к этому, предпочтительно, чтобы адаптивное управление 7 оставалось активным в зоне короткой дуги, так что во время более длительных коротких замыканий, которые могут иметь место в переходной зоне, используются выгодные возможности адаптирования зоны короткой дуги. В результате имеет место решение согласно фиг.4, реализуемое с помощью дополнительных элементов 10 и 14. В данном случае устройство функционирует следующим образом.
При работе выше порогового значения переключатель 12 (S) закрыт, и работа основана, главным образом, на регулировании относительной длительности короткого замыкания. Если в такой ситуации, например, происходит сбой в подаче проволоки, вызывающий более длительное короткое замыкание, опорный блок 10, функционирующий в качестве элемента системы TAI (total accumulated impairment, полный накопленный ущерб), используется для выбора сигнала, поступающего с блока 7 для управления источником 3 энергии, если данный сигнал превосходит сигнал, поступающий от блока 2. В другом варианте можно использовать сумму сигналов, поступающих с блоков 2 и 7, поскольку в стабильной ситуации сигнал, поступающий с блока 7 (сигнал зоны короткой дуги) имеет значение только в зоне короткой дуги и в нижней части зоны средней дуги, в дополнение к этому контроллер 2 обеспечивает правильную рабочую точку, даже в том случае, если какой-либо управляющий сигнал поступает от блока 7, что, согласно изложенному выше, никоим образом не может привести к выдаче чрезмерно большой мощности источником энергии.
Изобретение относится к способу сварки и сварочному устройству. Сварку выполняют с короткими замыканиями электрической дуги. Осуществляют формирование электрической дуги периодического характера между сварочной проволокой и основным материалом с длительностью цикла сварки, равной t2, и с фазой коротких замыканий в пределах цикла сварки, имеющей среднюю длительность t1. Непрерывно измеряют отношение средней длительности t1 фазы короткого замыкания к длительности t2 цикла сварки и удерживают упомянутое отношение на постоянном требуемом уровне путем регулирования в процессе сварки напряжения дуги. Устройство содержит средства формирования электрической дуги периодического характера между сварочной проволокой и основным материалом с длительностью цикла сварки, равной t2, и с фазой коротких замыканий в пределах цикла сварки, имеющей среднюю длительность t1, и средства для регулирования напряжения дуги или регулирования скорости подачи проволоки, выполненные с возможностью регулирования таким образом, что отношение средней длительности t1 фазы короткого замыкания к длительности t2 цикла сварки удерживается на постоянном требуемом уровне. В результате повышается устойчивость сварочной дуги во время всего процесса сварки. 2 н. и 6 з.п. ф-лы, 4 ил.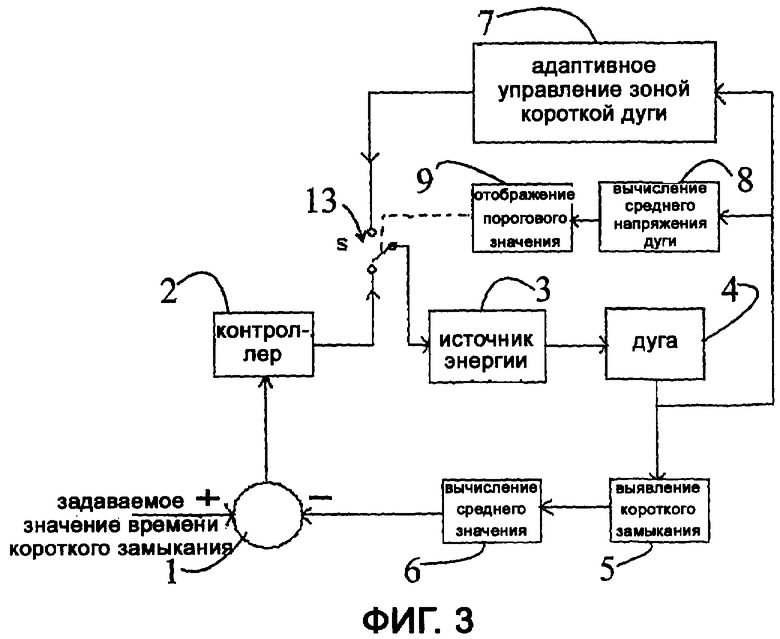
1. Способ сварки с короткими замыканиями электрической дуги, характеризующийся тем, что осуществляют формирование электрической дуги периодического характера между сварочной проволокой и основным материалом с длительностью цикла сварки, равной t2, и с фазой коротких замыканий в пределах цикла сварки, имеющей среднюю длительность t1, непрерывное измерение отношения средней длительности t1 фазы короткого замыкания к длительности t2 цикла сварки и удерживание упомянутого отношения на постоянном требуемом уровне путем регулирования в процессе сварки напряжения дуги.
2. Способ по п.1, отличающийся тем, что напряжение дуги регулируют в зоне короткой дуги путем регулирования скорости подачи проволоки.
3. Способ по п.1, отличающийся тем, что осуществляют индикацию порогового значения напряжения дуги и при превышении упомянутого порогового значения отношение t1/t2 уменьшают путем увеличения среднего значения напряжения дуги или скорости подачи проволоки.
4. Способ по п.3, отличающийся тем, что осуществляют адаптивное управление короткой дугой.
5. Устройство для сварки с короткими замыканиями электрической дуги, содержащее средства формирования электрической дуги периодического характера между сварочной проволокой и основным материалом с длительностью цикла сварки, равной t2, и с фазой коротких замыканий в пределах цикла сварки, имеющей среднюю длительность t1, и средства для регулирования напряжения дуги или регулирования скорости подачи проволоки, выполненные с возможностью регулирования таким образом, что отношение средней длительности t1 фазы короткого замыкания к длительности t2 цикла сварки удерживается на постоянном требуемом уровне.
6. Устройство по п.5, отличающееся тем, что содержит средства регулирования напряжения дуги в зоне короткой дуги, выполненные таким образом, что напряжение дуги регулируется изменением скорости подачи проволоки.
7. Устройство по п.5, отличающееся тем, что содержит средства, посредством использования которых осуществляют индикацию порогового значения напряжения дуги и при превышении упомянутого порогового значения отношение t1/t2 уменьшают путем увеличения среднего значения напряжения дуги или скорости подачи проволоки.
8. Устройство по п.7, отличающееся тем, что содержит средства адаптивного управления короткой дугой в активном состоянии.
| ЕР 0774317 А1, 21.05.1997 | |||
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ НА ОСНОВЕ ВЫСОКОЧАСТОТНОГО ИНВЕРТОРА | 1999 |
|
RU2147979C1 |
| US 4300035 А, 10.11.1981. | |||

